DOWNLOAD CNC_controller_box_6_parts_V2_C)JANTEC.NL_20251102
Please donate $1 to my paypal account if you use my original designs -)
DE CNC CONTROL BOX
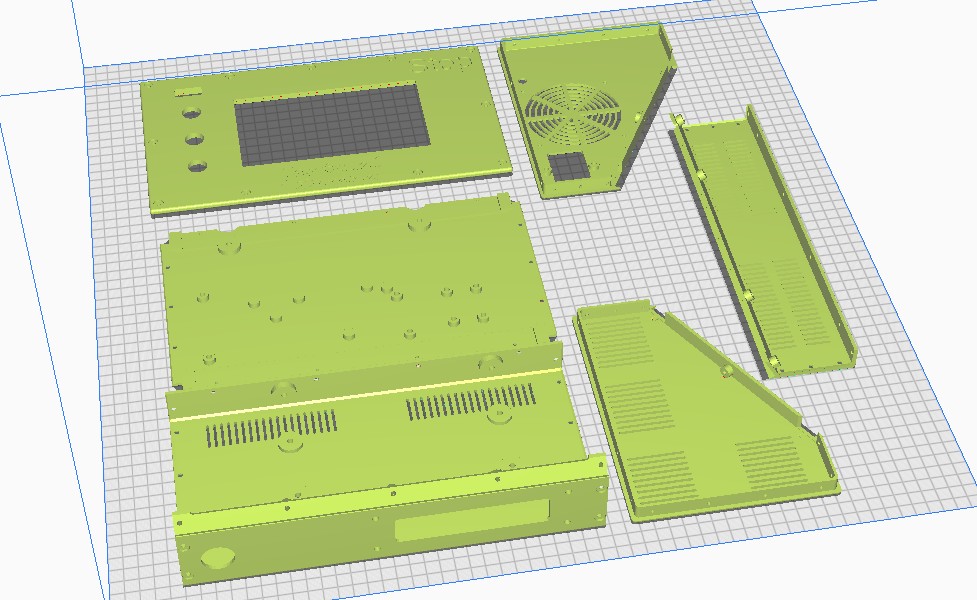
Download het ontwerp van de CNC controller box via de zip-download link bovenaan deze post. Het duurt ongeveer een dag of meer om de 6 delen te printen.

De box is ook beschikbaar voor DUET3.
COMPLETE CNC CONTROLLER BOX ALS 1 STL FILE:
COMPLETE CNC CDY CONTROLLER BOX ALS 1 STL FILE: 
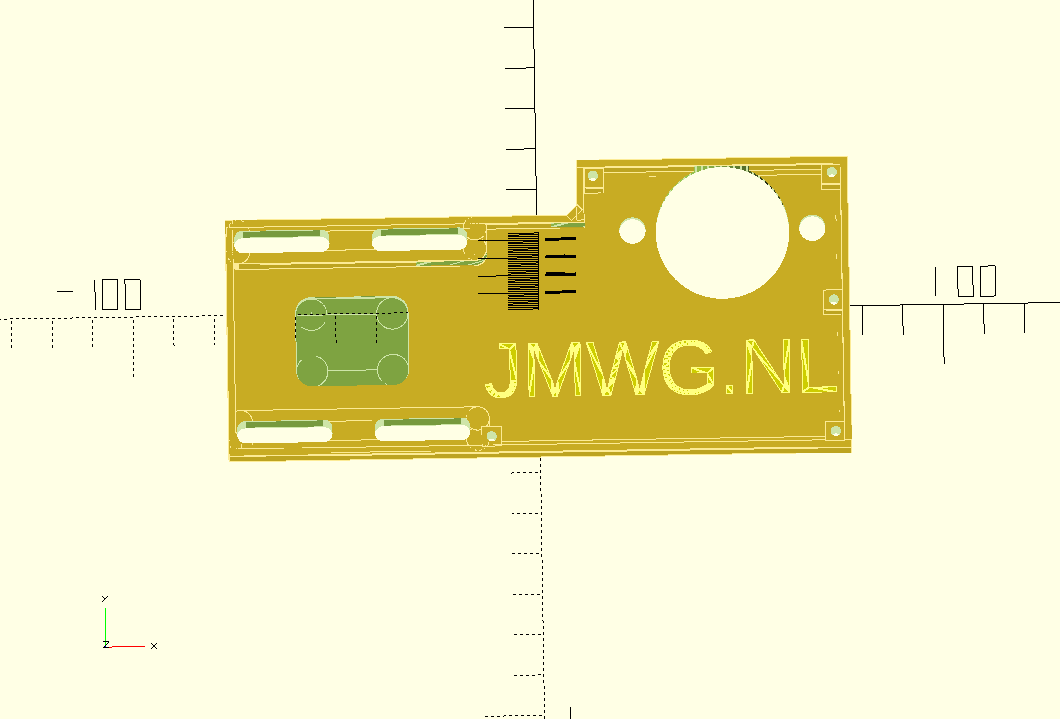
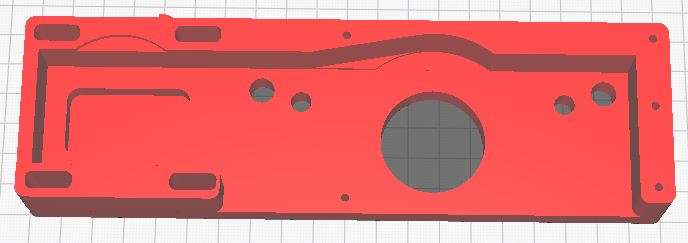
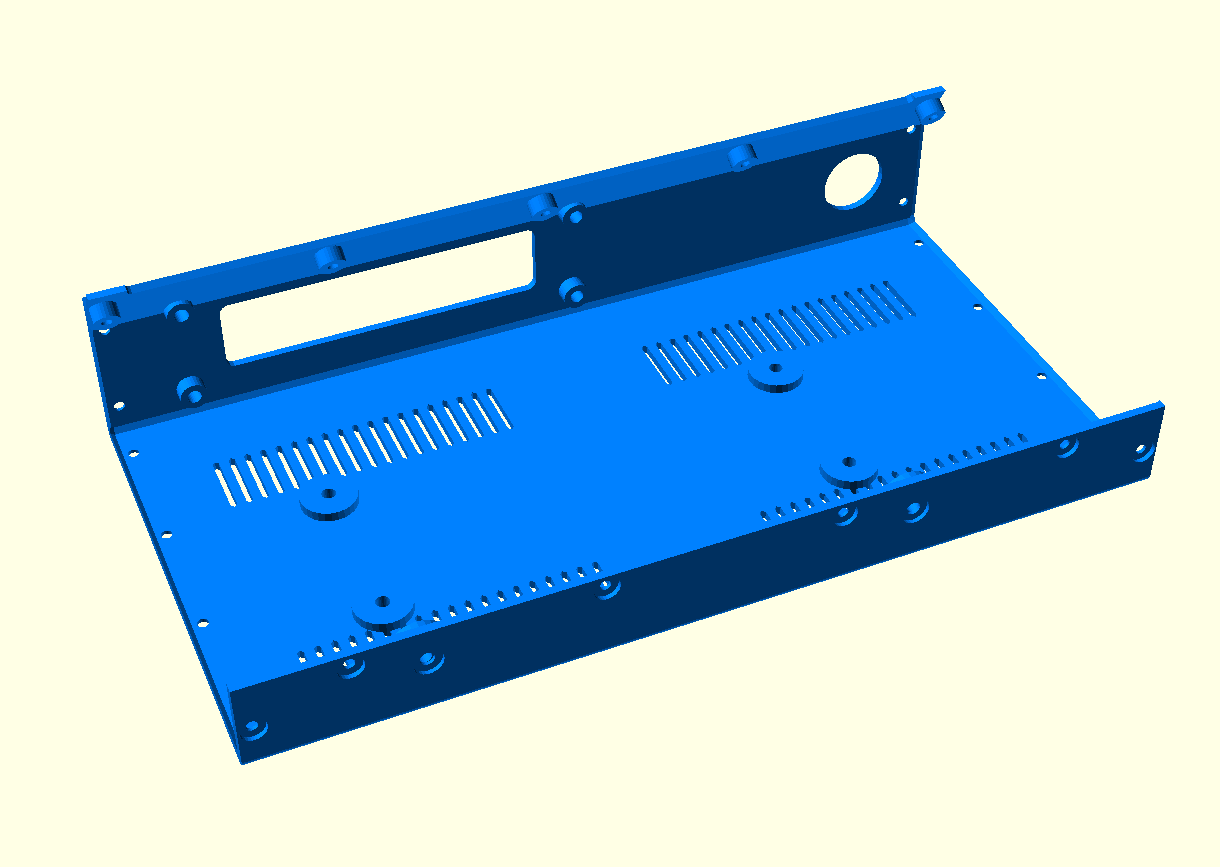
CDY BODEMPANEEL:
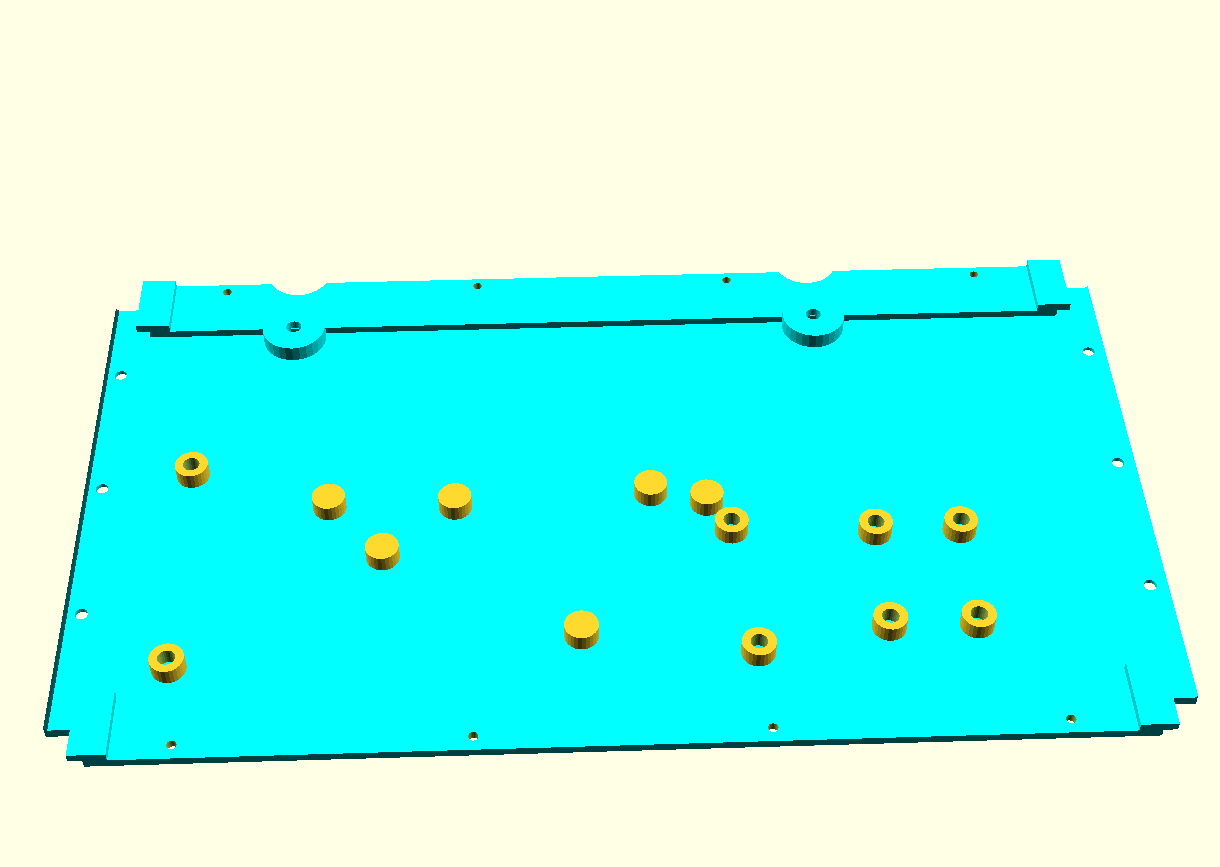
LEEG BODEMPANEEL:
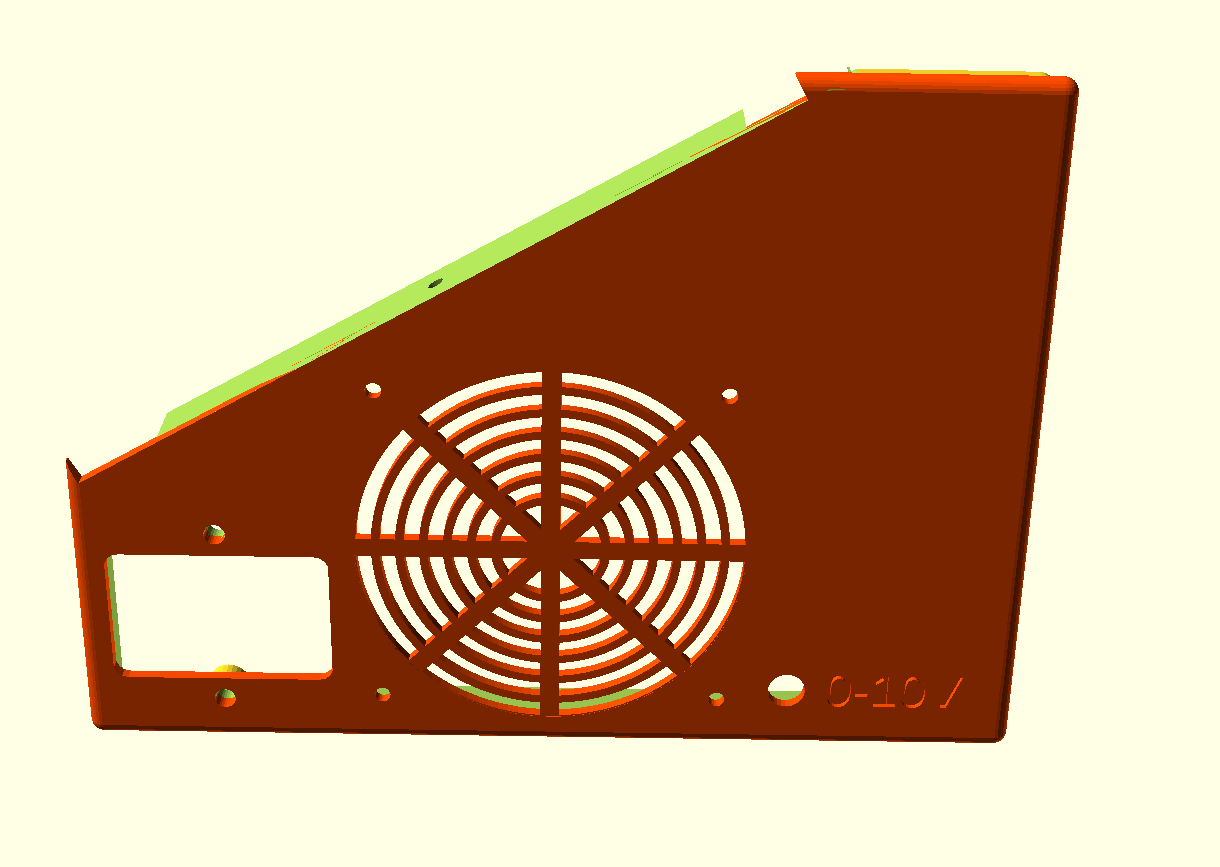
LINKER PANEEL:
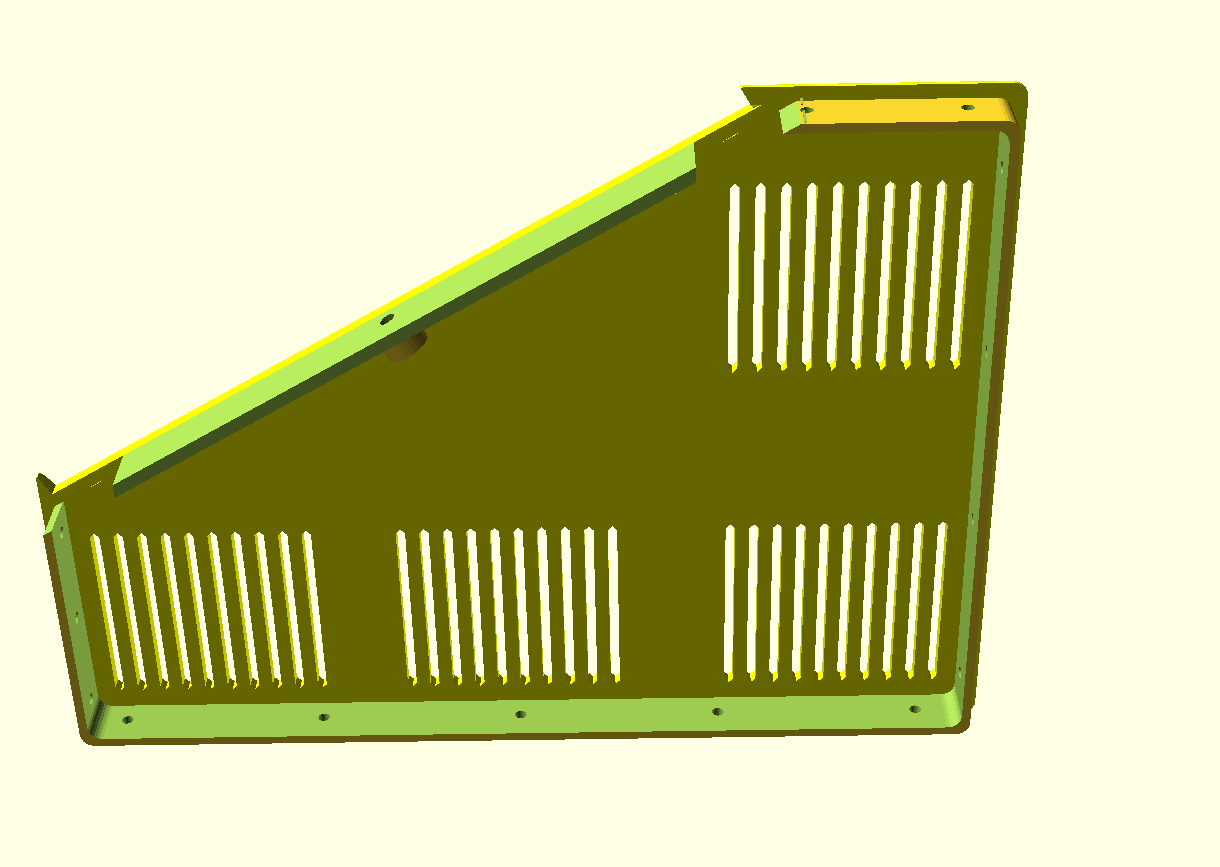
RECHTER PANEEL:
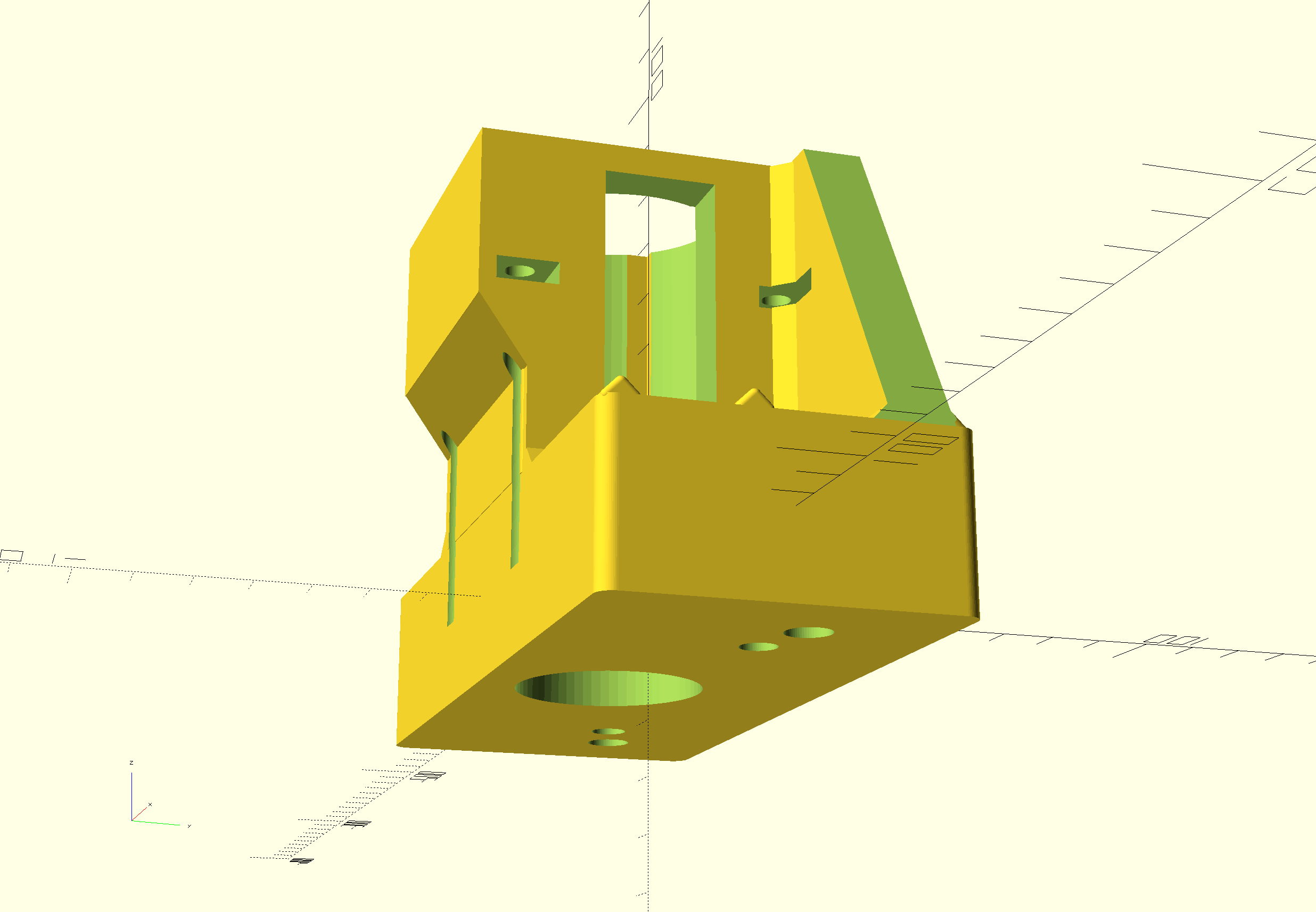
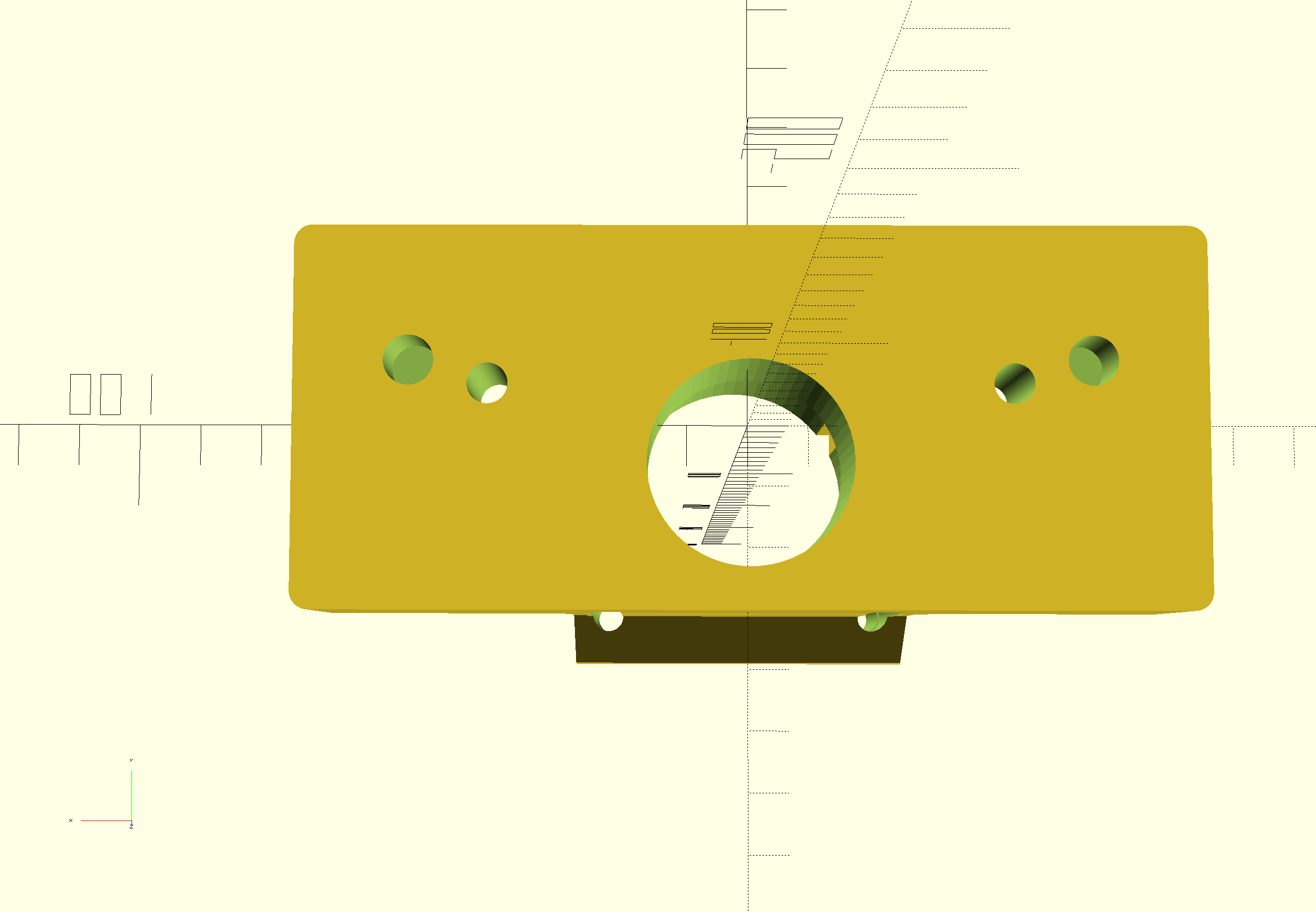
VOORPANEEL:
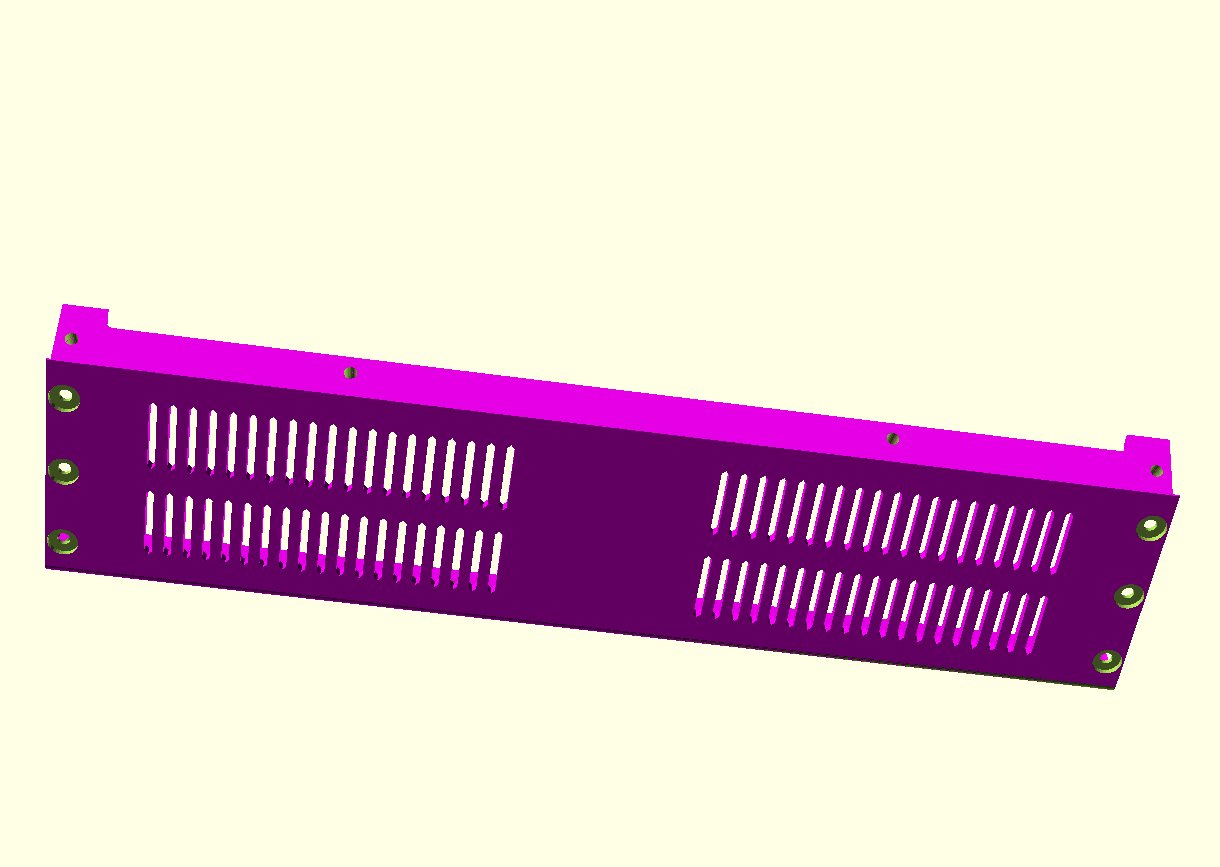
ACHTER/BOVEN PANEEL:
LCD PANEEL:
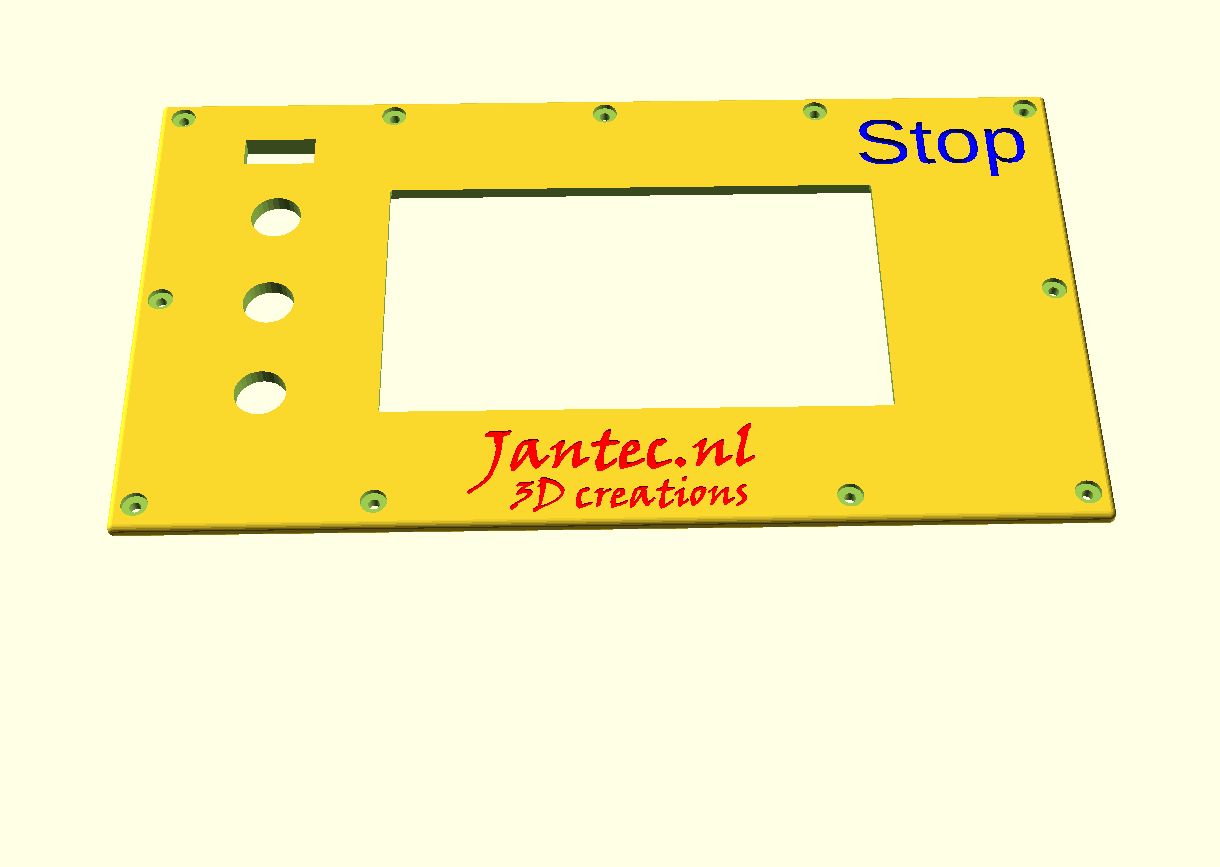
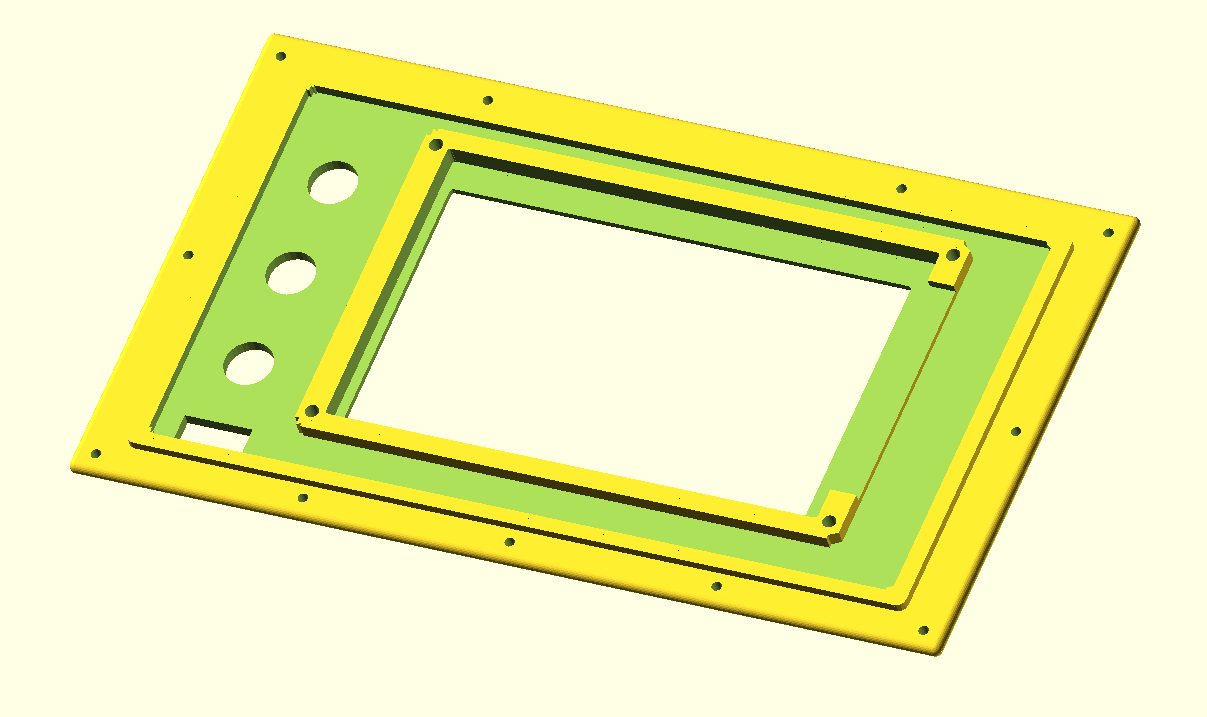
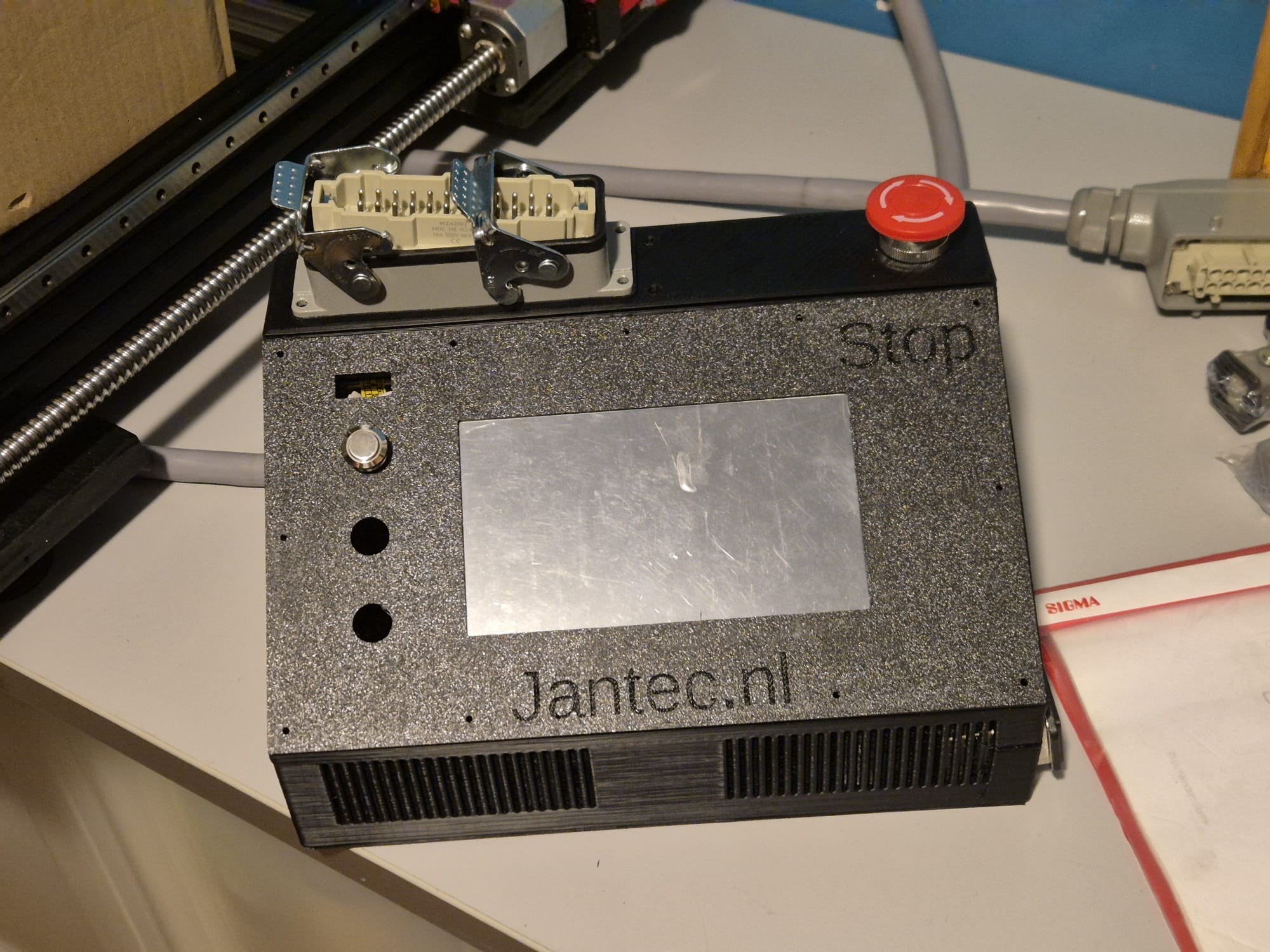
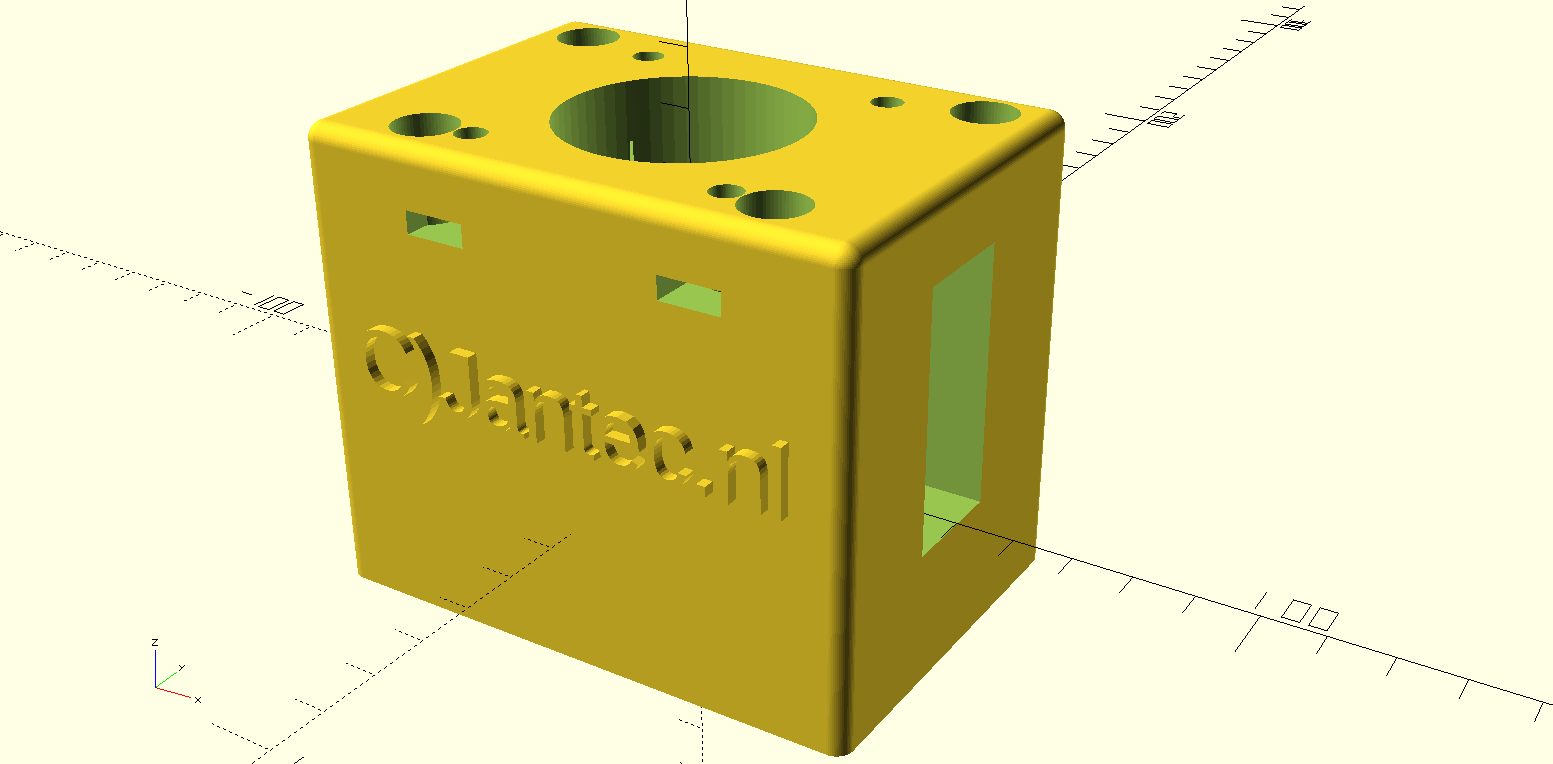
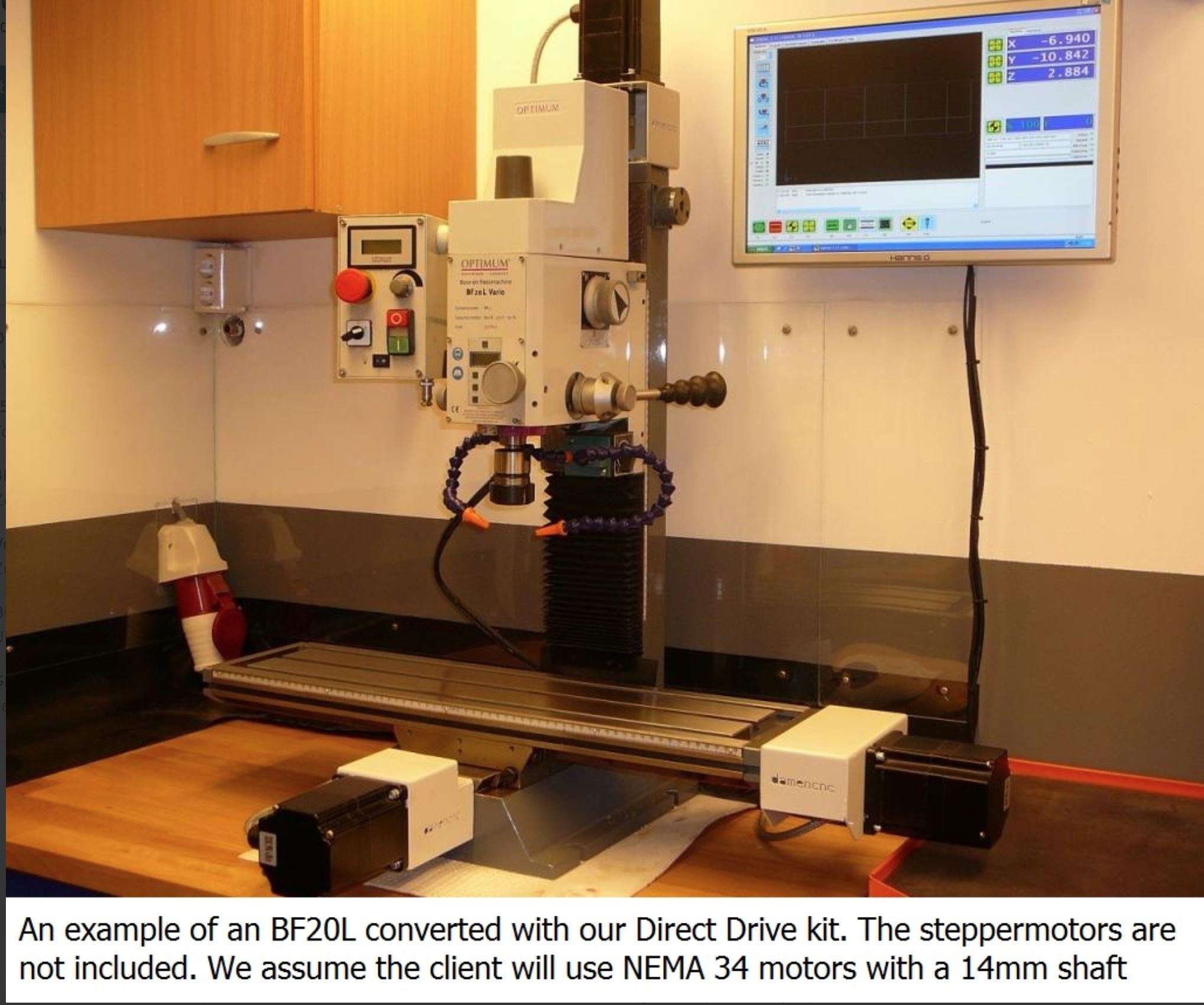
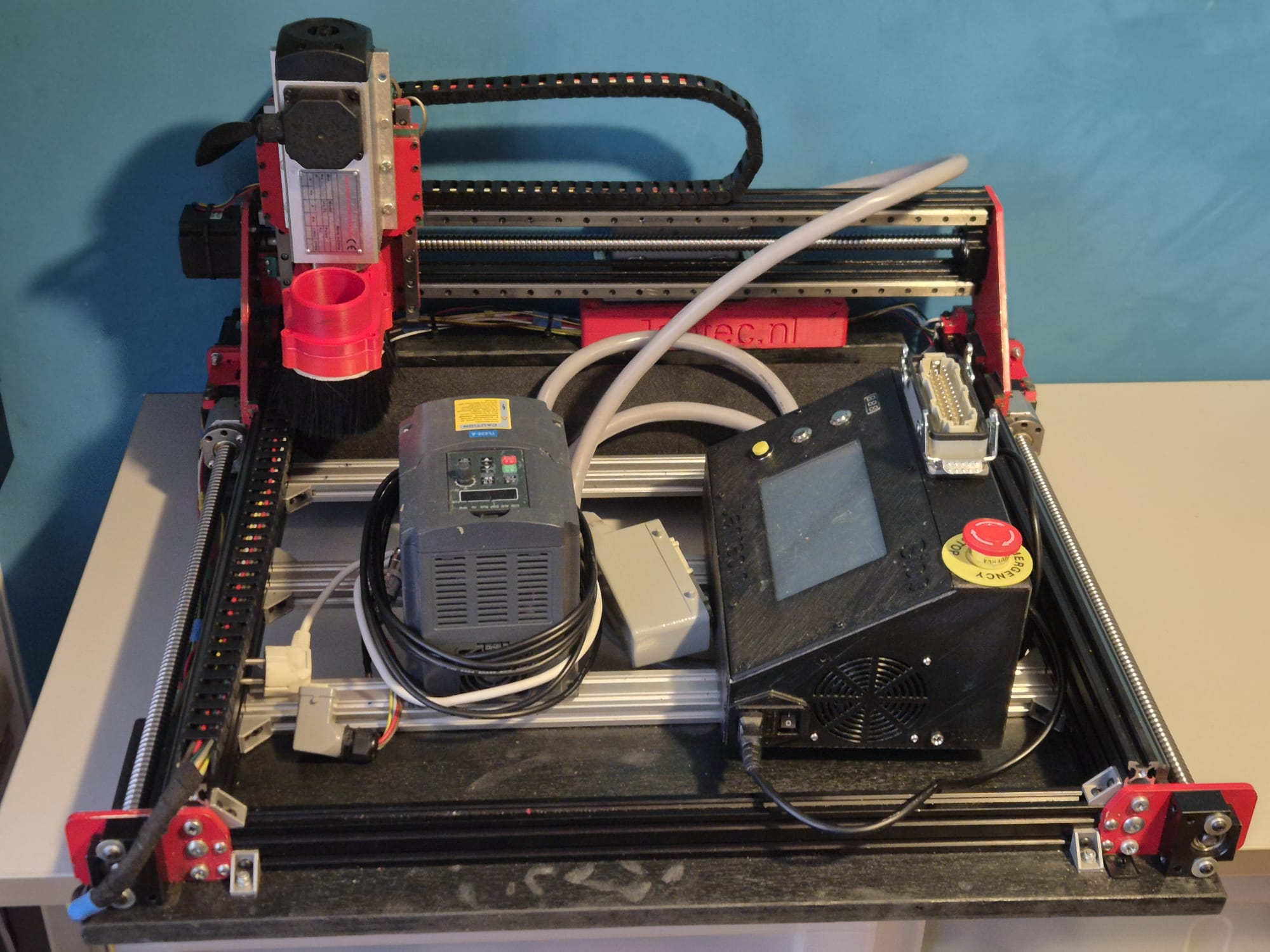
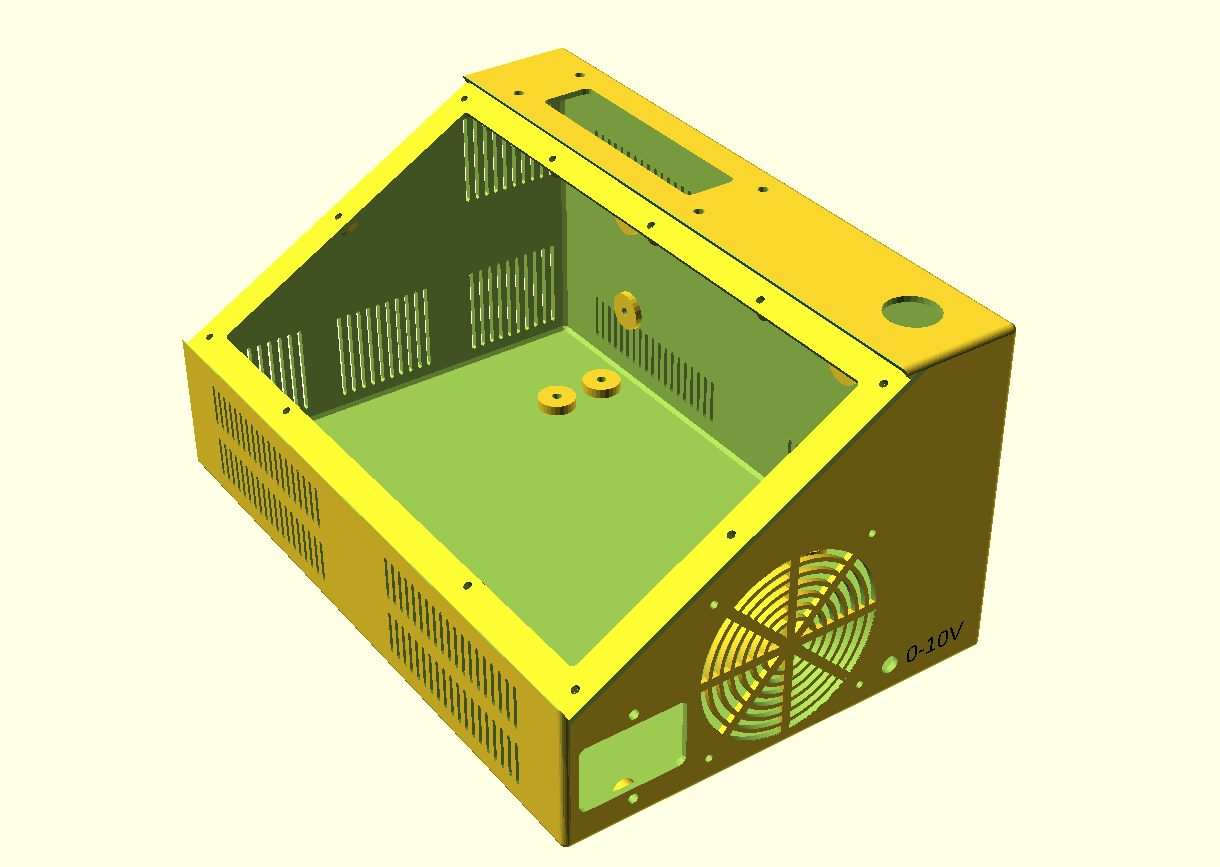
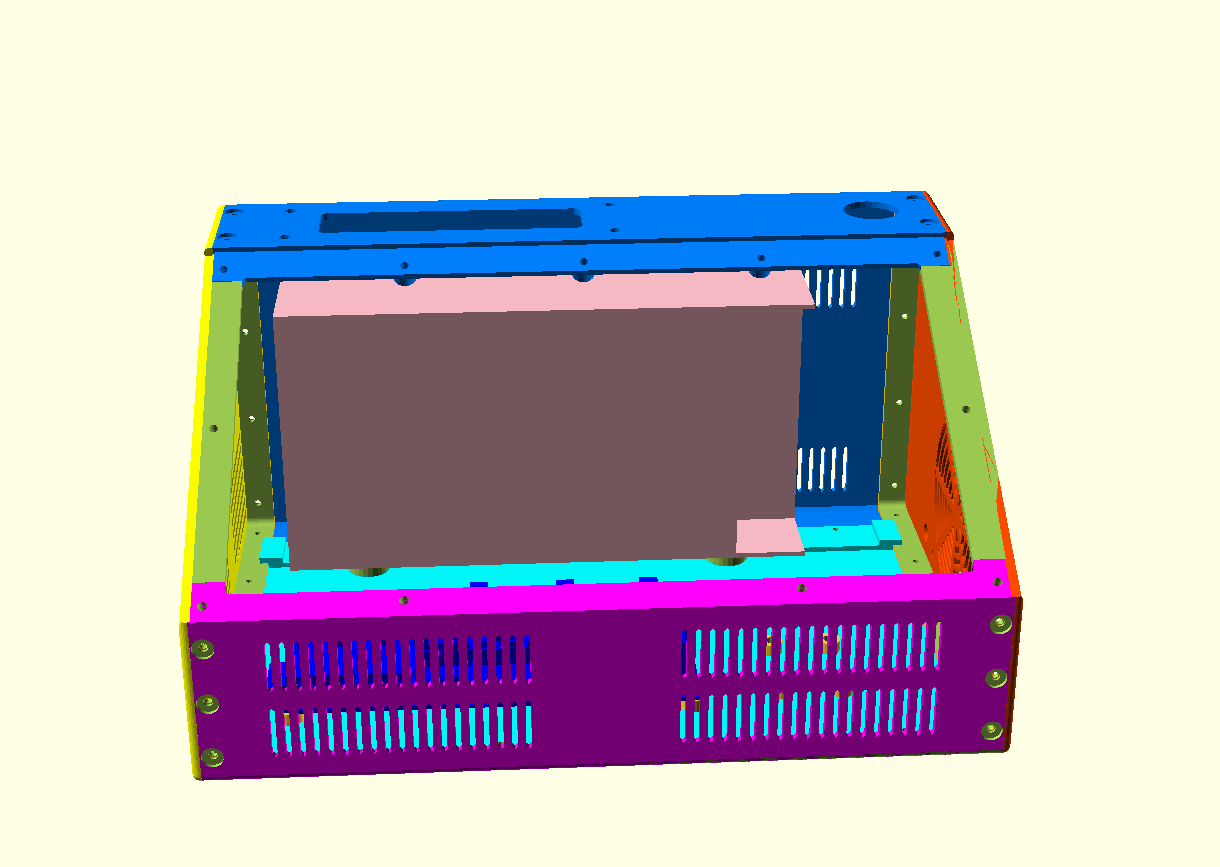
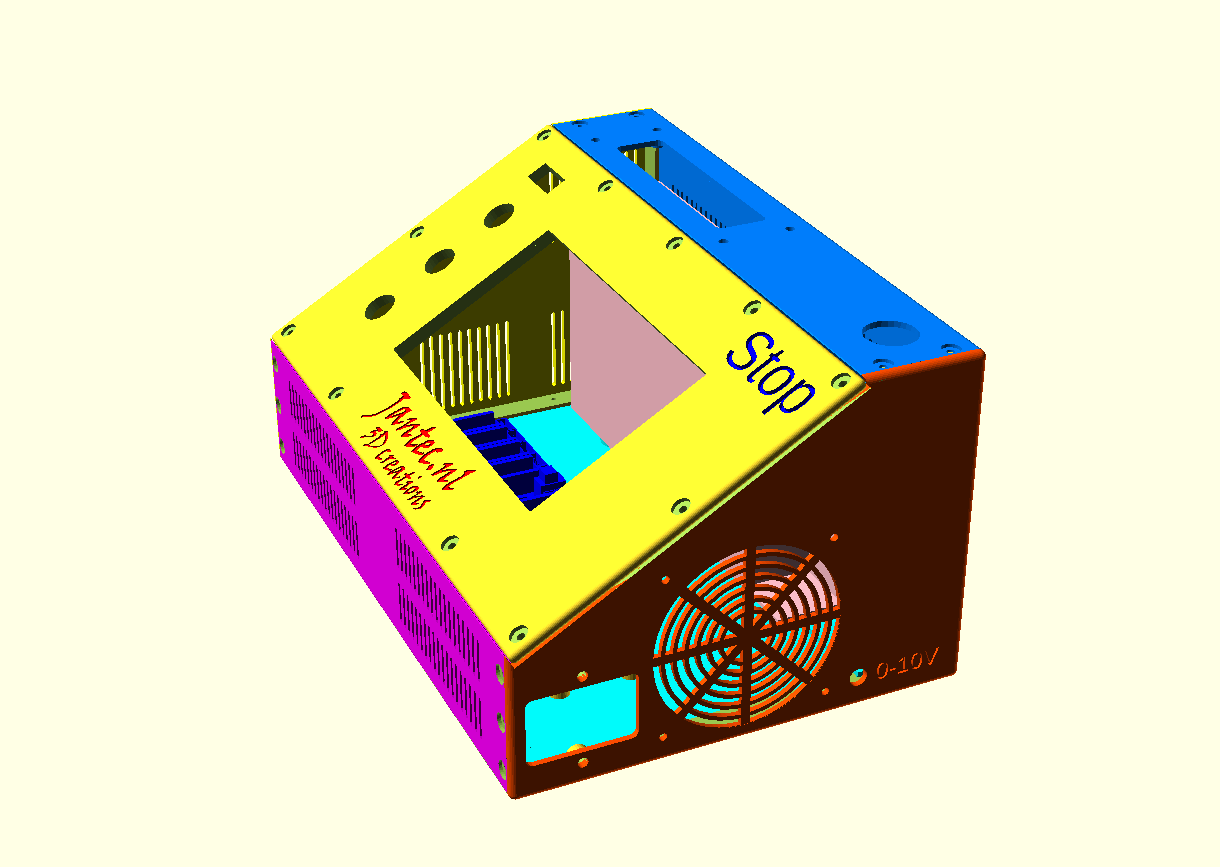
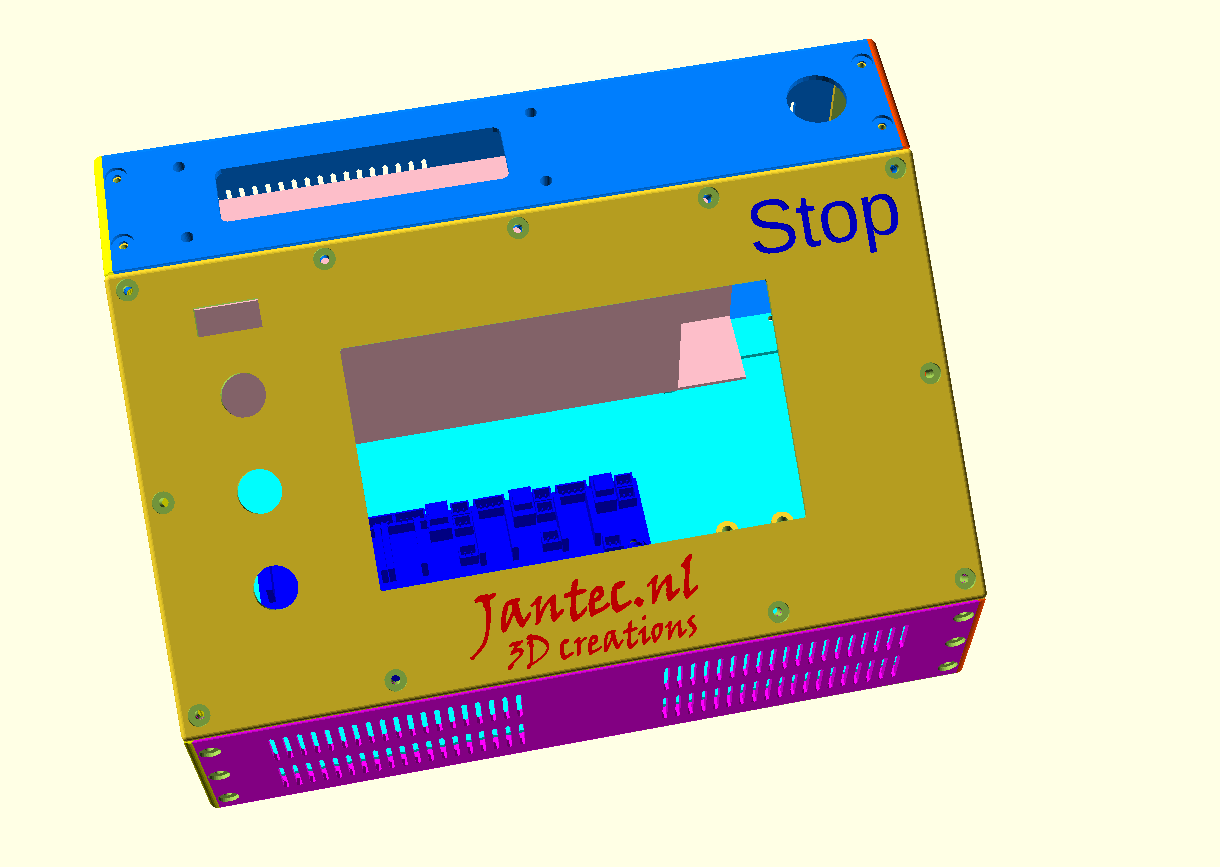
Het gekantelde LCD-bovenpaneel bevat een FysetC Duepanel 7 inch LCD-module welke kan worden aangesloten op de FlyCDY2 of 3 (en natuurlijk ook op een standaard Duet 2- of 3 board ).
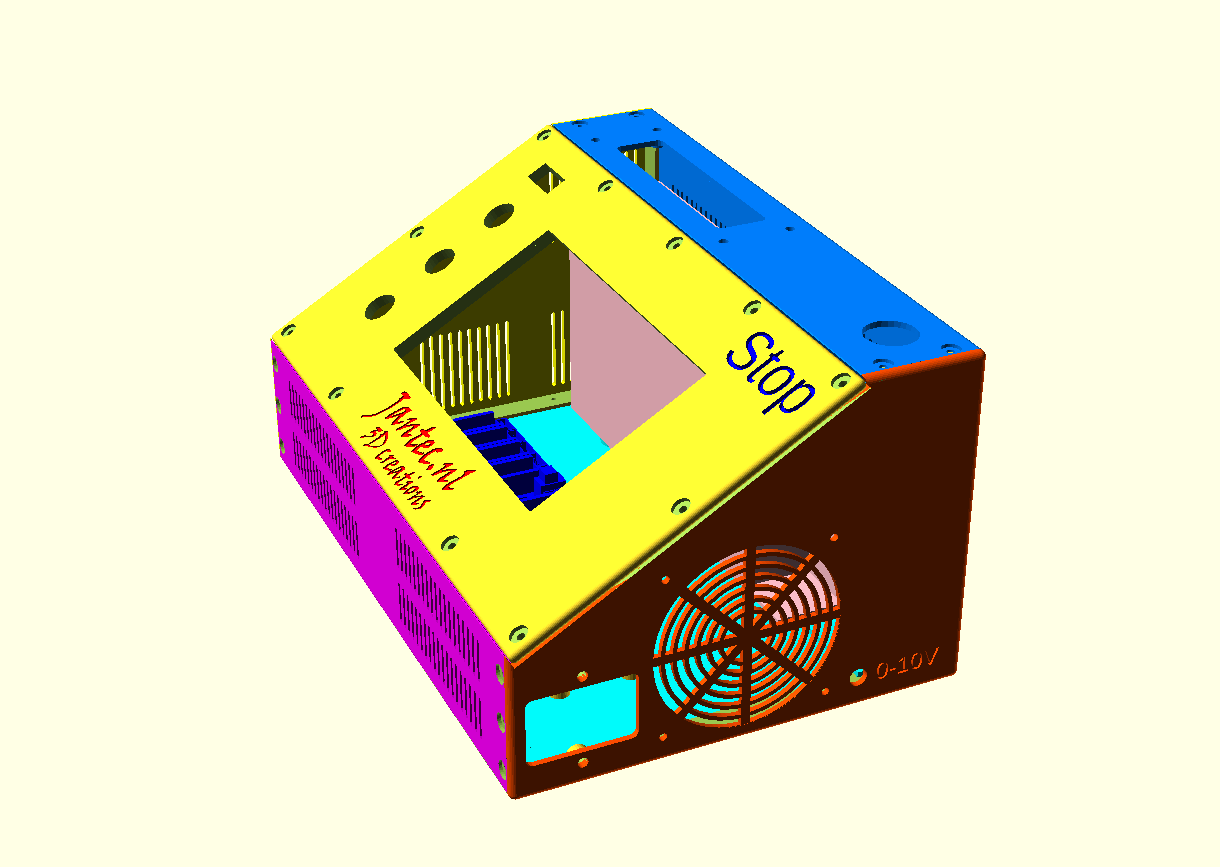
De box en het LCD-paneel bevatten ook:
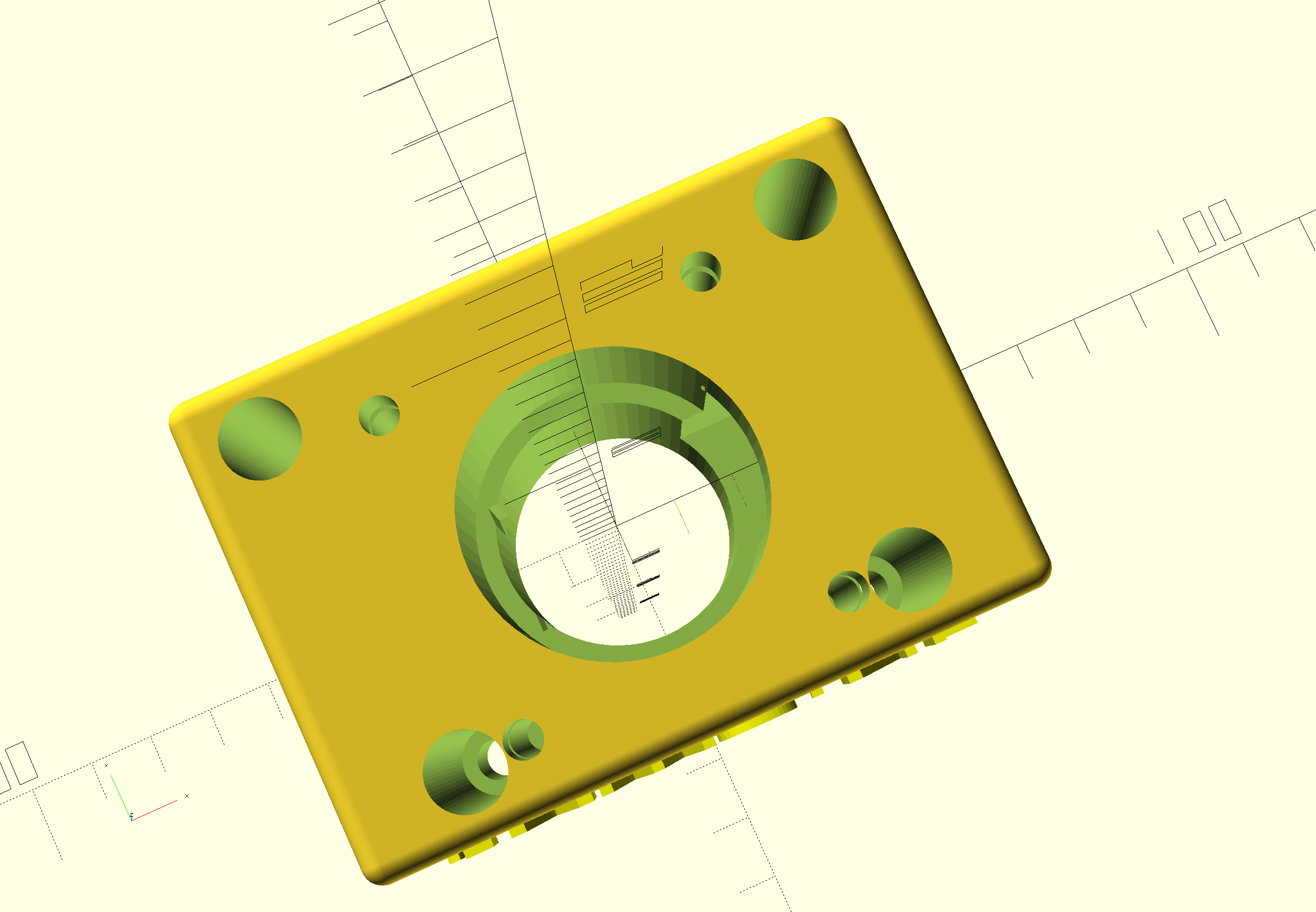
- gaten voor een forse 24-pins multiconnector aan de linker bovenkant,
- een paniekknop aan de rechter bovenkant,
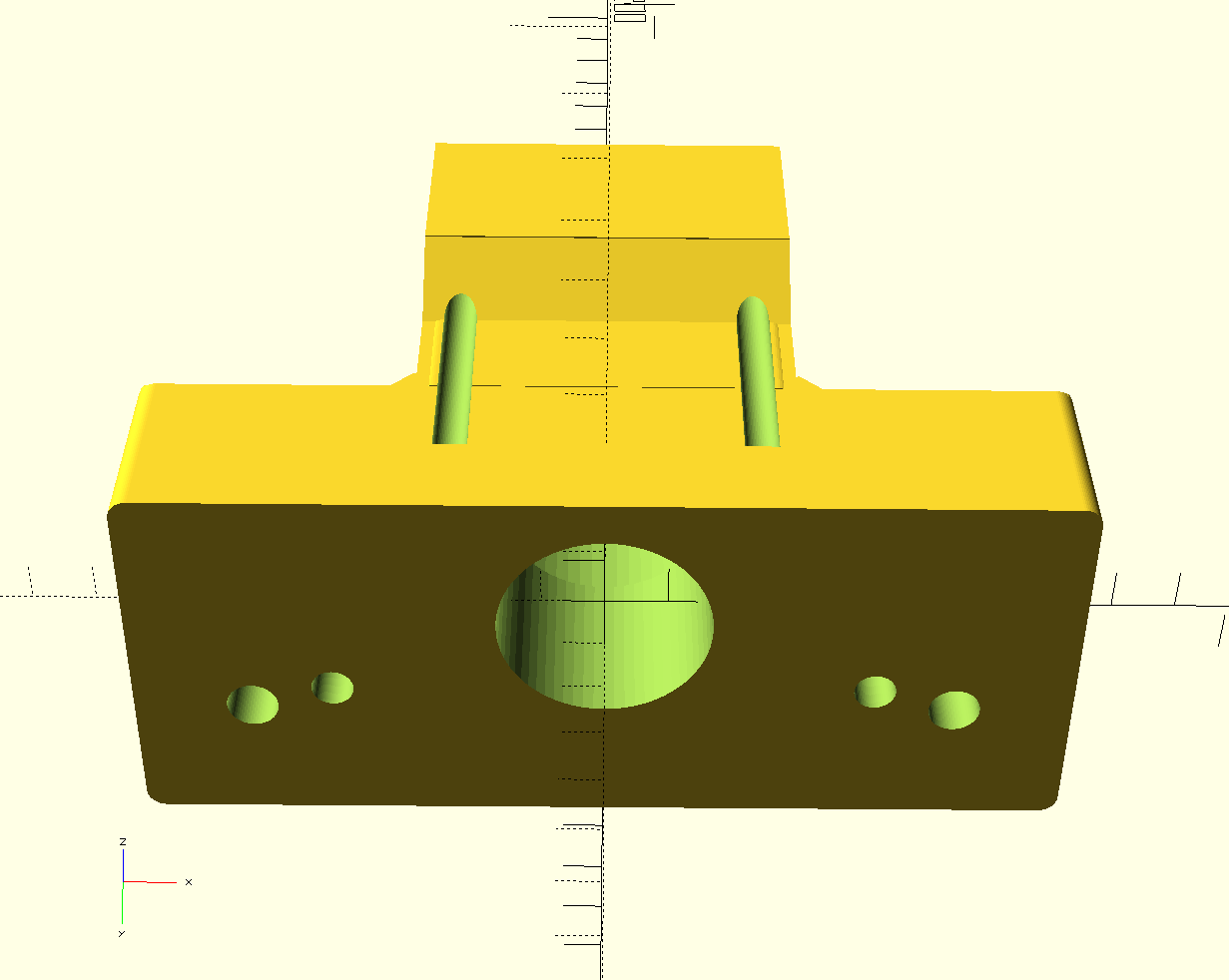
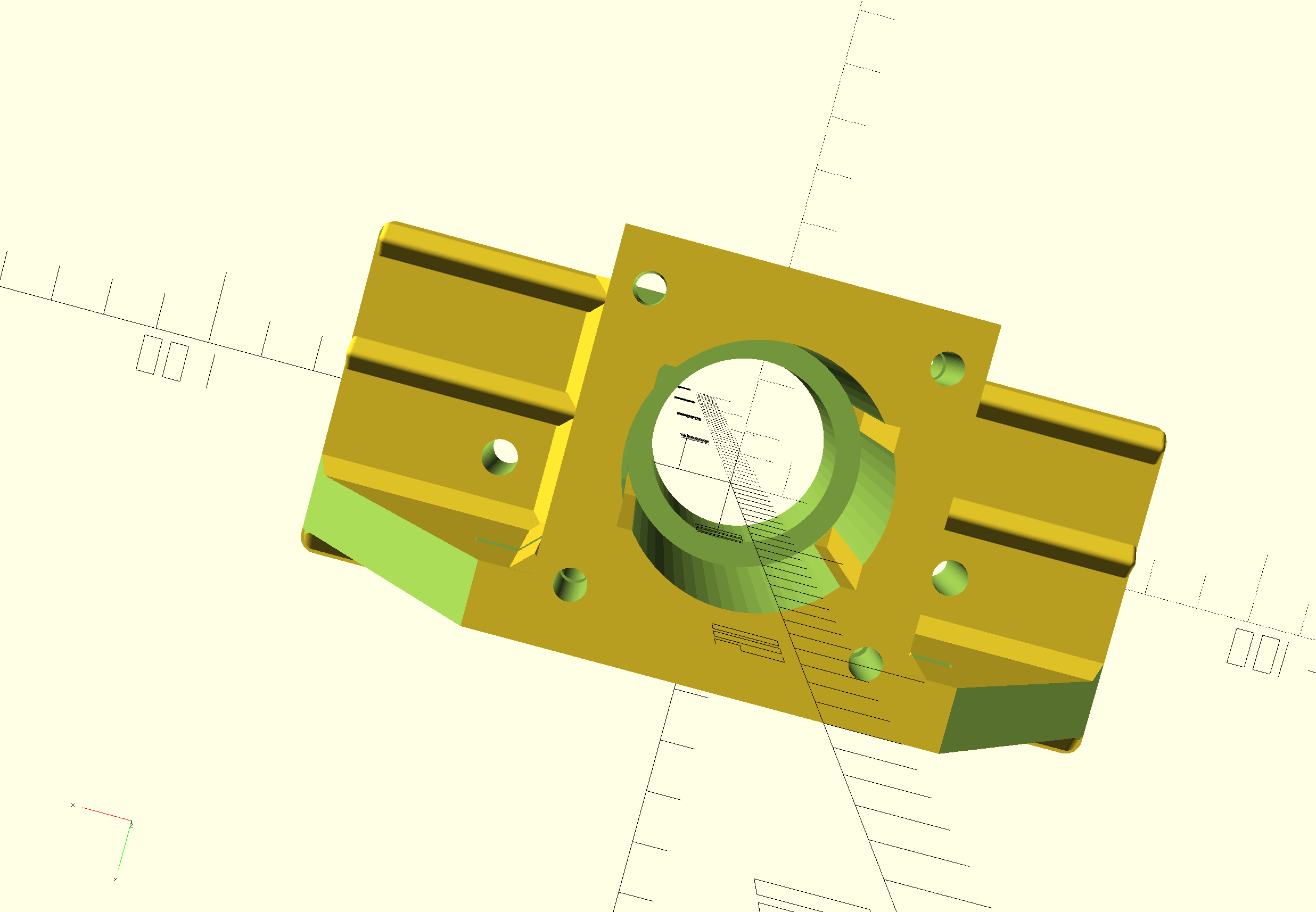
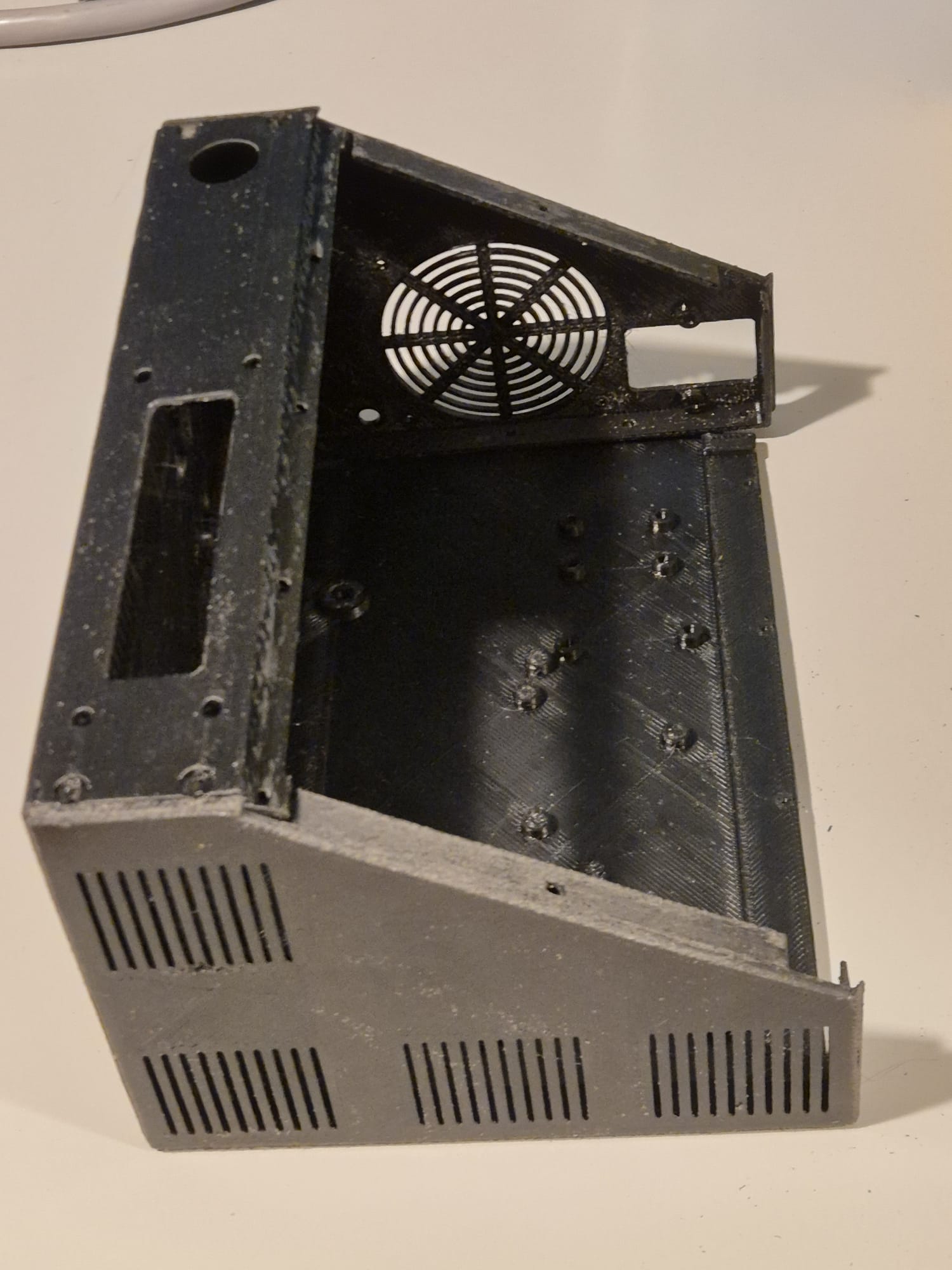
- een 80mm ventilatoreenheid aan de zijkant,
- een gefilterde voedingsingang (in mijn geval voor 230V Europa standaard)
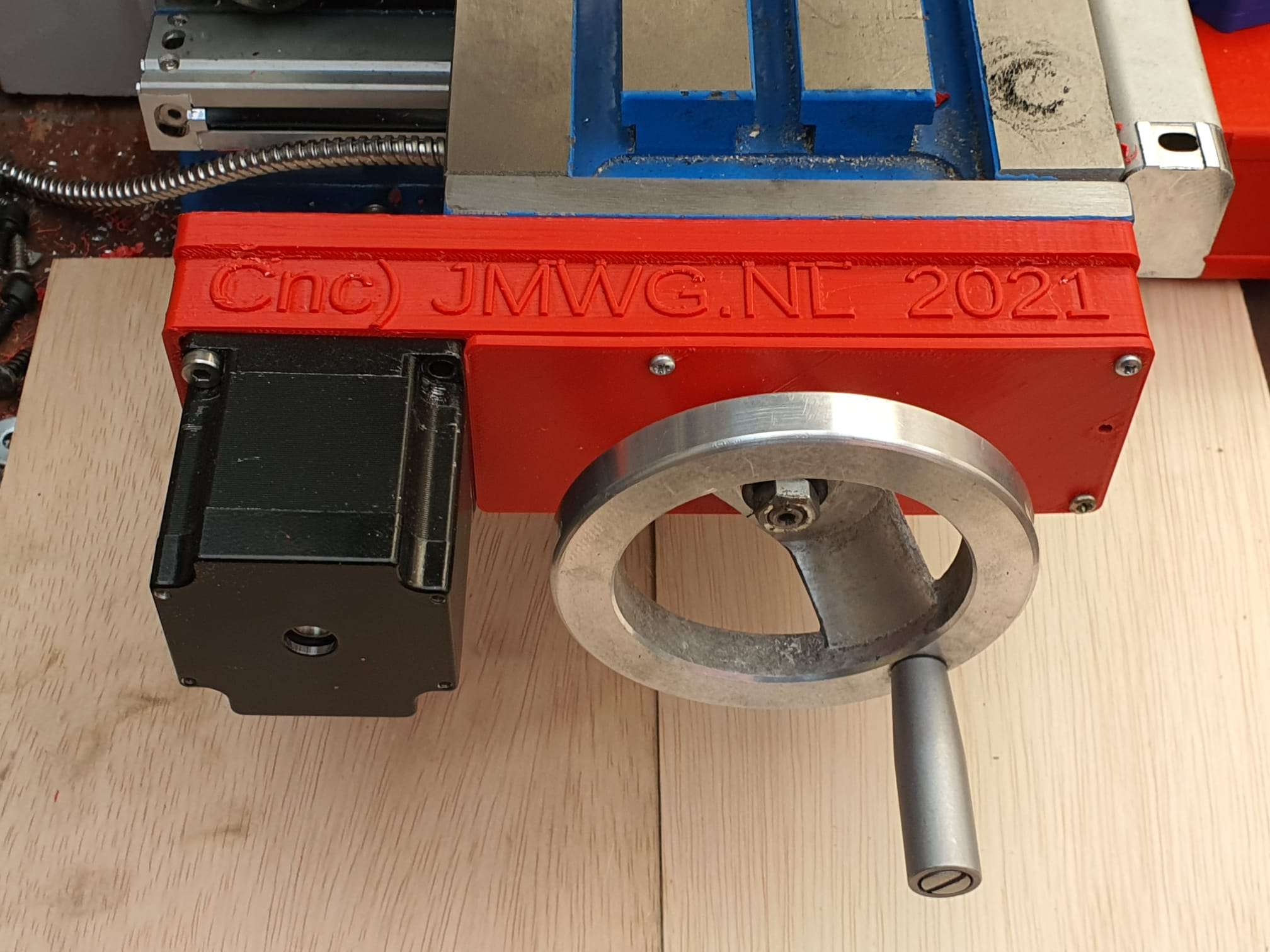
- een DC 0-10 Volt output bus rechts voor de aansluiting naar de spindle besturingskast voor de frequentiesturing,
- 3 knopgaten op het gekantelde paneel,
- een klein gat voor een spanning uitleesunit 0-10V voor de spindle
Eventuele andere benodigde gaten kunnen het beste na het printen worden aangebracht. Gewoon met normaal gereedschap, en eerst met schilderstape om de behuizing zo min mogelijk te beschadigen.
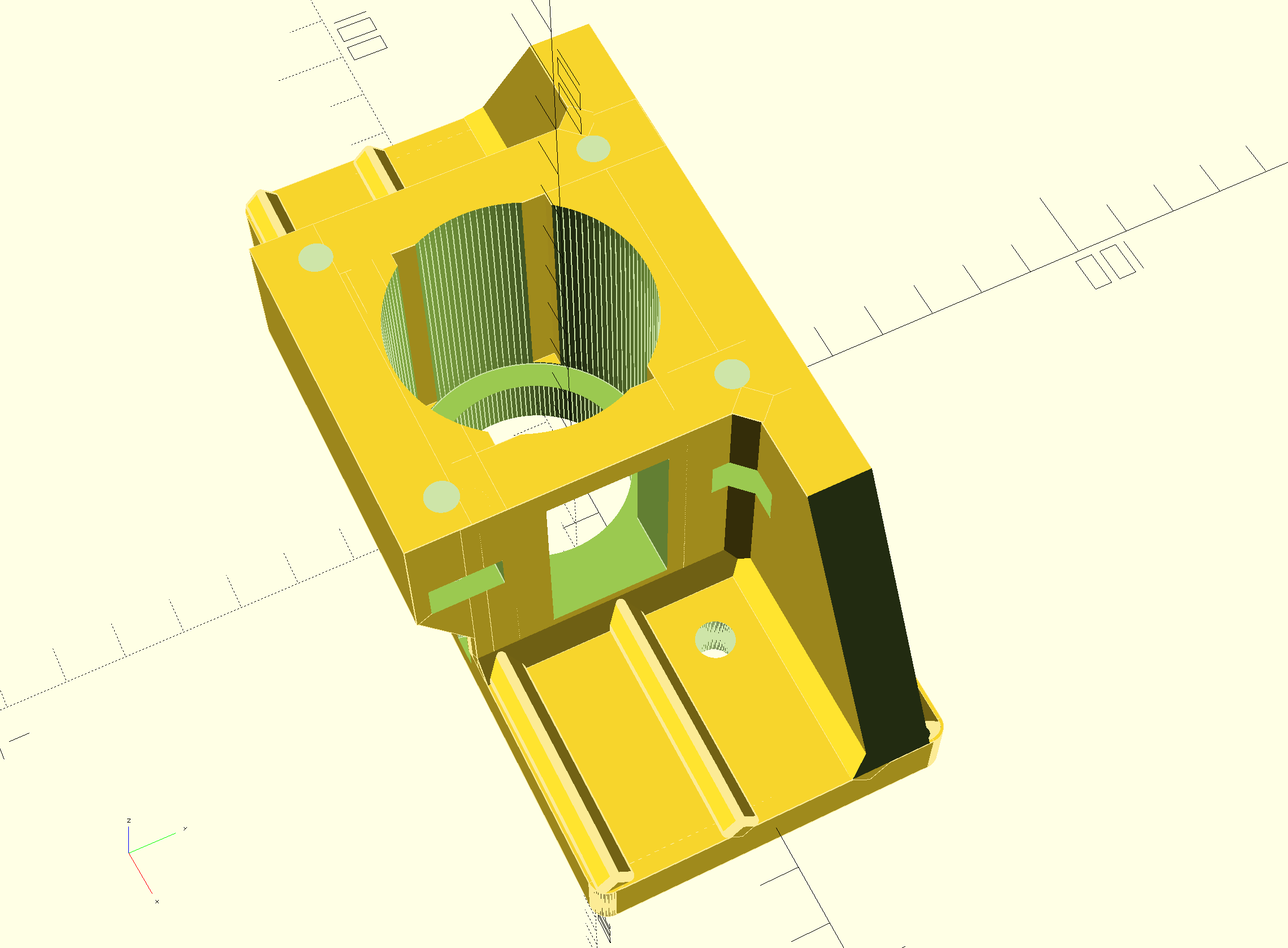
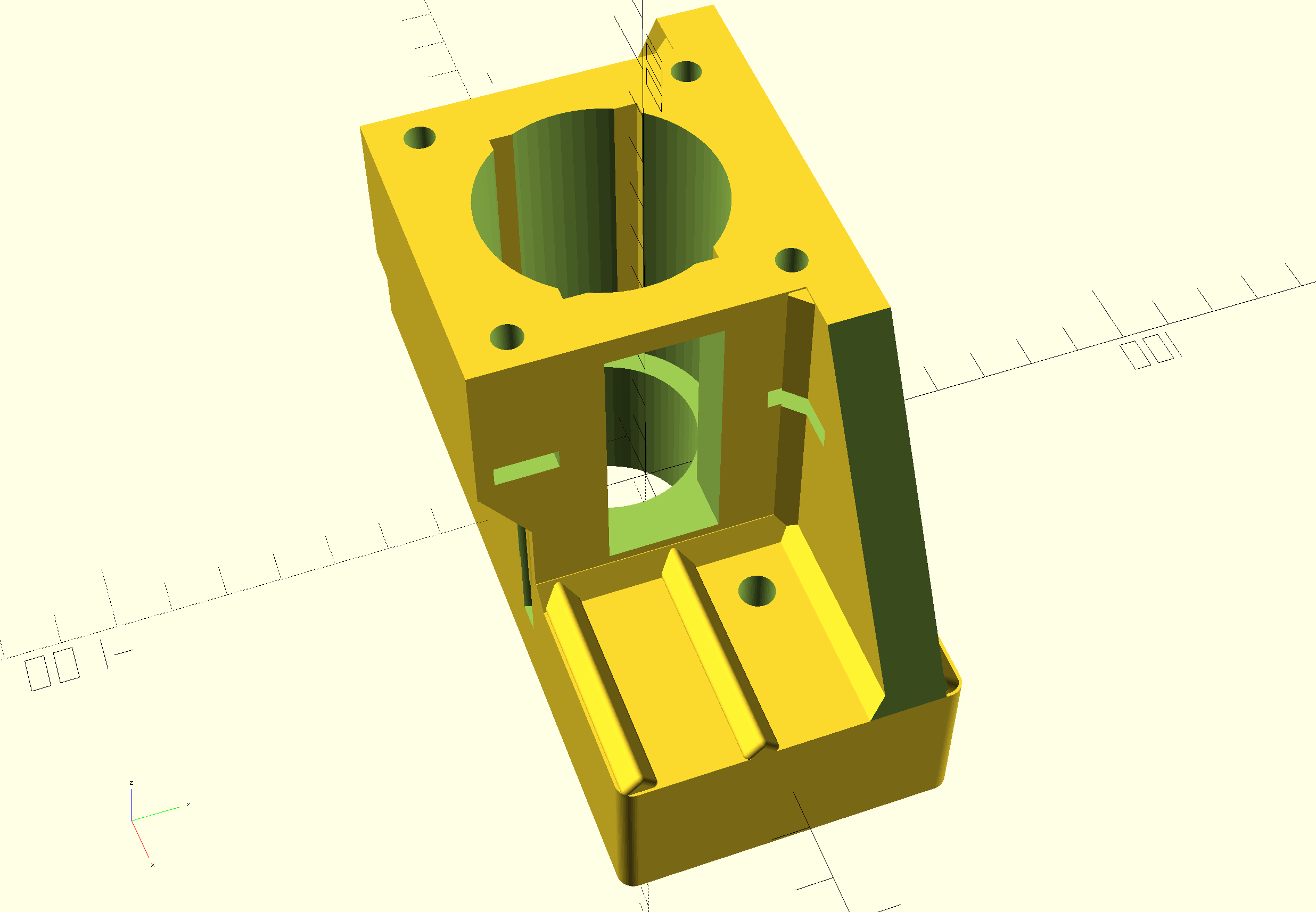
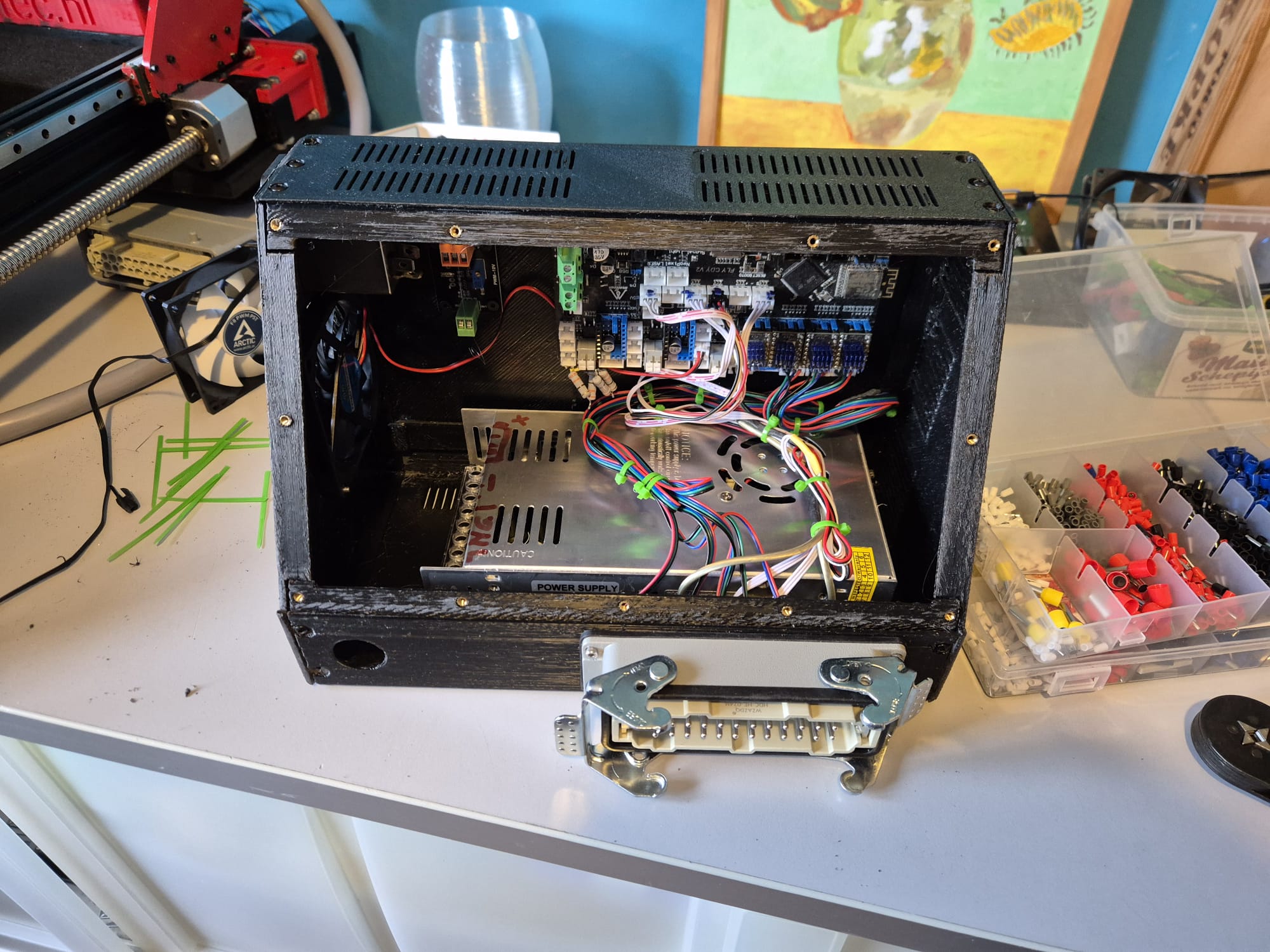
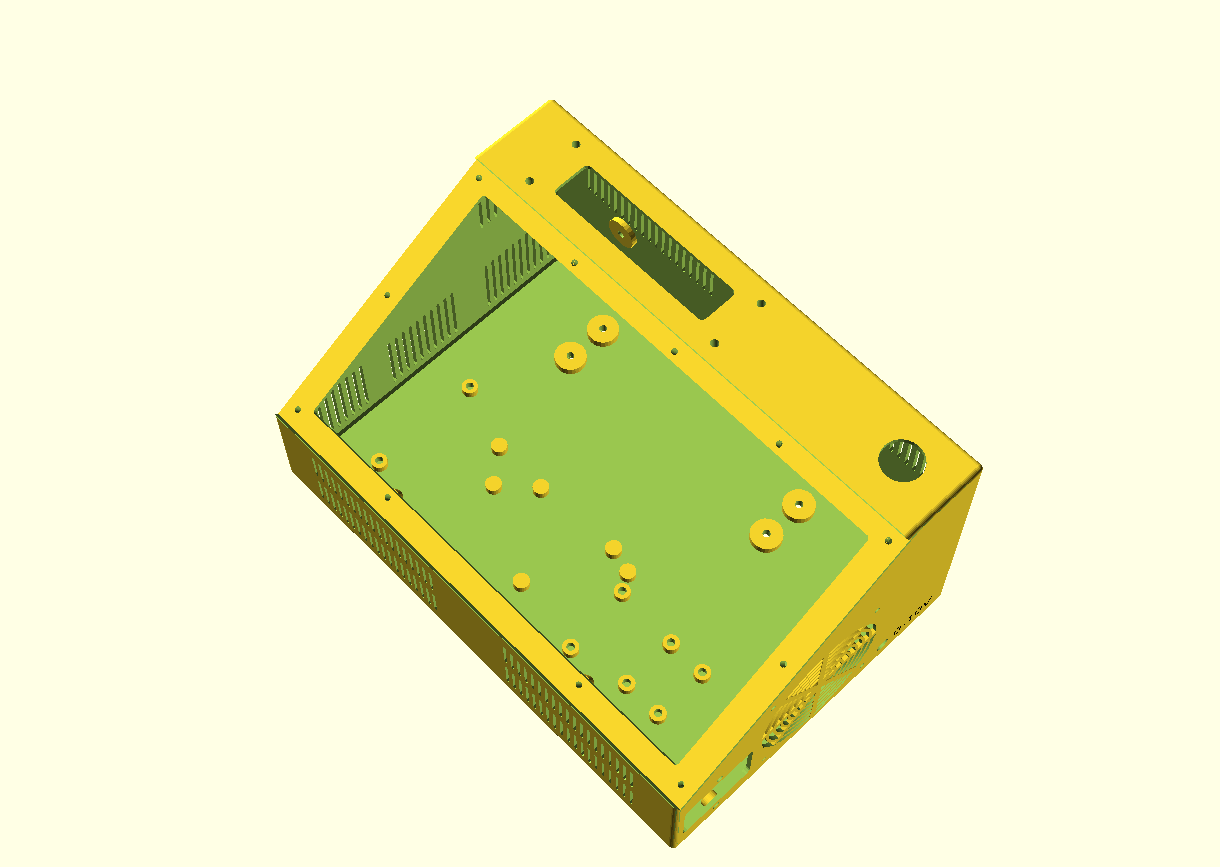
Alle onderdelen die erop of erin geschroefd worden, kunnen gebruik maken van M3 schroefdraadinserts op de montagepunten binnenin. De gaten ondersteunen deze.
Dit is niet gedaan voor de voedingseenheid (PSU), hier komen korte M4 schroeven door de behuizing in de PSU
De ventilator wordt gemonteerd met M3-schroeven van buitenaf door de behuizing en wordt vastgezet met moeren tegen het frame van de ventilator.
DOWNLOAD CNC_controller_box_6_parts_V2_C)JANTEC.NL_20251102
HOE HET BEST TE PRINTEN
Ik print gereedschap en behuizingen altijd in ABS op 260-270 graden, 100% fan en 100% infill. Het voorpaneel heb ik ook geprint met 100% infill. Gebruik minimale support voor deze onderdelen, maar altijd maximale hechting! Ik heb ook ironing aan staan, zodat alles netjes past en er goed uitziet.
Stel Cura ook in op een krimpcorrectie van 100,7%, vanwege het feit dat de behuizing een krimp had van 2,2 mm aan de lange zijde. (De xSize moet 295mm zijn en gemeten bleek dit 292,9 mm te zijn na het printen.)
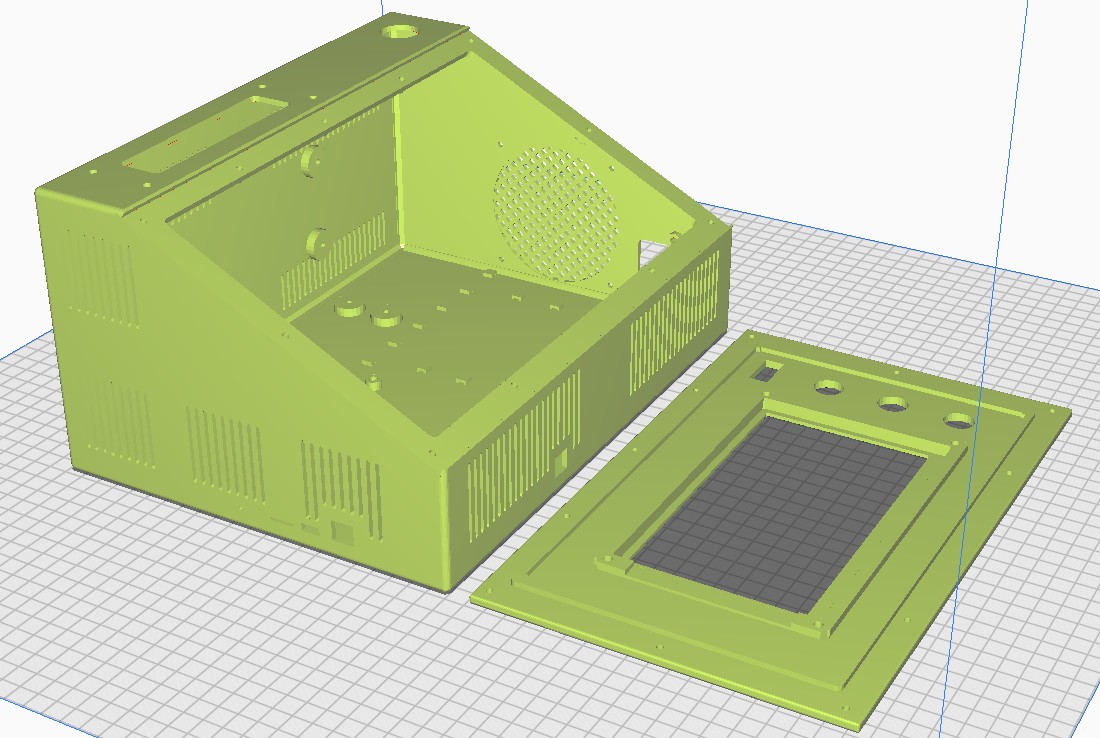
Om de behuizing te monteren met 6 afzonderlijk geprinte onderdelen, verbindt je eerst de bodemplaat aan de voorkant en achterkant en verbindt je daarna deze onderdelen met schroeven zonder lijm aan de zijkanten.
Schroef de delen met button head M3 schroeven van max. 8mm lang vast.
Waar nodig vijl of schuur je de pasdelen ietsje dunner zodat alles goed past. Let op dat je de slicer instelt op ‘ironing, in ieder geval voor het voorpaneel en het achterpaneel zodat de pasvlakken goed worden geprint.
Je kan er voor kiezen alle delen extra stevig aan elkaar te verbinden door een klein beetje superglue in de naden te laten lopen.
Let op dat je de alle delen print met de rasters naar beneden op de bodemplaat van de printer.
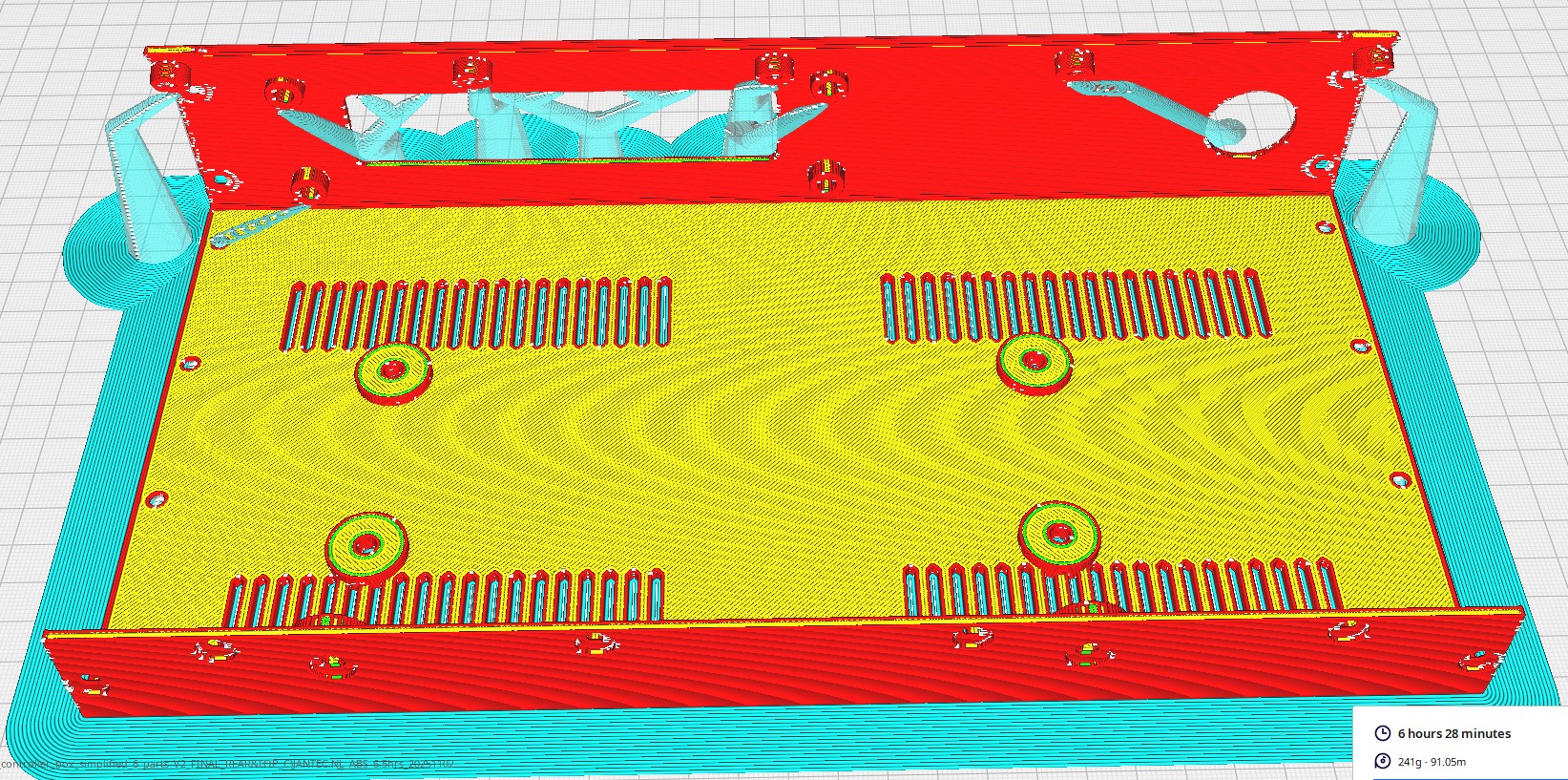
Alle onderdelen worden het beste geprint met 85% ondersteuning EN alleen hechting aan de buitenzijde van het object.
Printsupport in tree mode zet je aan op een hoek vanaf 85 graden zodat de M3-bus supports vanaf de onderkant goed worden ondersteund bij het printen.
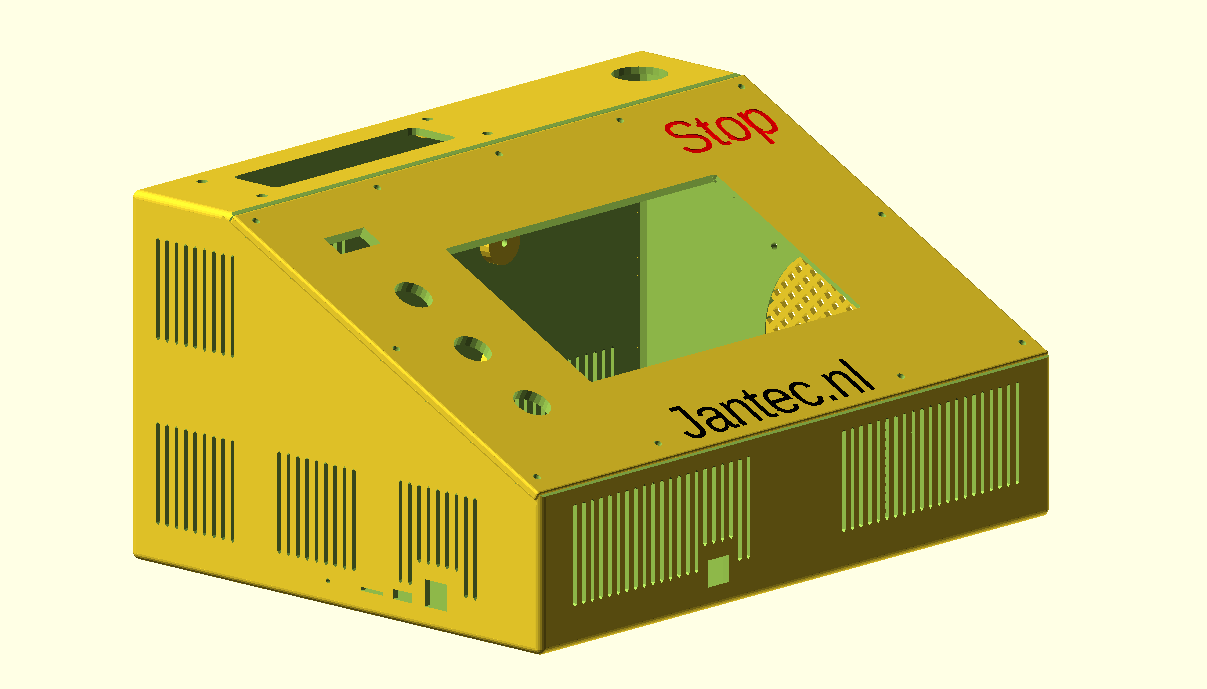
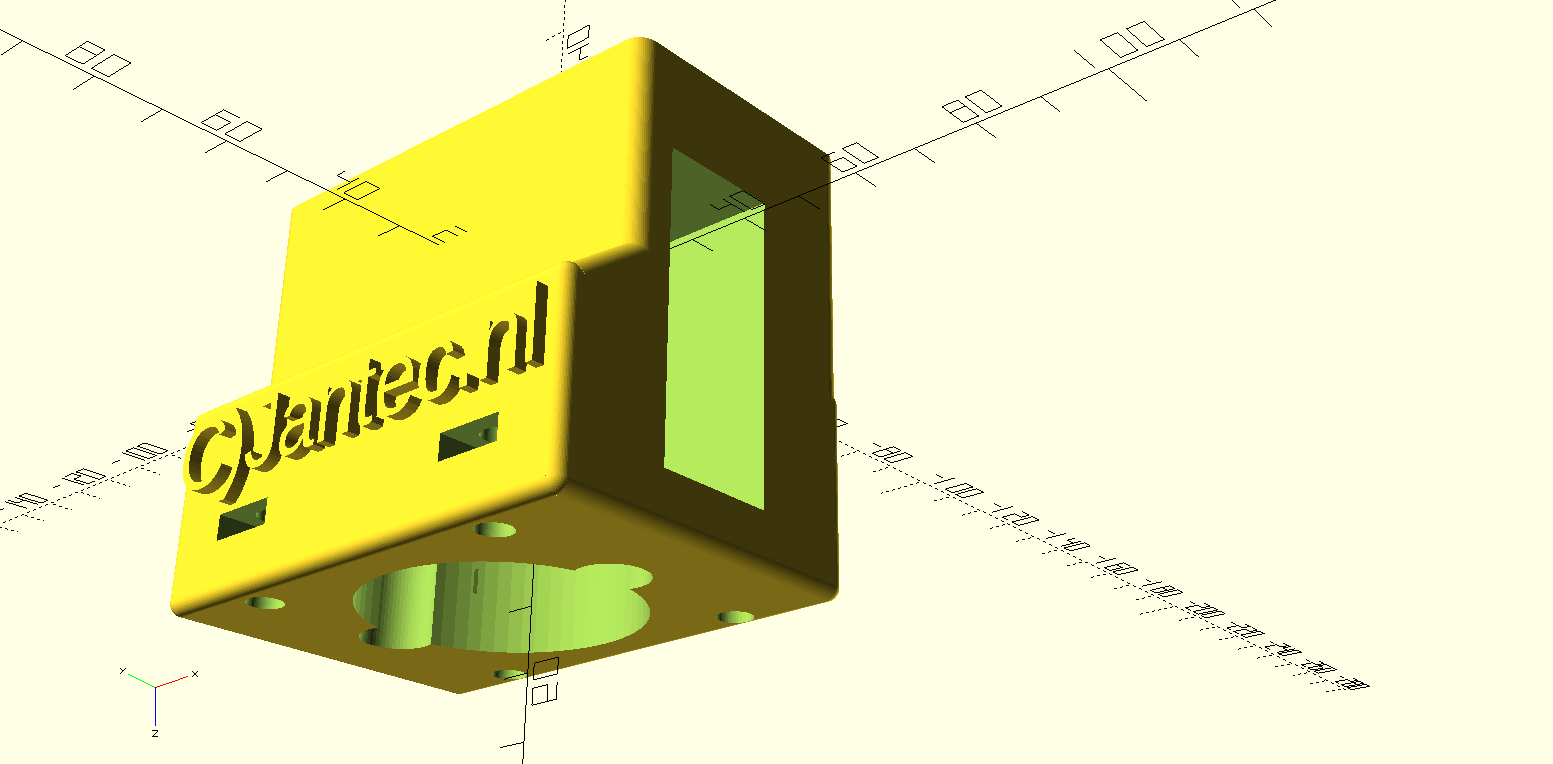
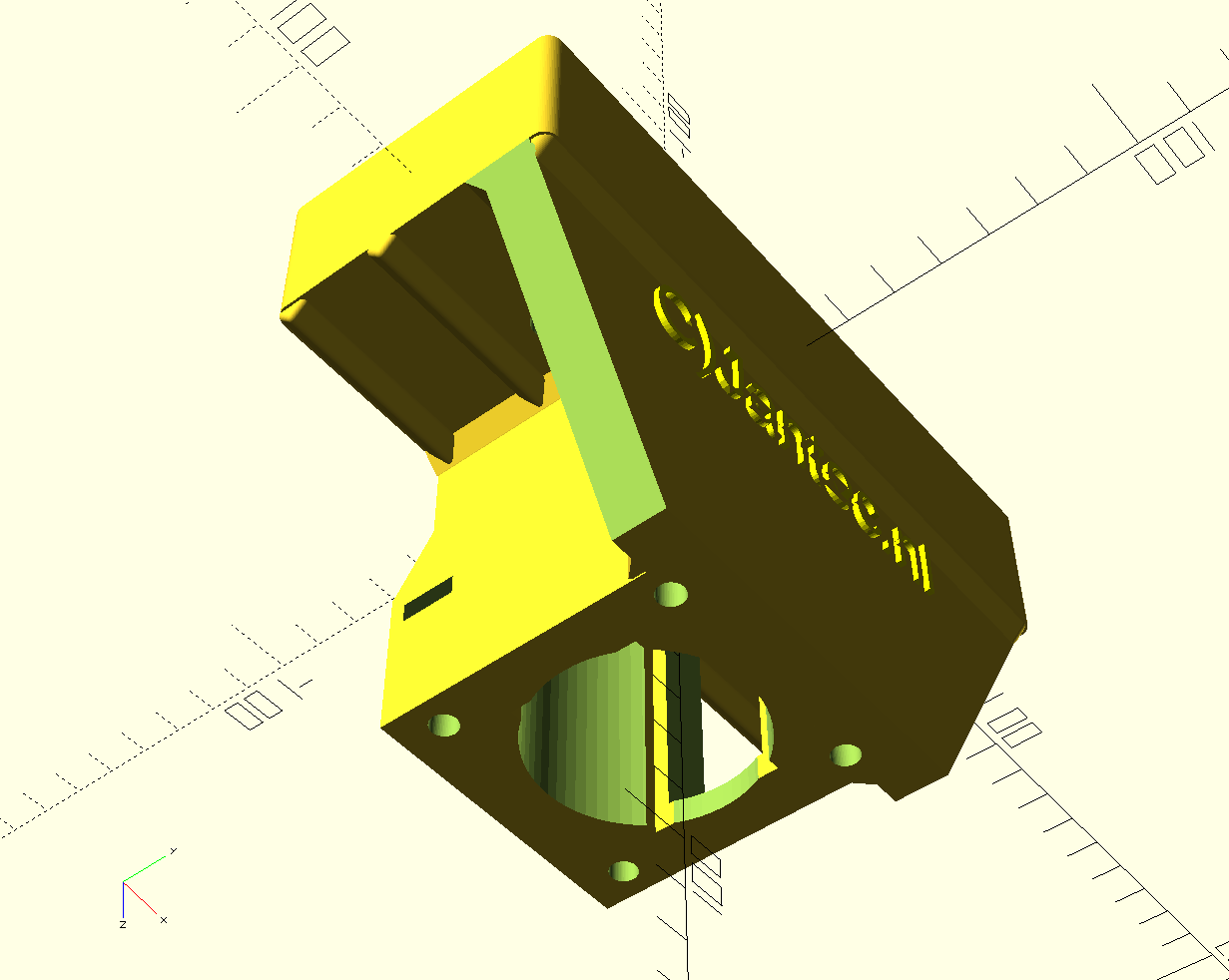
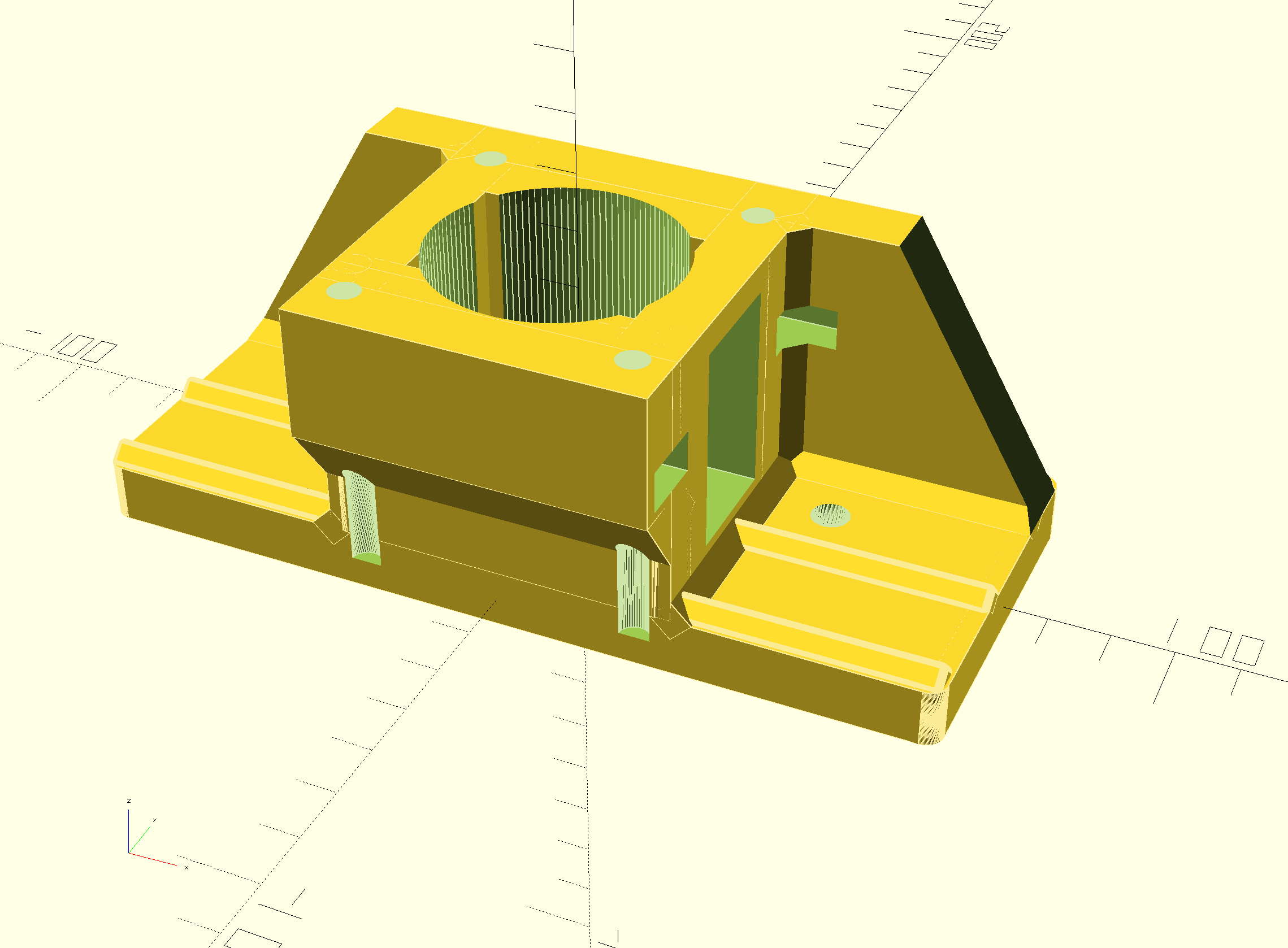
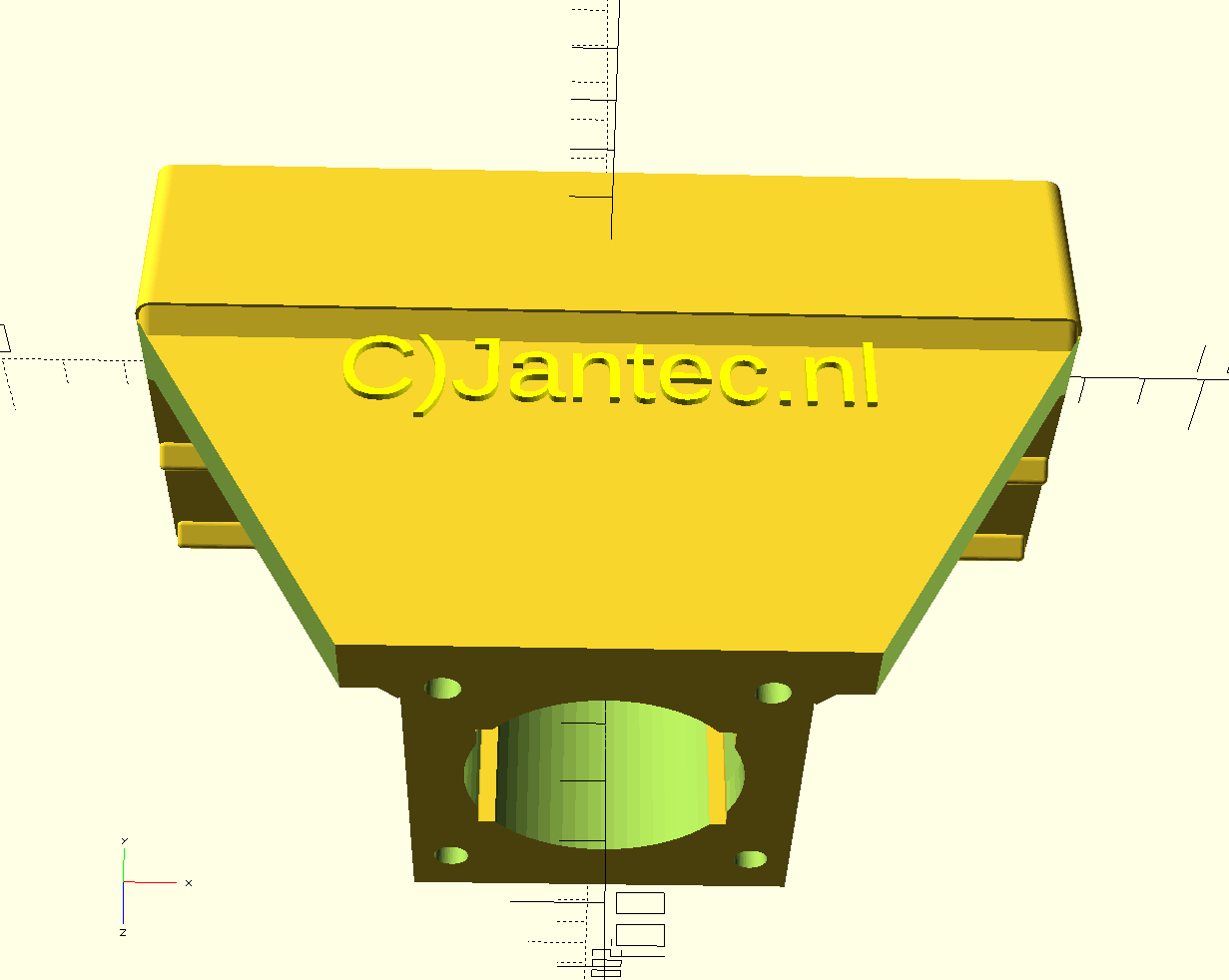
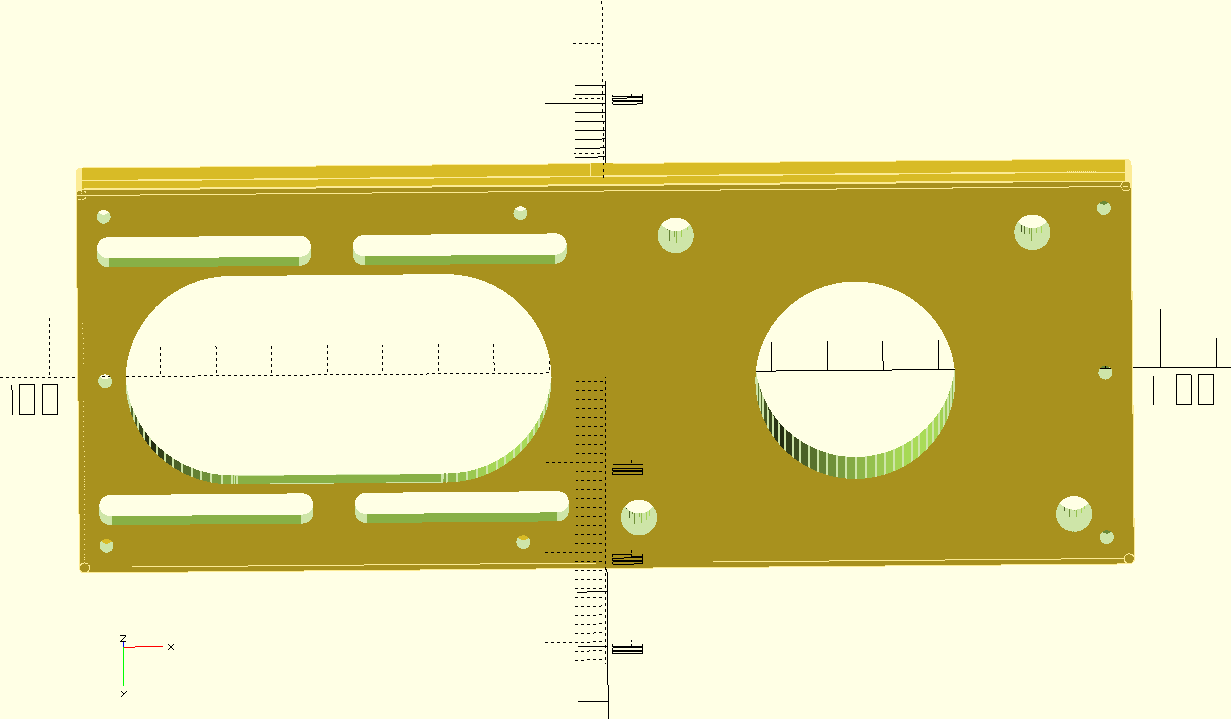
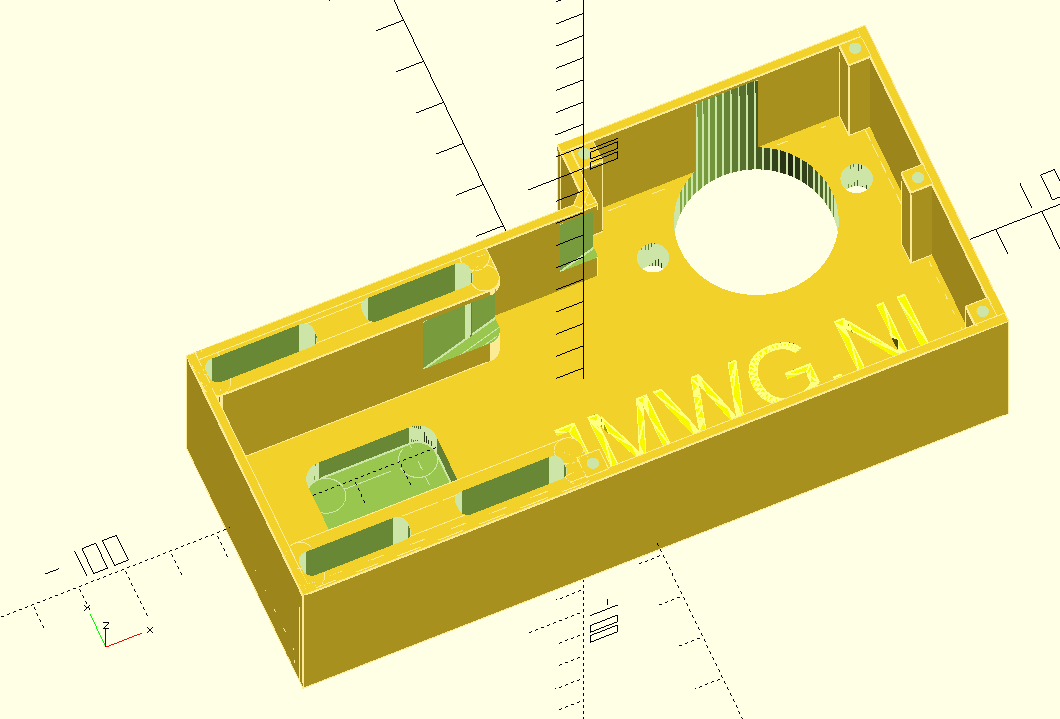
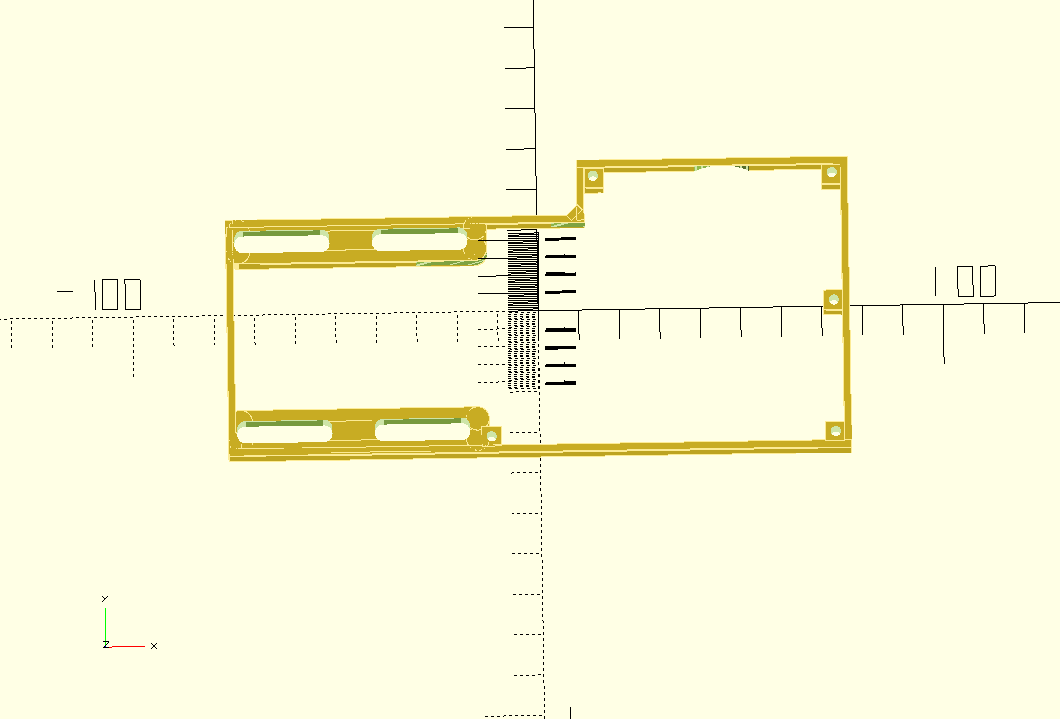
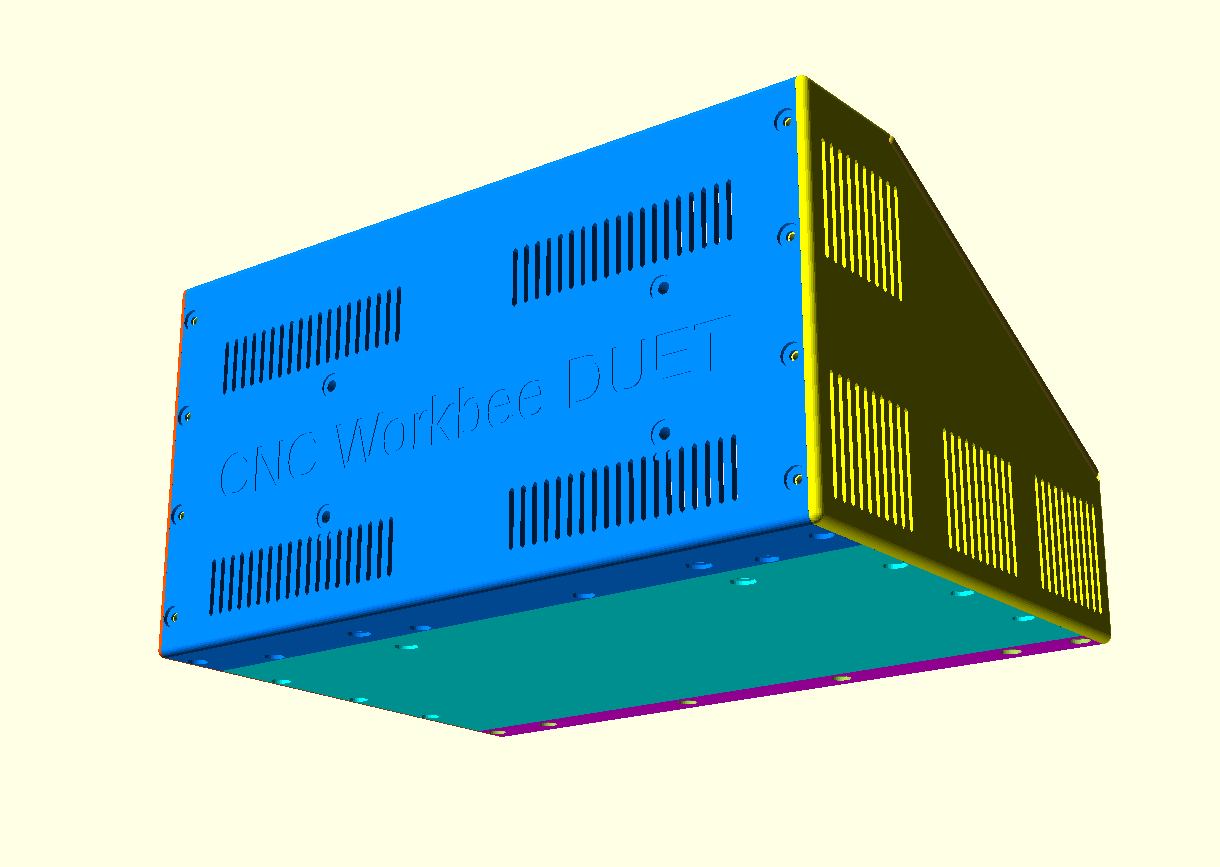
PRINTORIËNTATIE VOORBEELD (Cura, VORON 2.4-600)
Houd er rekening mee dat het 6-delige ontwerp is ontwikkeld met het oog op 3d printen, dus in de afdrukstand zoals hierboven is getoond.
Dit is de enige manier om ‘overhang’ bij de in elkaar grijpende richels te voorkomen.
Dat gaat ook op ook voor het individueel printen van elk deel.
Succes!!
DOWNLOAD CNC_controller_box_6_parts_V2_C)JANTEC.NL_20251102
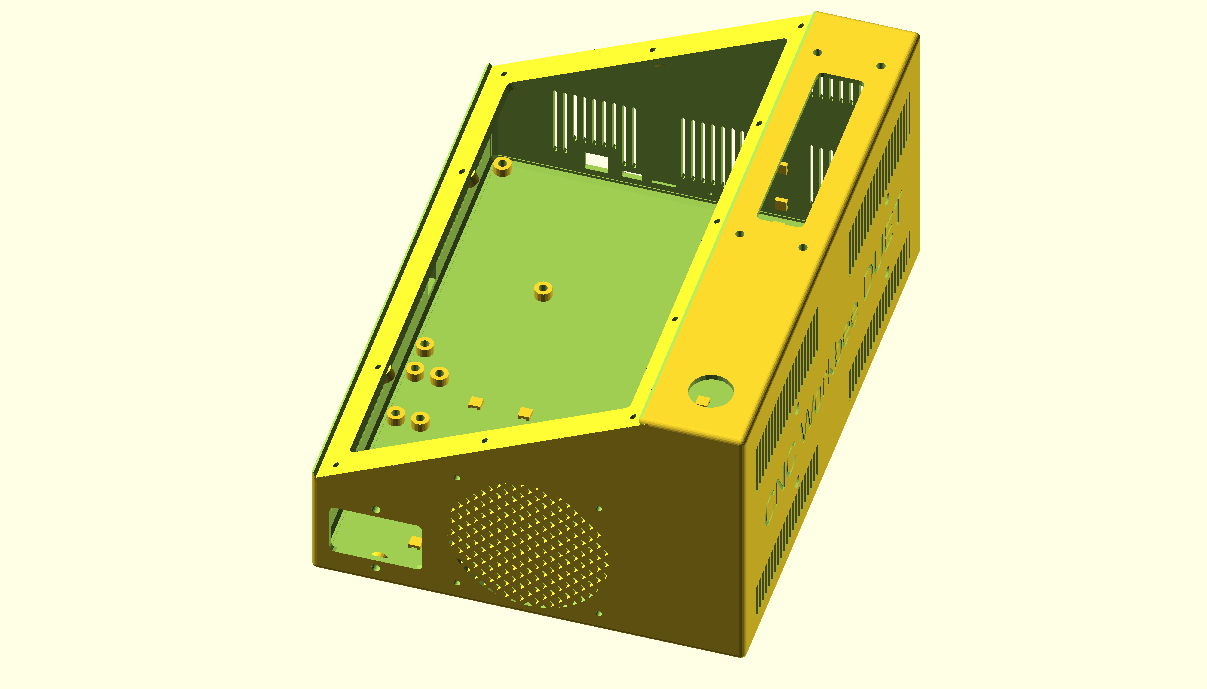
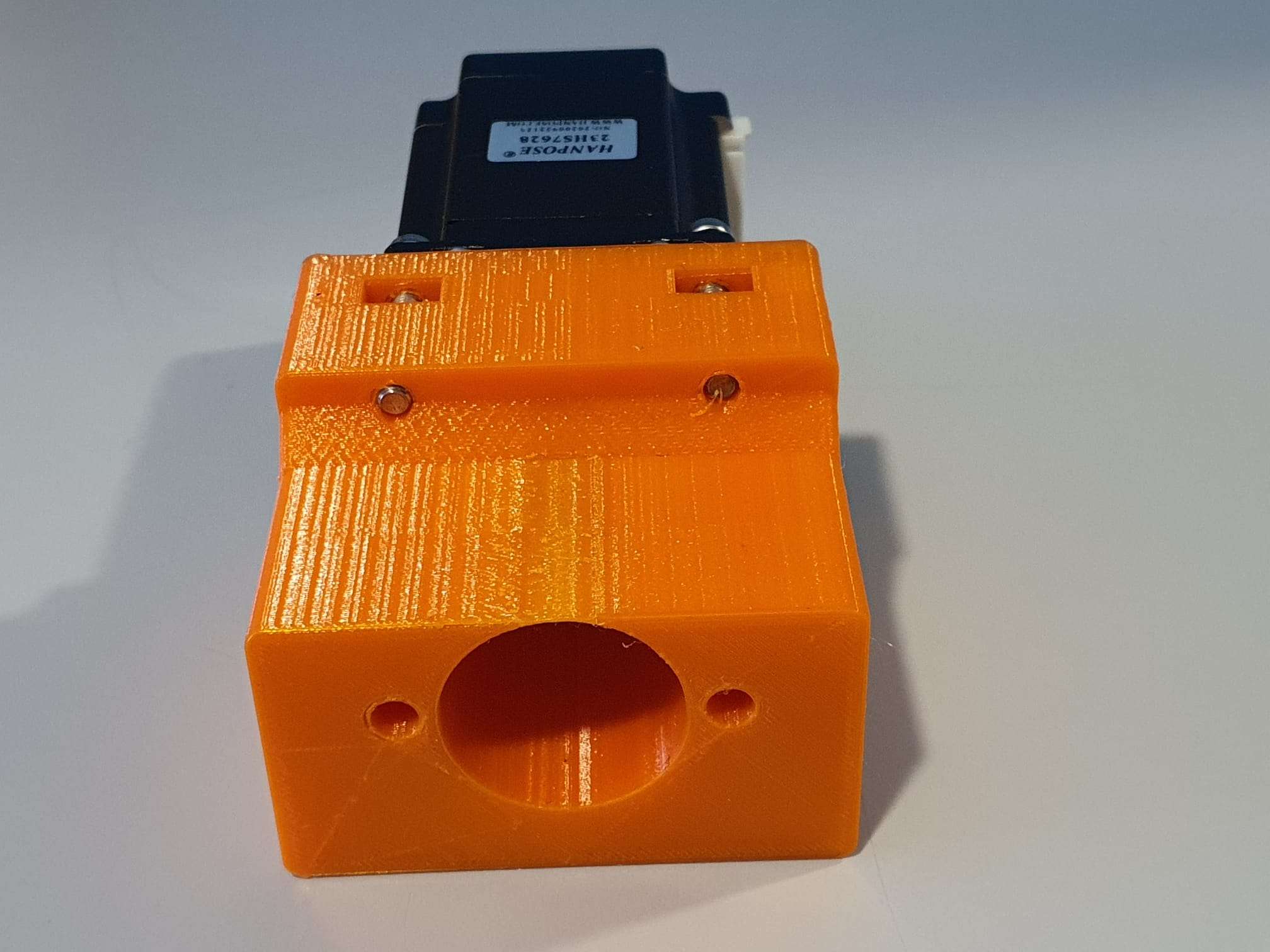
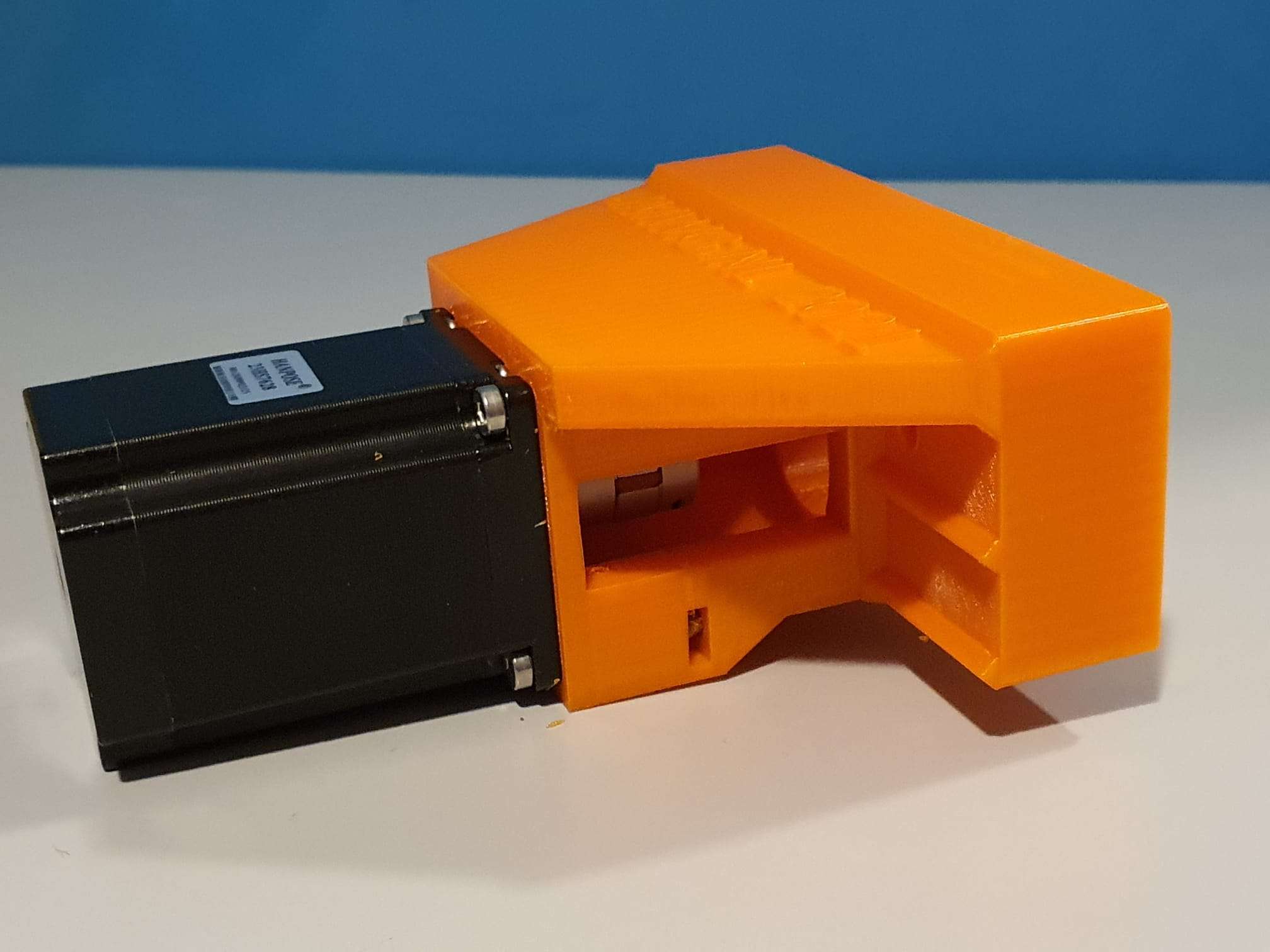
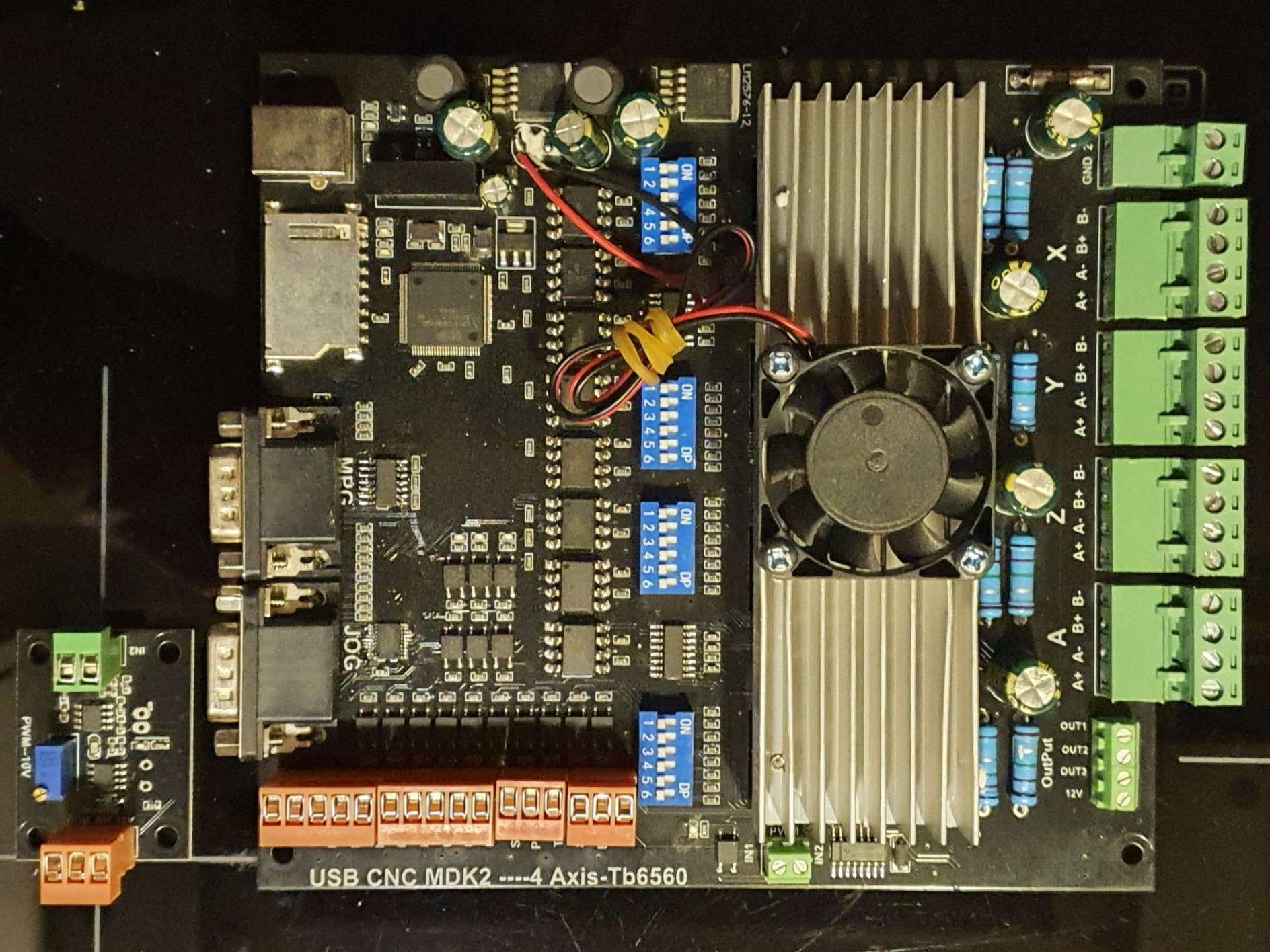
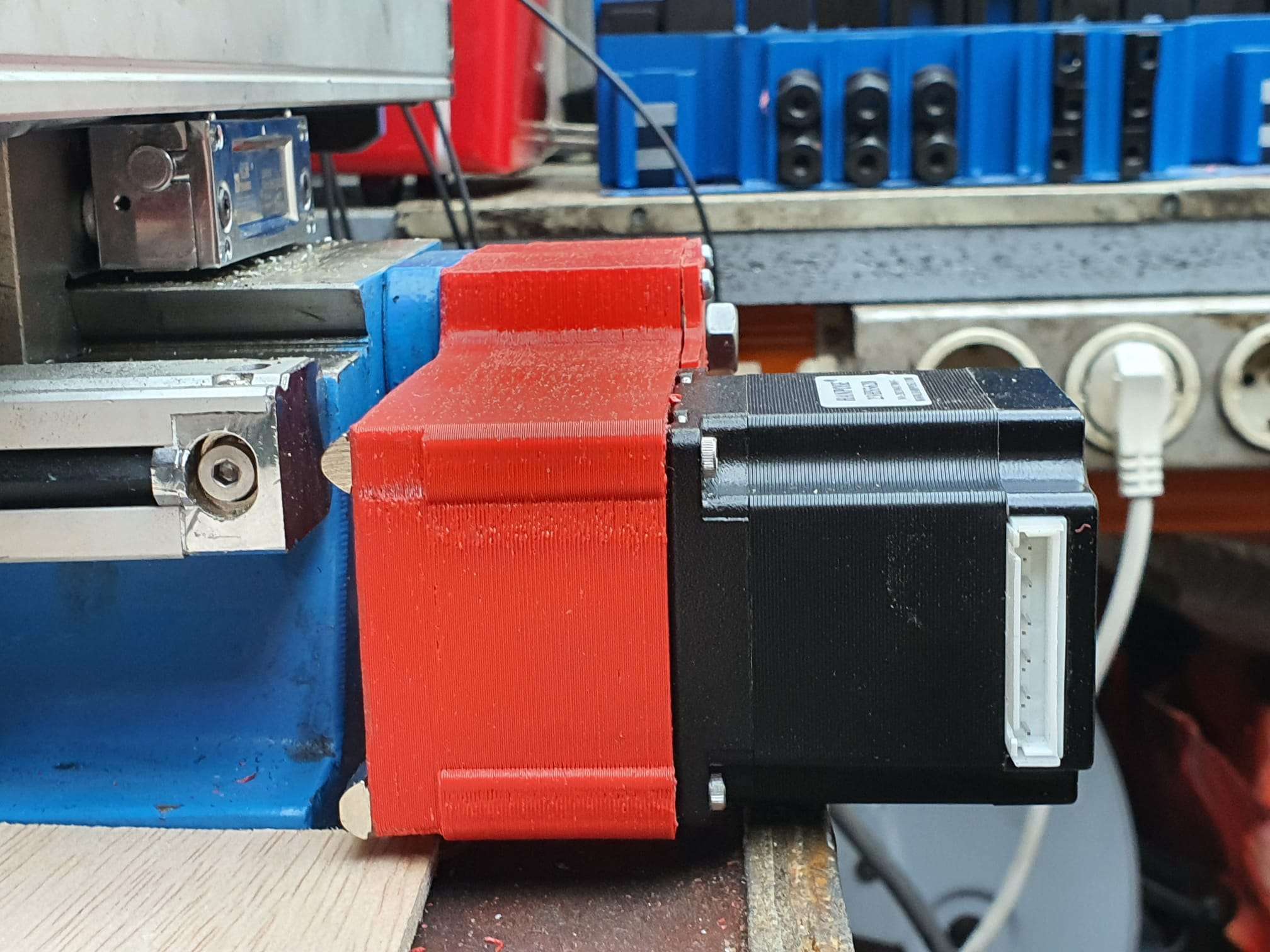
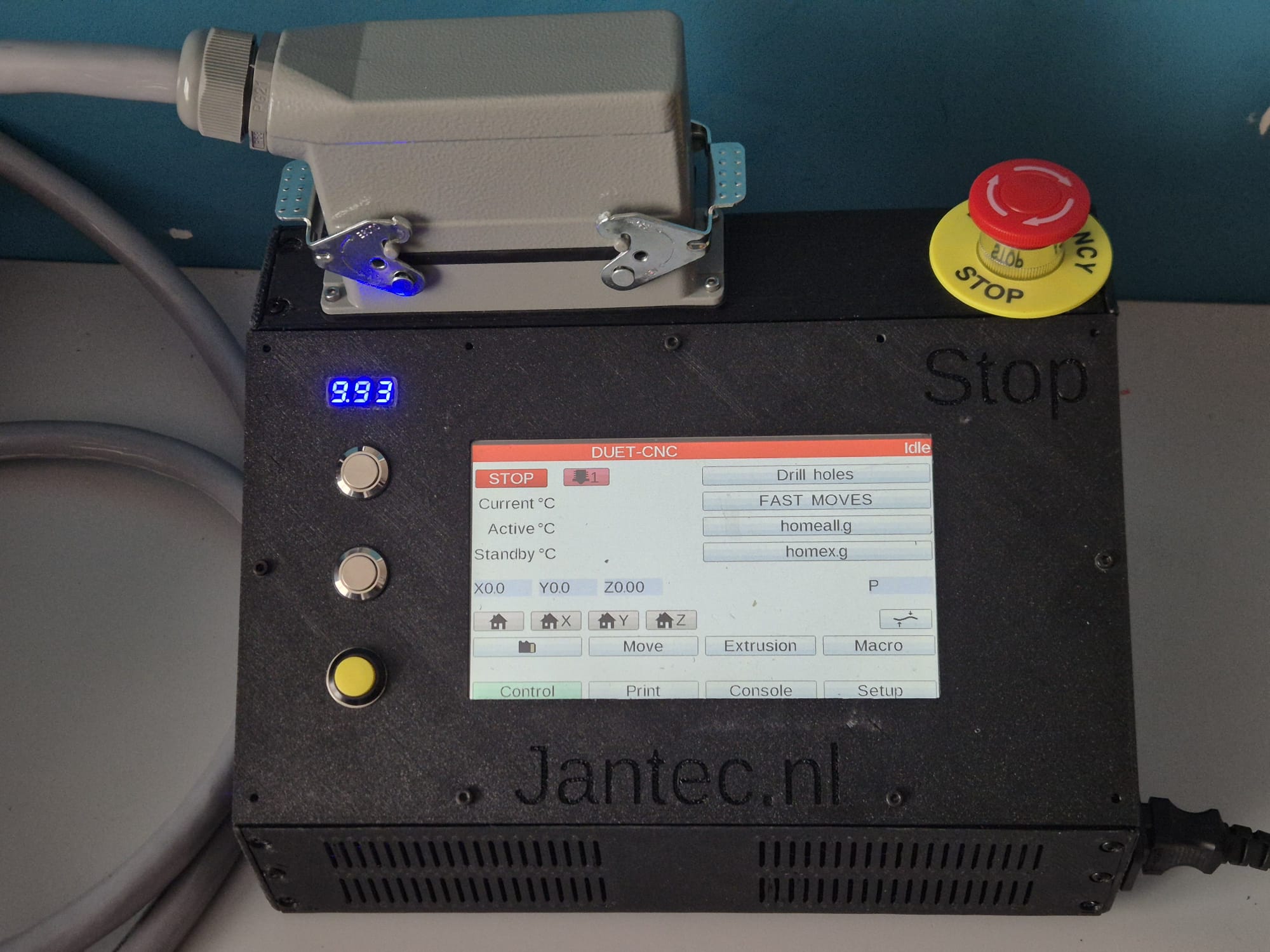
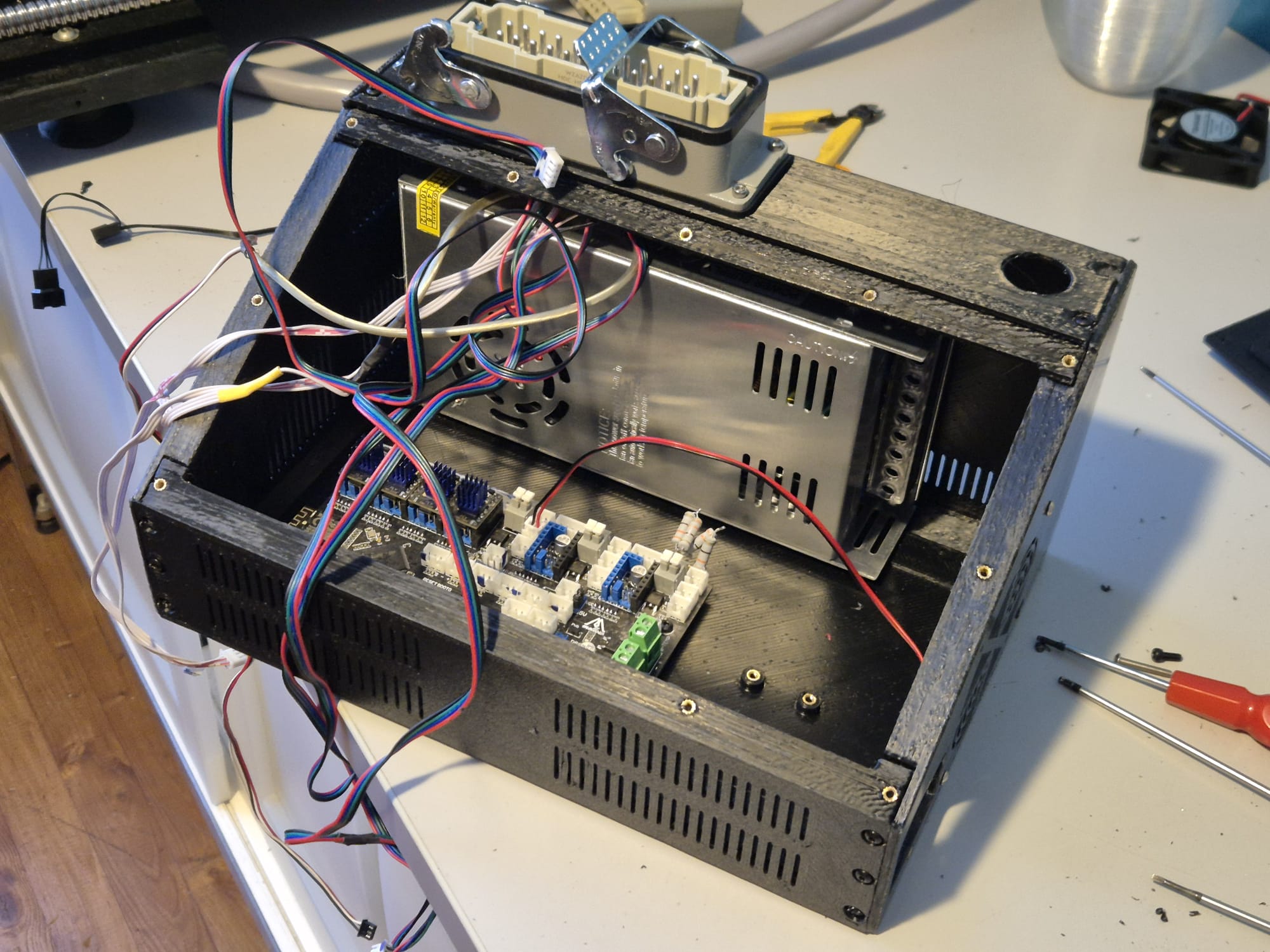
VOORBEELDEN MET PLACEBO PSU en CDY board
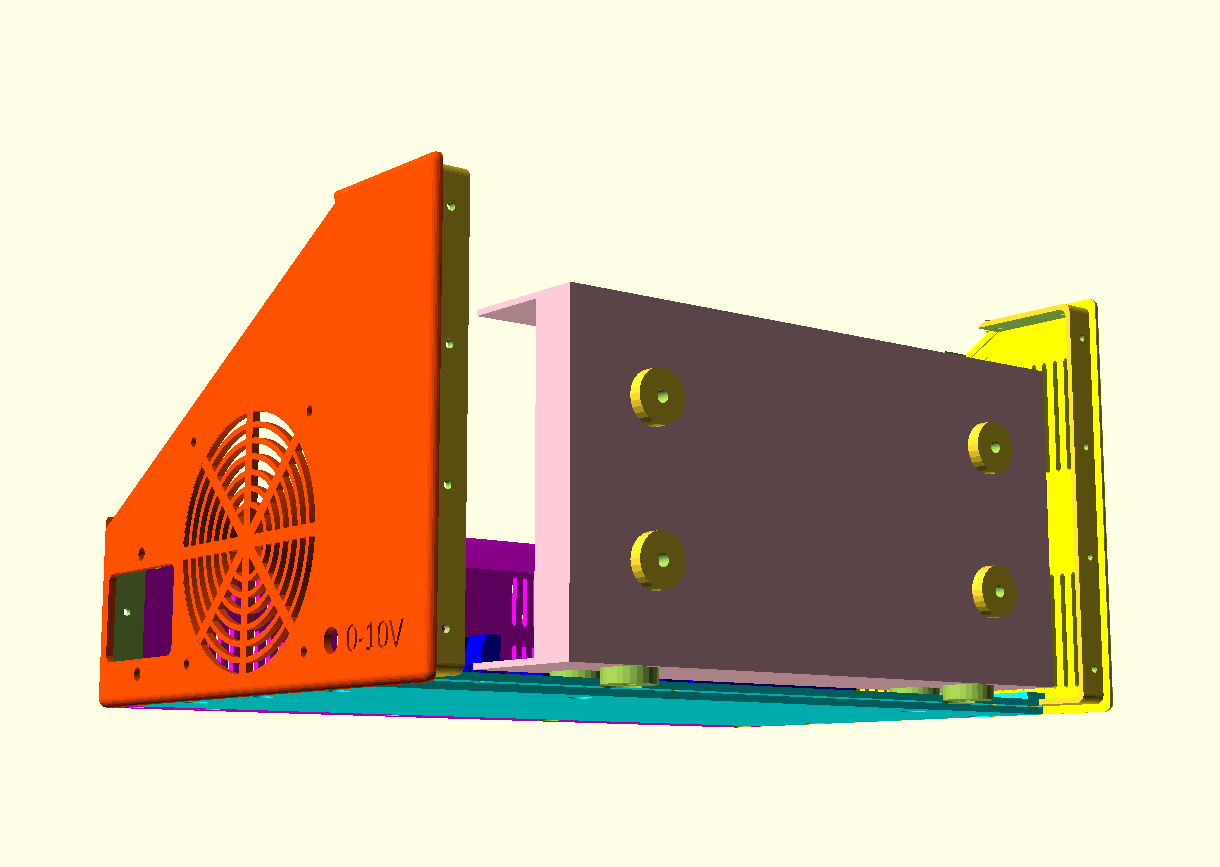
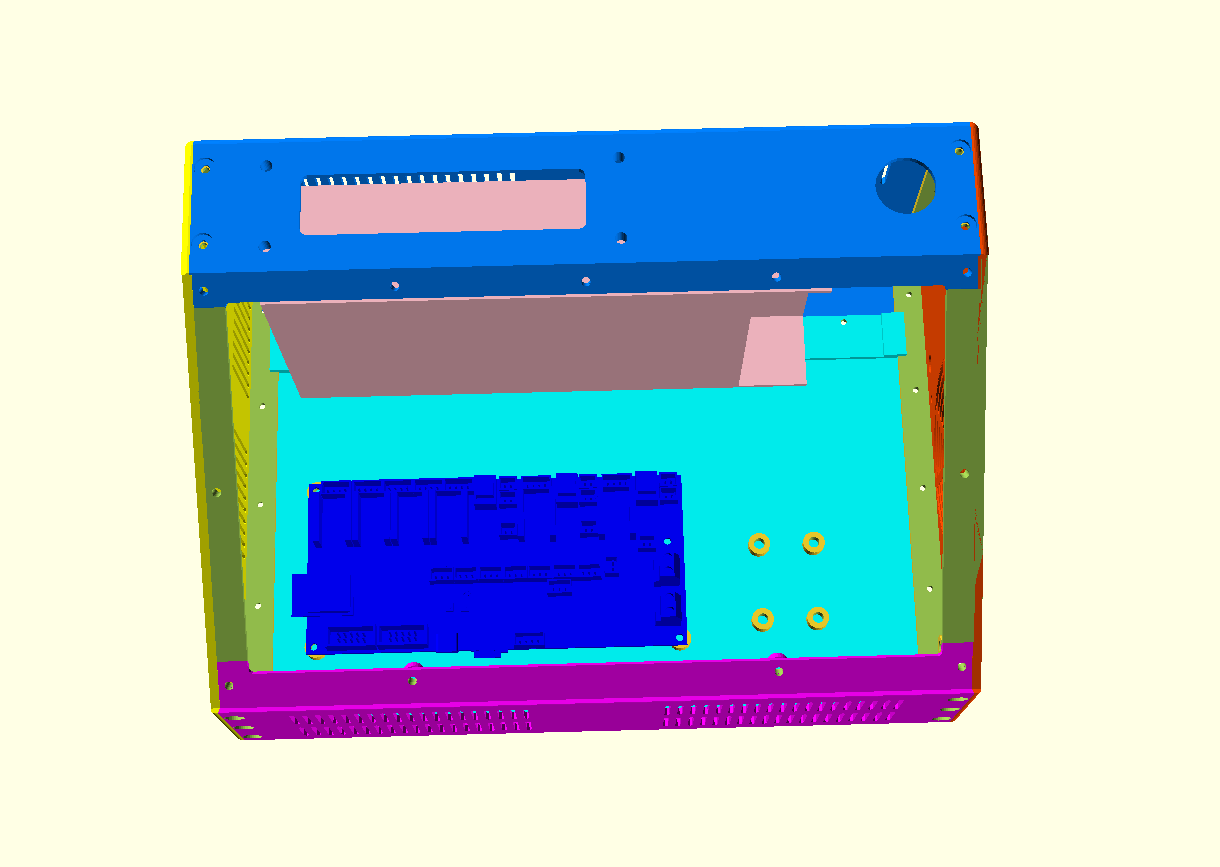
Voorbeeld eerdere release, box is hier geprint als 1 geheel