Dit is een storyboard over het bouwen van een concertukelele aan de hand van een complete bouwset, en hoe ik dit heb aangepakt.
Misschien heb je er iets aan als je van plan bent hetzelfde te doen.
Ik heb een degelijke lokale bouwset voor een concert-ukelele gekocht en ben begonnen met het bevestigen van de hals. Eerst heb ik de brug uitgelijnd, deze met tape op de voorkant van de ukelele-klankkast vastgezet, de topkam tijdelijk geplaatst – gecentreerd bovenop de hals – en met een liniaal langs de hals getest of alles goed paste. De hals moest een beetje worden bijgesteld, zodat de bovenkant van de frets parallel liep met de bovenkant van de brug (zonder de topcam). Om dit te bereiken, heb ik een stukje schuurpapier met korrel 80 op een afgerond stukje hout gebruikt om wat materiaal weg te schuren van het aansluitpunt van de hals op de klankkast (schuur de boven- of onderkant, afhankelijk van of je de hals omhoog of omlaag moet brengen).
Vervolgens heb ik de twee meegeleverde houten pinnen in de hals gelijmd en de hals op de klankkast gelijmd. Ik heb schilderstape gebruikt om beschadigingen aan de hals en de klankkast te voorkomen en een grote klem gebruikt om de hals tegen de klankkast aan te drukken. Toen de hals vastgeklemd was, heb ik nogmaals gecontroleerd of hij recht zat en heb ik dit opnieuw bijgesteld.
De truc om dit goed te doen is: plak schilderstape op de voorkant van de body van de ukelele en trek met een potlood een lijn in het midden. Deze lijn moet in lijn liggen met het midden van de hals. Op de hals heb je ook een stukje schilderstape met een middellijn nodig om het goed te laten werken.
Na voldoende droging heb ik de toets op de hals geplaatst en vastgelijmd. Ik heb een blokje hout als drukverspreider bovenop de toets gebruikt en deze met vier klemmen op de hals vastgeklemd.
Vervolgens, nadat alles goed was gedroogd, heb ik de vorm van de hals aangepast aan de toets door de hals af te schaven. Daarna heb ik de hals met de hand geschuurd met korrelgroottes 40, 80, 160 en 400. Tot slot heb ik alles afgeplakt, behalve de achterkant van de hals en de voor- en achterkant van de kop. Ik heb vijf lagen synthetische 1-component acryl-blanklak gespoten.
Vervolgens was het tijd om de body te spuiten.
Ik heb de hele body geschuurd met korrel 180 om de fabrieksprimer te verwijderen. Daarna heb ik de hele hals afgeplakt, evenals de achterkant van de body, EN ik heb ook precies de ruimte afgeplakt waar de brug komt te zitten, zodat ik later de brug op het voorste stuk hout kan lijmen door dit stukje schilderstape te verwijderen.
Vervolgens heb ik twee lagen middengrijze acrylverf aangebracht op de voorkant en zijkanten van de body, aangezien deze later met kleur zal worden gespoten en glad moet zijn voor mijn speciale verfeffecten. Ik heb eerst de achterkant gespoten met twee lagen goud/bronskleurige verf. Daarna heb ik het achterste deel van de body afgeplakt.
Nu, na het schuren van de primer met korrel 600, kan de speciale verf op de voor- en achterkant van de body worden aangebracht. Eerst heb ik twee lagen chroomkleurige verf op de voorkant en zijkanten van de body gespoten. Na twee minuten heb ik zwart gespoten op de hoekvlakken tussen de voorkant en de zijkanten. Direct daarna heb ik met een schoon viltdoekje, gedrenkt in verdunner, de zwarte randen over de hele chroomoppervlakken gladgestreken. Dit zorgde voor een soort speciaal effect dat lijkt op marmer, alleen is de kleur zilver/aluminiumachtig.
Na een paar minuten heb ik alle schilderstape verwijderd van de afgeplakte delen, BEHALVE de afplakband bij de brug EN de afplakband bij de toets.
Daarna heb ik de ukelele drie dagen laten drogen en uitharden in het door de zon verwarmde tuinhuisje.
Ten slotte heb ik drie lagen acryl-blanke lak op de hals en de body aangebracht.
Na 5 minuten verwijderde ik de afplakband van de toets.
Na 2 uur drogen heb ik de brug weer op de voorkant van de klankkast geplaatst, deze op de juiste plek vastgelijmd met een druppel secondelijm en vervolgens voorzichtig rondom de brug gesneden om de schilderstape en alle lak die op de tape zat te verwijderen.
Daarna heb ik de brug op zijn plaats gelegd en de twee gaten geboord om de brug vast te schroeven, houtlijm op beide oppervlakken aangebracht en de brug met de twee schroeven aan de voorkant van de klankkast vastgezet. Ik heb alle houtlijm die eruit was geperst onmiddellijk met een vochtige, zachte doek weggeveegd, aangezien de lak op dat moment nog vrij zacht is. Vervolgens heb ik de twee kleine ronde stukjes in de schroefgaten geplaatst. Ik heb houtlijm gebruikt om het goed vast te zetten.
Ik heb het geheel twee dagen laten drogen.
Nu is het tijd om de stemmechanieken, de topkam en de bovenste nok van de brug te plaatsen.
Ik moest de vier gaten voor de stemmechanieken aan de bovenkant van de hals iets beter boren, omdat de kleine insteekbevestigingen er niet in pasten. Daarna heb ik de vier drukbevestigingen erin gedrukt en de gaten voor de stemmechanieken aan de achterkant van de bovenkant van de hals geboord.
De topkam moet worden vastgelijmd, bovenaan de toets. Ik heb de plek waar de topkam gelijmd moest worden geschuurd met schuurpapier korrel 80 en de topkam met houtlijm vastgelijmd terwijl ik hem op zijn plaats hield met een kleine klem.
Vervolgens heb ik de snaren erop gezet en de groeven van de topcam voor de snaren gevijld, zodat ze 0,3 mm boven de eerste fret liggen; dat vind ik de beste positie voor een soepele bespeelbaarheid.
Ik moest de kam van de geleverde brug met 2,6 mm verlagen om de snaren boven de lagere frets in de beste bespeelbare positie te krijgen.
Vervolgens ben ik begonnen met het stemmen van de ukelele. Dit bleek voor mij het moeilijkste deel te zijn, omdat ik het instrument verkeerd had besnaard. Toen ik het instrument aan de gebruiker overhandigde, kwam ik erachter dat de dikste snaar niet de bovenste snaar is, zoals ik gewend ben, maar dat de twee bovenste snaren bij een ukelele omgekeerd zijn. Nadat ik deze twee snaren had omgewisseld en opnieuw had gestemd, was alles in orde. Pff!
Hieronder staan enkele foto’s van de ukelele tijdens het bouwproces. Ik hoop dat dit nieuwe bouwers kan helpen! Groeten, Jan
Nou, ik wilde graag een elektrische gitaar hebben die ik gemakkelijk mee kan nemen als ik op reis ga.
Bovendien wil ik hiervoor de restanten van eerdere bouwprojecten gebruiken.
Dus ga ik de hals van mijn semi-akoestische Ministar-oefengitaar hergebruiken en deze verbinden met een zeer lichtgewicht Strat-body van basishout die ik nog niet voor een gitaarbouwproject had gebruikt.
Uiteindelijk was het een zeer bevredigend bouwproject, omdat alles heel goed in elkaar paste. En de gitaar speelt erg prettig.
Veel plezier met het bekijken van mijn bouwproject!
the body’s rough planned cutout lines. This also shows how the pickguard had to be reworkedI had to use mini pots due to size restrictions of the rebuild, so the Fleor big pots -and switch- will be re-used for something elseNicely cutoff the right hand lower bottom of the pick guard and replaced the 2 right hand side pots to get it all to fit within the smaller available space. Also, made a new mounting hole for the pickguard, next to the RH potAfter the body’s rough cutout: Right from the bandsaw, both the pickguard and the remaining part of the body. Unfortunately, 2 holes need to be filled.,need to plug 2 holesand need some work at the oscillating sanding machinetrying fitment of the ministar neck with the neck’s cutoff. This obviously does not fit, and rework at the neck’s width and height is required to get it ot fit in the body’s neck pocketthe neck and the rough cutoff on the bandsaw., Later I routed the neck to fit the body’s neckpocket at 19.2mm thickness (height)the 2 jigs I made to level the neck at fret 12 and fret7 while cutting the fitment of the neck in the body’s neck pocket to 19.2mm…first fitting the ministar’s neck on the reworked stat bodyhad to finally build me a proper router table for the neck and for the body edgesboth sides of the body has been rounded. I first made the body side curves smooth with my oscillating tube sander, forgot to make any pictures, thoughthe neck has been mounted semi-fixed with screws and a couple of drops superglue. Left the detachable extender is shown that will be mounted to the body with some screws if it is in use. The extender/attachment is made from the body’s offcut. First, I put 3 layers of wood impregnant sealer on the wood.the mini body only weighs 480 grams. Later I removed some more flesh between the pickups, so I can slide the loaded pickup guard under the fretboard a bit easier.the finished guitar body and mounted neck with loaded pickguard, and the bridge. Nothing is fixed yet but all has been made to fit and to be mounted at the appropriate positions. I am making the body and extension piece bronze with shellac. This takes some time and I do take my time here.After the 3 layers of sealant were dry, I sanded with 180 grit and started the 3 bronze tinted shellac layers. Final 2 layers I put on a bit thicker transparant shellac.
Drilled the holes, made recess pockets and mounted 2 M6 threaded inserts for the through-bolts of the add-on sidepiece. Still not decided wether I will use bolts with a fly head or leave it as is, with the allen key bolt headsI put copper shielding foil in as well in the wood cavities as under the pickquard, before mounting the electronicsglued the nut back to the adjustable steel holder plate2 springs are enough for the tremelo, I also grounded the spring’s end holder
Flat on the table, still without any strings. The jack output is placed in the round curved wood at the right, near the right sound potmeterShown with the attachment mounted at at the left. When placing the strings, I also adjusted the nut- and bridge height to 1.7m mm string height vs top of fret 12. And- also adjusted the bridge strings length for correct intonation. Apparantly I measured everything correctly and the neck is mounted at the correct position.And just as the ministrat, no attachment needed? Still looking for a case or bag that can hold the guitar and the separate attachment. The required inside size is 25 cm wide, 7 cm high and 85 cm long…
Here the ministrat build is almost done, but some gold colored parts were still in transit… could not wait to play and do some settings like the nut and string settings by filing the nut recesses ..Total weight: just under 2 kilograms
Ik heb de crèmekleurige pickup-covers vervangen door de goudkleurige die ik had besteld.
En ik heb de hals wat beter schoongemaakt om de restjes lijm en tape te verwijderen.
Ik had wat problemen met de dunste snaar tijdens het monteren. Die brak gewoon toen ik hem erop wikkelde. En ik weet wel dat je dit in fasen moet doen: eerst een beetje spanning aanbrengen, een paar minuten wachten en dan in twee of drie stappen naar de uiteindelijke vereiste spanning gaan. Maar ik was dat vergeten en moest (alweer) een nieuwe set snaren van gemiddelde sterkte bij elkaar sprokkelen, alleen voor deze vervanging.
Ondertussen heb ik een pakket van tien goedkope snaren van 0,009 inch besteld om verder te kunnen werken…
Ook heb ik alle overige verchroomde onderdelen vervangen door goudkleurige exemplaren (alle schroeven, riembevestigingen, signaaluitgang, bevestigingsschroeven van het verlengstuk, stemmechanieken, brug en de bevestigingsplaat aan de achterkant van de hals).
I had quite some issues finding the best fitting gold colored tuners for the ministrat. Finally, I fount and bought the ones that have metal knobs that are small enough not to hit the in-between knob when tuning.I designed and 3d-printed this rear tremelo cover for the ministrat, and spraypainted it to look old and imho really fits the ministrat.The M6 threadd inserts on the side have been gold colored to match the ministrat’s designalso, the signal output got cold colored
NECK’s ORIGIN
Ter informatie: de draagbare Ministar-gitaar die ik ooit had gekocht (in 2022?), had een piëzo-element onder de plastic brug en had een interne versterker nodig om een enigszins bruikbaar volume te krijgen.
En daarvoor was een batterij nodig in de holle voet aan de onderkant van de gitaar. Ik heb deze gitaar eigenlijk nooit gebruikt, omdat hij werd geleverd met stalen bevestigingsstangen die erg zwaar waren en me niet echt het gevoel gaven dat ik een gitaar bespeelde…
Bovendien was hij onderweg omvangrijk en zwaar.
Het Ministar-model waarvan ik de nek als donor heb gebruikt om mijn nieuwe Ministrat te maken, was van dit model:
De originele versie van de ANKER Soundcore Motion Boom heeft alleen een Bluetooth-ingang, en dat is natuurlijk niet ideaal als je hem wilt gebruiken voor een instrument zoals een gitaar of keyboard.
Dus – na wat onderzoek op internet – vond ik een goede video over hoe je de Motion Boom uit elkaar haalt, en dat heb ik als EERSTE gedaan voordat ik aan dit bericht begon.
Om de AUX-IN aan te brengen, kun je de luidsprekers aan de voorkant het beste gewoon vast laten zitten met de 8 schroeven, in plaats van ze te verwijderen.
In de behuizing zit één hoofdprintplaat waarop in feite alles zit, behalve de bedieningsknoppen.
De bedieningsknoppen zijn via een platte, flexibele printkabel verbonden met de hoofdprintplaat.
De Bluetooth-antenne is via een standaard mini-coaxaansluiting verbonden met de hoofdprintplaat.
Aan de voorkant bevindt zich ook een afstandsbedieningsontvanger, die eveneens is aangesloten op de hoofdprintplaat, maar dan via een mini-connector met twee draden.
En de accu is via een 7-polige connector aangesloten op de hoofdprintplaat.
De hoofdprintplaat heeft een aantal functies die gemakkelijk op de printplaat te herkennen zijn:
Versterker,
Bluetooth,
Acculader,
En de bedieningsinterface.
Nadat ik de behuizing uit elkaar had gehaald, heb ik de hoofdprintplaat en de accu (in één stuk) eruit gehaald.
Vervolgens heb ik de accu van de hoofdprintplaat verwijderd, voornamelijk om de printplaat gemakkelijker te kunnen hanteren.
Uit voorzorg heb ik de batterijaansluiting losgekoppeld, behalve tijdens het testen. Gewoon om er zeker van te zijn dat er tijdens het proces niets beschadigd raakt.
Vervolgens:
heb ik de luidsprekers aangesloten,
de bedieningselementen aangesloten,
de batterij aangesloten,
het apparaat ingeschakeld,
en mijn telefoon via B aangesloten.
Vervolgens:
Ik heb de luidsprekers aangesloten
De bedieningselementen aangesloten
De accu aangesloten
Het apparaat ingeschakeld,
Mijn telefoon via Bluetooth aangesloten om wat muziek af te spelen
Mijn Hantek-oscilloscoop gebruikt om de geluidsleidingen ergens tussen de Bluetooth-module en de versterker te lokaliseren.
De signaalopnamepunten bevinden zich in de buurt waar de versterker staat.
Op de foto zijn deze soldeerverbindingen met de rode en groene draad duidelijk zichtbaar:
Wit is de aardingsdraad, van de USB-A GND naar de 3,5 mm-ingang.
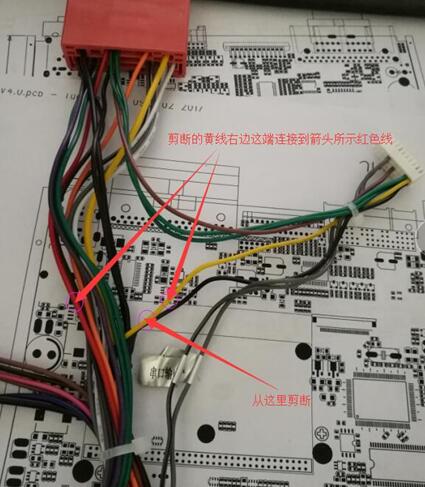
Vervolgens heb ik de groene en rode draden via condensatoren van 100 V en 0,1 uF aan de 3,5 mm mini-jack-ingang gesoldeerd.
Ik heb de 3,5 mm mini-jack-ingang zo op de printplaat gelijmd dat hij net boven de USB-C-aansluiting uitsteekt. Ik heb het gat geboord, het groot genoeg gemaakt om er van buitenaf een mini-jack-stekker in te steken, en dat was het!
Ik heb ook alle soldeerverbindingen en de condensatoren vastgelijmd, zodat ze niet afbreken, aangezien dit apparaat bedoeld is om veel te worden gebruikt. Door bewegingen kunnen soldeerverbindingen namelijk losraken als je ze niet vastlijmt.
Vervolgens heb ik alles weer in elkaar gezet en klaar is Kees!
De BT-module schakelt na een paar minuten uit als er geen verbinding tot stand komt. Dit heeft geen enkele invloed op de AUX-ingang, dus je kunt de AUX IN gewoon blijven gebruiken, ook wanneer BT naar verbindingen zoekt.
Printed on Voron 600 @ 0.3 mm LH and 0,8mm nozzle, transparant PETG. Hispeed in 1 hour at 100% infill, front down, brim 0.2 mm thick, 10mm wide. Supports everywhere in matrix mode @ 10mm wide, big gap 0.5mm top of Z and 1.2 mm on X/Y spacing. Temp 235 deg nozzle, 85 deg bed. 100% fan except for 1st 3 layers.
Een van mijn zeer oude zelfgemaakte elektro-akoestische gitaren had kapotte stemmechanieken. Ik wilde geen nieuwe bestellen, omdat de mechanica nog in orde was, alleen de plastic hulzen om de tunerassen waren kapot.
In Openscad ontwierp ik 3D-geprinte hulzen die om de metalen stemmechanieken passen.
Ik heb 6 hulzen in transparant PETG geprint op de Voron 600 (0,8 mm spuitmond, 0,3 mm LH, 235 graden spuitmond//85 graden bed).
Geen steunen, hoewel ik wel een stevige rand rond de as heb gebruikt. Ik heb de hulzen één voor één geprint, elk in 7 minuten.
De oude assen zijn uit de metalen assen getikt. Ik heb mijn bankschroef gebruikt en de bek van de bankschroef net genoeg geopend om de assen uit de hulzen te tikken.
Het monteren van de hulzen rond de assen is vrij eenvoudig, omdat het gat in de assen en hulzen op elkaar kan worden uitgelijnd dankzij de transparantie van het PETG-materiaal.
De assen passen gemakkelijk in de hulzen, hoewel ik de bankschroef heb gebruikt om de as de laatste 1-2 cm erin te duwen, vanwege de strakke pasvorm van de as in de uitsparing van de binnenkant van de huls, waardoor de huls de cirkelvormige beweging van de assen volgt bij het stemmen van de snaren.
Bij het installeren van de stemmechanieken heb ik wat vaseline aangebracht rond de plastic hulzen waar ze in contact komen met de gaten in het hout van de losse kop, zodat de hulzen niet vast komen te zitten.
Het proces van het demonteren en monteren van de hulzen en de stemmechanieken spreekt voor zich. Bekijk de onderstaande foto’s!
Ik heb trouwens 2 versies van de hulzen gemaakt.
De versie die ik op mijn snelle Voron600 heb gebruikt, is aan de binnenkant iets breder (asdiameter +0,4 mm).
Dit is nodig omdat kleine gaatjes op mijn Voron600 met het 0,8 mm-mondstuk altijd kleiner worden geprint dan ontworpen.
Gisteren (maandag 13 januari 2026) opgehaald in Barneveld: Een goed gebruikte Corghi bandenwisselmachine voor de wielen/banden van de oude auto’s.
Deze machine heeft een bereik tot/met 18 inch velgen en met de verlengstukken tot/met 22 inch, genoeg voor mijn behoefte.
Daarnaast is de verticale kolom naar achteren kantelbaar, heel gemakkelijk als je alles hebt ingesteld en aan het volgende wiel van dezelfde afmetingen gaat werken.
Er mankeert natuurlijk ook wel wat aan, zoals je mag verwachten bij een machine die al de nodige gebruiksjaren heeft gehad.
De machine is nu op stevige wielen geplaatst zodat ik het/hem/haar kan verplaatsen en uit de weg kan zetten wanneer ik haar/hem/het niet gebruik.
Gisteren heb ik gelijk even de krachtstroom en lucht aangesloten en alles uitgeprobeerd: Alles werkt! Bij deze uitvoering zijn er 3 voetpedalen en je kan de kolom handmatig naar achter en terug bewegen en dat gaat redelijk soepel.
Na het monteren van de luchtregelaars en de vernevelaar voor de luchtapparatuur heb ik mijn winter/ all-weatherbanden voor de Atto3 gemonteerd op de via marktplaats gescoorde LM velgen met veel te grote banden (voor een Mazda CX9) er nog omheen. Eerst even die grote banden die op de velgen zaten (zie foto boven) eraf, tpms sensors monteren en de nieuwe banden eromheen! Balanceren en net op de valreep toch nog deze winter met M&S banden op pad!
Hierna ga ik de machine gebruiken voor het wisselen van de Citroën DS banden, daar heb ik nu Kenda winterbanden 15 inch onder liggen en eigenlijk wil ik daar toch liever originele Michelin X-as banden onder hebben, dat rijdt gewoon beter. En ik ga niet meer zoals voorheen met de DS op wintersport, dus die winterbanden kunnen er sowieso beter onderuit.
Dan- de reden voor de aanschaf van de bandenwisselmachine: Ik heb heel veel moeite gehad met bandenbedrijven in de buurt om mijn Citroën Traction Avant en -DS banden te wisselen en te balanceren. Heel vervelend. Bij de DS zat er bijvoorbeeld heel veel balanceerlood in de velgrand na de montage van de Kenda all weatherbanden waardoor de velgdeksels niet meer kunnen worden gecentreerd. Heel lelijk.
Dus heb ik een aantal jaren geleden een wielbalanceermachine gekocht met adapter voor oude velgen (deze zijn zonder centreergat) . Daarmee heb ik veel ervaring opgedaan met zowel de oude auto’s als met de andere auto’s.
LET OP het balanceerijzer zit in de vergrand linksboven!
Ik kan daardoor alle velgen perfect (bijna onzichtbaar) balanceren met plaklood. Daarnaast hebben die oude velgen vaak last van axiale onbalans en dat kun je niet met balanceren oplossen. Om dat op te lossen moet je de velg richten. Dat heb ik ook geleerd en ook dit heb ik niet kunnen laten doen bij de lokale bandenbedrijven, omdat zij geen ervaring (meer) hebben met dergelijke oude stalen velgen. Het opspannen van deze 5-gaats velgen met adapters is bovendien best een secuur werkje, en kost veel meer tijd dan even de velgen over een centrale as heen schuiven.
Het werken met oudere velgen en banden met binnenbanden maakt het er ook niet gemakkelijker op en het kost ook tijd om de juiste rotatiepositie te vinden van buitenband op de velg/binnenband combinatie zodat je zo weinig mogelijk balanceerlood hoeft te gebruiken. En juist daarom heb ik besloten om toch zelf een bandenwisselmachine aan te schaffen. Dan kan ik al die dingen zoals even band bead breken, band roteren, weer oppompen enzovoorts lekker zelf regelen.
Ja, ik weet dat ik een pietlut ben. Daarom doe ik het liever zelf.
De drukregelaar is naar binnen verhuisd en blijkbaar is de hydraulic smeerolie vernevelaar daarbij verdwenen…??ff checken en inderdaad heb ik de grote 10 inch versie van de luchtcylinder voor de bead breaker, zoals het hoort bij de 20 inch versie!Leuk om te zien dat er wel plek zou zijn voor een vierde voetpedaal. Wel jammer dat het originele afdekplaatje er niet meer opzit…
Qua veiligheid vind ik het al een tijd gewenst om mijn Traction Avant 11BN een upgrade te geven van het remsysteem, dat origineel is uitgerust met een hoofdremcylinder met één druk-kamer.
Ik wil het systeem graag ombouwen naar een diagonaal gescheiden remsysteem met een tanden-hoofdremcylinder met 2 druk-kamers. Vanaf (ik dacht) 1968 is dat een verplichting bij alle auto’s en dat mag dan kruislings gescheiden of voor/achter gescheiden (bij gelijke typen remmen).
Ik ga voor een diagonaal gescheiden remsysteem omdat de achterremmen maar ca. 20% bijdragen aan het remmen en dan heb je als één systeem uitvalt meer aan één werkende voorrem + aan de andere kant achter een trommelrem. Dat is veel beter dan dat je als één systeem uitvalt mogelijk met 2 achterremmen moet remmen zonder voorremmen.
Voorbeeld van een diagonaal gescheiden remsysteem met bekrachtiging, schijfremmen voor en trommelremmen achter. Bij de TA gebruiken we de bestaande trommelremmen en is bekrachtiging niet aanwezig.
Op bijvoorbeeld de Citroën HY is gedurende de productieperiode een upgrade gedaan van een enkel remsysteem naar een dubbel gescheiden remsysteem.
De originele enkele hoofdremcylinders van een Traction Avant 11BN en van een HY zijn identiek.
Daarom zou de dubbele hoofdremcylinder van de HY gewoon simpel moeten passen in het schutbord van mijn Citroën 11BN.
Maar op de plek van de enkele hoofdremcylinder past niet zomaar een dubbele lange hoofdremcylinder onder het deksel in de linker jambonneau.
Vanwege de extra lengte van een dubbele hoofdremcylinder komt deze zo ver naar voren dat het bestaande gat voor het deksel zo’n 6 centimeter moet worden vergroot.
Op zich kan dat wel en kan dat ook ook netjes worden uitgevoerd.
En de dubbele hoofdremcylinder zal dan ook aan de voorkant net iets boven de jambonneau uitsteken. En dat is niet de bedoeling.
Dus zou de eenvoudige oplossing zijn om het uitstekende deel in te bouwen in de jambonneau door de jambonneau naar boven toe te vergroten op de plek waar de hoofdremcylinder er uit steekt .
Eerst een versteviging rondom het extra te maken gat maken, en daarna een omhoog gevormd bol deksel over de voorkant van de hoofdremcylinder maken.
Dus heb ik de tandem-HY hoofdremcylinder besteld en heb ik alle benodigde extra remdelen besteld.
Vanaf de hoofdremcylinder komen er dan 2 remleidingen,
1 voor L-voor+R-achter
En de andere voor R-voor en L-achter.
Dat wordt nog even puzzelen waar de 3-weg koppelingen komen te zitten, maar dat kan eigenlijk allen op de zelfde plek waar de 2-weg verdeler nu zit: Gewoon op het linker schutbord waar nu ook de remleidingen samen komen.
Alle remleidingen worden overigens vervangen en het bewegende flexdeel links bij de achteras wordt dubbel uitgevoerd, net zoals de remleidingen van beide achter- en voorwielen.
Alles komt dan op de linker jambonneau, aan de motorzijde bij elkaar.
Moet nog wel even uitzoeken of de koppelingskabel daar niet net langs gaat. Als dat wel zo is, moet ik de remleidingen iets verplaatsen.
Nog een aandachtspunt: Er komt een voorraadpotje op met 2 gescheiden delen voor de DOT3-remvloeistof:
DE Indymill CNC machine met erop de frequentieregelaar links en de CNC controller rechts
Download het ontwerp van de CNC controller box via de zip-download link bovenaan deze post. Het duurt ongeveer een dag of meer om de 6 delen te printen.
Het gekantelde LCD-bovenpaneel bevat een FysetC Duepanel 7 inch LCD-module welke kan worden aangesloten op de FlyCDY2 of 3 (en natuurlijk ook op een standaard Duet 2- of 3 board ).
De box en het LCD-paneel bevatten ook:
gaten voor een forse 24-pins multiconnector aan de linker bovenkant,
een paniekknop aan de rechter bovenkant,
een 80mm ventilatoreenheid aan de zijkant,
een gefilterde voedingsingang (in mijn geval voor 230V Europa standaard)
een DC 0-10 Volt output bus rechts voor de aansluiting naar de spindle besturingskast voor de frequentiesturing,
3 knopgaten op het gekantelde paneel,
een klein gat voor een spanning uitleesunit 0-10V voor de spindle
Eventuele andere benodigde gaten kunnen het beste na het printen worden aangebracht. Gewoon met normaal gereedschap, en eerst met schilderstape om de behuizing zo min mogelijk te beschadigen.
Alle onderdelen die erop of erin geschroefd worden, kunnen gebruik maken van M3 schroefdraadinserts op de montagepunten binnenin. De gaten ondersteunen deze.
Dit is niet gedaan voor de voedingseenheid (PSU), hier komen korte M4 schroeven door de behuizing in de PSU
De ventilator wordt gemonteerd met M3-schroeven van buitenaf door de behuizing en wordt vastgezet met moeren tegen het frame van de ventilator.
Ik print gereedschap en behuizingen altijd in ABS op 260-270 graden, 100% fan en 100% infill. Het voorpaneel heb ik ook geprint met 100% infill. Gebruik minimale support voor deze onderdelen, maar altijd maximale hechting! Ik heb ook ironing aan staan, zodat alles netjes past en er goed uitziet.
Stel Cura ook in op een krimpcorrectie van 100,7%, vanwege het feit dat de behuizing een krimp had van 2,2 mm aan de lange zijde. (De xSize moet 295mm zijn en gemeten bleek dit 292,9 mm te zijn na het printen.)
Om de behuizing te monteren met 6 afzonderlijk geprinte onderdelen, verbindt je eerst de bodemplaat aan de voorkant en achterkant en verbindt je daarna deze onderdelen met schroeven zonder lijm aan de zijkanten.
Schroef de delen met button head M3 schroeven van max. 8mm lang vast.
Waar nodig vijl of schuur je de pasdelen ietsje dunner zodat alles goed past. Let op dat je de slicer instelt op ‘ironing, in ieder geval voor het voorpaneel en het achterpaneel zodat de pasvlakken goed worden geprint.
Je kan er voor kiezen alle delen extra stevig aan elkaar te verbinden door een klein beetje superglue in de naden te laten lopen.
Let op dat je de alle delen print met de rasters naar beneden op de bodemplaat van de printer.
Alle onderdelen worden het beste geprint met 85% ondersteuning EN alleen hechting aan de buitenzijde van het object.
Printsupport in tree mode zet je aan op een hoek vanaf 85 graden zodat de M3-bus supports vanaf de onderkant goed worden ondersteund bij het printen.
PRINTORIËNTATIE VOORBEELD (Cura, VORON 2.4-600)
Houd er rekening mee dat het 6-delige ontwerp is ontwikkeld met het oog op 3d printen, dus in de afdrukstand zoals hierboven is getoond.
Dit is de enige manier om ‘overhang’ bij de in elkaar grijpende richels te voorkomen.
Dat gaat ook op ook voor het individueel printen van elk deel.
Van onze Mazda 3 uit 2004 zijn ongeveer 2500 km terug de remblokken en de remschijven vervangen.
Maar de laatste tijd piept er af en toe iets in het vooronder, vooral bij het nemen van rotondes.
Mijn ervaring is dat het dan meestal om een vastzittende remzuiger gaat.
Daardoor kan het remblok onvoldoende terug bewegen na een remactie en loopt dat remblok (of allebei) tegen de remschijf aan. Daardoor kan de schijf gaan piepen. Het kan ook gebeuren dat uiteindelijk alles daardoor zo heet wordt dat de boel in de brand vliegt.
Meestal is het losmaken van de zuiger niet de oplossing omdat zo’n remzuiger niet zomaar vast zit.
Een reparatieset is meestal ook geen oplossing omdat het meestal ook juist de stalen cilinder is die op de rand is verroest.
Dat komt door ouderdom, het Nederlands klimaat en onvoldoende goed onderhoud van de remmen. De beschermhoes aan de buitenkant om de zuiger kan gaan loszitten en vocht doorlaten, of zelfs scheuren na verloop van tijd.
Op tijd signaleren dat er iets niet goed meer kan bewegen waar dat nodig is waardoor je dit onderdeel weer tijdig gangbaar kan maken hoort niet bij een APK maar bij regulier onderhoud.
Jammer genoeg hebben veel oude(re) auto’s juist last van onvoldoende regulier onderhoud omdat er alleen geld of tijd is voor oplossen van problemen in plaats van voorkomen van problemen.
Zo ook dus in ons geval.
Voorafgaand aan de vervanging van de remmen hebben we besloten om preventief alles te vervangen dat waarschijnlijk toch een keer aan de beurt komt, wat betreft de remmen aan de voorkant dan.
Dus: Remzadels, remklauwen, flex-leidingen en remblokken vervangen. De remschijven had ik voor het bestellen van nieuwe onderdelen gemeten en deze zijn nog op fabrieks-spec en lijken nog helemaal vlak.
Links het nieuwe remzadel, rechts de nieuwe glimmende flexleiding. Onder net nog in beeld de linker bok onder het subframe. Je kunt ook goed de bijna nieuwe remschijf zien. Let ook op het afsluitdopje dat onder aan het einde van de wartel van de flexleiding zit, om lekkage zoveel als mogelijk te voorkomen.
vanmorgen heb ik eerst de oude auto buiten geparkeerd en de Mazda achteruit de garage in gereden.
De auto vooraan opgekrikt en 2 bokken onder het subframe gezet, auto laten zakken en de krik als voorzorg onder het subframe gezet, net vrij.
Wielen eraf en inspectie gedaan. Wat opvalt is dat het linker wiel vast zit en rechts is helemaal vrij. Bij nadere inspectie blijkt dat de linker remklauw erg heet is geweest, getuige de bobbeltjes op de verf die ik jaren terug na een grondige opknapbeurt op de remklauwen en -tangen heb gedaan. Die bobbeltjes zitten niet aan de rechterkant op de remklauw.
Bij het terugdrukken van de remzuiger ging dat rechts wel maar links helemaal niet. Het verwijderen van de remklauw van remtang ging rechts heel soepel en links heb ik daar met een pers moeten werken om de remschoen met zuiger terug te drukken zodat de remklauw van de schijf en van de remblokken af kon worden gehaald.
Nog even over de volgorde van verwijderen:
Bokken onder subframe
Wielen eraf
flex-leiding aan remklauw losmaken met speciaal remsleuteltje 10 en steeksleutel 14, dopje van ontluchting remklauw daarna even tijdelijk op uiteinde van remslangwartel ivm lekken.
verwijderen doppen van centreerrubber bussen achterkant van remklauw
lossen en verwijderen hex busbouten waarmee remklauw vastzit aan remtang
Verwijderen remklauwveer aan voorzijde remklauw. Dit houdt de remklauw aan de voorzijde na montage later weer strak tegen de remtang aan, en positioneert een en ander met elkaar voor correcte werking.
afnemen remklauw met de remblokken
Verwijderen remtang aan de achterzijde. Dit zit met bouten en loctite vast. Ik gebruik altijd mijn jackhammer om geen schade te veroorzaken aan de bouten. Je kan dit ook met een wringijzer doen. Het zijn bouten met 17mm standaard kop.
Losmaken van andere kant van de flex-leiding. Pas NA het losmaken de fixatie schuifplaatjes verwijderen omdat alles anders meedraait met het losmaken van de remleiding en wartel aan de onderkant van het koppelpunt. Gebruik hiervoor ook het 10mm remsleuteltje. Met een standaard 10mm steeksleutel lukt dit bijna nooit en als je er een zelfgriptang op zet dan mol je de wartel ook aan de binnenkant waardoor deze niet meer lekker kan bewegen over de remleiding. Helaas heb ik dit lang geleden een keer moeten leren.. -)
Verwijderen borgplaatjes middenin de flex-leiding en bij de koppeling met de vaste stalen remleiding. Als de originele er nog op zitten heb je geluk: Als de kruipolie voldoende lang heeft ingewerkt schuif je ze er redelijk gemakkelijk vanaf. Er zit een gaatje in het midden aan de trekzijde waar een dunne schroevendraaier in past. Met een zelfgriptang dwars op de schroevendraaier, net boven het plaatje trek je het er zo uit. anders even wat links/ rechts heen en weer bewegen terwijl je trekt aan het plaatje en dan gaat het ook.
Maak de plekken waar de flex-leiding door moet heel goed schoon en spuit er wat motorolie of conserveringsolie op. Doe dat ook met de bevestigings- schuifplaatjes.
Monteren in omgekeerde volgorde. Let op het volgende: De montagepunten van de flexleiding zijn gefixeerd zodat deze niet kunnen draaien. De bovenste met een kleine uitsparing in het gat en de middelste met een vlakke kant aan de achterkant, waar de vorkpoot zit. De middelste kun je om de slang draaien om ervoor te zorgen dat alles past.
Extra tip: Zet het bovenste borgplaatje pas vast NADAT je de wartel van de vaste leiding hebt ingedraaid met de hand in de flex-leiding. Daarna in het gat drukken, borgplaatje erin en daarna kun je de wartel met het 10mm remsleuteltje aandraaien! het lukt anders nauwelijks om exact de positie te vinden om het draad te laten pakken.
Bij remmen in het algemeen en ook hier: Voorkom toekomstig onnodig onderhoud of reparaties door voldoende silicium vet aan de brengen op alle bewegende delen, dus: op de remzadels waar de remblokken op komen met de stalen delen, op de zuiger van de remklauw, en in de rubber bussen waar de bouten in zitten waarmee de remklauw aan het remzadel vastzit.
En heeel belangrijk: Per sé LOCTITE op de eerste paar gangen van de remzadelbouten doen en daarna met het juiste koppel aandraaien. Ik gebruik voor grof werk aan de auto bijna altijd 1 soort koppel: Dat van de wielbouten. Dus ook voor de bouten van de remzadels. Mijn grote momentsleutel staat daar vast op ingesteld. Mijn kleinere momentsleutel gebruik ik voor verstelbare aantrekkracht.
ONTLUCHTEN
Er zijn verschillende manieren van ontluchten mogelijk en bij een vervanging zoals deze is ontluchten absoluut noodzakelijk.
Ik ontlucht altijd met gebruikmaking van mijn vacuümpomp.
Deze is gekoppeld aan een opvangreservoir waar een slang naar de vacuümpomp gaat en de andere slang gaat naar het te ontluchten onderdeel. Remvloeistof die uit het systeem wordt gezogen blijft in het reservoir.
Met het ontluchtingsnippel op de remklauwen bepaal je hoeveel je ontlucht terwijl je het reservoir van de auto steeds iets bij moet vullen zodat de remvloeistof lekker door kan spoelen.
Ik heb eerst de remklauw ontlucht die het kortst op het remvloeistofreservoir van de wagen is gemonteerd, dit is links. Daarna rechts en weer naar links. Klaar.
Gelijk daarna wielen gemonteerd, alles aan de kant, krik omhoog, bokken verwijderd, krik eronderuit en even proefrijden.
Ik kon wel merken dat de blokken nog wat moeten inslijten op de schijven maar de wagen remt prima.
Het pedaal voelt gelijk hard en een tweede keer trappen voelt exact even hoog. Toch ga ik volgende week nog een keer ontluchten, en dan pak ik gelijk achter ook mee om door te spoelen, Dat stond namelijk sowieso nog in de planning. Succes!
TOCH EEN KROMME REMSCHIJF
MAAR- met het proefrijden valt direct op dat de remmen een beetje vibreren. Kennelijk is de remschijf linksvoor toch uit radiaal center geraakt (of dus gewoon iets krom), waarschijnlijk door de vastzittende oude remzuiger.
Dus gelijk nieuwe schijven besteld van Hella, die zijn meestal beter dan van een onbekend merk maar we zullen zien wat we krijgen.
Gelukkig had ik nog een rondje ontluchten in de planning staan, dus heb ik gelijk de vervanging van de remschijven aan de voorkant meegenomen.
Ik heb dit ontworpen in Openscad en het kostte me 2 dagen (met tussenpozen) om het perfect te krijgen. Ik ben begonnen met een horizontale zonnekap die ik ooit een keer gedeeltelijk had ontworpen.
Maar ik wilde per sé een verticale kap maken omdat ik mijn tomtom rider altijd in die stand gebruik op mijn motorfiets.
Dus veranderde ik de horizontale zonnekap die ik eerder had gemaakt in een verticale, wat heel eenvoudig was toen ik de horizontale versie eenmaal perfect had. Het kostte me een paar pasbeurten voordat ik hem goed genoeg had.
Ik heb dit allemaal geprint op mijn Voron600, met zwart ABS op 275 graden, een nozzle van 0,8 mm en een laagdikte van 0,4 mm. Het duurde 32 minuten om de complete zonneklep voor mijn Tomtom Rider 550 te printen. Ik zet de object fan altijd op 60%, behalve voor de eerste 3 lagen en ik print op 120 mms behalve de eerste laag, die 20 mms is.
Ik gebruik een vrij hoge instelling voor de Z-hop-hoogte bij laagwisselingen, omdat dit specifieke ABS-filament bij deze temperatuur een kleine blob kan geven aan het einde van de printlijnen en ik niet wil dat de nozzle hierin vastloopt bij laagwisselingen. Ik wil ook niet meer dan 0,2 mm retracten, omdat ik niet wil dat er filament vast komt te zitten in mijn cold-end.
De zonnekap past goed om de Rider 550, maar als je vindt dat hij niet strak genoeg zit, print de zonnekap dan op 99 % voor de X- en Y-vermenigvuldigingsfactoren van je slicer.
En ja, je zou dit STL-bestand op elke 3D-printer met elk filament moeten kunnen afdrukken en je eigen voorkeursinstellingen voor de printer moeten kunnen gebruiken.
Je krijgt veel mooiere afdrukken als je een 0,4-nozzle in je hotend gebruikt en deze instelt op een laagdikte van 0,2 mm. Het afdrukken duurt dan ongeveer 2 +- uur. Veel succes!
Objectventilator: 25% max vanaf 5e laag, daaronder 0%
MIJN GEBRUIK VAN ABS
Ik gebruik bijna uitsluitend ABS voor mijn professionele prints met een 0,6 of 0,8 nozzle.
Dat komt omdat het goedkoop is, zeer stevige prints oplevert en bestand is tegen vrij hoge temperaturen.
Ik gebruik ABS voornamelijk voor auto-interieuronderdelen, tuinartikelen enzovoort.
Voor alles wat in contact komt met voedsel, kinderen enzovoort gebruik ik PETG.
PETG transparant testprint
Voor alle andere prints en alle meerkleurige prints gebruik ik PLA.
Omdat ik voor elk type filament een speciale printer gebruik, heb ik bijna nooit last van verstoppingen of mislukte prints.
ABS – mijn ervaringen
Er is eigenlijk geen standaard voor ABS-instellingen. Dat komt doordat niet alle ABS op de markt echt van hetzelfde type is.
Ik kan wel enkele tips geven voor verschillende soorten ABS-filament van 1,75 mm, op basis van mijn ervaring met die specifieke soorten filament.
AANBEVELING: PRINT MIJN TESTOBJECT VOORDAT JE EEN OBJECT PRINT en controleer de rand, de stevigheid van de wandhechting en de laaghechting.
Gewoon ABS: nozzletemperatuur 270 °C (15 °C te laag), bed 120 °C, objectventilator 30% (moet 0% zijn), 0,8 nozzle bij 0,4 mm laagdikte, printsnelheid ingesteld op 120 mm/s, overal GROTE BRIM, brim ook bij LH 0,4 mm, lijnbreedte precies ingesteld op 0,8, alles gesneden in Cura
Als de print uit elkaar valt wanneer u deze met weinig kracht probeert te breken, zoals op de bovenstaande afbeelding, is de printtemperatuur te laag. Hetzelfde geldt voor de vleugels van het teststuk als voor de hechting van de lagen.
Als u een bubbelachtig oppervlak ziet, is uw ABS nat. Het zal waarschijnlijk niet meer te redden zijn. U kunt proberen het te drogen in een oven of in een voedseldehydrator bij 80 °C, gedurende ten minste 10 uur. Mijn ervaring is dat dit een verspilling van tijd en energie is. Gooi het gewoon weg in de plastic recyclingbak.
ALGEMENE ABS-OMGEVINGSVOORWAARDEN
Voor alle ABS-materialen heb je een hotbed nodig van minimaal 90 °C, maar 120 °C is beter;
U hebt ook een hotbed topplaat nodig met een laag glad PEI erop, OF een hotbed topplaat met gestructureerd PEI, die ik vooral gebruik voor mijn prints met een spuitmond van 0,8 mm;
Gebruik in het algemeen nooit een toolfan. Tenzij u ABS met een lage temperatuur gebruikt, zoals EASY ABS, met de vereiste lagere bed- en spuitmondtemperatuurinstellingen;
Gebruik altijd een volledig afsluitende behuizing voor je printer;
Maak altijd een bedmesh dat echt werkt voordat u ABS afdrukt en zorg ervoor dat dit wordt gedaan bij bedrijfstemperaturen van zowel het bed als de spuitmond;
Print overal met een echt grote rand (BRIM) om het te printen object, minimaal 10 lijnen breed, ook voor uw ondersteuningsstructuur;
Print de eerste laag met minimaal uw normale printtemperatuur, NOOIT lager;
GEEN objectventilator op de eerste 4 lagen!
SUNLU ABS (WIT EN ZWART)
Sunlu heeft ABS-filament dat glanzend is op de spoel en bij de juiste temperatuur glanzend kan worden geprint. Dit filament is niet erg gevoelig voor kromtrekken. Het is mijn favoriete versie ABS.
Slagvast en zonder problemen in de zak houdbaar, vrijwel ongevoelig voor vocht.
Ik heb hiermee vulplaatjes gemaakt voor mijn kapotte onderkant van de bestekbak van de Indesit vaatwasser, dat gaat al jaren mee zonder problemen:
click on the picture to download my original STL file
Nozzle: 265 °C-280 °C
Bed: 120 °C
Objectventilator: 30% -50% max = normaal, geen objectventilator op de eerste 4 lagen
Sunlu black abs @275 deg, 50% fan, Voron 600 bed 120deg, 0.8 nozzle at 0.75LW _0.4LH 20251105bed adhesion Sunlu black abs @275 deg, 50% fan, Voron 600 bed 120deg, 0.8 nozzle at 0.75LW _0.4LH 20251105
EASY ABS (ROOD)
Dit ABS is ook glanzend, zorgt voor zeer stevige prints en heeft een lagere temperatuur nodig dan algemeen ABS. En het vereist een behoorlijk beetje objectventilatorsnelheid. De prints komen glanzend uit de printer. Voor zover ik heb ervaren, is dit type ABS helemaal niet gevoelig voor kromtrekken.
MAAR- dit is het enige type ABS of ASA dat ik ben tegenkomen tot nu toe, dat NIET tegen de vaatwasser kan. Het komt er flexibel uit, als je na het ‘gereed’ piepje de vaatwasser opent.
Nozzle: 235 °C -245 °C
Bed: 70 °C -90 °C
Objectventilator: 60% -100% max = normaal, geen objectventilator op de eerste 2 lagen
MICROZEY RED ABS
Microzey ABS, 285deg nozzle, 130 deg bed, no fan. Printed on Voron 300, 0.8 nozzle, 0.75Layer Width and 0.4Layer Height
GENERIEK ABS (ROOD, mat)
Dit is het moeilijkst te printen matte rode ABS (op de spoel) en vereist een zeer hoge printtemperatuur. Het kan geen enkel percentage objectventilator aan. De prints komen er mat uit wanneer ze onder 270 graden worden geprint en bij 285 graden zijn ze glanzend. Dit type ABS is zeer gevoelig voor kromtrekken. Dit is waarschijnlijk een type ABS zonder toevoegingen.
Nozzle: 285 °C
Bed: 120 °C
Objectventilator: 0% max=normaal, geen objectventilator op de eerste 4 lagen
Supersterke print met dit filament en bovenstaande settings!
Het systeem waarbij de E3D toolchanger de Z-waarde van de 4 tools bepaalt ligt vast in de vooringestelde systeemfiles. Dat betekent dat je per tool een Z-homing papertest doet om te bepalen wat de afwijking per tool is ten opzichte van T0, dat is de meest linker tool. Het resultaat zet je in de config file als Z-waarde per tool\ waarbij ik voor T0 meestal ‘0’ gebruik en de Z-probe algemene waarde gebruik, die ik bepaal als verschil tussen manuele probe op het wagentje versus de nozzle hoogte van T0.
Eerst moet je dan dus bepalen wat de Z-afwijking is van T0 ten opzichte van de Z-waarde van het wagentje dat de tools oppikt. Dat gebeurt door dat kale wagentje met een Z-probe schakelaartje onder het wagentje de Z-waarde=0 op het bed te laten homen.
Daarna doe je een tool pickup van T0 en meet je wat de hoogte van T0 is als Z waarde. Die waarde vul je dus in bij de probe waarde in je config file. Dat vind ik allemaal best omslachtig, ook al omdat alles steeds verandert wanneer je bijvoorbeeld een keer een nozzle verwisselt.
GEWENSTE SITUATIE
Het liefst zou ik elk van de 4 Tools, dus T0 t/m T3 gewoon elke printbeurt X,Y en Z laten homen, en dan kan je er ook gelijk één uitkiezen om de bed mesh te doen.
Die 4 Z-waardes neem je vervolgens als Z=0 waarde per Tool en klaar. Dat werkt bij de Voron die ik met TAP Z-homing heb draaien geweldig! Wat je ook doet met je bed of met je hotend, gantry enzovoorts. Het maakt niet uit want de nozzle wordt als mechanische Z- homing tip gebruikt.
De tool pickup (het karretje) zit wel erg stabiel vast aan de X-as. Het mooiste zou zijn om dit geheel te laten bewegen in de hoogte om de TAP functie mogelijk te maken. Dat is nog een uitdaging, ook omdat de a-en b riemen aan dit karretje zijn bevestigd. Dit lijkt alleen mogelijk met een nieuw karretje waar de riemen aan zitten en een losse toolchanger pickup er naast of er voor. Tussen beide delen moet ik dan nog de TAP functie maken.. En- als de toolchanger er voor komt moet de X- as even ver naar achter op de Y-assen worden geplaatst. Weet niet hoe dat moet gaan passen…
Na het verkennen van allerlei mogelijkheden is deze overgebleven: De tool pickup op dezelfde plaats houden en met bestaande middelen werken. Het montageblok op de X-as slider in 3 delen zagen en daarna het middenstuk aan beide montagekanten 1 mm affrezen. De zijplaten waar de riemen aan zijn gemonteerd aanpassen zodat deze platen weer aan het middendeel van het sliderblok kunnen worden gemonteerd met nieuwe verzonken schroeven. De doorgaande bussen aan de onderkant gaan niet meer door de plaat heen en de plaat moet net zoals aan de bovenkant op de hoeken worden weggefreesd. zodat ca. 5 mm verticale speelruimte ontstaat. De 2 onderste verbindingspunten van beide zijdelen elk met 2 x 1 mm opvulringen monteren zodat het karretje op en neer kan bewegen en de zijkanten op de originele afstand van elkaar blijven in verband met de stevigheid van de bewegende constructie. Op het middendeel montageblok van de X-as slider komt een extra montageblok voor de verticale lineair rail van de TAP-slider. Op de voor en/of achterkant van de tool pickup komen verlengstukken waarop de TAP-slider met het bewegende deel wordt vastgemaakt zodat alles ca 3-4mm op en neer kan.
De manier waarop bij een Voron2.4 3d printer de TAP functie werkt
EXTRA WENS: Zelfzoekende toolchanger
En als ik toch bezig ben: Gelijk maar een zelfzoekende toolchangermaken? Grof instellen met de XYZ coördinaten per tool, het laatste stuk elektronisch met een geleidesysteem tussen het pick-up wagentje en de tool en de finale passing met de bestaaande mechanische passing.
In plaats van precies te bepalen met passen en meten waar elke tool moet worden opgepikt en weggezet zou je via een elektronisch gidssysteem precies kunnen richten -en- wanneer er gewisseld moet worden van tool- gelijk uitkomen bij de juiste tool. Geen X-Y instellingen gedoe met assen homen meer. Want als er ook maar iets verandert als gevolg van mechanische stress in het frame of door kleine afwijkingen van de X en Y homing, gaat het oppikken en wegbrengen van tools regelmatig fout.
Een mogelijke manier om dit te doen kan een passage LED/LASER systeem zijn, zoals gebruikt bij entrees van winkels.
mini focusseerbare laser module
mini laser receiver module
Of gewoon infrarood gebruiken, dat zie je niet maar is ook veel minder gevaarlijk
Hierbij gebruik je een richtlaser zoals in een levelling systeem of een infrarode laser met -ontvanger .
Deze komt dan boven op de X-as aan de bewegende toolhead en is gericht naar de tools, 90 graden ten opzichte van de X-as.
Vervolgens activeer je als ontvanger de juiste tool waar je naar toe wilt voor het wegbrengen of oppikken.
Met een X-sweep beweging kun je contact zoeken met de ontvangende tool en daarna in 1 rechte lijn naar de tool bewegen tot aan het pick-up punt dat in absolute Y-waarde vastligt in de config file. Lijkt me mooi om te ontwikkelen!
EXTRA WENS: Nauwkeurige XYZ homing van de tools
En ik zou graag een manier hebben om X, Y en Z van elke tool nozzle in detail ten opzichte van de andere tool nozzles te centreren, net zoals bij mijn CNC machines:
Met zo’n head alignment block kun je bij een CNC machine van alle assen een nauwkeurige positiebepaling doen. Vooraf moet je wel vaststellen waar dit block ongeveer staat, binnen een nauwkeurigheid op X en Y van ca. 1 mm.
Dat alignment block is elektrisch geïsoleerd opgesteld en deze opzet werkt op basis van contact maken tussen de gebruikte tool tip en het block.
Hoe werkt het homen met een alignment block
Je programmeert in gcode een centreermacro.
Eerst zet je tijdelijk de motorvermogens op een zo laag mogelijke waarde, om niets te beschadigen wanneer er iets in de weg staat van de af te leggen moves.
Net zoals wanneer ik regulier een home-all doe, zet je ook bij deze nieuwe methode het bed en de betreffende tool-nozzle in de gebruiks modus (bijvoorbeeld bed op 70 graden en nozzle op 180 graden).
Vervolgens doe je een normale XY homing, die in mijn geval met eindschakelaars (of optische schakelaars) aan het begin van de X en Y assen werkt.
En een Z-homing actie is ook nodig tenzij je de Z-moves blokkering die optreedt wanneer je Z niet eerst hebt gehomed niet wilt opheffen.
Daarna ga je met de Z-as voldoende omhoog om het block niet te raken.
Vervolgens ga je naar de absolute XY positie van het block.
Wanneer je boven het block bent met je tool home je Z.
Daarna home je op Z+0.3 zowel -X als +X, en in het midden van -X en +X home je -Y en +Y.
Het resultaat daarvan is de exacte positie van het center op het platte Z-vlak van het alignment block.
Omdat je exact weet wat de positie hiervan is ten opzichte van het bed-center en vanaf X0, Y0 en Z0 kun je dit gelijk in de macro vertalen en de Z0, X0 en Y0 waarden meegeven als absolute waarden.
Het zou mogelijk moeten zijn om de tools van de E3D toolchanger ook op deze manier te homen, waarbij Z met de TAP functie kan en X en Y de elektrische detectie kunnen gebruiken zoals hierboven voor de CNC freesmachines is beschreven. We zullen zien of en hoe dit gaat werken als aanvulling op de TAP-Z homing met de huidige X- en Y- microschakelaars homing op de X en Y assen
NAWOORD
Het credo lijkt nu nog te zijn: Als de E3D toolchanger het doet, moet je er verder vooral van afblijven. Dat komt mij helemaal niet zo uit omdat ik mijn printers nogal eens van plek verwissel. En dat blijkt niet altijd goed te gaan.
Dus die zaken ga ik uitzoeken en als het kan, ook bouwen!
Update 18-09-2025: Voron 2.4 toolchanger MODS
In mijn zoektocht naar ervaringen van anderen met toolchangers en de TAP invulling kwam ik een MOD tegen voor de voron2.4 die mij heel goed past:
De Voron 2.4 multi-toolchanger:
Deze Voron 2.4 TOOLCHANGER MOD is in het publieke domein geplaatst en bestaat uit allerlei verschillende MOD’s, waarbij één persoon steeds één element van de benodigde veranderingen heeft ontwikkeld en/of herontwikkeld.
Denk aan o.a. de pick-up platen inclusief het passieve TAP-deel dat op de carriage komt en het actieve TAP-deel dat aan de Tool komt.
Die Voron 2.4 ombouw naar toolchanger komt in een volgende post!
Zoals altijd wanneer ik iets echt goed wil doen, kost het even tijd…
De overgang naar warmtepomp zodat we geen gas meer nodig hebben is aardig gelukt met de installatie van een lucht-lucht warmtepomp installatie voor de begane grond.
We hebben de binnen-unit in de woonkamer, net naast de trap naar boven geplaatst zodat we later ook gemakkelijk een tweede binnen-unit kunnen maken op de eerste verdieping.
KOELEN EN VERWARMEN MET LUCHT MOGELIJK?
Maar misschien is er ook een andere manier om boven te koelen en vooral: te verwarmen. Want de binnen-unit in de woonkamer is ruim bemeten en draait vrijwel altijd op de silent modus. Dat geldt zowel voor verwarmen als koelen. Dus heb ik het plan opgevat om een deel van de output van de binnen-unit met een luchtsysteem naar de eerste verdieping te brengen en ook de retourstroom terug naar de circulatie-inlaat van de lucht bovenaan de binnen-unit te voeren.
LUCHT PICK-UP VOOR AIRCO-BINNENUNIT
Eerst heb ik de adapter voor de lucht pickup van de airco’s binnen-unit ontworpen. Dit is voor zover ik heb kunnen ontdekken, niet standaard te koop. Omdat de luchtflap van de binnen-unit moet kunnen bewegen heb ik de lucht pick-up met een circulaire cutout met de bewegingsradius van die luchtflap ontworpen.
Mijn eerste ontwerp van de lucht pick-up past over de helft van de lucht-uitstroom opening aan de voorkant, onderzijde van de airco binnen-unit. Dat is prima als je zowel in de woonkamer als boven wilt koelen of verarmen.
Wanneer je primair boven wilt koelen of verarmen en maar een klein deel beneden, heb ik een ontwerp gemaakt dat helemaal over de lucht uitstroom past. Aan de onderkant, onder de beweegbare flap, blijft dan altijd nog een strook over waardoor lucht de woonkamer in stroomt. Dat kan je zo laten maar dat kun je natuurlijk ook dichtmaken. Ik heb dat getest met een dunne strook plastic foam-schuim ertussen en dat werkt prima om geen lucht meer in de woonkamer te laten.
Zie onderstaand ontwerp van de lucht-pickup die over de gehele breedte van de luchtuitstroom gebruikt kan worden:
HOE GROTE DELEN IN ABS PRINTEN (MIJN MANIER)
Ik print dit soort grote delen met mijn grote Voron 2.4-600 en bovenstaande adapter heb ik diagonaal moeten printen vanwege de lengte. Deze Voron staat ingesteld voor ABS met een heated bed op 120 graden en de extruder staat ingesteld op 265 graden. De toolfan draait bij mij voor dit soort prints gewoon op 100%, ongeacht het feit dat ABS dat niet nodig schijnt te hebben. Het geeft me gewoon betere resultaten op deze manier. Ik gebruik support met 87% overhang instelling met ‘tree’-instelling. Alles wordt geprint met 100% infill maar lage wanddikte van 1.6mm en de nozzle die ik altijd gebruik voor deze prints is 0.8mm, layer height is 0.4mm en de printsnelheid 120mm/s, en wanneer ik met infill werk dus geen 100% infill, staat de snelheid van de infill op dezelfde snelheid als de gewone layersnelheid, dus 120mm/s. O ja, ik heb alleen maar een brim nodig bij deze printen en ABS wanneer ik lange objecten print. Alles onder 10cm breedte en/of lengte kan gewoon zonder brim. het hotbed is een 6mm alu plaat met daaronder een 750 Watt 600/600 230V silicon zelfklevende mat en erop een magneetplaat, ook zelfklevend, Bovenop zit een Tronxy steelsheet van 600x610mm met een bijzondere pei-laag: niet grof maar ook niet heel fijn. De pei is daarnaast dubbelzijdig en het werkt perfect met ABS maar helemaal niet met PETG (blijft vastzitten, ook NA afkoelen) , EASY ABS en gemiddeld OK met PLA (niet veel hechting).
Het heeft heel wat tijd geduurd voordat ik voor deze printer (met Canbus head) de optimale instellingen voor dit type ABS heb gevonden. Ik draai nu met deze instellingen bijna alle soorten ABS, mits het echt normale ABS is. Ik heb wel eens zogenaamd EASY ABS geprobeerd maar door de lage vloeitemperatuur daarvan loopt dat niet lekker op deze Voron. Maar op mijn iBear, gewoon open in de omgevingslucht, draait dat EASY ABS perfect, op PETG instellingen. Wonderlijk maar ook wel prima!
LUCHTKANALEN INSTALLEREN
Het werk aan de luchtkanalen was allemaal toch wat meer puzzelen dan ik had gedacht: Natuurlijk eerst de gaten in de muur tussen woonkamer en trap maken.
Daarin heb ik doorvoerpassingen gemaakt met een kraag op de wand, zie bovenstaande foto. De luchtbuizen die ik gebruik zijn 110x55mm buitendiameter en deze schuiven door de muurkragen heen. Dat past heel netjes.
IN-LINE FANS: WELKE WERKT HET BEST?
Om de lucht naar boven te krijgen heb ik verschillende opties geprobeerd want de luchtstroom die vanuit de binnen-unit komt bleek onvoldoende druk te geven om nog een beetje luchtstroom in de slaapkamer over te houden.
Daarom heb ik geëxperimenteerd met eerst een 120mm in-line ventilator op 12 V en daarna één op 230 Volt. De oplossing met 230 Volt ventilator in-line leek goed te werken maar de luchtstroom was toch nog onvoldoende om de koude lucht in de slaapkamer te brengen.
3D-ontworpen in-line fan adapter:
In wit ABS geprinte in-line adapter voor een 38mm dikke x120x120mm 230V AC fan unitDe in-line installatie van de 120mm 12V fan, dit werkte bijna helemaal niet. Met de 230V fan werkte het wel een beetje maar kwam de lucht door het afkoelen onderweg niet meer koud boven uit het einde van de ca. 7 meter lange luchtweg van de binnen-unit in de woonkamer naar slaapkamer.
Uiteindelijk heb ik een 50Watt in-line ventilator getest en dit werkte heel goed!
testopstelling met een 50 Watt in-line fan unit. Dit werkt heel goed zo!
MONTAGE LUCHTKANALEN EN FAN
Nu nog even alles op de goede plek monteren.
Het blijkt best lastig te zijn om in een bestaande woning met luchtkanalen aan de gang te gaan. Je wilt eigenlijk een weg zonder krappe bochten en den liefst met een 100-150mm ronde buis werken.
Daarom experimenteer ik eerst met deze 110/55 mm rechthoekige pijpen. Als alles werkt ga ik de kortste weg van binnen-unit naar de eerste en tweede verdieping bepalen, door de vloeren.
Als dat niet kan of geen kortere luchtweg oplevert, ga ik kijken of die tweede binnen-unit op de eerste verdieping kan worden gemonteerd…
Tijdelijke montage van de 110/55 luchtbuizenTijdelijke montage van de 110/55 luchtbuizenTijdelijke montage van de 110/55 luchtuitlaat in de slaapkamer
MAKEN OPHANGBEUGEL
MAKEN OPHANGBEUGEL VOOR IN-LINE 50 WATT FAN
De in-line 50-Watt ventilator unit heeft nogal wat aanpassingen nodig om in mijn tijdelijke installatie op te nemen. De in- en uitgangen zijn 98mm rond buitendiameter en daarvoor moet ik aanpassingen maken naar de bestaande buizen op een plek waar dat niet in de weg zit. Dat wordt dus mijn 3d printhok, tegen het plafond.
De montagebeugel voor de 50Watt in-line ventilatorunit heb ik alvast ontworpen en geprint:
In mijn kleine tuin staat een muur van de aanbouw van mijn buurman naar mijn gevoel altijd nogal zichtbaar in de weg. Ik heb lang nagedacht over hoe ik deze muur wat aantrekkelijker kon maken terwijl ik in mijn tuin zit, en kwam tot het volgende idee:
Ik heb een opstelling gemaakt met geïmpregneerde houten tuinplanken, die ik in de lengte heb gezaagd met mijn kleine draagbare zaagmachine. Het hout draagt ongeveer 30 kleine 3D-geprinte bloempotten in allerlei kleuren en vormen.
In de bloempotten heb ik verschillende kleine plantjes gezet waarvan de meeste de Nederlandse winter kunnen doorstaan, zodat ik de planten volgend jaar niet allemaal hoef te vervangen.
Daarnaast heb ik een automatisch bewateringssysteem op zonne-energie geïnstalleerd dat gebruikmaakt van de 2 kleine regentonnen.
Ik ben erg blij met het resultaat!
Hieronder heb ik mijn bloempotontwerpen voor deze muur verzameld.
Als je op de link klikt, wordt het STL-bestand automatisch naar je apparaat gedownload.
10mm wall plate for 55x110mm air duct. The wall plates are glued in place in the wall and are also used for covering the sides of the through-hole in the wall. The 55×110 air duct will then pass through the glued-in wall plates on either side of the wall.
40mm wall plate for 55x110mm air duct.wall_plate, extended to 60mm for 55x110mm air duct. This piece connects through the wall and fits in one of the above wall plate-pieceswall plate with short 90 degrees angled bend. Both sides connect to a 55x110mm air duct
90 degrees bend for 55x110mm air duct90 degrees bend for 110x55mm air ductpipe connector piece with 15mm offset, both sides connect to a 55x110mm air ductslim mounting bracket for 55x110mm air ducts
transition piece from round 150mm air filter box output to 55x110mm air duct, wall_mountedendcap for 55x110mm air duct
Eindelijk heb ik de stap gemaakt naar een stevige diode lasermachine voor mijn hout- en acryl snijwerk. Tot nu maak ik gebruik van mijn K40 CO2 40 Watt lasersnijder/graveerder. Die K40 machine blijf ik nog wel gebruiken voor blank glas omdat je dat met een standaard blauwe diodelaser niet kan snijden/graveren.
De Creality Falcon 2 Pro is mijn keuze omdat de laser behoorlijk sterk is maar vooral ook omdat ik deze machine in mijn werkkamer ga gebruiken met een afvoer via het dak van het huis. De K40 heb ik in de garage staan en dat werkt ook prima maar is lastig vanwege de krappe ruimte in de garage. Ik wil de laser graag startklaar houden en dat betekent een vaste opstelling. Omdat de K40 watergekoeld is en een behoorlijke grote kast heeft vanwege de grote laserbuis past het allemaal niet echt.
De Creality Falcon 2 pro heeft een relatief kleine kast en heeft een gesloten behuizing. De diepte van het geheel is ca 65 centimeter en dat past precies nog op één van mijn machine-opstelplekken. Daarvoor heb ik wel wat moeten schuiven met de 3d-printers en er is één 3d printer tijdelijk verplaatst.
Uiteindelijk moet ik verder saneren in het printerpark, want van de 14 printers gebruik ik er eigenlijk maar 6 voor monocolor en 2 voor multicolor printen. Ik denk erover om de resterende printers gewoon maar op ebay te zetten, inclusief de 2 deltaprinters.
Voor de afvoer heb ik een stalen filterkast direct naast de machine geplaatst met grof- en fijnfilter en met een carbonfilter zodat de afvoergassen veilig kunnen worden afgevoerd.
Vooral met acryl en andere kunststoffen is dat wel nodig. De 10×6 cm afvoerbuis gaat van de werkkamer op de eerste verdieping door de muur en via het trapgat naar de tweede verdieping en dan een stukje door het huis naar het stookhok en dan naar de voormalige afvoer van de CV ketel. Die CV ketel gebruik ik niet meer vanwege de warmtepomp.
De afvoerbuizen zijn witte platte buizen zodat ik ze netjes langs de muur kan laten lopen met korte 90 graden bochten in de hoeken.
Er zit nog een extra retractieventilator in, net voor de uitvoer via het dak.
Verdere ontwikkeling loopt nog op deze CNC behuizing voor DUET3.
Zij- aanzicht van de CNC workbee DUET3 behuizing, met de uitsparingen voor de reset, microsdCard, USB en Ethernet aansluiting zichtbaar onder, links van het midden. De canbus aansluiting zie je aan de voorkant van de behuizing, onderaan.
TOP aanzicht van de CNC workbee DUET3 behuizing, met de uitsparingen en bevestigingspunten voor de threaded inserts zichtbaar links boven
Deze week een nieuw ontwerp gemaakt voor onze kerstverlichting!
Versie 1: 60 cm kerst zonnebloem met 300 LEDS: Of deze natuurlijk, met een snoerstrip in zowel de binnenring als de bloembladen, samen met 300 stuks WS2811 ‘druppels’ elke 15 mm: (60 in de binnenring en 240 in de ster).
De besturing doen we voor alle versies met een Seeeduino XIAO RP2040 microcontroller en de voeding is een gewone USB-C 3 Ampère snellader. De LEDS worden geregeld op basis van het omgevingslicht zodat de LEDS overdag ook zichtbaar zijn.
Boven zie je links de clock module, midden een XIAO-SAMD processor en rechts de LDR en de header tussen processorboard en de klokmodule’s data verbindingenWeer een SAMD maar nu bijna alles gesoldeerd, alleen de GND aansluiting hangt hier rechtsboven nog los.
Versie 2:60 cm kerst zonnebloem met 240 LEDS: Er gaan bij deze versie van de kerst zonnebloem ‘gewone’ LEDSTRIPS in met veel LEDs met een repeteerafstand van 1,65 cm .
Versie 3: 30 cm kerst zonnebloem met 180 LEDS: En er is ook een versie voor een printer met een 300x300mm printbed gemaakt, de binnenring is hier gemaakt met een setje van 4 kwart ronde delen van elk 15 leds die met z’n vieren een 60 LEDs ring met een diameter van ca 160mm maken. De bladen zijn hier weer gemaakt met een snoerlint van WS2812 LEDs om de 15mm, samen zijn dat er 120 in 12 bladen, dus 10 WS2812 LEDS per blad:
Jammer dat er maar één montagevoetje bij is geleverd.
Ook niet extra bij te bestellen.
Dus heb ik een OPENSCAD 3D-ontwerpje voor de 3d-printer gemaakt, het met de prusa mini+ printer in Grijs ASA geprint, nog wat aangepast en daarna hier gedeeld:
Print met de kant onder waar het slot voor de montage van de camera zit. Support alleen op bed aan en ik heb het dus met ASA geprint op mijn prusa mini+, 100 graden bed en 270 graden nozzle, 0.15mm laaghoogte in 18 minuten.
Dubbelzijdige tape erop , netjes tussen de randjes en dan kan ie op de voorruit van de auto! En de camera kan er dan ook weer vanaf, terwijl de voet blijft zitten op d eruit. Het best kun je de voet met camera passen achter de spiegel, de kabel kan aan de rand van de hemel worden gestopt, naar rechts en dan achter de A-stijl bekleding, naar onder en onder de vloerbedekking of onder het dashboard langs naar de sigarenaansteker…
Op deze manier kun je de kabel laten zitten en de camera op verschillende plekken (of in verschillende auto’s) gebruiken. De kabel kun je natuurlijk ook steeds meeverhuizen in plaats van allemaal USB-C kabels kopen.
Deze camera is ook heel handig te monteren op de achterruit!
Mijn Atto3 had oorspronkelijk zilverkleurige C-stijl covers. Ik heb een set zwarte covers besteld die bovenop de bestaande covers gemonteerd kunnen worden. Het resultaat is te zien op de bijgevoegde foto’s. Het monteren van deze covers is erg gemakkelijk omdat langs de randen aan de binnenkant een strook 2-zijdig tape is geplakt. . Je hoeft alleen maar de afplaktape een beetje te verwijderen, de cover te plaatsen waar hij past en voorzichtig de afplakstrip helemaal van de binnenkant af te scheuren. Druk aan en je bent klaar!
Ik sleep met mijn HD Heritage softail vaak op rotondes als ik niet oplet net met mijn linker- en rechter zijkant over de straat.
Dat is op te lossen door de motor een iets hogere positie te geven. Om dit te doen, kun je aan de voorkant de voorvork iets verlengen en je kan ook de achterkant iets verhogen door bij mijn Heritage softail de schokbrekers iets in te korten. De schokbrekers van een softail zijn namelijk geen PUSH maar PULL uitvoeringen, dus kortere schokbrekers betekent een hogere zit. Als je de schokbrekers langer maakt, verlaag je de motor.
Bij Midwest motors in Australië heb ik een tijdje terug 2 nieuwe chrome schokbrekers besteld die een ruim regelbereik hebben. Deze schokbrekers heb ik ingesteld op de kortste stand en daarna gemonteerd. Hiermee komt mijn motor tijdens het rijden ca. 3 cm hoger. Geregeld!
Bij het loshalen wel even de schokbrekers blokkeren!
Rechter zijkant, montagepunt rechter schokbreker aan de achterbrug
Eerst worden de achterste delen van het lamphuis verwijderd, de remleiding naar de voorste remklauw losgemaakt en de binnenunit van de koplamp verwijderd.
Vervolgens kunnen de bovenste grote schroeven van de voorvork worden verwijderd. Hiervoor heb ik mijn grote dopsleutelset gebruikt:
Daarna heb ik de 2 bouten losgedraaid die de voorvork in de onderste stuurplaat klemmen. Daarna heb ik de motor een beetje opgehoogd met mijn Harley motorlift:
Met een beetje moeite en wat smeermiddel in het gebied rond de onderste vorkplaat op de plaats waar ze vastzitten, glijden de vorken naar beneden. Ik laat ze ongeveer 2 inch onder de bovenste stuurplaat doorglijden.
Verwijder vervolgens de grote bouten en let op dat er behoorlijk wat druk onder deze bouten staat door de vorkveren. Ik plaatste een stalen plaat tussen de bovenkant van de bouten en het gat waar ze eerder waren vastgeschroefd. De bouten komen met een knal los. Ze worden opgevangen door de plaat. Als beide bouten los zijn en door de stalen platen worden vastgehouden, kun je de motorlift langzaam omhoog brengen zodat de veren vrij kunnen bewegen. De bouten zullen naar beneden vallen, dus zorg ervoor dat je ze vangt om schade aan je voorspatbord en gastank te voorkomen.
NB: Mijn HD Heritage model heeft 2 identieke veren, dus de procedure is hetzelfde voor elk van de vorkunits. Bij andere modellen kun je verschillende situaties tegenkomen, zoals 1 veer aan 1 kant en geen veer aan de andere kant. Dit is normaal.
Nu kunnen de nieuwe extenders worden gemonteerd. Plaats ze tussen de veer en de plaat met de bout van een poelietrekker, zoals op de foto:
Steek vervolgens de bout van de poelie door de onderkant en duw de veer in de vork, waarbij je aan het einde de nieuwe bout van de poelie in de vork schroeft. Het zou er dan zo uit moeten zien:
Zet de bouten aan beide kanten in de vorken vast, duw de vorken omhoog OF laat de lift zakken en wiebel een beetje totdat de bovenkant van de bouten in de gaten van de bovenste stuurplaat zitten.
Zet dan de eindbouten met nieuwe rubberen ringen erin en monteer alles weer terug. Vergeet de leiding van de voorrem niet! Deze heb ik bijgevuld met nieuwe remvloeistof, Dot 5.
Dus- ik was op zoek naar nieuwe 2 inch overstock shrouds maar kon ze nergens in de buurt krijgen. Uiteindelijk heb ik een nieuwe set besteld met 4 inch overstock. Als het te lang is, zal ik ze op de draaibank terugdraaien naar 2 inch overstock. Maar dat wordt een andere post.
Zo ziet het er in het echt uit, nog zonder de overstock shrouds:
Door mijn onvoorzichtige gedrag heb ik de verwarmings Mosfet van mijn Voron 2.4’s Stealthburner toolhead PCB beschadigd.
Deze printplaat is een Mellow Fly SB2040 Pro plus. Hij heeft een versnellingsmeter, een 2240 TMC en werkt met PT100 voor de verwarming. Het werkt heel goed via Canbus en mijn geïnstalleerde PICAN USB-interface op de RPI.
Maar toen ik een andere nozzle in de hotend monteerde, maakte ik kortsluiting in de keramische verwarmingscartridge en blies de verwarmingsmosfet op. Zie de volgende foto:
Ik heb een nieuwe print besteld en nu kon ik het onderdeelnummer achterhalen:
Ik heb uiteindelijk 5 stuks vervangende B6066 Mosfet modules besteld op Ali, en ze werden gisteren geleverd, binnen 2 weken.
Ik heb de defecte chip gedesoldeerd met mijn SMD-warmtepistool, en er een nieuwe in gedaan met datzelfde verwarmingspistool, werkt erg goed!!!
Wat is er mis met dit ABS-geprinte teststuk na mijn overstap van een standaard 0,5 mm spuitmond naar een 0,6 mm Chinese CHT high-flow spuitmond?
Ik heb niets anders veranderd dan de Curaslicer-instellingen van 0,5 mm naar 0,6 mm en ook in Klipper heb ik in de printer.cfg de instelling veranderd van 0,5 naar 0,6 mm nozzle diameter.
Uiteraard heb ik ook de gcode opnieuw (Cura) gesliced voordat ik de testblokjes printte.
Het is geprint op mijn Voron 2.4R1- 300. met een nozzle zoals op de onderstaande foto:
Deze specifieke nozzles zouden meer flow moeten kunnen produceren omdat het invoerkanaal uit 3- in plaats van 1 gaatje bestaat. De punt is – uiteraard – slechts 1 gaatje.
Remedies:
Na de mislukte print heb ik het volgende gedaan:
Het ABS filament vervangen door een nieuwe verpakking. Geen verandering.
Ik heb de retractie-instellingen in Curaslicer gecontroleerd en die waren prima, tussen 0,5 en 1 mm.
Ik heb de gcode getest op mijn grote Voron die ook een 0,6 nozzle heeft en deze werkte prima.
Dus- ik controleerde de invoer van het filament op weerstand en dat ging heel moeilijk. Blijkbaar is er iets dat weerstand veroorzaakt in de weg van de ingesloten filament box naar de extruder.
Ik heb de filament sensor verwisseld omdat deze nogal wat weerstand veroorzaakte en dit maakte wel wat verschil in het printresultaat, maar niet zo veel.
De extruder gecontroleerd en opnieuw gekalibreerd, geen verandering nodig. 50 mm extrusie was inderdaad precies 50 mm filament dat erin ging.
Alles leek in orde, maar ik kreeg nog steeds dezelfde blobby buitenkant op het geprinte testblokje.
Uiteindelijk heb ik de nozzle losgeschroefd en raad eens: het is een 0,8 mm nozzle die in hetzelfde plastic zakje zat als al mijn bestelde 0,6 mm nozzles. Dit had ik natuurlijk van tevoren moeten controleren!
Ik heb er een nieuwe Chinese CHT 0,6 mm spuitmond uit de zak ingedaan en nu is alles weer goed! Althans – een stuk beter…. EN de afdrukken zijn redelijk goed bruikbaar,
Beide foto’s: Voron 2.4 print ABS op 280 graden, Cura en Klipper instelling voor een 0.6mm nozzle. Links is een 0,8mm nozzle gemonteerd, rechts is een 0,6mm nozzle gemonteerd, Beide nozzles zijn de high-flow ‘CHT’ Chinese nozzle versies met 3 interne flowkanalen.Ik heb snel een paar rode ABS onderdelen geprint die ik nodig heb voor mijn grote Voron 2.4R2-600.
Klein resterend overblijvend probleem: vage X- en Y-wanden
Ik ben nog steeds bezig met het blobby oppervlak, zoals te zien is in de bovenstaande foto, de rechts geplaatste testkubus. Ik zal het met een ander filament proberen! Het is trouwens niet de fuzzy skin optie. Het kan te maken hebben met de hoge temperatuur die ik gebruik met dit specifieke ABS filament, afhankelijk van de toepassing ga ik tot 280 graden. Het beste is om dit eerst te proberen met PLA op 180-190 graden, denk ik.
Ik kreeg net een zogenaamd slim idee – zou het kunnen dat ik de temp voor mijn extuder altijd veel te hoog had staan en dat zo’n hoge temp door de betere nozzle met meer flow niet meer nodig is?
Dat zou kunnen verklaren waarom de afdrukken nu perfect en glanzend zijn, maar de X- en Y-wanden zijn wat wazig.
Dat zou kunnen komen door de hoge temperatuurinstelling van de extruder.
Ik zou ook kunnen proberen om de printventilator aan te zetten, of in ieder geval hoger dan mijn gebruikelijke 25% voor ABS.
Dan kan ik zien wat het effect is, of gewoon de extrudertemperatuur verlagen van 285 naar 250 voor mijn rode ABS. Probeer het eens. Ik laat het je weten!
BTW, ik heb deze ABS nog nooit geprint met een glanzend XY-oppervlak. Het was altijd mat, ook op 285 graden. Mogelijk had de standaard nozzle gewoon een hogere temperatuur nodig? Ik heb eigenlijk nog nooit van zoiets gehoord, we zullen zien.
De volgende 2 foto’s laten zien wat het printresultaat was toen ik printte op 240 graden, 0,6mm nozzle en de rest was onveranderd…
De wanden printten best mooi, alleen de bovenkant is niet wat ik wil. Ik moet daar in de slicerinstellingen nog eens naar kijken
Voorheen had ik nooit last van stringing met het rode ABS filament. Dit was ook een stuk minder toen ik dit ABS testblokje op 240 graden printte in plaats van 285 graden.
Ik zal nog een laatste test doen met de optie om het Z-oppervlak beter glad te maken, dat zal ik hier ook laten zien! Het kan ook zijn dat de wandbreedte voor het bovenvlak verkeerd is ingesteld, we zullen zien. Of de temp voor final printing te laag, of de part-fan iets te veel op 30%?
Uiteindelijk heb ik de beste balans gevonden voor dit rode ABS filament, in combinatie met deze nozzle: 265 graden nozzle, 110 graden bed, 25% fan na 4 mm. printsnelheid 140mm. Dat produceert sterke prints, vrijwel geen stringing en geslogten opppervlakken aan onder- zij- en bovenkant!
De keuze voor de hard- en firmware van de elektronica is als volgt:
Raspberry PI4B 2GB met MAINSAIL en Klipper
Octopus pro 1.01 F429 1MB moederbord met KLIPPER firmware
PICAN CANBUS adapter USB-CANBUS met Candlelight firmware
Mellow/Fly SB2040 PROplus CANBUS module voor de toolhead met CANboot en Klipper firmware
BTT Knomi V2 in de Stealthburner kop
10-LEDS opstelling met 8 minileds voor het Voron LOGO en 2 RGB LEDS voor de verlichting van de nozzle van de Stealthburner
Fot van het passen van de onderdelen op de Stealthburner. Hierbij zit ook de TAP Z-sensor van ChaoticLab. Toen ik de onderdelen monteerde, had ik het KNOMI-front nog niet geplaatst op de Stealthburner.
Raspberry PI, gebrand met meest simpele RPI’s Debian basispakket via raspberry pi imager
via de PUTTY interface : Installeer KIAUH, en daarna: start KIAUH
Auto-startfile gemaakt voor de Canbus in de PI en opnieuw opgestart
Installeer Klipper op de Mellow/Fly SB2040 Proplus via de Canbus interface PICAN-SB2040
Maak het klipper.bin bestand voor het Octopus bord binnen Klipper op de PI en brand het vervolgens als firmware.bin op een FAT-32 geformatteerde microSD kaart. Plaats vervolgens de microSD-kaart in het OCTOPUS-bord om de KLIPPER-firmware te laden.
installeer een paar ondersteunende pakketten op de PI viaPUTTY
NB: In plaats van MAINSAIL kunt je Fluidd of Ocvtoprint gebruiken. Maar- Mainsail geeft je naast printmanagement ook direct toegang tot al je configuratiebestanden, daarom gebruik ik Mainsail.
Voor een specifieke printopdracht heb ik echt een grote 3d printer nodig.
Het maximum dat ik voorheen in volume kon printen was 330x330x400 op mijn A30M.
Maar die printer kan alleen PLA printen omdat hij geen behuizing heeft en het glazen bed niet in staat is om boven de 70 graden Celsius te komen.
Na veel zoeken heb ik besloten om een nieuwe Voron 2.4 3d printer te bouwen met de afmetingen 600 x 600 x 480 mm. De belangrijkste reden voor deze bouw is dat ik graag iets bouw in plaats van iets te kopen dat ik achteraf toch weer wil veranderen.
De buitenmaat van de printer voor deze bouw is 760x760x750, wat precies past bij mijn beschikbare ruimte.
Omdat de deuropening van mijn printhok 700 mm in de breedte is, kan ik de Voron 2.4 niet groter bouwen dan dit, in ieder geval niet aan een van de zijkanten.
De printer moet natuurlijk wel de kamer uit kunnen als dat nodig is.
Daarom wordt de hoogte van de buitenkant 700.
Dit betekent dat de maximale Z-printhoogte ‘slechts’ 480 mm zal zijn.
Als de printer ooit naar buiten moet, wordt de kap verwijderd en moet hij 90 graden worden gekanteld voordat hij naar buiten kan.
Maar dat is prima, ik denk niet dat de printer snel weg zal gaan.
De bouw gaat vrij snel. Alle elektronica en geprinte onderdelen zijn beschikbaar.
De 2020 extrusies zijn gisteren (26 januari 2024) geleverd, dus komende week week ga ik de extrusies snijden, boren en van schroefdraad voorzien en begin ik met de bouw van het frame.
Octopus pro F429 (more memory for using with Klipper)
Mellow Fly SB2040 pro voor in de Stealthburner met alles wat je nodig hebt in één klein pakketje: 2240 driver. hotend driver en temp reader, fan drivers, PT100 converter, RP2040 chip, meerdere aansluitingen voor eindstops, RGB voor LEDs, en bovenop dit alles is er een interne accellerometer aangesloten op de SPI pinnen van de RP2040!
Andere mogelijkheden om de printer te kunnen verplaatsen zijn ook overwogen.
Gdeeltelijk demonteren kan natuurlijk ook, maar is wel erg omslachtig.
Er hoeft maar één kant binnen de 700 mm te zijn en dat zou ook de diepte van de constructie kunnen zijn.
Als ik hiervoor zou kiezen, zou het printbare volume 600 mm breed x 540 mm diep x 600 mm hoog zijn.
Dat lijkt veel beter dan 600x600x480.
MAAR – in mijn ervaring met het printen van GROTE onderdelen, heb ik nooit de top van mijn grote printers bereikt.
Bij mijn grote prints was altijd alleen de X en Y zo groot mogelijk nodig.
Klinkt dat logisch? Uiteindelijk ben ik daarom bij de kleinere Z-hoogte gebleven omdat dit ook goed past \bij mijn beschikbare ruimte.
My Voron 300 with the top head mounted. This gives the required clearing when printing higher objects.
De stealthburner extruder inclusief hotend, hoewel nog niet geïnstalleerd, en de SB2040pro CANBUS-module. De KNOMI-module wordt later ook geïnstalleerd.
Zoals op de bovenstaande afbeelding te zien is, heb ik ook de CNC-bewerkte TAP-module van chaotic lab met de OMRON-sensor geïnstalleerd.
Omdat ik een bed ga gebruiken met een X-Y van 600×600 mm, verwacht ik dat ik een zeer goede Z-sensor nodig heb, zoals hopelijk de TAP zal blijken te zijn.
Eerst zijn de extruderonderdelen en alle bewegingsonderdelen geprint.
Gelukkig waren er al wat onderdelen voor de Z-assen over van een eerdere bouw. Voor het portaal kocht ik een complete set CNC-bewerkte aluminium onderdelen.
aluminum CNC parts for the gantry
aluminum back plate for the Clockwork extruder, the top part of the stealthburner extruder.
Voorlopig maak ik de buitenkappen van dun triplex hout.
Pas als alles goed is en ik weet dat de printer perfect werkt, zal ik beslissen hoe ik verder ga.
Mijn eerdere model Voron 2-300 heeft allemaal transparante acrylaatkappen en dat is mooi, maar altijd vies van de dampen.
Ik ga misschien aluminium dibond gebruiken aan alle zijden behalve de voorkant.
Als ik dibond gebruik, schroef ik het direct op de 2020 profielen om zoveel mogelijk stevigheid te krijgen.
Als hotbed is een Tronxy 24 Volt 500 Watt 600×600 verwarmd bed besteld en ontvangen, zoals wordt gebruikt in de grootvolume HEVO-printer van Tronxy. Bedankt Tronxy!
In deze bouw zal ik 3 extrusie 2020 onderdelen gebruiken om dit grote bed in het frame van de Voron te monteren.
Het bed zal inclusief extrusies kantelbaar en scharnierend aan de achterkant worden gemonteerd.
Ik denk niet dat ik de printer ooit zal omdraaien als hij eenmaal op zijn plaats staat in mijn printerwerkplaats.
Om bij de elektronica te kunnen is het maken van een kantelbaar bed echt de enige oplossing.
Helemaal werkend, ook de Mellow Fly SB2040 PRO met TMC2240 (met SPI en met DIAG1 op pin sb2040:gpio8!!)
Ik wil de printer nooit omdraaien, bovendien kan dat ook helemaal niet in de beschikbare ruimte. Daarom de din-rails met beugels tussen 2 stuks 2020 in geplaatst en alle hardware van bovenaf bereikbaar, ,met scharnierend hotbed.
De klep met het 24 V 500 Watt hotbed van Tronxy er aan vast…
Kabels op lengte gemaakt, nieuwe connectoren eraan gemaakt en alles netjes gemaakt.
Ik bouw meestal mijn eigen 3d printers, voornamelijk op basis van bestaande ontwerpen.
De reden hiervoor is dat ik het gewoon leuker vind om zelf te bouwen dan kopen en gebruiken.
Ik had dus een reden om een printer te kopen die langere objecten kan printen dan 350 millimeter, waartoe ik nu beperkt ben.
UIteindelijk heb ik de Voron 600 gebouwd, maar ter info houd ik de informatie in dit artikel wel beschikbaar.
Na wat onderzoek vond ik 4 echte alternatieven.
De eerste is de Creality CR-30:
De tweede is een white knight (Zelfbouw/nabouw):
De derde is de Ideaformer IR3 V1:
En de vierde is een ombouw van een bestaande eEnder-3, de EZ-belt ‘open source’ belt printer.
Mijn keuze is uiteindelijk op de Ideaformer gevallen vanwege de core XY structuur en de goede verkrijgbaarheid van het roterende bed, de ‘belt’.
Alle hardware zoals framedelen, X-as zijplaten, extruder, hotend, moederbord, steppers, tandwielen en -riemen, lagers, bouten en moeren heb ik voorradig..
Ik ga sowieso voor een Duet2wifi-board, omdat dit bij mij bekend is en ik de webinterface van de Duet erg prettig vind. Er zal een ESP32-camera worden toegevoegd en deze zal ook worden geïntegreerd in de webinterface van de Duet, net als bij mijn andere printers.
Aan te schaffen:
Ik zal een goede 24V PSU moeten aanschaffen, maar om te beginnen ga ik misschien voor een externe voeding van 24 Volt.
De riem en bijbehorende verwarming zijn ook al binnen via Ali, ik heb dus gekozen voor een Ideaformer riem, 320mm breed, 1,3 mm dik en een omtrek van 1180mm. Zoals ik heb gemeten is de lengte van het bed ca. 56 cm , afhankelijk van de dikte van de transportrollen. Bij de ideaformer zijn die rollen 3 inch dik, en van aluminium.
Laatste status 2024-maart: Dit project staat even on hold omdat ik de Voron 600 heb gebouwd, deze kan diagonaal erg grote objecten printen die ook behoorlijk hoog kunnen worden geprint. Ik heb wel alle spullen voor de ideaformer belt drive 3d printer beschikbaar, dus ga er bij gelegenheid wel aan beginnen!
Eerst de linker helft van de hobbykamer helemaal leeggehaald, daarna de F-rails aan de muur gemaakt. Vervolgens de vooraf op maat gezaagde ODF platen van 244×61 cm geplaatst. Daarna alles weer opnieuw ingedeeld.
Uiteindelijk heb ik alleen de 9 meest gebruikte 3d-printers geïnstalleerd, de rest heb ik voorlopig even opgeslagen. In de praktijk gebruik ik mijn delta printers nooit voor productiewerk en de KP3 printer is ook nooit meer voor productiewerk in gebruik sinds ik voor het serieuze productiewerk ook mijn 2 Prusa mini + printers heb.
Voor de CNC- en laser graveer machines heb ik nog geen vast plekje vrij kunnen krijgen. Maar eigenlijk wil ik dat soort equipment sowieso niet binnen gebruiken. Daarom staan de grote CO2-lasercutter en de 2 groteCNC machines al in de garage. Als er werk voor is kan ik altijd de kleine CNC machine en de kleine laser graveermachines tijdelijk in de garage plaatsen.
Ook het werkplekje in de hobbykamer voor het raam is opnieuw gemaakt, en de rechterkant van de kamer is helemaal gelijkvormig gemaakt met 3 stellingrekken naast elkaar en F-rails met dragers en 40cm diepe platen ODF daarboven.
Nu kan ik lekker overzichtelijk werken. De 3d printspullen staan allemaal links en aan de rechterkant heb ik nu alle computer-gerelateerde zaken staan.
Ik heb ook een aantal Eurobakken gekocht van L60xB40xH20 voor een redelijke prijs, zodat ik zowel de 60cm diepe als de 40cm diepe ODF platen helemaal kan benutten en alles netjes kan sorteren.
De gebruikte onderdelen: Meestal gebruik ik een AVR-type microcomputer zoals een Nano of een Mega maar bij een paar projecten met LEDS loop ik steeds vast op de beperking van geheugen. Daarom ben ik voor meer complexe projecten overgestapt op de Seeed studio XIAO SAMD21. Lekker klein, snel en veel beschikbaar geheugen. Wel jammer dat ik alle code van de klok en dergelijke opnieuw moest maken, omdat de eerder gebruikte code alleen op AVR typen werkte.
De klok spreekt voor zich, de LDR gebruik ik voor automatisch aanpassen van de lichtintensiteit, indien gewenst. Alle belangrijke instellingen zijn via de USB-poort in te stellen. De klok draait op UTC tijd en stelt zich zelf op het juiste moment in op de lokale zomer-of wintertijd. Je moet dan eerst wel in de code de juiste regio selecteren.
Gemonteerd en heel compact:
En de montage van de 4 delen van de klok-LEDS in de 3d-geprinte ring waarin de delen met de LEDS worden gemonteerd:
En de werkende klok hier nog met een Arduino nano in plaats van een Seeeduino XIAO SAMD21 M0 en met een standaard klok voorbeeld programma:
Het coderen van een ster is iets complexer dan een ring omdat je meer figuren kan maken. Een klok weergeven in een ster is misschien ook mogelijk, maar je moet er dan wel wat fantasie bij gebruiken.
Deze review vervangt mijn eerdere reviews van mijn Atto 3, omdat alle door mij gewenste software verbeteringen de afgelopen periode zijn ingevuld. Inmiddels is software versie 1.4 via de OTA in de auto geladen op 18-9-2023 en is de auto wat mij betreft qua software helemaal OK.
Dat is natuurlijk erg persoonlijk. ik ben inmiddels gewend aan de piepjes en andere geluidjes die het systeem maakt wanneer er iets wordt gesignaleerd of gedetecteerd dat ik niet direct altijd als gevaarlijk interpreteer.
Dat het systeem ingrijpt bij gevaarlijke situaties heb ik inmiddels zelfs leren waarderen. Laatst reed ik gewoon in de stad (zonder cruise control aan of zo) achter een voorganger die opeens midden op de kruising vol op de rem ging om onbekende reden. Voordat ik kon remmen werd de auto al erg fors afgeremd zodat er geen aanrijding plaats had. Ik had eerder nog geen soortgelijke ingreep van de auto gehad en was er erg blij mee. Het geeft ook aan dat je eigenlijk pas weet wat je nodig hebt wanneer je het (ongemerkt) hebt. Ik ben op dit punt dus helemaal om. Veiligheid lijkt soms betuttelend maar een aanrijding voorkomen is wat mij betreft genoeg reden om de veiligheidsaspecten van de Atto 3 te waarderen.
Ingrijpen door de auto op het stuur wanneer je de rand van de weg te veel nadert vond ik eerder heel vervelend, en het bijbehorende piepje dus ook. Maar ik kan ook iets meer afstand van de berm houden en het ingrijpen voorkomen. Kwestie van doen.
Zoals ik in mijn eerdere reviews al had aangegeven waren er best veel zaken qua luchtbehandeling net niet lekker ingeregeld, waardoor rijden met de wagen niet comfortabel was. Dat waren zaken als haperende airco bediening, of net de verkeerde luchtverversingsfuncties beschikbaar maar ook dingen als het feit dat de airco niet onthield wat de laatste stand van de instelling was en daar volgende keer weer standaard mee zou moeten beginnen. Dat lijkt nu allemaal wel helemaal opgelost. Wat overblijft is dat de airco prima de ruit schoon blaast als het vochtig is buiten (en daardoor ook vochtige lucht in de auto komt). Maar het wordt daardoor wel erg koud in de auto en een tussenstand is er niet. Het is koelen OF verwarmen. En steeds omschakelen is ook geen doen. Maar even afwachten of hier een oplossing voor komt.
Ook beloofde naleveringen zoals Apple Carplay en Android auto zijn er al weer een tijdje. Zelf gebruik ik Android auto en dat werkt helemaal top!
Negatieve puntjes die over zijn gebleven:
1) De trekhaak heb ik, maar de auto mag officieel geen gewicht trekken omdat de auto niet ‘gehomologeerd’ is. Dat wil zeggen dat er geen trekgewicht staat op het Certificate Of Conformity van de auto. Dat kun je later nooit meer krijgen, alleen bij de kentekening van de auto. Erg jammer, vooral omdat ons min of meer mondeling beloofd was bij de aanschaf dat dat allemaal nog wel zou komen.
2) Geen standaard dashcam functie terwijl de kabel wel is voorgemonteerd. De camera is gewoon niet af-fabriek (voor NL) gemonteerd. Dat heb ik achteraf zelf opgelost, lees HIER.
3) Geen regensensor voor de ruitenwisser. dat was ik even helemaal niet gewend dus was het extra wennen dat ik steeds zelf de schakelaars moet bedienen. Dit kan ik oplossen maar ik ben er vanwege een probleempje met mijn Traction Avant nog even niet aan begonnen. Zodra de garage weer beschikbaar is begin ik aan de regensensor inbouw. Lees HIER de voortgang.
Verder nog gedaan:
Ik heb achteraf zelf een reservewiel geplaatst, heb je natuurlijk nooit nodig maar wanneer je het wel nodig hebt.. ja, precies!
Camera op achterruit. Naast de dashcam achter de voorruit heb ik de dashcam die ik tijdelijk VOOR had, een Garmin mini2, naar de achterruit verplaatst. Die had ik opeens toch over. Gewoon stroom via de lange voedingskabel uit de USB aansluiting gehaald, achterop de middenconsole. De Garmin werkt via een app op de telefoon, ik ga nog kijken of iik dat ook via Android auto kan laten lopen, zodat ik het overzetten van beeld ook via de USB aansluiting onder het dashboard kan laten lopen.
Rij-ervaringen
De auto heb ik al vanaf mijn eerste rit in november 2022 prettig gevonden qua rijbeleving en weggedrag. Door de software verbeteringen is mijn beleving nog beter geworden. De Atto 3 rijdt niet als een kleine middenklasser maar gedraagt zich op de weg heel vergelijkbaar met mijn vorige auto(‘s), Volvo V70. Misschien een rare vergelijking, maar ik rijd ook met regelmaat in andere auto’s en daarmee ervaar ik wel verschil maar tussen de Atto 3 en een laatste versie V70 dus niet. Ja kan ook zeggen dat een V70 een lompe bak is natuurlijk, maar dat is met de laatste versie V70 niet mijn ervaring. PS: Mijn laatste versie V70 F (BW), 2 liter benzine/LPG had een leeggewicht van 1450 kilo, de Atto weegt leeg 1825 kilo….
Maar goed, ik was en ben nog steeds erg tevreden over de Atto 3.
Wat rij-ervaringen betreft en het bereik van de auto heb ik gedurende de afgelopen 15.000 kilometers ook wel het een en ander meegemaakt. Uiteindelijk viel het mij helemaal niet tegen. Je gaat er na een tijdje anders mee om dan met een ICE auto. Nu vertrek ik meestal met een volgeladen auto. Dat kost nl. toch geen extra gewicht en de blade accu van de Atto 3 kun je net als een Tesla 3 niet overladen. En je kan het laden ten minste 10.000 keer doen, tot helemaal vol. No problem. Dat is heel anders dan bij veel andere elektrisch aangedreven auto’s.
Wanneer ik ’s avonds thuiskom gaat de auto dus altijd aan mijn lader en ik maak me onderweg helemaal geen zorgen over bijladen, tenzij ik naar het buitenland ga. Dan plan ik een stop in om te laden. Met het rijbereik van de Atto 3 van WLTP 420, en regulier zonder op te letten 350 km kom ik net niet heen en weer tussen Amsterdam en Groningen. Die afstand is 400 km heen en weer en dat vind ik niet fijn, bijna leeg rijden. Dus ergens na tenminste 100 km te hebben gereden gewoon een willekeurig laadpunt pakken om 100 km bij te tanken is genoeg om ook weer terug te komen.
Rijden in een EV is wat dat betreft wel heel anders dan een auto op fossiele brandstof. Even snel volgooien duurt sowieso wat langer dan aan de pomp hangen.
De Atto 3 weegt dus wel 1825 kilo. Minpuntje dat samenhangt met een betrekkelijk zware EV: Je moet echt erg opletten met sommige verkeersdrempels, om er niet altijd zomaar met de geadviseerde snelheid overheen te gaan. Vaak gaat het goed maar ik heb er inmiddels 1 in mijn route zitten waar ik niet sneller dan met 40 overheen wil terwijl er een advies staat van 60. Op een 80 km/h meg. het erop rijden is OK, maar met afrijden is het bij 60km/h net of je van een platform af valt
Verbruik en laden
Maar, met name bij de buitenland reizen het afgelopen jaar bleek dat alles heel goed gaat wanneer je vooraf bekijkt WAAR je WAT met welke pas of app kan laden. Omdat de Atto3 ‘ maar’ met 88 kiloWatt kan snelladen duurt het wel even om helemaal opnieuw de auto te laden. Dus doe ik dat bij 40-50 % overgebleven lading. En dan is 15 minuten genoeg om weer op 90-95% te zitten. Dan moet je misschien meer stoppen onderweg maar dat vind ik voor 15 minuten niet zo erg. Je rijdt met de Atto 3 van 100% naar 50% ongeveer 210 kilometer. Dus stoppen bij ca. 200 km na 2 uur rijden dus past mij heel prima.
En dan kom je op het echte verschil tussen fossiel rijden of elektrisch: Alles wat je doet kost stroom- en bij een EV dus ook rijbereik. Tegenwind: 10% minder bereik. Gemiddeld verbruik bij 90 km per uur is ca. 14 kWh voor 100 km dus kom je dan met ene volle tank van 60 kWh ruim 400 km ver, zelfs de 420 km WLTP waarde kun je dan halen. Tenminste, ’s zomers met 90-95 km/h op een vlakke weg zonder storm, zonder tegenwind en zonder al te veel belading.
Ik heb een aantal rijscenario’s uitgeprobeerd en mijn meest opvallende scenario is op de A2 van Breukelen naar Abcoude met 130 km/h zonder tegenwind of storm, wel ’s avonds met verlichting aan. Gemiddeld verbruik: 35 kWh voor 100 km. Als je dus langere duur 130 km/h zou rijden kom je krap 250 kilometer ver en dan is de accu leeg.
Opeens begreep ik waarom de Atto 3, net als de meeste nieuwe kleinere EV’s is afgetopt op 160 km/h…
Wanneer je vooral op provinciale wegen rijdt en/of stedelijk en je kan je voet een beetje bedwingen met accelereren, kun je gemakkelijk onder de 15 kWh/100km blijven, ik red soms zelfs gemiddeld 14 kWh/100km.
Het blijft natuurlijk toch een small/medium SUV en de daarmee samen hangende mindere stroomlijn heeft ook negatieve invloed op het verbruik..
De Traction Avant doet het weer NA DE REPARATIE 28-9-2023:
Ik moet daar wel bij melden dat het geen origineel differentieel betreft, maar een samengesteld differentieel dat de Citroën ID 4-bak koppelt aan de Traction Avant BN aandrijfassen.
LEES ONDER VERDER
voor het verslag over het gesperd differentieel:
de oorzaak, de oplossing en de aanpak:
DAG 1
Al een tijdje deed mijn cruise control het niet dus wilde ik dat repareren.
Daarom heb ik de onderste veerarm van het linker voorwiel op een bok gezet, met het wiel net vrij. Vervolgens heb ik de sensor van de cruise control goed afgesteld op de magneet die op de aandrijfas-flens van het linker voorwiel is gemonteerd.
Vervolgens de motor gestart en het linker wiel laten draaien om te checken of alles nu goed werkt. Dat heb ik op verschillende snelheden gechecked omdat de cruise control pas vanaf ca. 50 km/uur begint te werken. Maar de wagen bokte opeens na een paar keer uitproberen. Ik heb snel de koppeling ingetrapt en de motor afgezet.
Daarna wilde ik het linker wiel even met de hand draaien en daarbij merkte ik dat het wiel niet meer kon bewegen. Kan natuurlijk gebeuren, als een versnelling is ingeschakeld. Maar ik doe dat nooit. Ik parkeer in de garage altijd met de versnellingsbak in neutraal, omdat ik de auto nog weleens wat wil verplaatsen.
Dus – even checken en de bak stond gewoon in neutraal. Dat is gek. Andere wiel opgekrikt en beide kanten op de bok. Het wiel draait nu prima, alleen draait het andere wiel gewoon mee als ik aan het linker wiel draai. En dan nog wel in dezelfde richting. Oeps.
Opeens was ik helemaal niet meer bezig met de cruise control, maar zag ik visioenen van een complete versnellingsbakrevisie. Of tenminste het differentieel, in het bijzonder de satelliet- en planetaire wielen. Maar dat kan toch zomaar niet?
Om er achter te komen zit er natuurlijk maar één ding op: Het differentieel uit elkaar halen en zien wat er aan de hand is.
Klinkt gemakkelijk, maar bij mijn Traction Avant is geen gewone 3-bak gemonteerd, maar een Citroen ID 4-bak (langeslag motorversie), samengebouwd met een koppelingshuis van een Traction Avant. Dat was al een behoorlijk klusje, dus eruit en hopelijke er snel weer in gaat even tijd en moeite kosten.
Maar OK, ik heb het al een paar keer eerder gedaan dus gewoon beginnen en we zien wel.
Dus even nadenken.. het is al een aantal jaren terug dat ik de 4-bak heb ingebouwd, even op mijn website kijken hoe ik dat ook al weer deed…
Dus in deze volgorde demonteren: 1) Motorkap, 2) grille, 3) voorbumper, 3) toeters, 4) kabelboom, 5) radiateur, 6) dynamo-aandrijfriem, 7) schutbordje versnellingsstangen, [ nu de krik en/of support eronder], 8) ophangbrug versnellingsbak/aggregaat, 9) ophangbeugel versnellingsbak en beide schakelstangen (afneembaar en specifiek voor dit type versnellingsbak gemaakt) ,
10) linker wiel bovenste fusee lossen,
11) linker wiel flex remslang lossen,
12) asflenzen van bak losmaken 13) opkrikken bak ca 10-15 cm zodat er ruimte is om de flanges te verwijderen,
14) asklauwtjes uitpersen met speciale pers, hierdoor komen de flanges naar buiten uit de bak,
15) bak losmaken van koppelingshuis en demonteren,
16) Differentieel uit bak halen [alles per kant merken en in 2 aparte links/rechts gemerkte bakjes opruimen, anders moet alles opnieuw worden ingemeten en -gesteld],
DAG 2
17) differentieel demonteren….
En daar zat de fout. Bij het demonteren van het differentieel bleek de pasbus die ik ooit had gemonteerd in het ID-kroonwiel om de uitgaande as van de TA te geleiden, vast zat om de uitgaande as en kennelijk geprobeerd had om te bewegen in het kroonwiel.
Het lijkt er op dat er onvoldoende vrije ruimte zat in de binnenkant en te veel aan de buitenkant. Ik heb destijds die pasbus uit de vriezer gehaald en in het in de oven verwarmde kroonwiel geplaatst maar dat is geen garantie voor succes gebleken.
Na het uitpersen van as en bus uit het kroonwiel blijkt de schade oppervlakkig. De buitenkant van de pasbus is het meest gehavend,
De binnenkant van het kroonwiel waar de as doorheen moet heb ik gehoond en de as met bus heb ik afgedraaid.
Dat afdraaien was nog wel een klusje want met de drieklauw op de draaibank kreeg ik het niet gecentreerd, ook niet met een vulbus. Dus de 4-klauw gemonteerd en ook met vulbus tegen eventuele schade om de spiebaan van de as heen, netjes gecentreerd midden op de as.
Daarna 0,14 mm in diameter afgedraaid, opgezuiverd met 1600 schuurpapier en olie erop. Het paste prima, zonder olie kun je de as net heen en weer bewegen. Met versnellingsbakolie dempt dat bewegen zodat je het net niet meer voelt. De dikke olie loopt er wel doorheen , zelfs in koude toestand loopt de olie door naar het binnenste deel waar de fiber ring tegen het kroonwiel aan ligt.
Dat is fijn! Nu nog even alles weer monteren!
Van deze fase heb ik destijds geen aantekeningen of detailfoto’s bewaard, en nu weer niet. Dan ben ik gewoon te veel bezig met wat ik aan het doen ben en zit fotograferen er niet in. Gelukkig heb ik nu alles wel onthouden en typ ik het dan maar voor een volgende keer in.
Van de weer gedeeltelijk gemonteerde onderdelen heb ik de volgende dag wel bovenstaande foto’s gemaakt . Ook van de draaibank en de vulbus in de 4-klauw…
Heel grappig, dat ik nog wel wist waarom de bouten van het differentieel allemaal verschillend zijn. Je hebt nl 4 gewone korte bouwen, 3 lange bouten met een soort van afgedraaide lange bolle punt en één afgevlakte bout met een speciaal merkteken. De 3 lange bouten borgen nl. de assen van de planetaire-en satellietwielen. 2 stuks voor de korte assen en 1 voor de doorlopende as. ja kan het zien aan de streepjes aan het eind van de asjes. De doorlopende as wordt aan de andere kant niet vastgezet en de bout die hier in gaat met het speciale merkteken trekt dus alleen de beide helften van het differentieel aan, zoal;s alle 8 bouten overigens doen. Ook de 4 korte bouten.
Nu het differentieel weer in elkaar zit nog even de bouten borgen met de zijkant van de stalen borgplaatjes, door deze omhoog te slaan tegen een vlak deel van de boutkop.
Het differentieel heb ik daarna weer in de bak geplaatst. De legers zijn aan het differentieel gebleven. Dus het differentieel in de bak plaatsen, lagerschalen erop, pasringen (wel de juiste set aan de juiste kant natuurlijk) ertegen en de lagerkappen en moeren erop. Alles los-vast monteren en aanduwen vanaf beide zijden. Gewoon met de hand.
DAG 3 – montage
Vanwege de combinatie van de ID 4-bak met het TA koppelingshuis heb ik een paar zaken die lastiger zijn van elke andere combinatie die origineel is.
Bij een TA koppelingshuis en TA 3-bak is het heel erg simpel, alleen moet je het differentieel zelf heel goed afstellen met de grote schroefringen zodat de timken lagers op de juiste plek en spanning komen waardoor de speling tussen pignon en kroonwiel op norm is.
Bij een ID koppelingshuis en ID 4-bak is het nog gemakkelijker, omdat alles in de fabriek is ingesteld en de pasringen tussen flanges en timken lagers vanuit de fabriek zijn gemonteerd. Uit elkaar en weer in elkaar gaat zonder opnieuw inmeten, mits je de juiste dikte originele pakkingen gebruikt en hetzelfde differentieel/lagers/pasringen monteert.
Omdat ik bij mijn ombouw per se GEEN ID koppelingshuis wilde gebruiken want dit past n.m.m. helemaal niet bij de TA, heb ik een oplossing gebouwd die wat minder eenvoudig is om lekdicht te monteren,.
Eventuele aanvulling(en) op dat artikel zal ik hier opnemen!
De oorzaak van het probleem:
Vervelend om te moeten constateren, maar de realiteit is dat dit probleem echt door eigen schuld komt. Ik heb me onvoldoende gerealiseerd dat de pasbus in het differentieel niet is berekend op volle belasting met 60-70 km/uur en daardoor is de pasbus ‘vastgelast’ aan de binnenkant van de interne aandrijfas (passagierszijde). Mijn opzet om het linkerwiel (bestuurderszijde) op te krikken en daardoor de sensor te testen van de cruise control ging eerst nog even goed, maar opeens liep dat vast. Gelukkig geen ongelukken gebeurd in de garage, dat was ook nog mogelijk geweest. Ik had mijn voet op de koppeling en alles stond gelijk stil. Wel even schrikken natuurlijk.
De bedoeling van het differentieel is normaal gesproken alleen om zo weinig mogelijk verschil te hebben in de hoeveelheid omwentelingen van beide wielen. Rechtuit rijden gaat sowieso goed en bij bochten zit er iets verschil in dus normaal komen er geen grote wrijvingsverschillen tussen de ujitgaande assen en het differentieel. Met de huidige reparatie door de pasbus aan de buitenkant af te draaien is het wel weer opgelost, maar het blijft oppassen om niet nog een keer zo’n actie om 1 wiel te laten spinnen uit te voeren. De ruimte tussen het differentieel en de uitgaande as (en pasbus) heb ik qua tolerantie wel iets ruimer gemaakt dan de ruimte die ik bij de originele bouw aan de binnenkant van de pasbus heb aangehouden. De olie vloeit er in ieder geval goed doorheen, ook in koude toestand. Dat zou i.i.g. een meer stabiele werking moeten garanderen.
Aanvullingen m.b.t. de montage van de versnellingsbak:
In het ID-bakhuis heb ik alle M8-gaten die gebruikt worden om de beugel waarmee de bak en motor aan de eerste chassisbeugel wordt gemonteerd, voorzien van helicoils. dat zorgt voor een permanente goede fixatie. En dat is nodig, omdat ik bij de demontage merkte dat 2 van de 6 stuks M8-bouten waren losgekomen, ondanks montage met threadlocker.
De M8-gaten zijn onderdeel van de gaten rondom de flanges waarmee zowel (eerst) de flanges als (daarna) de ophangbeugel van de bak wordt gemonteerd.
Om alles weer te monteren moet ik ook nog even nieuwe pakkingen maken…
Bij de combinatie van ID-bak en TA-koppelingshuis is de volgorde van montage heel belangrijk. Eerst moet het differentieel worden uitgepast in de bak zodat de timken lagers op de juiste plek worden gefixeerd. Hiermee wordt de passing van het kroonwiel op het pignonwiel geregeld.
Dat komt omdat er TA-lagerkappen op de ID-bak worden gemonteerd over de Timken klagers en -ringen heen. . Bij gebruik van het originele ID- koppelingshuis worden de Timken lagers vastgezet vanuit de binnenkant van het koppelingshuis dus kun je dat later doen nadat de flanges zijn gemonteerd en daardoor de timken lagers hebben gefixeerd op de vooraf ingestelde plek.
Het passen van de flanges moet op de werkbank dus de lagerkappen erop, losjes vast. Dan de flanges erop aan beide kanten en ten minste de 6 M8 bouten op de flanges erop en vast. Dan de lagerkappen definitief afspannen met de lagerkapmoeren, uiteraard gelocked met 271 high torque threadlocker. Ik heb vorige keer alles helemaal uitgepast en gebruik voor de flanges GEEN pakkingen,, alleen siliconen pakking. Dat is de laatste jaren heel goed blijven zitten, lekvrij.
Maar- alles moet helemaal schoon en echt vetvrij zijn!
Het koppelingshuis wordt voorbewerkt. De M8 bouten die naar buiten steken zijn eerder al gemonteerd met loctite 271, en de montage is destijds gedaan inclusief een papieren pakking. Dat heeft nooit gelekt maar 1 bout is los gekomen bij de demontage. Dat was de Linker (bestuurderszijde) hoogste bout, waarmee ook de ophangbeugel vast zit. Deze bout is vervangen en opnieuw gemonteerd. Om er voor te zorgen dat alles nog beter is gefixeerd worden de 6 bouten die in het koppelingshuis zitten vervangen door nieuwe exemplaren en worden deze gemonteerd met Loctite EA3455 2K epoxy aluminium-gevulde lijm. De 6 bouten worden daarna met ringen en moeren vanaf de buitenkant van het koppelingshuis vastgezet om uit te harden.
Na het goed passen en vast zetten van het differentieel (i.c. de Timken lagers) gaan de flanges er weer af.
DAG 4:
Nu de bak losjes op het koppelingshuis monteren met pakkingen die met Vloeibare Pakking dunnetjes 2-zijdig zijn bedekt. deze 2 pakkingen worden voorgemonteerd op het koppelingshuis.
Na plaatsen van de bak komen de bedieningsstangen, de ophangbeugel en de flanges erop met op het pasdeel van de flanges aan de kant van het koppelingshuis hi-temp silicone. De silicone komt met een dubbele laag aan de zijde van het koppelingshuis. De pakking van de flanges heb ik aan de bakzijde aan beide kanten van de pakking van VP voorzien en de hele voet van de flange, waar deze in de uitsparing van bak en koppelingshuis komt, een kruiplaagje hight-temp silicone in de hoek.
Om de flanges goed te monteren moeten de 2 grote ringen en moeren van de bevestiging van beide bakasjes er voor zorgen dat de asjes helemaal over de spiebanen van de halve aandrijfassen schuiven. Dit moet eerst worden gedaan, pas daarna kunnen de flanges worden vastgezet met de bouten en moeren rondom. En de bak mag niet te vast zitten, anders passen de binnenkanten van de flanges niet soepel in de opening en kun je de lagers van de bakasjes ongewild uitpersen.
Hierna: de flanges losjes rondom met alle bouten en moeren monteren aan bak en koppelingshuis.
Nu stukje bij beetje alles vastdraaien, rondom de bak aan het koppelingshuis en de flanges. Maar nog niet TE vast! Mijn ervaring met siliconen is, dat je een halve dag wacht en dan pas definitief met het juiste aandraaimoment alles vast zet en borgt. Dat betekent dat het gebruik van thread locker lastig wordt.
Na mijn ervaring met de threadlocker op de bouten en moeren van de flanges en versnellingsbak heb ik besloten om in plaats van threadlocker zelfborgende ringen te gebruiken voor de bak en de flanges. Het enige dat ik weer met threadlocker heb gemonteerd zijn de moeren van de lagerkappen van het differentieel.
Het was even zoeken naar M7 veerringen maar bij een scooterzaak toch de juiste versie en sterkte gevonden!
Na een halve dag wachten definitief aandraaien van de moeren en bouten. Dit moet ook in een voorgeschreven volgorde: Eerst de flange schroeven van de bakzijde, dan de bak aan het koppelingshuis, daarna als laatste de 6 grote moeren van de flanges aan het koppelingshuis. Deze 6 moeren heb ik niet te vast aangedraaid, gewoon net op spanning met de hand aangedraaid. Precies zo, dat de veerring net helemaal is ingeveerd. op de bovenste bouten kon geen veerring, die heb ik zonder veerring en zonder loctite gemonteerd.
Omdat ook de ophangbeugel gelijk met de bak wordt gemonteerd niet vergeten om bij het plaatsen van de ophangbeugel ook de bedieningsstangen eerst te monteren, en vooral de 2 lange schroeven die bovenin de bak worden geschroefd direct te plaatsen inclusief de vulbussen tussen de ophangbeugel en bak . De schroeven heb ik allemaal eerst losjes gemonteerd tot de bak verder helemaal goed is gemonteerd.
Tussendoor heb ik ook alle delen die nu bereikbaar zijn, met TEMU antiroest zwarte verf behandeld. Dus ook de binnenkanten van de wieg, de bak-, c.q. aggregaatbeugel, de aandrijfassen en alle omliggende metalen delen. De versnellingsbak en het koppelingshuis blijft aluminium zoals origineel.
Na de montage van de bak heb ik versnellingsbakolie type Classic Gear EP 90 van KROON OIL gebruikt om de bak te vullen. Het is een type olie voor oude bakken die eigenlijk GL4 nodig hebben, maar dan modern ontwikkeld. Ben benieuwd!
Nu is het een goed moment om te checken op lekkages. Een mooie methode vind ik om de bak te vullen met olie , de garagekachel erop te zetten en te kijken of er lekkage is. Beter vooraf te doen dan na volledige afmontage. Neem hier de tijd voor (minimaal een dag) en maak alles vooraf helemaal schoon en droog. En..volgende dag was alles nog helemaal droog. Pfff.
DAG 5: Het volgende gedaan:
Controle of de motor goed in beide motorsteunen rust. Dat was dus niet zo, aan de bestuurderskant was de pen uit de veer geschoten, dat kostte nog wel wat moeite om alles weer op de goede plek te krijgen.
Aandrijfassen losjes gemonteerd inclusief magneet voor CC op linker aandrijfas
Blokje hout onder versnellingsbak in wieg (voorzorg) gehouden en laten zakken op blokje hout
Linker voorwiel: Bovenste fusee weer monteren. Ik heb alle vet verwijderd en vervangen, en ik heb een dop afgedraaid om de binnenmoer van de bovenste fusee goed te kunnen bereiken. Het helpt wel dat ik overal origineel gereedschap voor heb, zoals de bovenste fusee-sleutelset.
Remleiding weer gemonteerd
Remmen ontlucht en vloeistof aangevuld DOT3. Er kwam hele donkere drab uit de linker voorrem, even lekker doorgeperst tot alles er uit was.
Traverse subframe gemonteerd en de bakbeugel gemonteerd aan traverse
V-riem dynamo/waterpomp gemonteerd
Dynamo gesteld en kachelslangen-beugel gemonteerd
schutplaatje versnellingsstangen/toren gemonteerd
waterpompventilator vergeten te monteren
Schroefdraad montage radiator 2xM10 opgezuiverd en radiator gemonteerd met nieuwe M10 ringen en moeren, in kopervet
Koelvloeistof gevuld
DAG 6: Het volgende gedaan:
Assteunen onder de voorwielophanging L en R zodat alles kan worden getest. Steunen zo ver als mogelijk bij de wielen geplaatst om een normale situatie te simuleren. Kachel op de versnellingsbak gezet en voorverwarmd tot ca 40 graden Celsius. Schakelen, koppelen, alle versnellingen getest en ca 70 km/uur laten draaien met beide wielen vrij in de lucht. Alles in orde dus verder naar het afmonteren!
Radiator afgetapt, gedemonteerd, koelvin gemonteerd, radiator gemonteerd en met koelvloeistof afgevuld
Toeters gemonteerd
Radiatorhoes bediening gemonteerd
Meetkabel versnellingsbak gemonteerd
Opnemer cruise control L voorwiel bij bakas gemonteerd
Het Traction ‘speciaal’ gereedschap
De grill aan de binnenkant met roestbeschermer behandeld
DAG 7: Het volgende gedaan:
Kabelboom gemonteerd incl. connectorblokje op coque passagierszijde (voor koplamplicht R)
Grille gemonteerd
Kachelbuis gemonteerd
Voorbumper gemonteerd
Motorkap gemonteerd
Binnenkant van de motorkappen behandeld, nu nog even uit laten druipen….
Mijn BYD Atto 3 heb ik vanaf de aanschaf in november 2022 gereden met daarin een Garmin mini dashcam gemonteerd, op de voorruit net boven rechts naast de binnenspiegel. Dat werkt prima, alleen heb je een kabel lopen die je moet wegwerken en je moet met je telefoon app de beelden bekijken.
Volgens de BYD-dealer is het niet mogelijk om de originele BYD dashcam achteraf te monteren.
Ik heb de beschermkap waar de dashcam in moet komen verwijderd, met hiervoor geschikt gereedschap om de plastic klikbeugels niet te beschadigen.
Daarna bleek dat de kabel voor de dashcam gewoon netjes gemonteerd aanwezig is. Rechts op onderstaande foto kun je nog net het montagevoetje van de Garmin mini dashcam zien. Het blauwe losse stekkertje met gele vlakje is de stekker voor de originele BYD dashcam .
[Obviously, this is for a left-steered version but for a right-steered version the situation is just mirrored.]
Op Aliexpress kwam ik de originele BYD dashcam als losse vervangingsunit gewoon tegen, voor ca. 83 Euro. Dus 2 weken terug besteld en vanmorgen gemonteerd.
Het monteren is heel simpel: Eerst het rubbertje verwijderen waar de lens van de dashcam door moet komen .Obviously, this is for a left-steered version but for a right-steered version the situation is just mirrored.
Daarna de kabel in de camera klikken, het zit vanzelf geborgd. Kijk heel goed hoe deze stekker erin moet worden geplaatst! Het is een gecombineerde stekker met 2 contacten voor de voedingsspanning en een coax videoconnector aan elkaar vast dus het past maar op 1 manier!
Obviously, this is for a left-steered version but for a right-steered version the situation is just mirrored.
En de camera op de juiste plek in de houder klikken.
En.. wat denk je? Het werkt gewoon. Ik had gelijktijdig ook de update van de auto naar V 1.4 onderhanden, en na het opstarten ontdekte de auto dat er een dashcam aanwezig was. En de app werd gelijk geactiveerd, zodat de camera nu geïntegreerd in de auto functioneert!
Vervolgens heb ik de beschermkap gemonteerd en de bevestigingssticker van de Garmin dashcam er netjes afgehaald en de ruit schoon gemaakt. Bij het weer monteren van de beschermkap heb ik eerst het grote deel geplaatst. Daarna de spiegel neer onder gedraaid en het kleine deel in het grote deel geplaatst. Dat was wel even heel voorzichtig werken…
De software wijst zichzelf: je moet wel een MicroSD card plaatsen onder het dashboard. Ik heb er een MicroSD card van 128Gb in zitten en die heb ik via de camera app van de auto-software op FAT32 geformatteerd.
Wat je vindt nadat je de camera gebruikt hebt is een aantal directories op de microSDcard. Je bestanden staan in de DCIM map, gerangschikt naar o.a. video en foto.
Met de app kun je een aantal instellingen wijzigen waaronder de opnameduur per opgenomen fragment. Ik zet dat altijd op de langst mogelijke tijd. Hier is dat 5 minuten. net als de Garmin.
Je kan live kijken en dan ook foto’s nemen. Ik heb een snelknop van het stuurwiel geprogrammeerd om de dashcam video-opnames te laten maken wanneer ik dat belangrijk vind. De app maakt sowieso natuurlijk altijd opnames die een bepekte tijd worden bewaard vanwege de omvang van de opslag op de MicroSDCard. is de kaart vol, dan gaan de oudste opnames eraf. Maar wanneer je zelf een opname initieert dan blijft deze opname altijd ‘beveiligd’ op de MicroSDCard bewaard.
Het programmeren van de knop voor aanzetten van de camera voor beveiligde (niet-wisbare) opnames) gaat zo: Je gebruikt hiervoor de schermrotatieknop op het stuurwiel. Druk deze knop 5 seconden totdat het grote LCD scherm je de keuze geeft wat je wilt verbinden aan deze knop. Ik heb daarvoor dus voor video opname gekozen.
Als je opnames vanaf de opslaglocatie wilt kopiëren kan dat het gemakkelijkst naar een USB drive doen via de bestandsbeheer app van de BYD software. gewoon kopiëren van MicroSDCard/DCIM/… en naar USB/… plakken zoals op je telefoon.
Dat was het! Veel plezier met je dashcam in de BYD Atto 3.
Af en toe kijk ik bij mijn voorkeursleveranciers of er een zogenaamde Art deco motorkap ornament voor mijn Traction Avant 11BN beschikbaar is.
Dit is een motorkap mascotte, oorspronkelijk gemaakt door ROBI voor o.a. Traction Avant 11BN en BL.
Tot mijn verbazing had Franssen in België een nieuwe voorraad hiervan voor mijn BN en ik bestelde er een, het werd snel geleverd en vandaag heb ik het geïnstalleerd.
Hij past maar in 1 bestaand gat, en 1 M5 gat moest ik nieuw boren.
Hiervoor moet de grille van de radiateur worden verwijderd.
Let op: De Traction Avant 11BN met een Citroën ID19 4-vernellingsbak!
Ik ben er erg blij mee!
Het past goed bij mijn Traction met zijn gerepareerde lak en origineel patina.
Mijn verzameling oude HI8 banden widel ik graag omzetten naar digitale media, liefst met hoge kwaliteit.
Daarvoor heb ik verschillende methoden geprobeerd, waaronder de ouderwetse analoge opnamemachines zoals de Philips die een HDD gebruikten voor analoge TV-opname. Deze machines zijn ook uitgerust met een DVD opname mogelijkheid maar dit gaf nooit echt bevredigende resultaten, wat betreft de videokwaliteit.
Standalone analoge video converters naar USB gaven me ook nooit goede resultaten.
Na veel onderzoek ontdekte ik een manier om digitale video te genereren van een specifiek type Hi8 camera met DV output, en deze met een specifieke set apple converters om te zetten naar Thunderbolt 2 of -3 (USB-C).
Je hebt hiervoor wel een laptop of Mac of Ipad nodig met een Thunderbolt 3 of 4 aansluiting en de benodigde hardware voor Thunderbolt onder de motorkap.
Je kan ook een PC nemen en daar een firewire-800 kaart in monteren, dan heb je geen Apple converters nodig naar Thunderbolt.
De opstelling voor aansluiting op een Thunderbolt 3 USB-C poort van een laptop, Mac of iPad ziet er als volgt uit:
De gebruikte componenten zijn:
1) Sony DCR 1 HV 330 Hi8 camcorder met mini DV firewire 400 in/uitgang:
2) Firewire 400/800 kabel van mini 6-pins naar Firewire ‘standaard’ 9-pins
Deze gaat in de camera, Firewire 400 4-pins
Deze Firewire 800 female plug gaat in de omzetter van Firewire 800 naar Thunderbolt 2
3) Firewire 800 (9-pins) naar Thunderbolt 2 (Apple) mini DV converter
Ingang met Firewire 800 9-polige aansluiting (5 onder en 4 bovenin, let op de locatorpin in het midden aan de bovenkant. Daar past de Firewire 800 plug precies met de uitsparing in)
Uitgang met Thunderbolt 2 miniDV aansluiting
4) Converter Thunderbolt 2 naar Thunderbolt 3 (=USB-C) (Apple) nr. A1790
Ingang voor mini DV aansluiting Thunderbolt 2
En de uitgang naar Thunderbolt3 USB-C aansl;uiting die in de laptop of Mac kan met Thunderbolt 3 of 4 hardware
In apparaatbeheer staan na het aansluiten van de interfaces en de DV camcoder de volgende 2 nieuwe apparaten: (geel gemarkeerd)
En in de Thunderbolt Windows 11 app kun je de status van je Thunderbolt interface opvragen, waarin je dan de aangesloten Apple FireWire adapter actief ziet:
ANDERE OPLOSSING 1) met een Windows PC
Als je een PC hebt kun je een goedkope PC-PIE kaart kopen met firewire 800 (9-pins), dan heb je alleen de boven getoonde Firewire 400-800 kabel nodig om de DV camera aan te sluiten op de Firewire kaart van de PC.
Firewire PCIE card voor in een PC met 2x Firewire 800 9-polig en 1x Firewire 400 6-polige aansluiting
Of gebruik een goedkope Firewire PCIE card met Firewire 400, dan heb je wel een andere Firewire 400 kabel nodig van 4-polig mini naar 6-polig standaard maar dat werkt ook. Deze card gebruik ik voor mijn digitale back van de Mamiya RZ67 bij het importeren van video en foto’s.
Firewire 400 PCIE card voor in een PC met 3 x Firewire 400 6-polige standaard aansluitingen
Firewire 400 van mini 4-polig naar standaard 6-polig om de Sony Hi8 recorder (met DV Firewire 400) direct aan te sluiten op de PC’s PCIE Firewire PCIE adaptercard
Voor de import van de videstream kun je onder andere VLC mediaplayer gebruiken, via de streaming optie. Wel gelijk even de opslag in VLC instellen zodat de gestreamde video wordt bewaard!
ANDERE OPLOSSING 2) met een Ubuntu computer
Mijn oude Ubuntu Shuttle Zotac PC uit 2016 heb ik uitgebreid met een PCIE FireWire 400 insteek kaart.
Daarna heb ik er dvgrab op gezet, via de volgende link: https://zoomadmin.com/HowToInstall/UbuntuPackage/dvrgrab
In Ubuntu moet je daarna in de terminal app van Ubuntu een eenvoudige uitvoeringsregel invoeren om dvgrab aan het werk te zetten: dvgrab foo-, maar je kan ook een andere naam voor je files nemen en dan ziet je startregel er bijvoorbeeld zo uit: dvgrab jantec- of dvgrab vakantie_in_nederland_deel –
De gebruiksaaanwijzing van dvgrab staat hier: https://manpages.ubuntu.com/manpages/trusty/man1/dvgrab.1.html
dvgrab maakt van je video stukjes van bijna 2GB, net zolang tot de hele (Hi)8 tape is gimporteerd naar je persoonlijke hoofdmap. Het format is dan .dv en dit kun je met o.a. een programma als HandBrake converteren naar elk gewenst format waaronder mp4 of AVI. Handbrake is beschikbaar voor zowel Ubuntu (Linux) als Windows (alle versies)
Ik ben helemaal om en ga alleen de Ubuntu machine nog gebruiken voor deze toepassing, wel zo handig om wanneer het een keer nodig is een dedicated station te hebben voor video- en foto imports.
Opmerking 1: Op de Ubuntu machine kun je VLC mediaplayer trouwens ook installeren maar het is mij niet gelukt om de de Hi8 DV recorder via FireWire te koppelen aan VLC. Dat komt omdat VLC met door het Systeem herkende apparaten werkt en Ubuntu- c.q. dvgrab werkt rechtstreeks met het hardware FireWire interface. VLC kan dat jammer genoeg niet. Windows 11 maakt wel een apparaat aan (Sony DV recorder) dat VLC vervolgens kan herkennen en kan gebruiken maar bij Ubuntu werkt dat niet zo.
Opmerking 2: Uiteindelijk kwam ik ubuntustudio tegen als subrelease van de reguliere Ubuntu releases. Deze versie is helemaal toegespitst op audio- en video gebruik, met FireWire. Na installeren hiervan heb je precies de juiste apps en drivers om Digitale video van je FireWire te importeren, verwerken en op te slaan.
Sec6!
C) Jantec.nl 30 juni 2023, bijgewerkt tot 12 juli 2023
Net (28-5-2023) de nieuwe Android 11 head unit geïnstalleerd in onze rode Mazda 3 1.3 BK(2004).
Alles ging heel gemakkelijk, behalve de stuurwielbediening. Het bleek dat ik de geleverde besturingsaansluiting voor SWC2 die naar de OBD-besturingsmodule ging, moest doorknippen en rechtstreeks tussen de head-unit en de grote connector van de Mazda moest aansluiten. Net als bij onze vorige Android 6 head unit, die uiteindelijk zo traag werd dat we besloten hem te vervangen door een nieuwe.
De nieuwe is een zeer snel Andoid 11, octacore 1,6 Ghz 6GB/128GB apparaat, we verwachten dat het de auto deze keer overleeft!
We gebruiken hem voornamelijk voor navigatie en de nieuwe head unit heeft 2 IMEI’s zodat we een simkaart kunnen installeren of gewoon internet kunnen delen met onze telefoon. We hebben ook android auto wat een soort van leuk kan zijn, hoewel we dat waarschijnlijk niet zullen gebruiken.
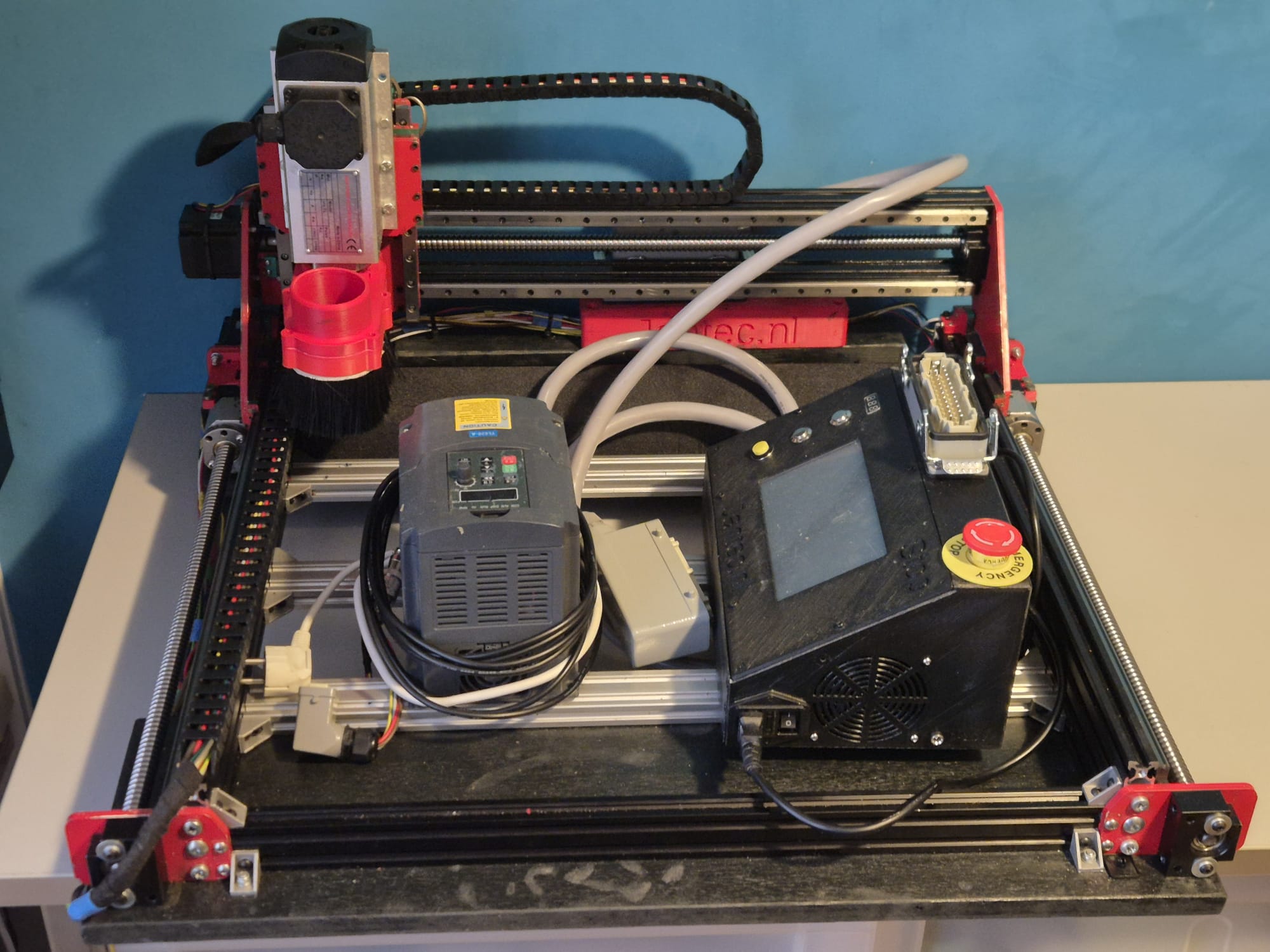

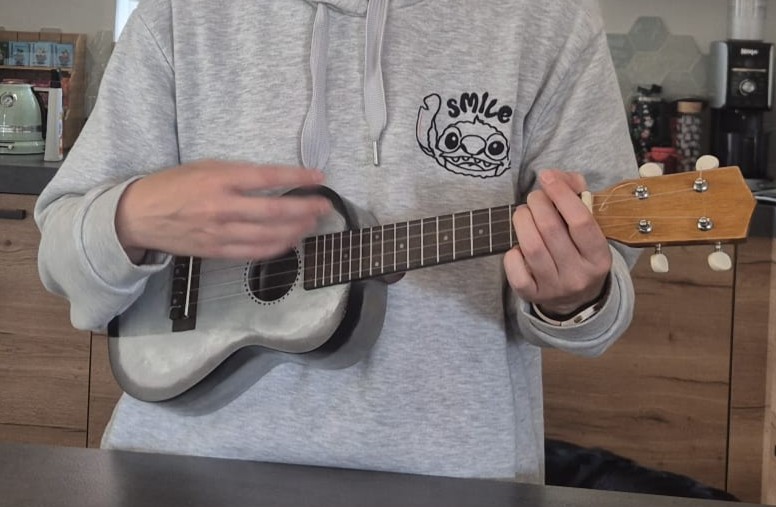










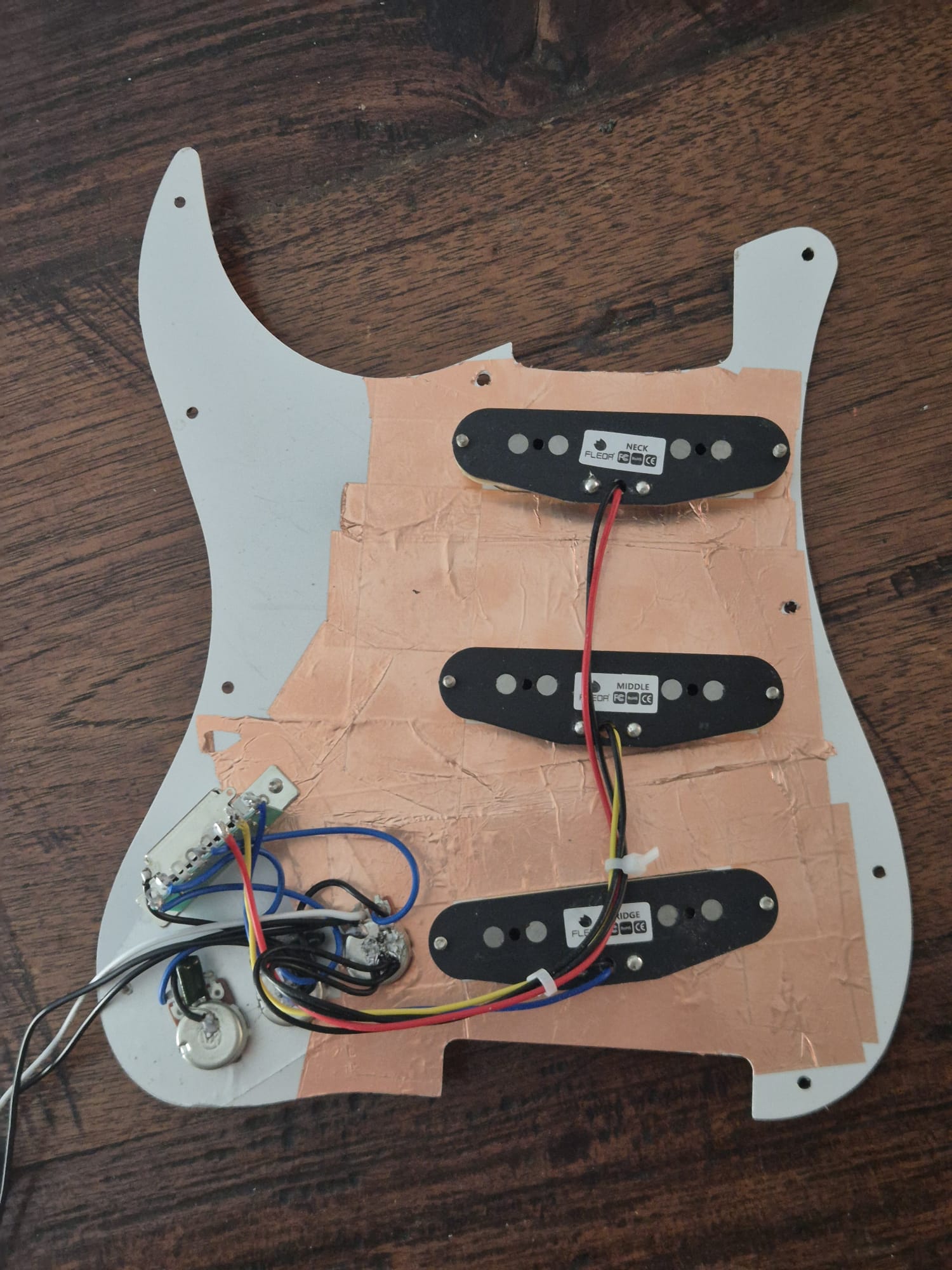








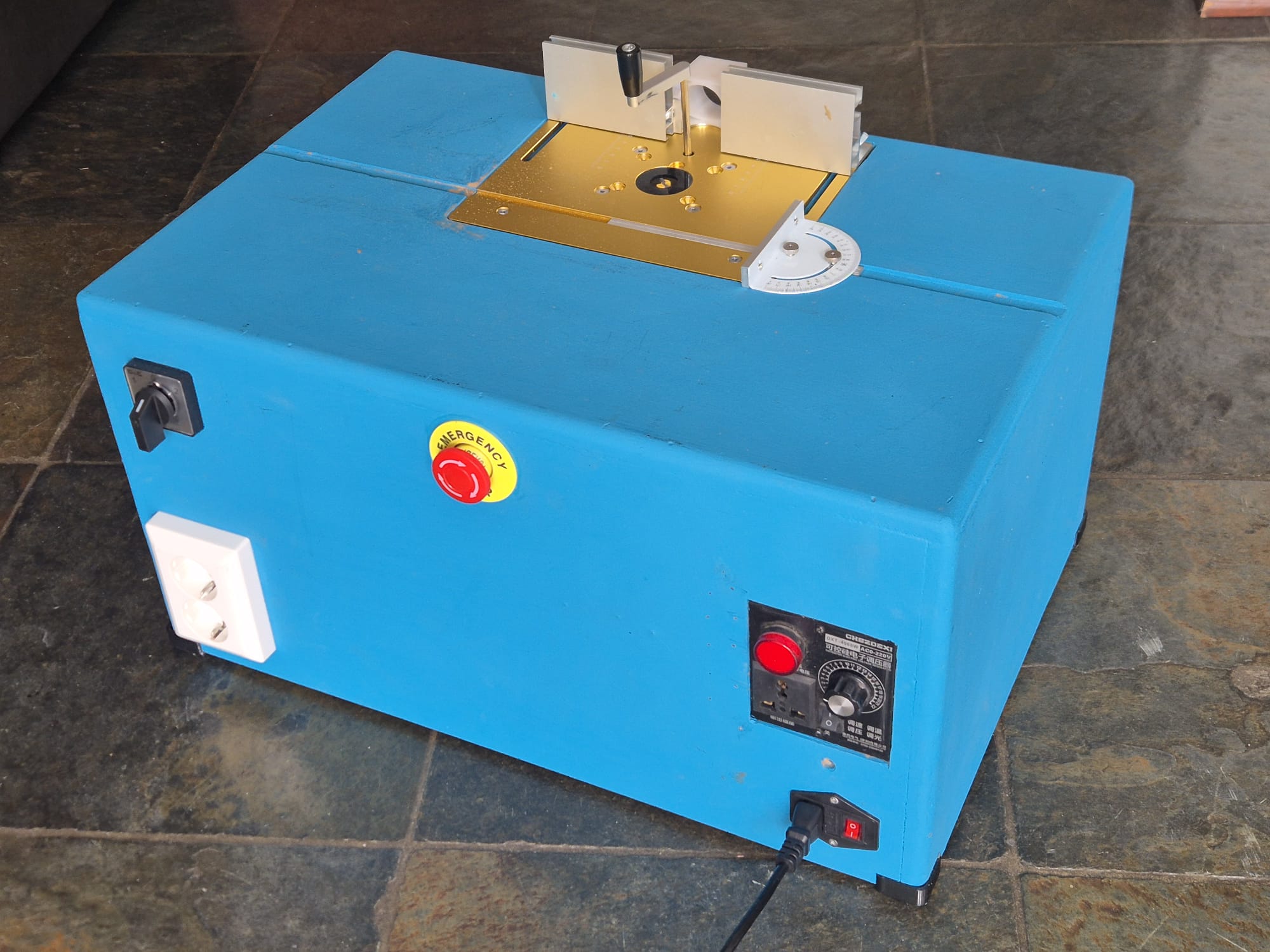



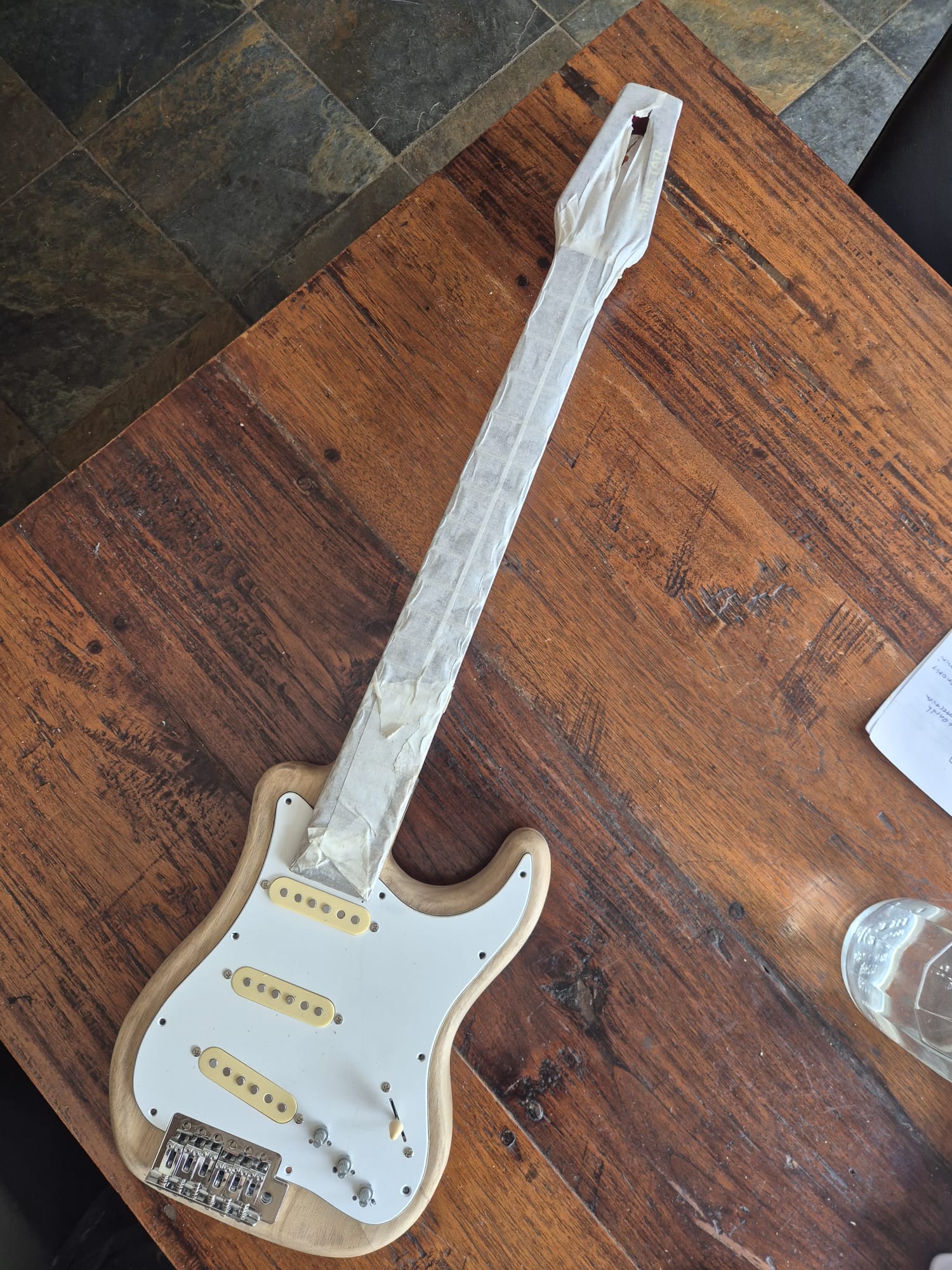

























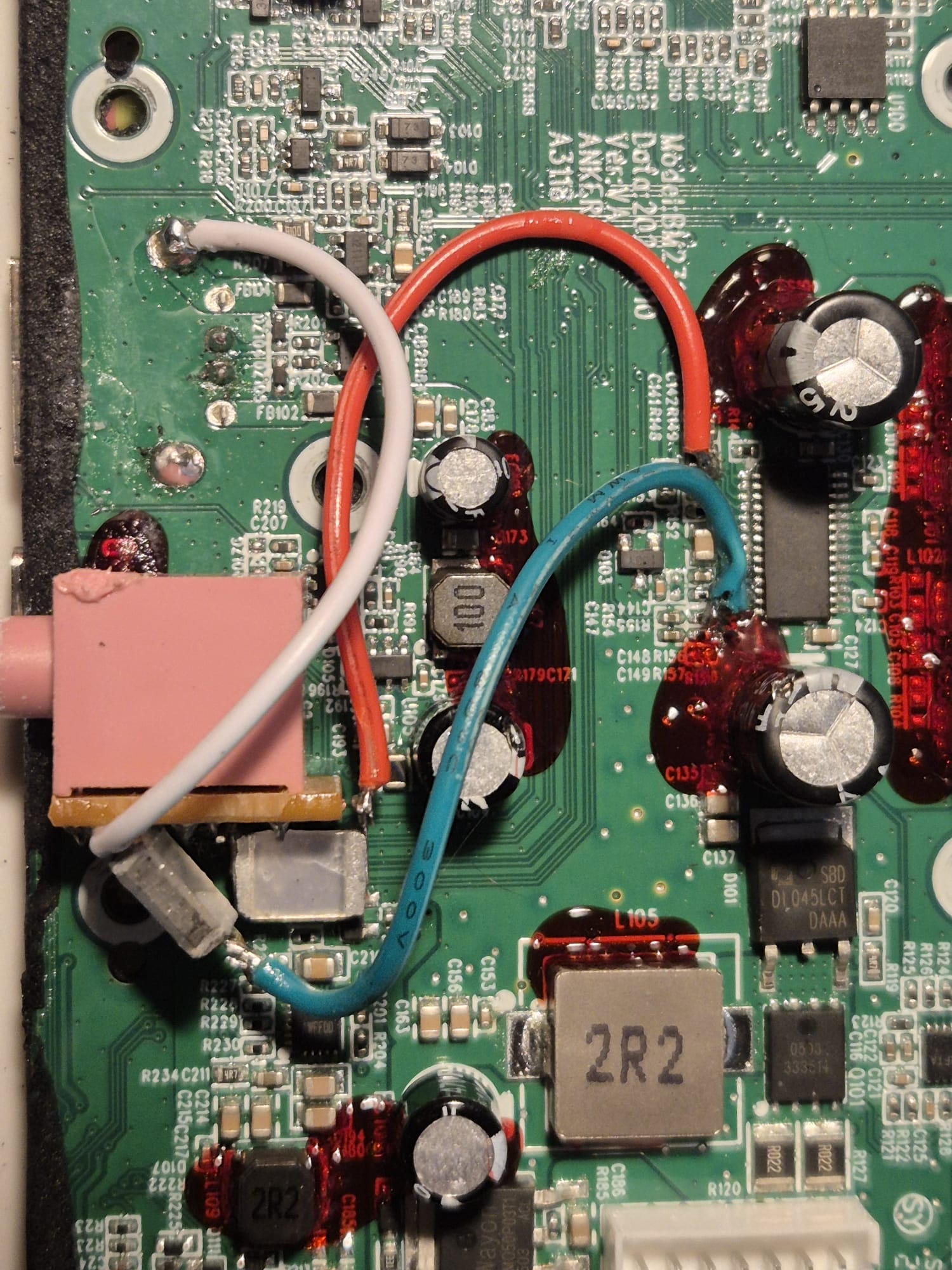
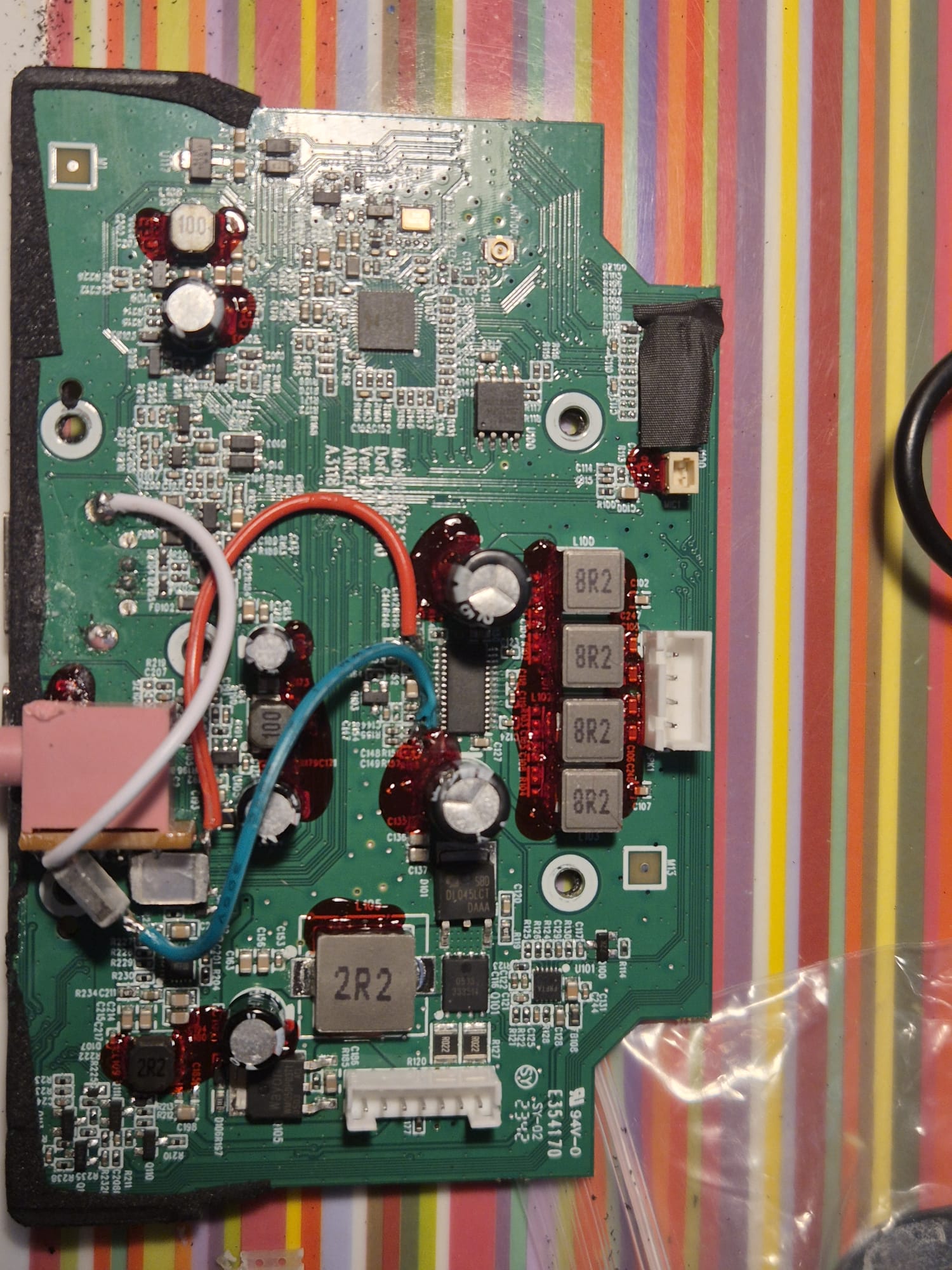







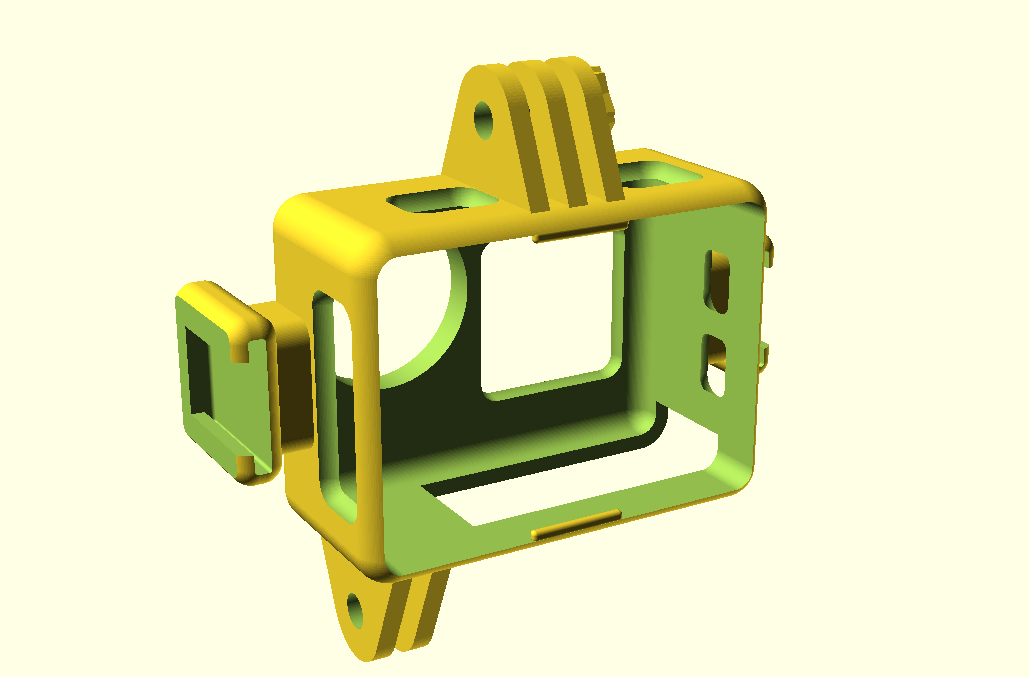









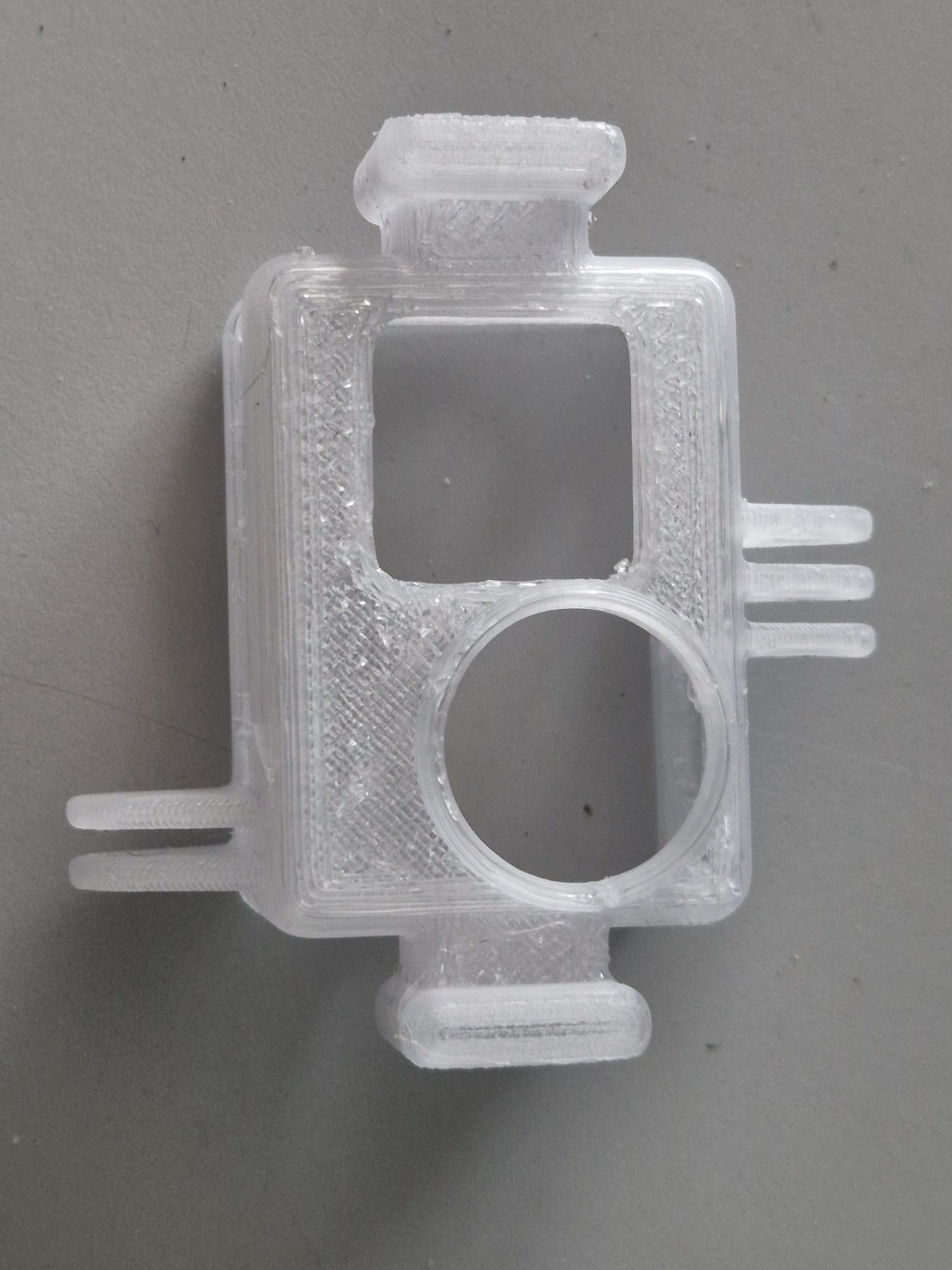



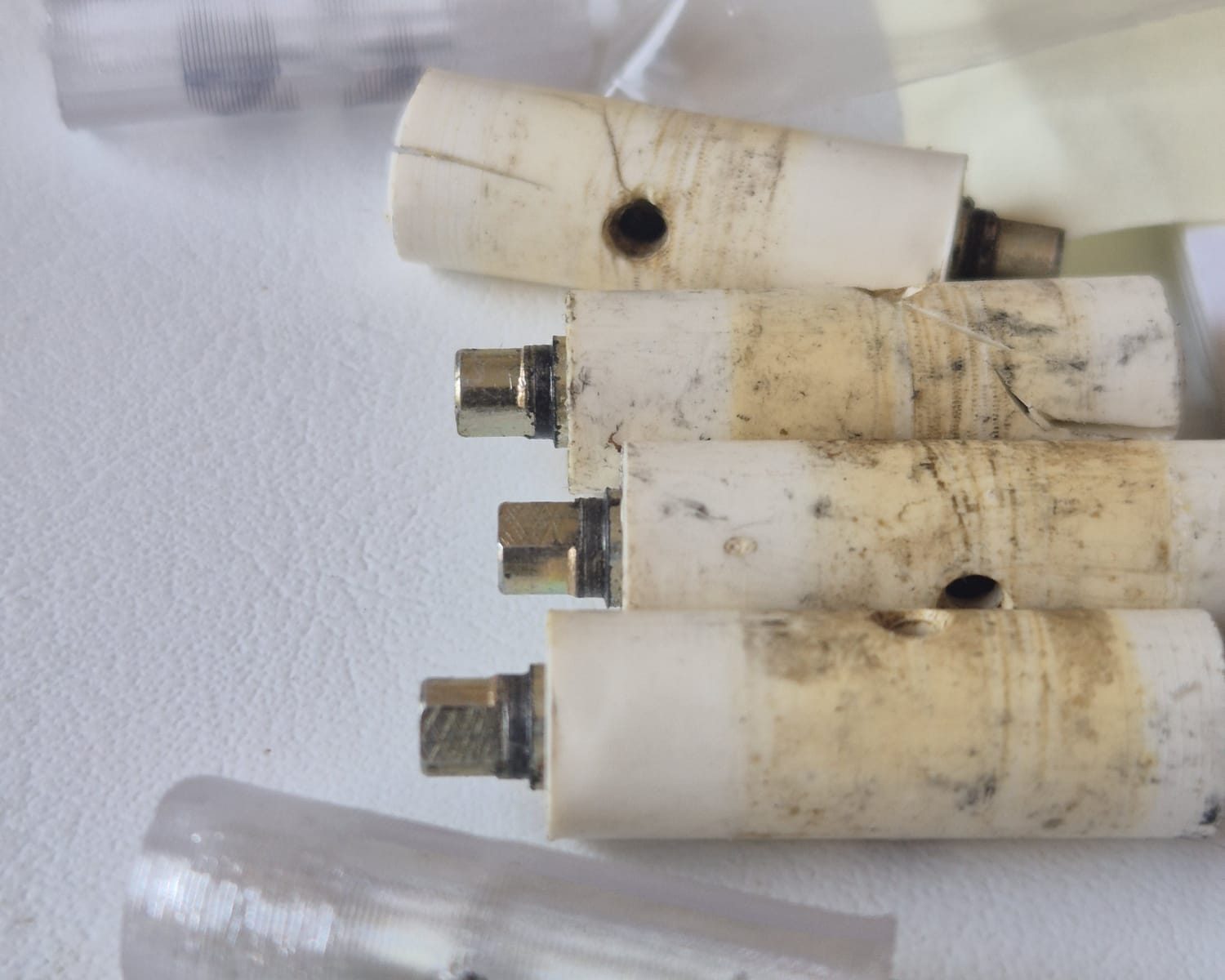

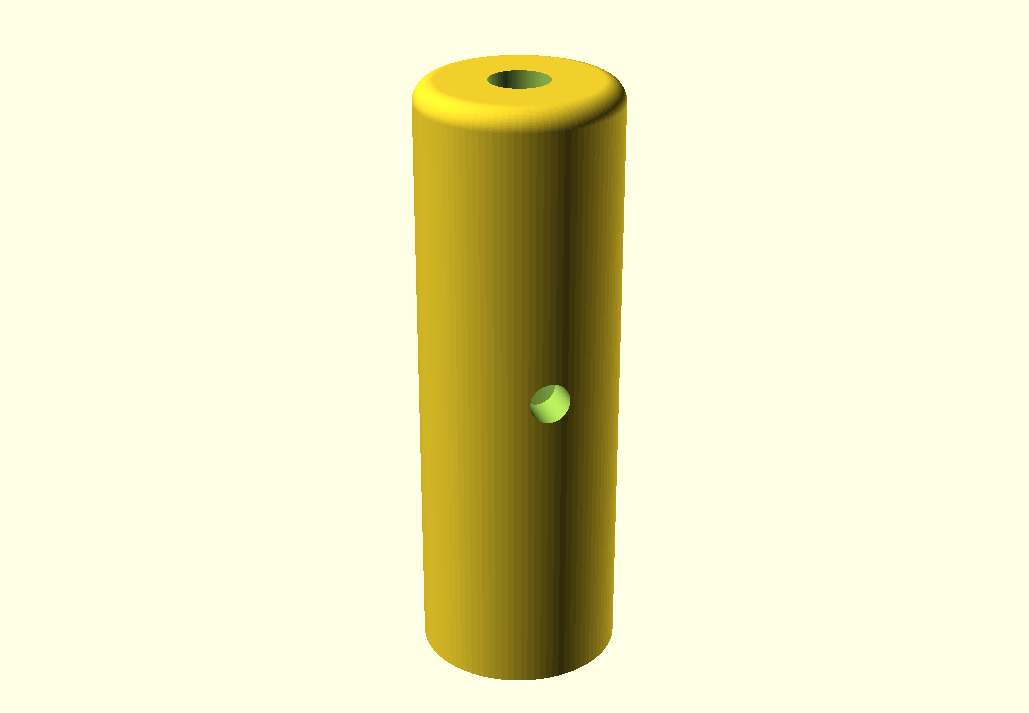
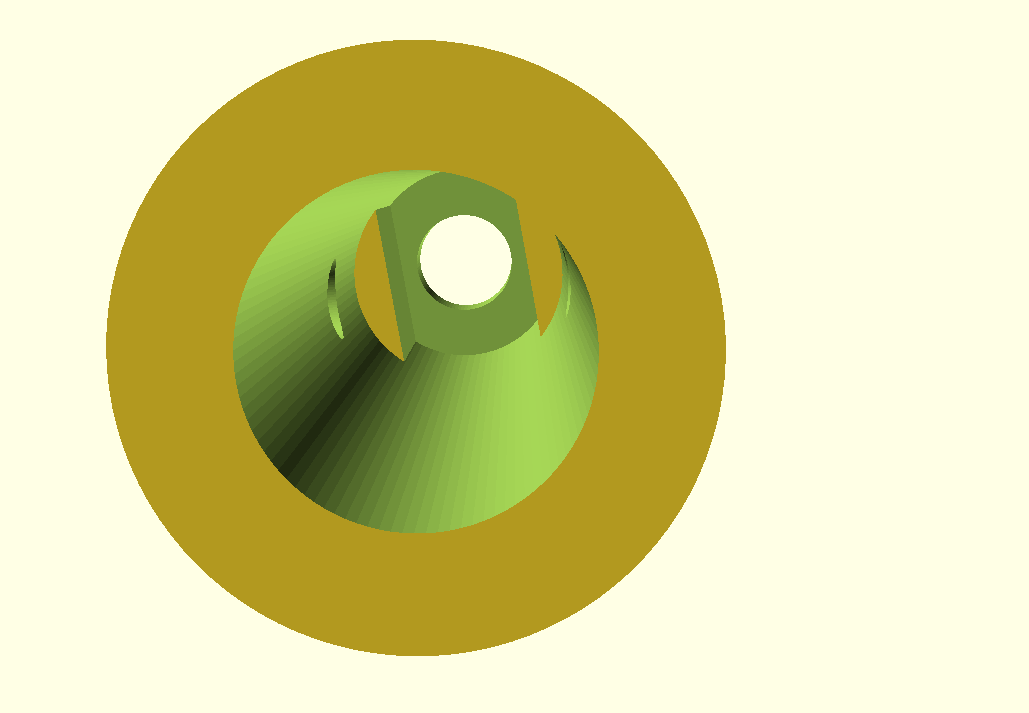


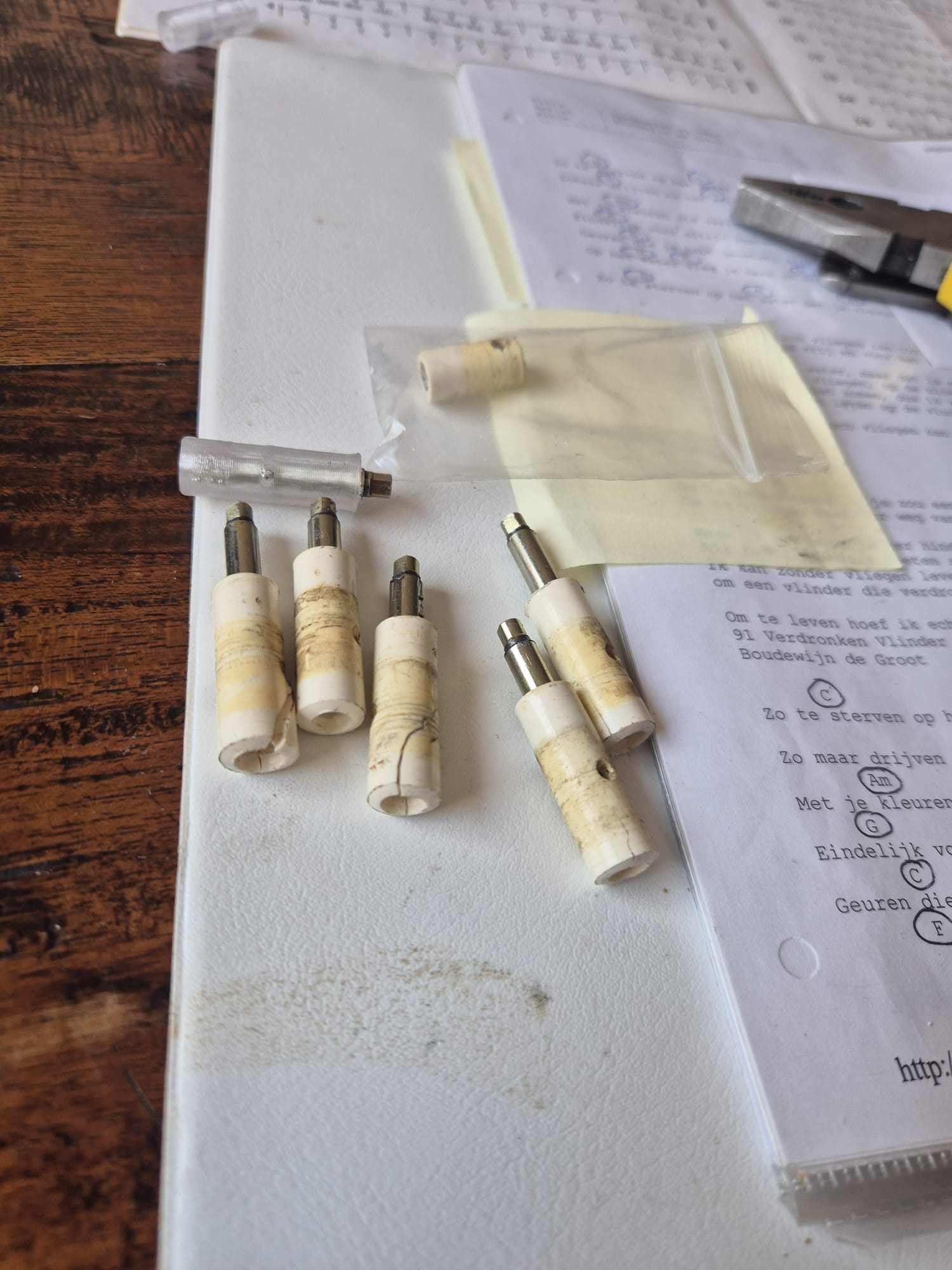







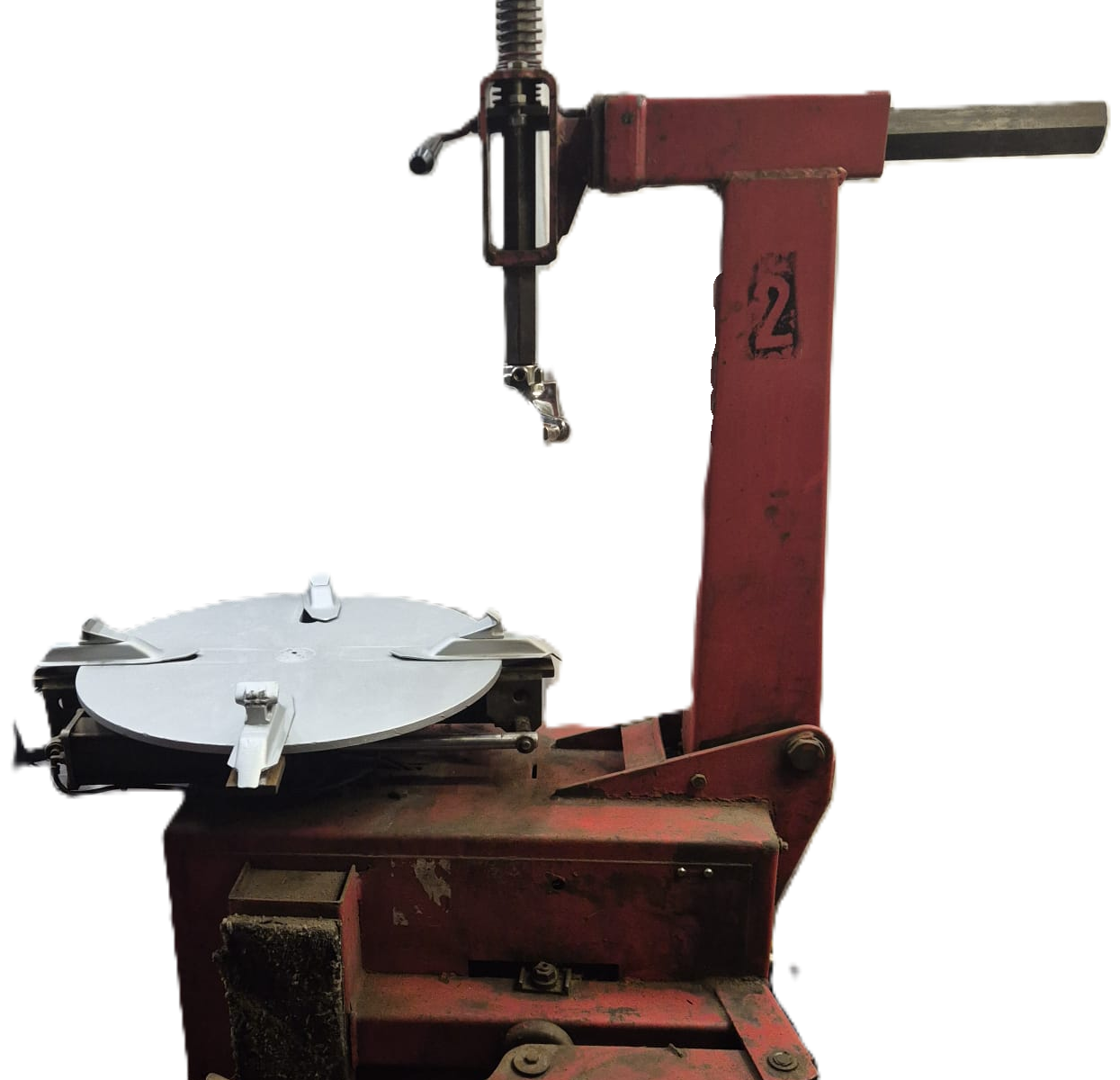











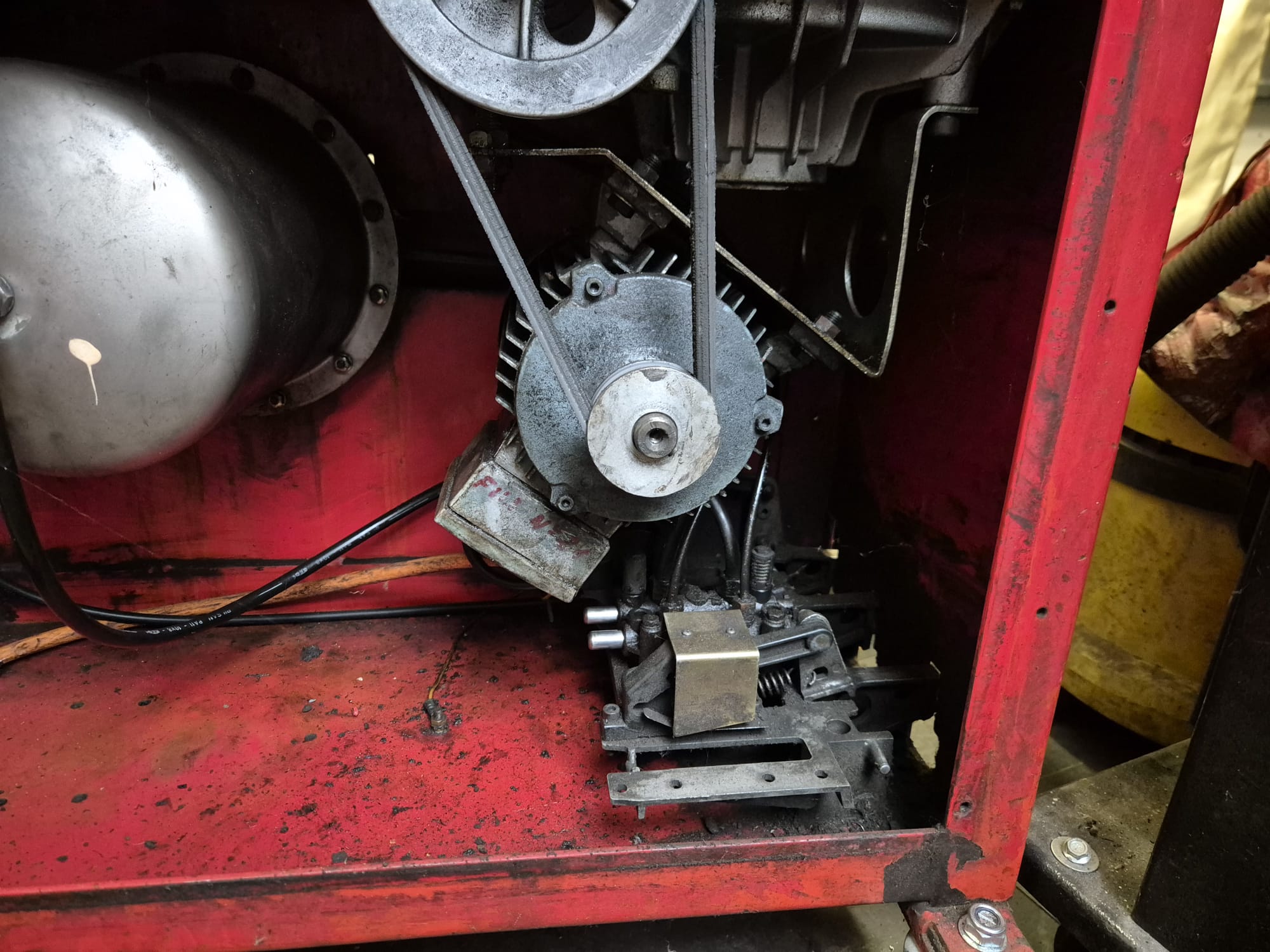
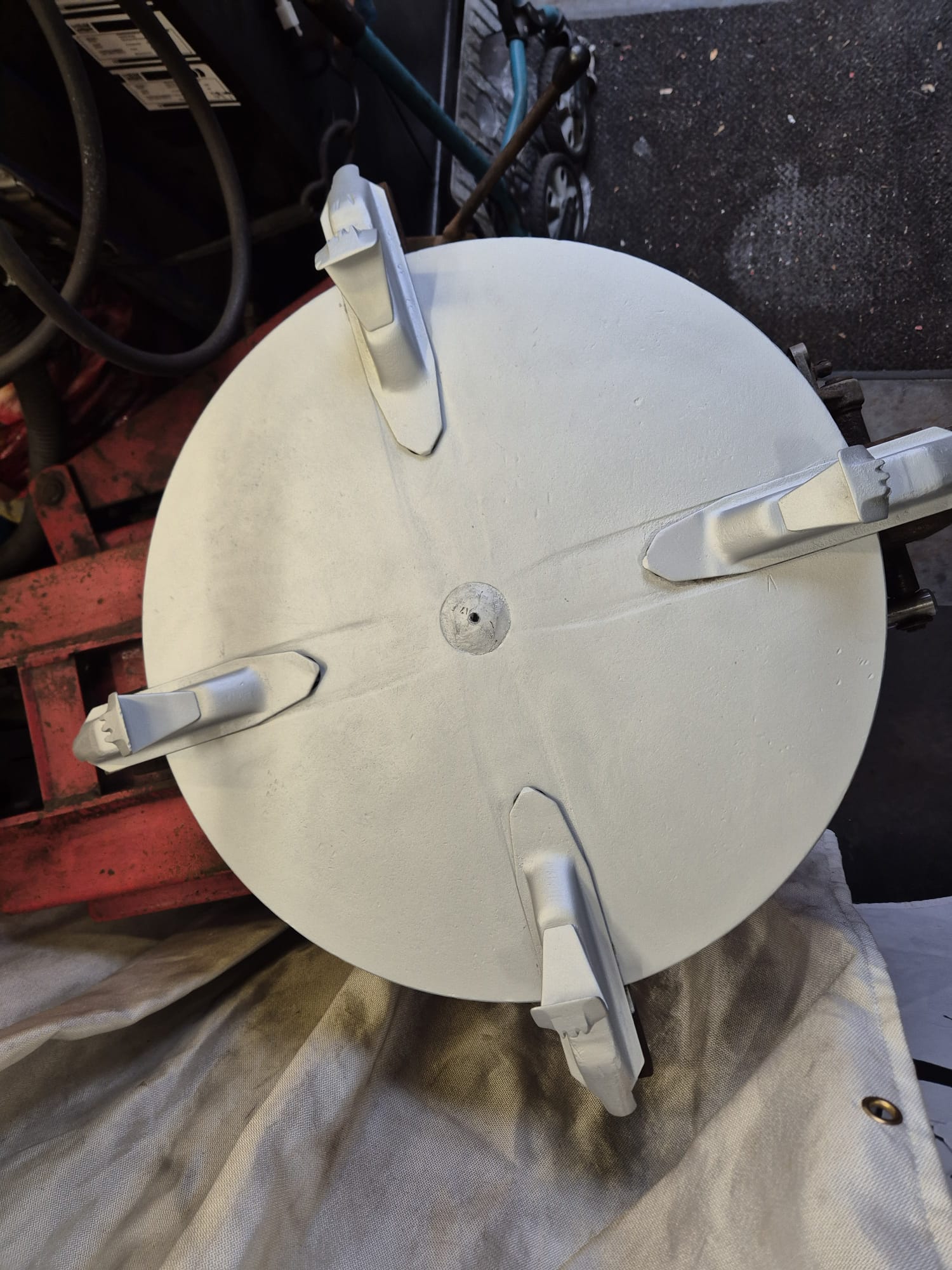







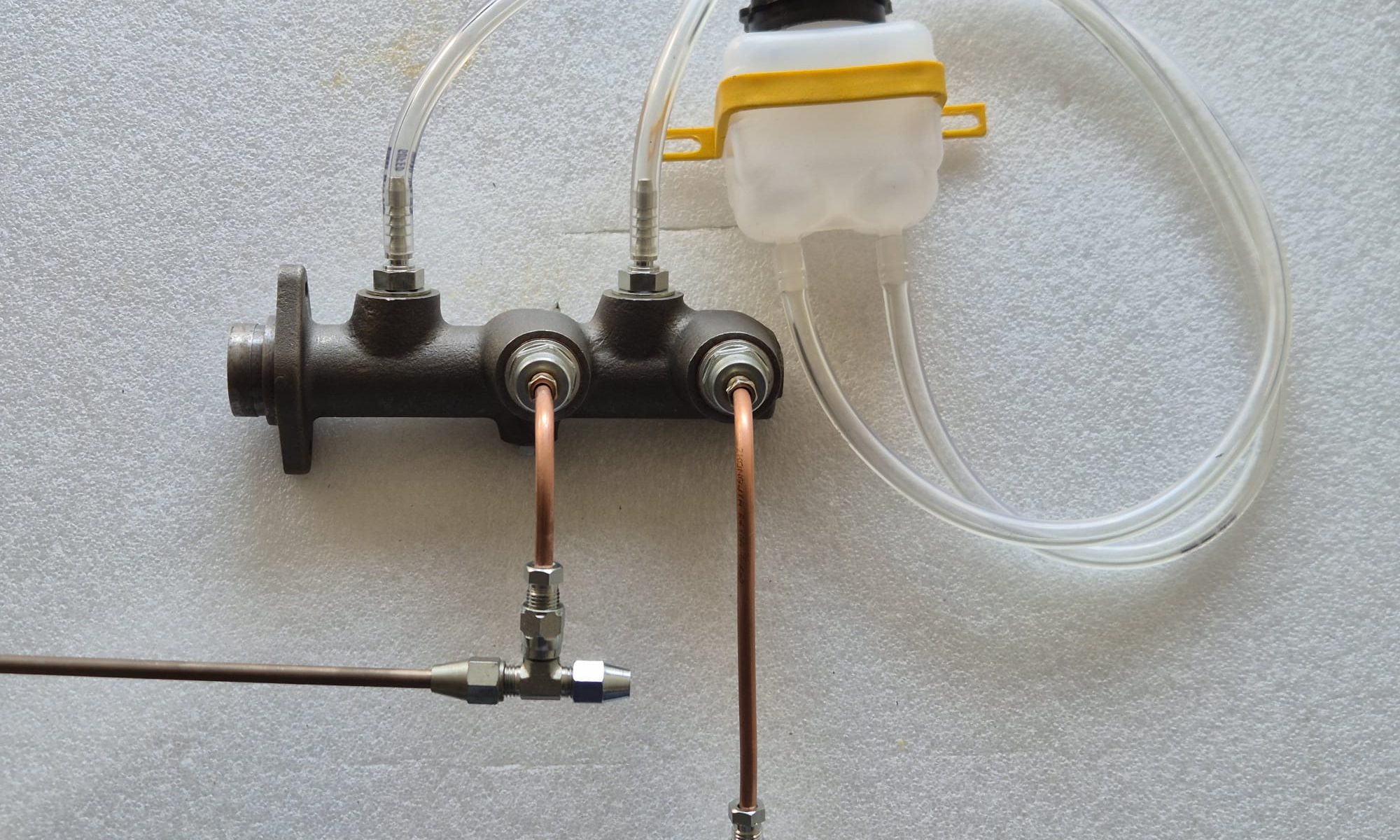
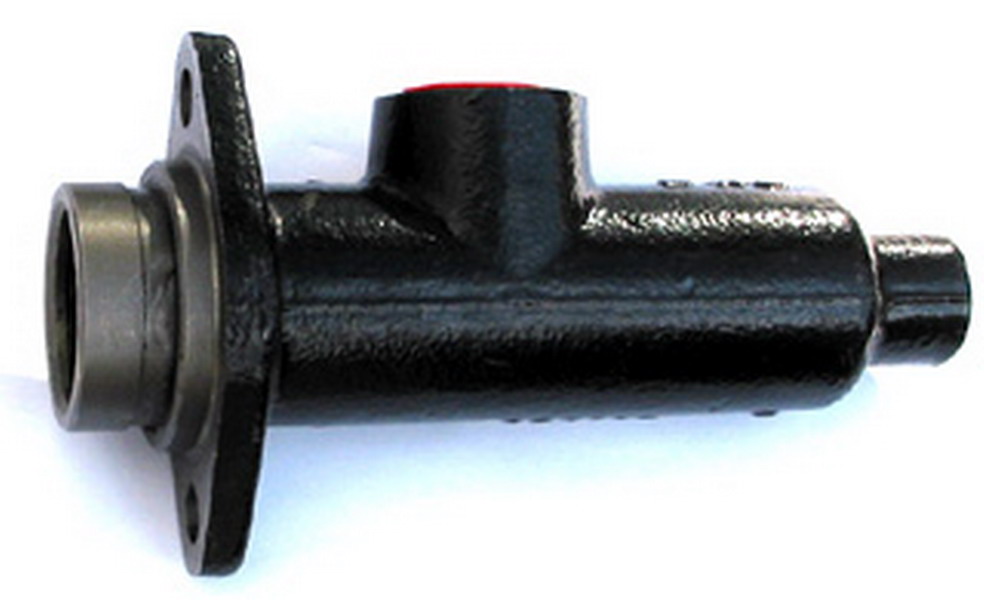
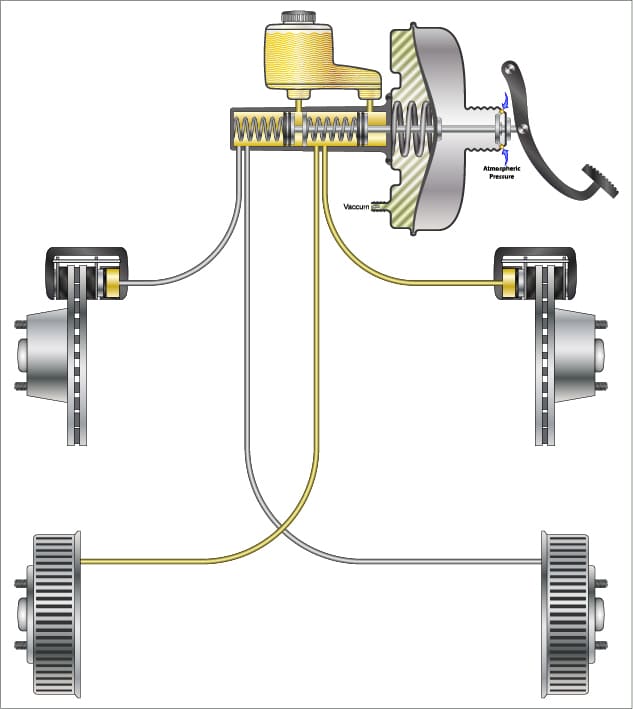

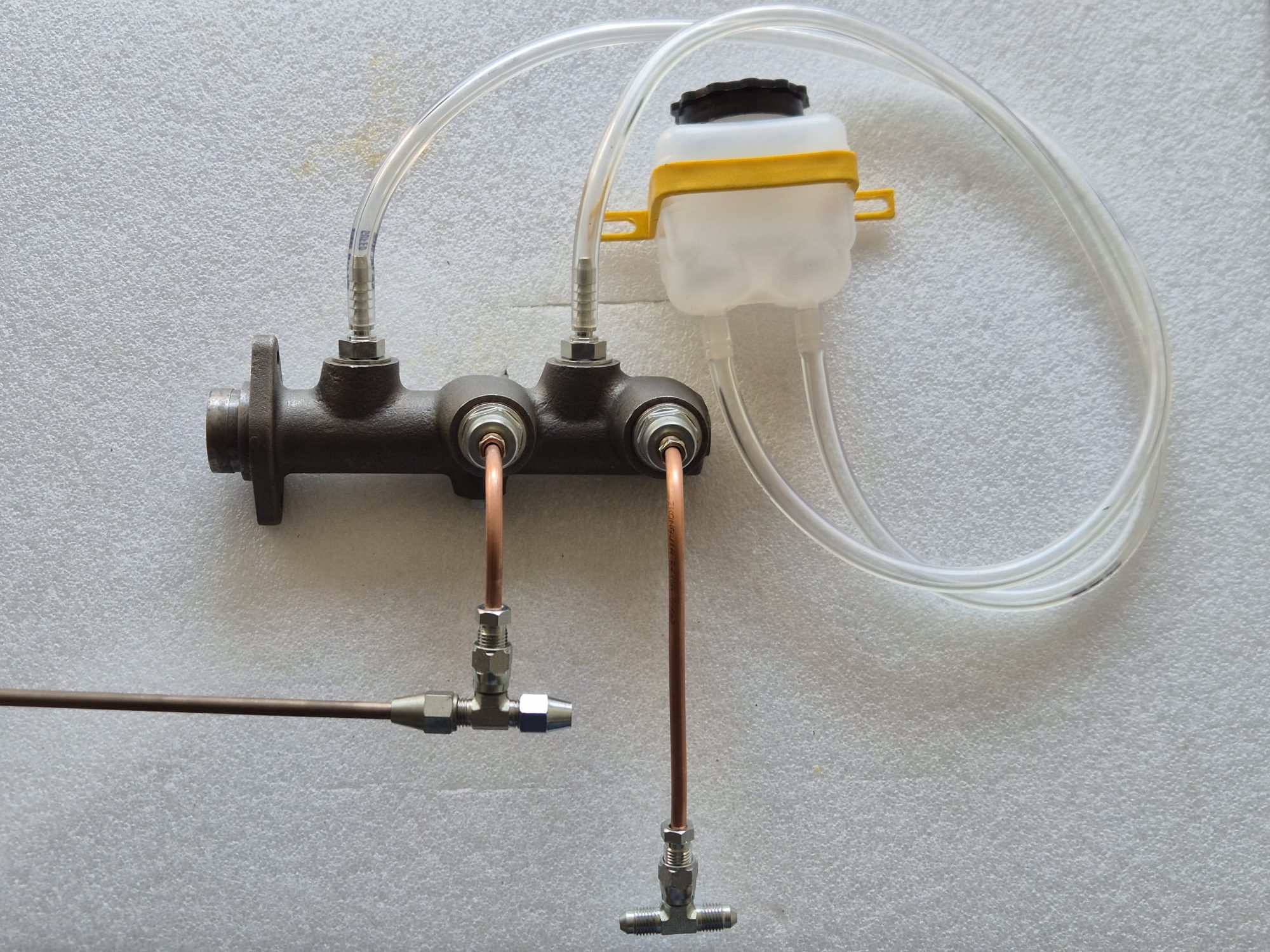

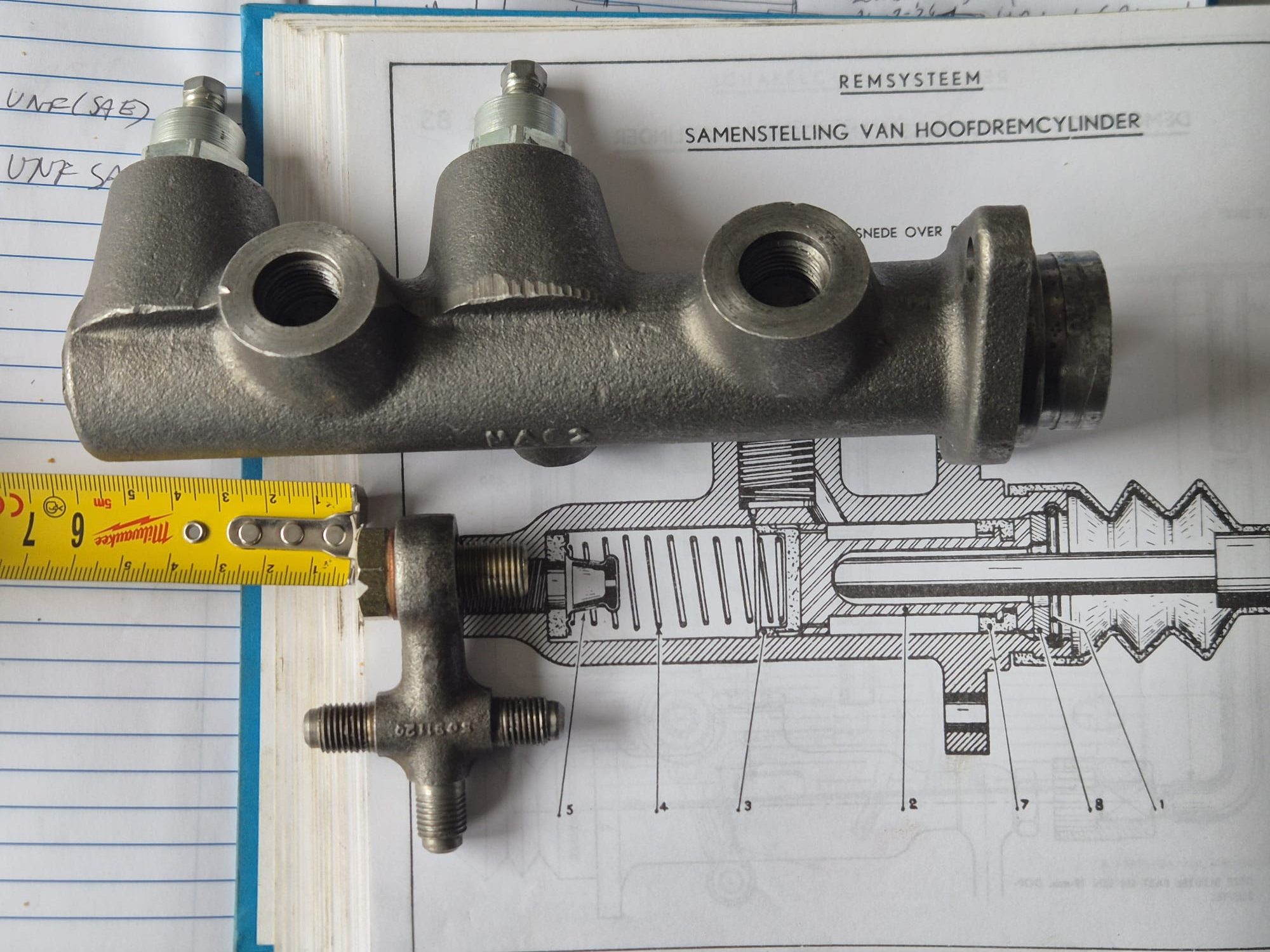

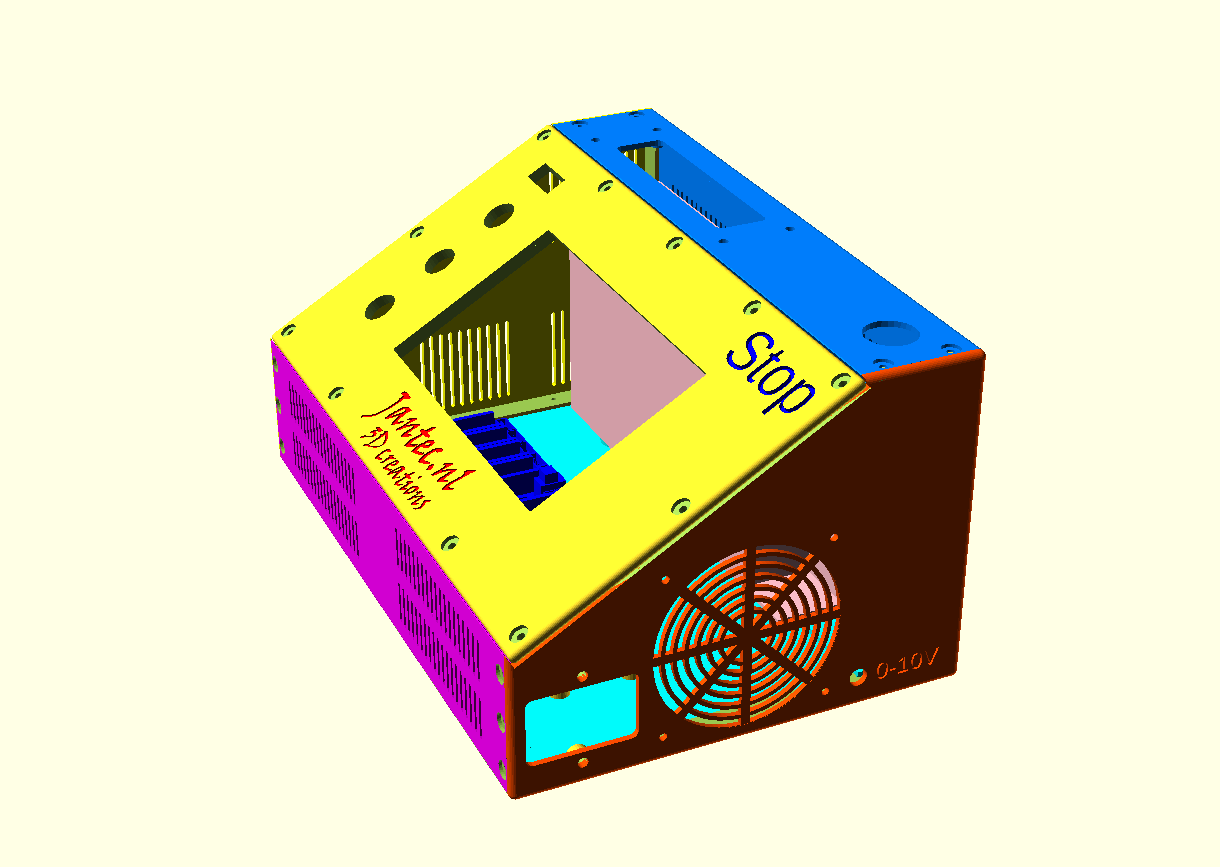
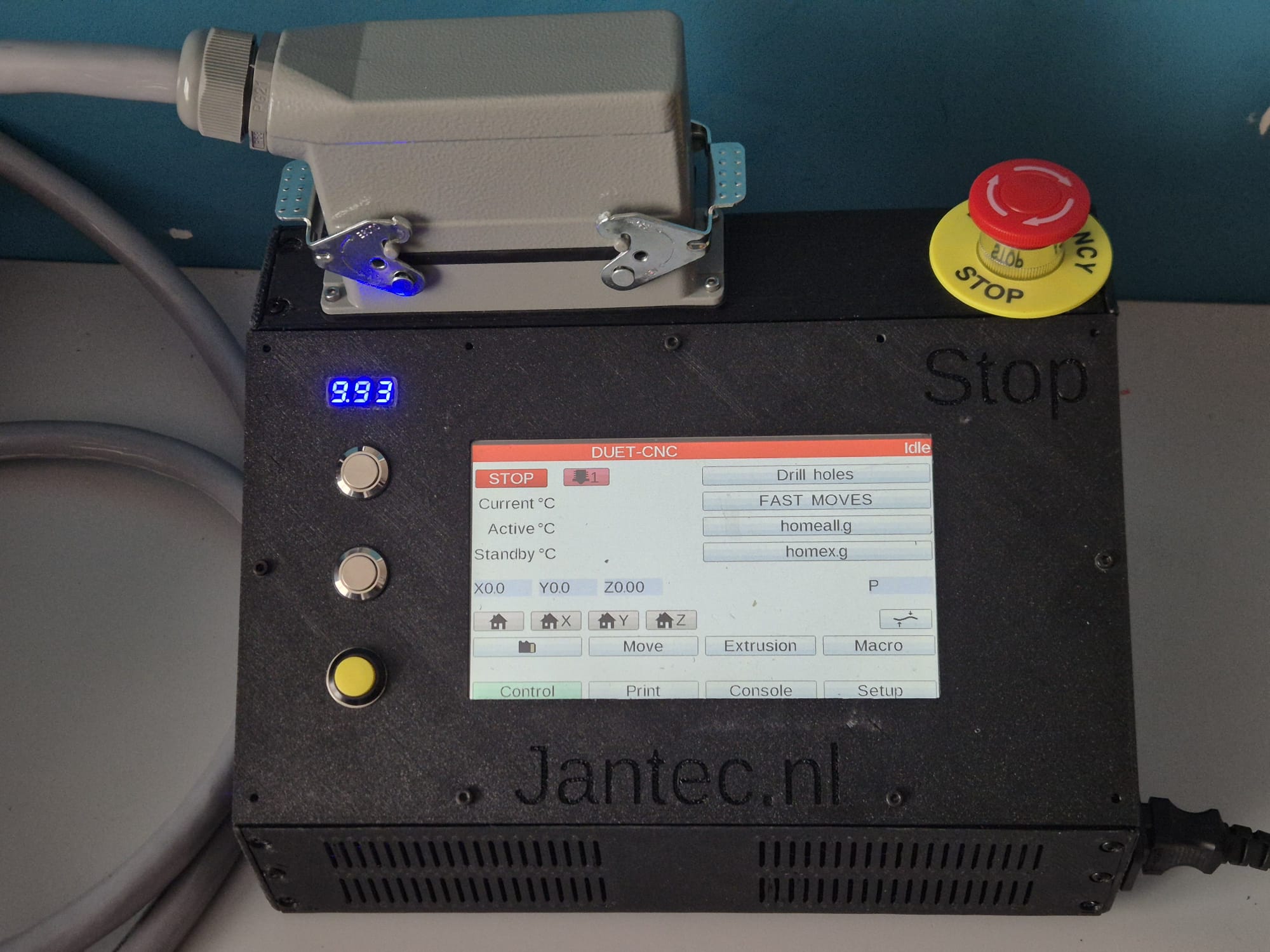
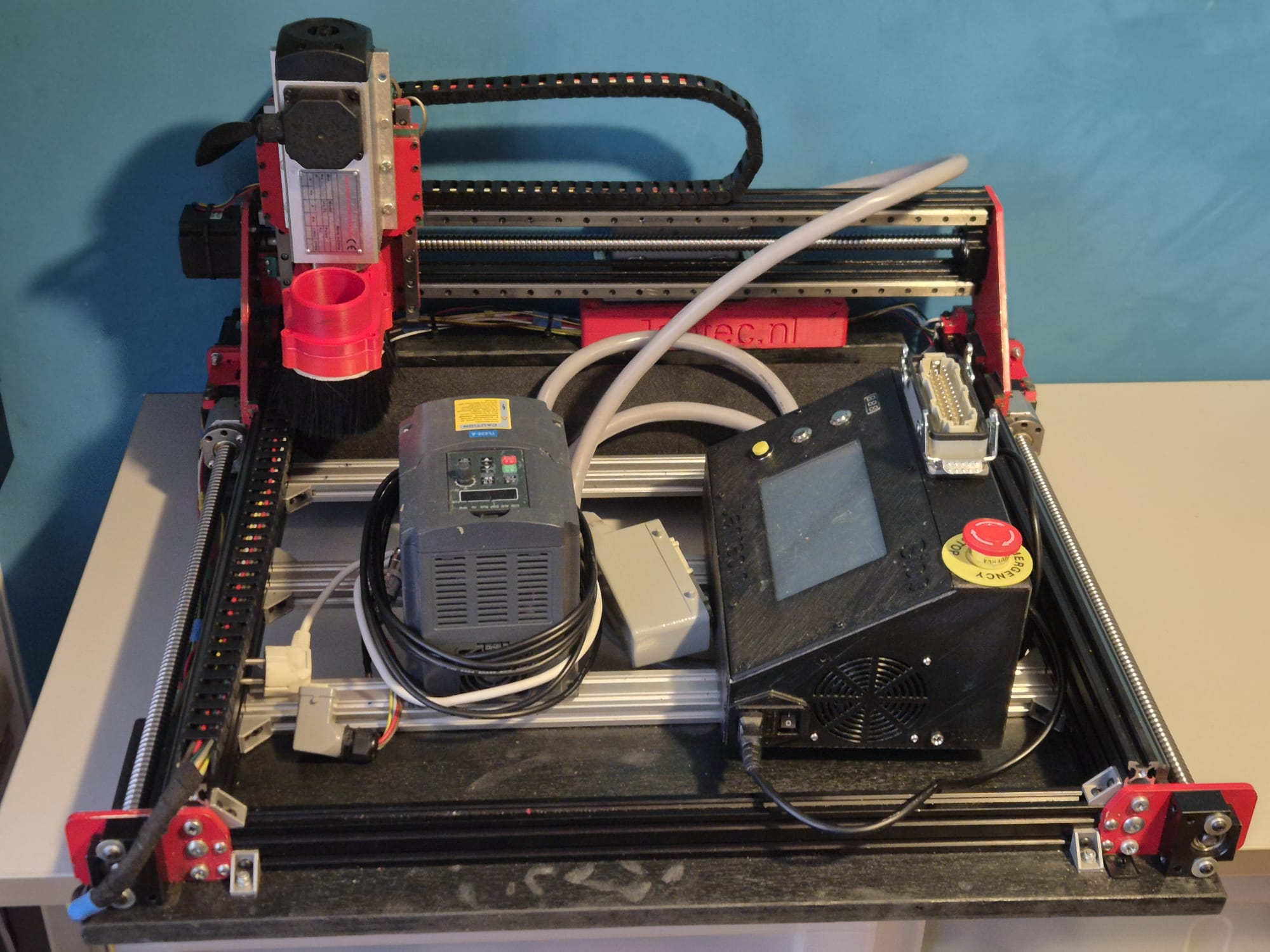
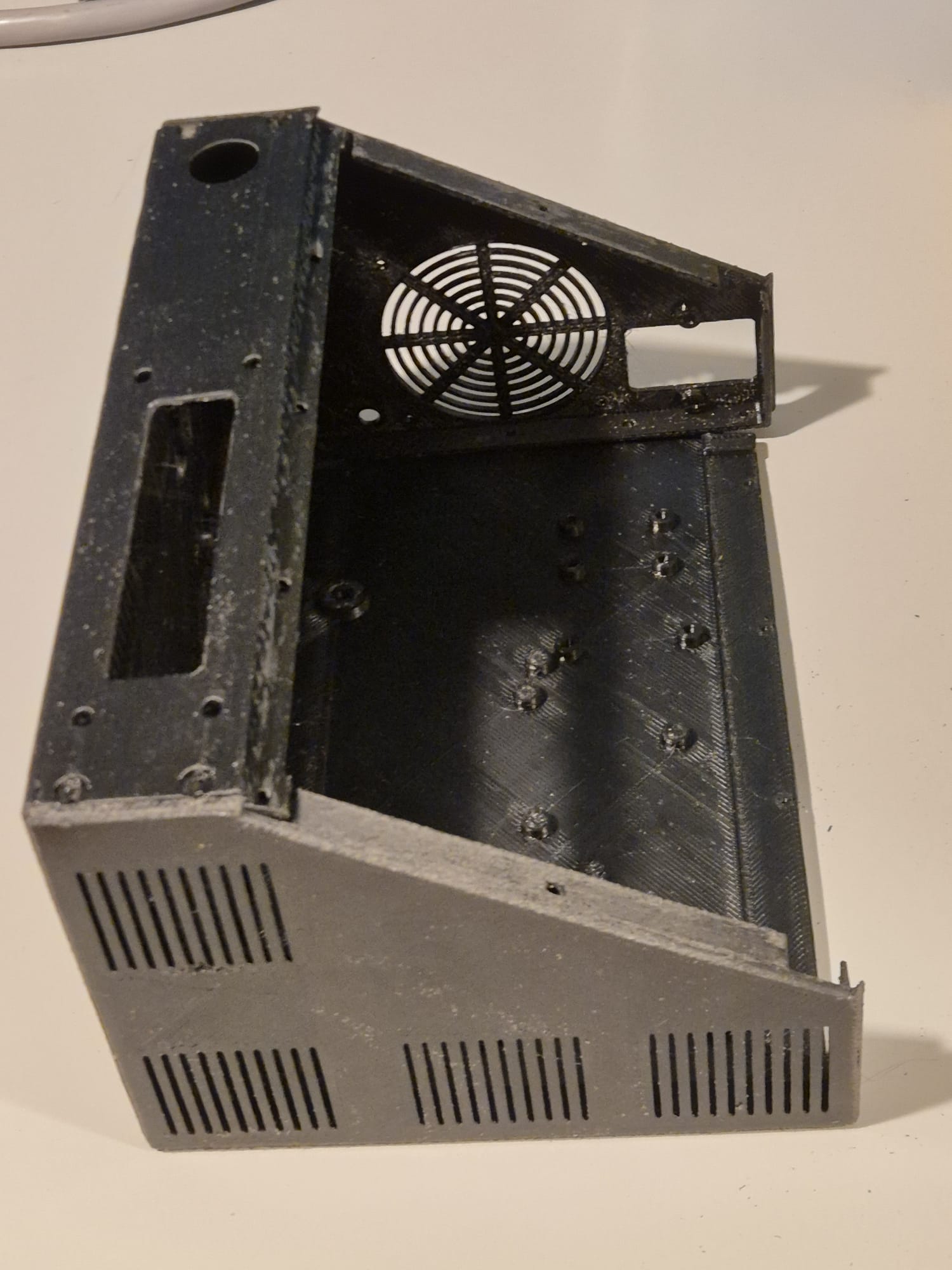
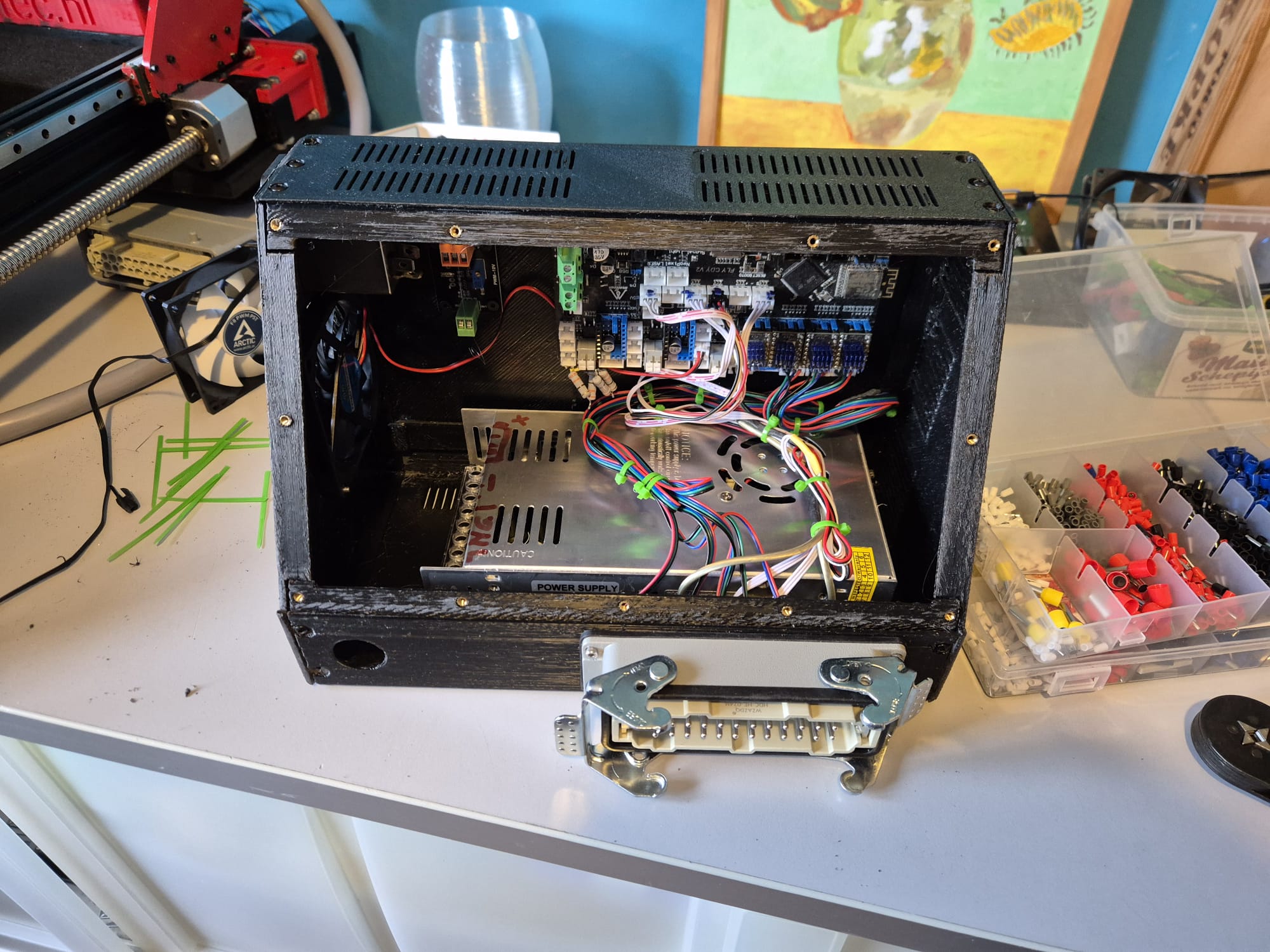
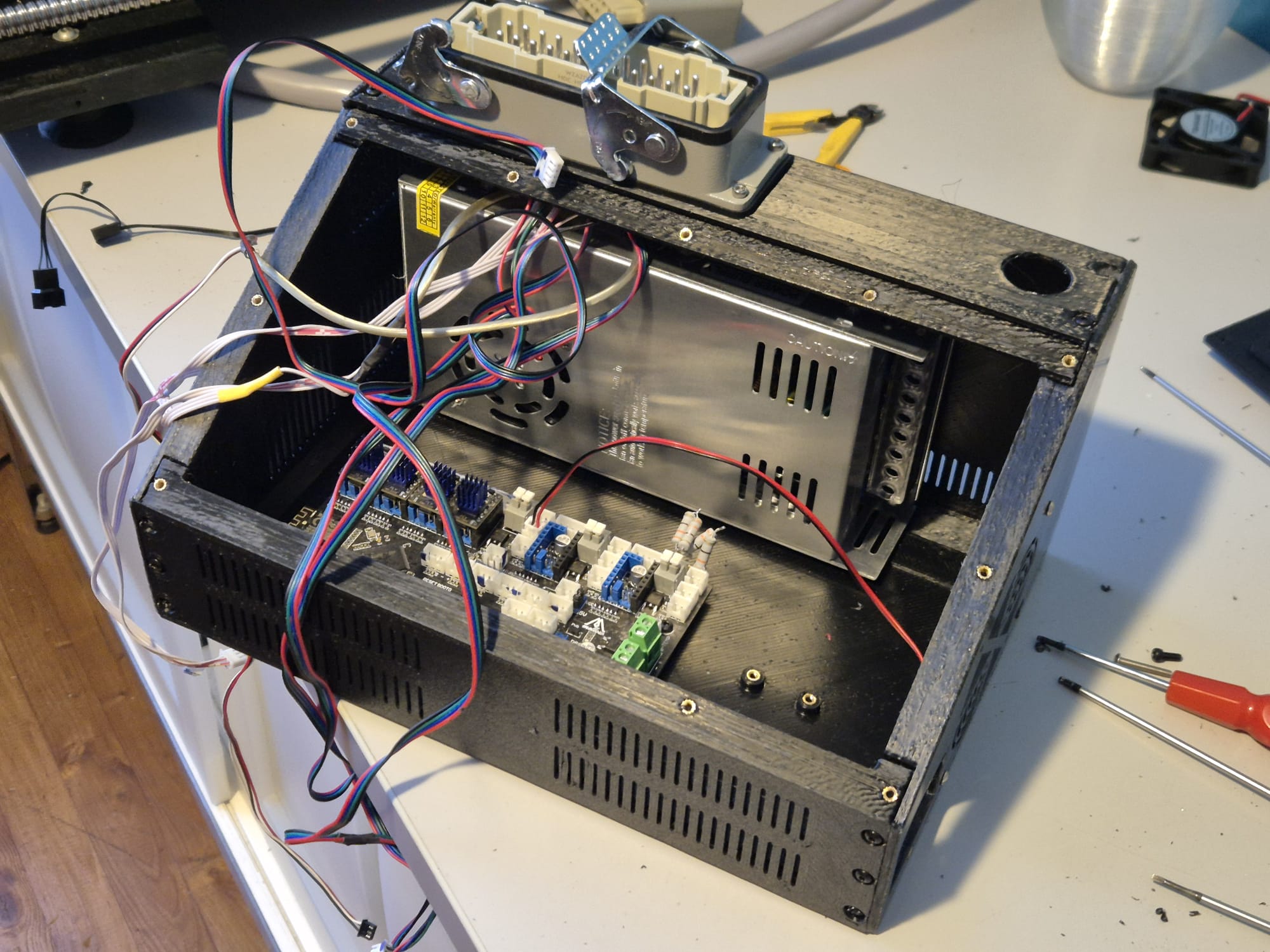

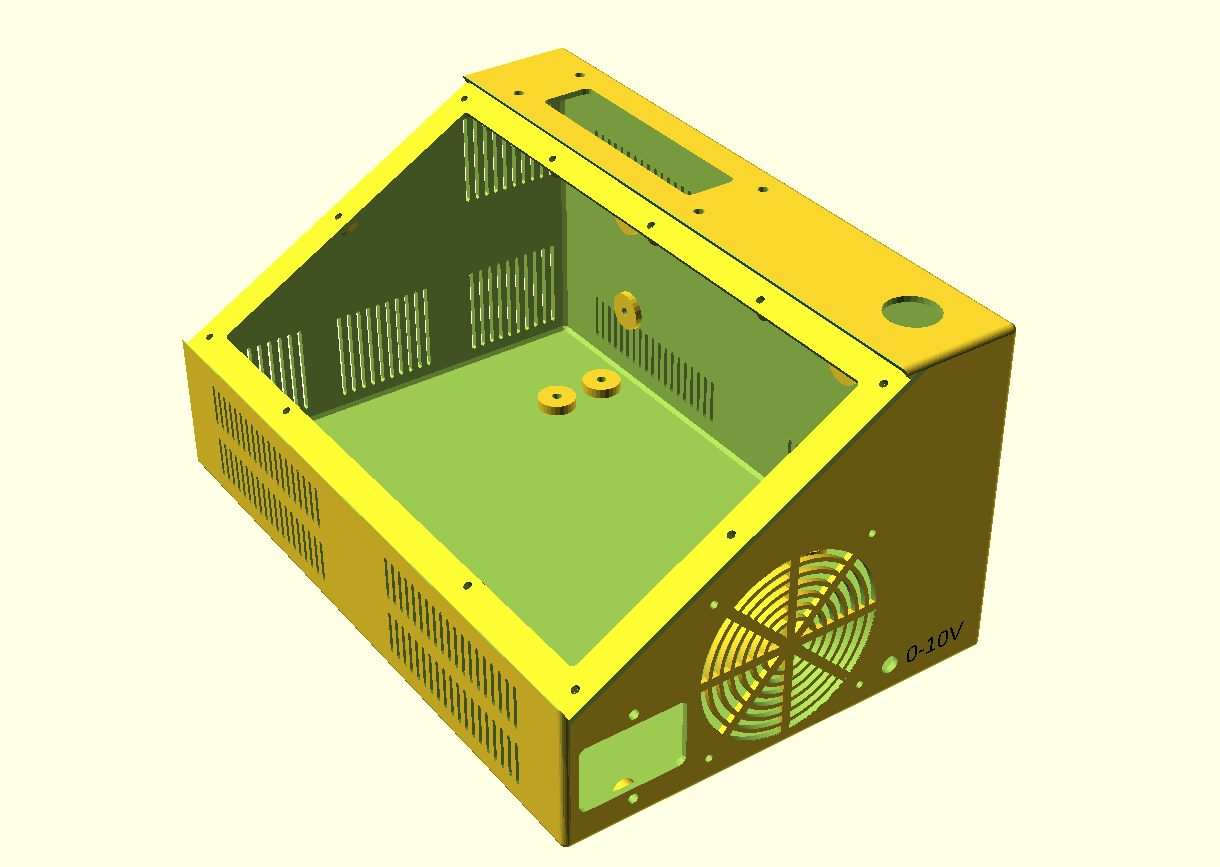
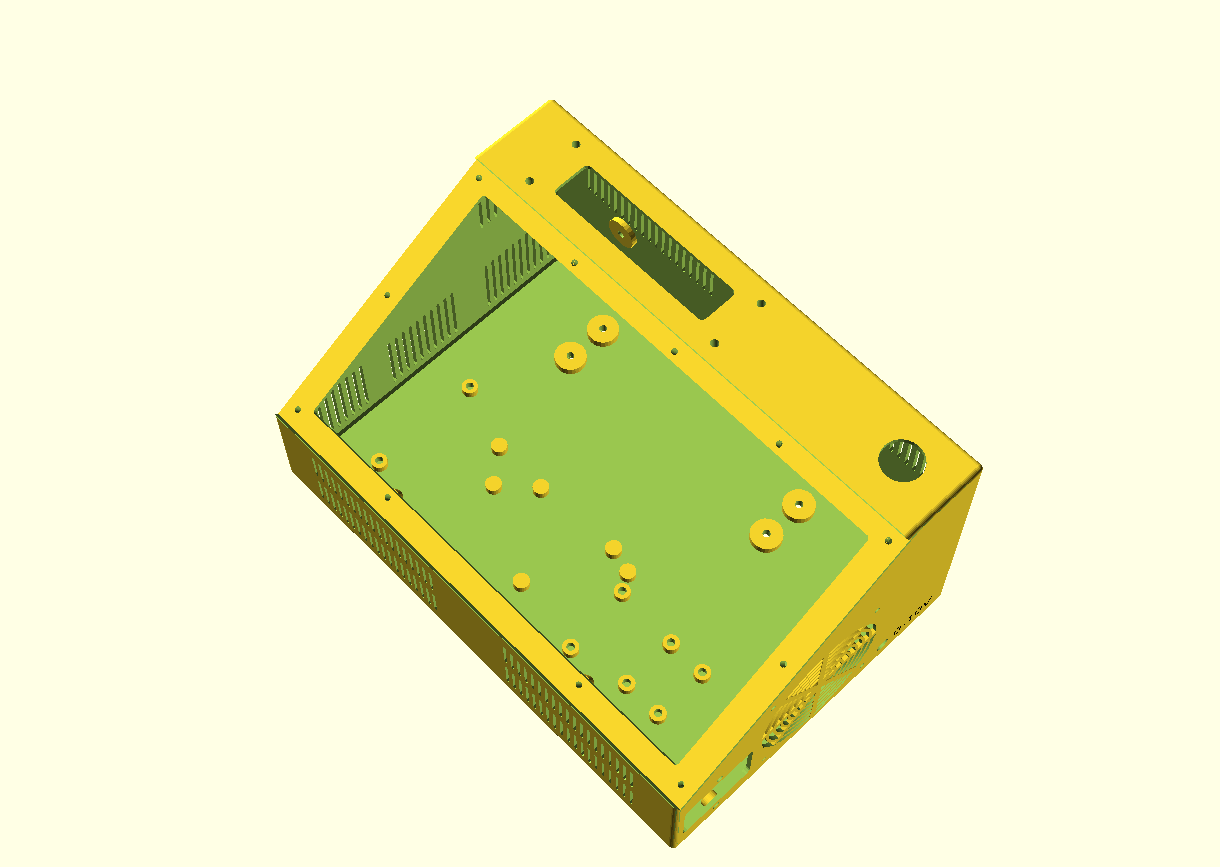
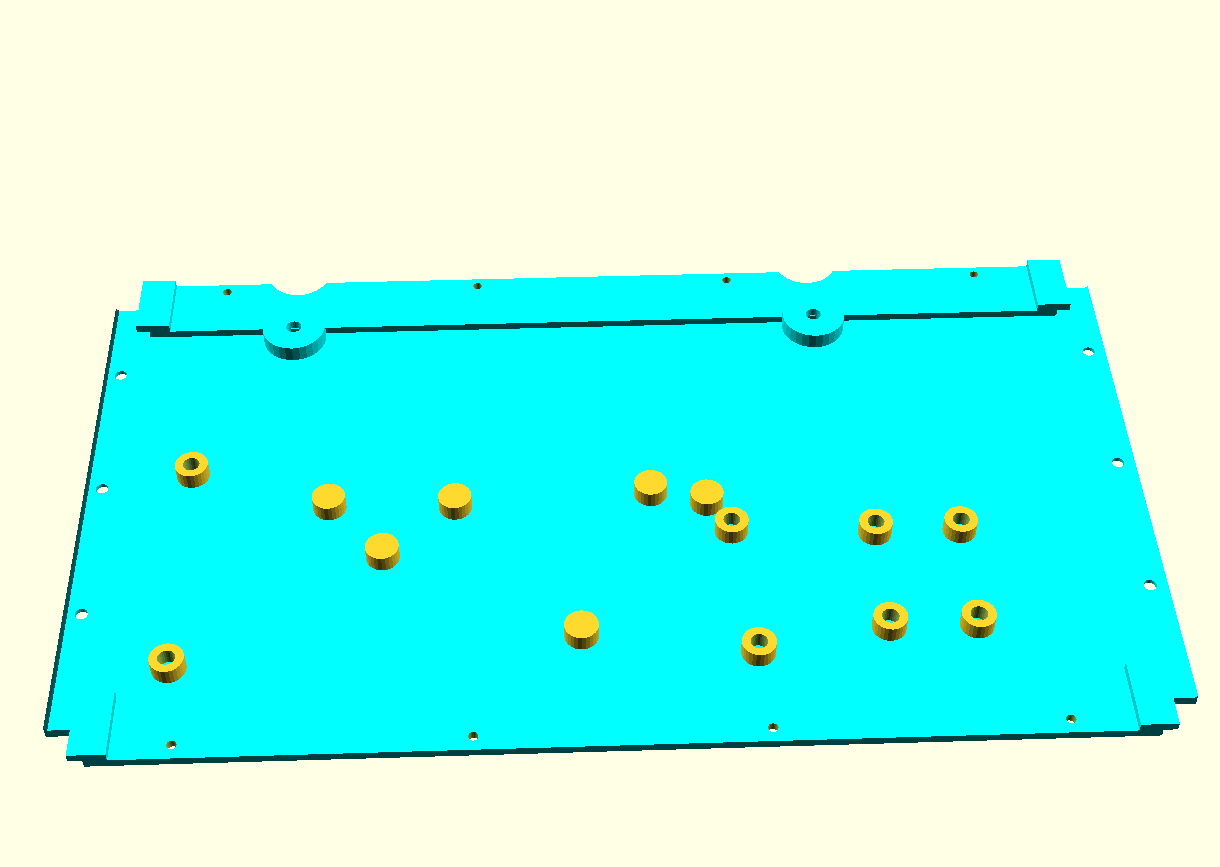
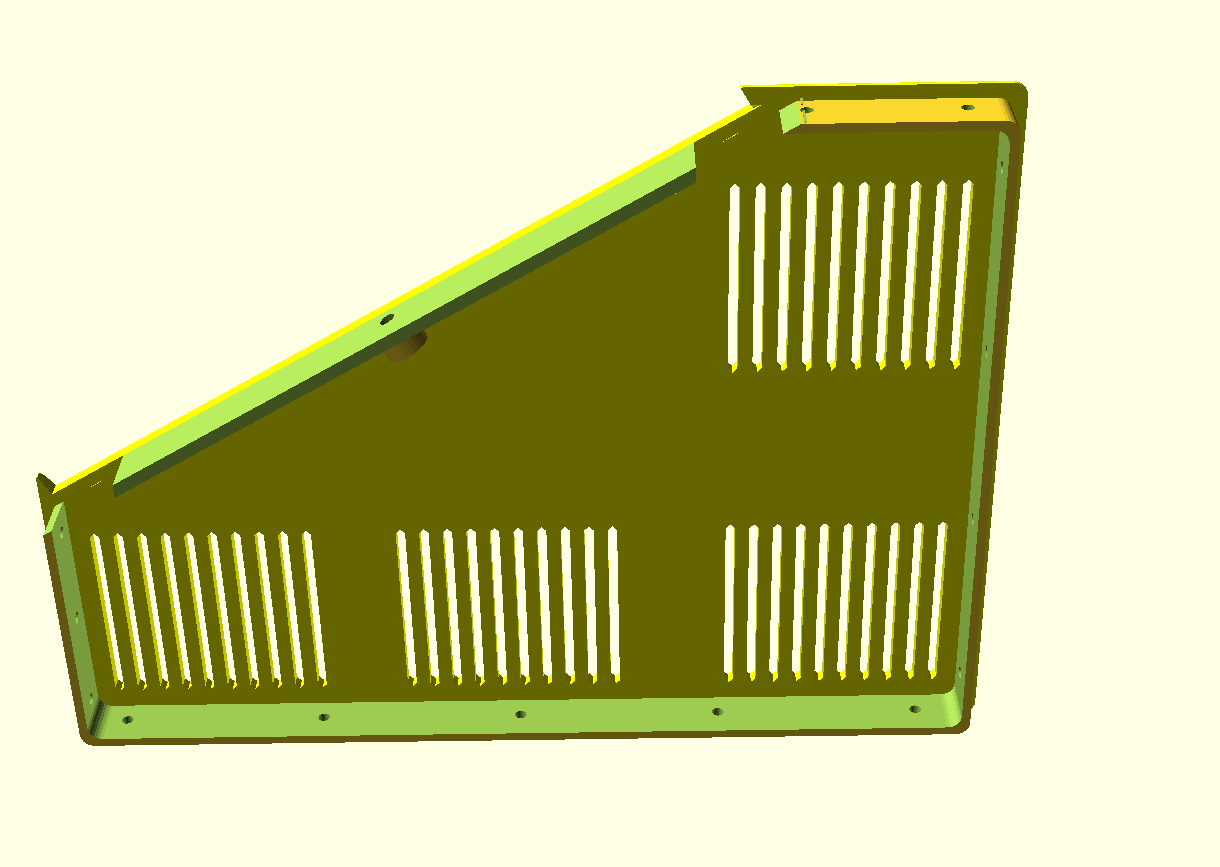
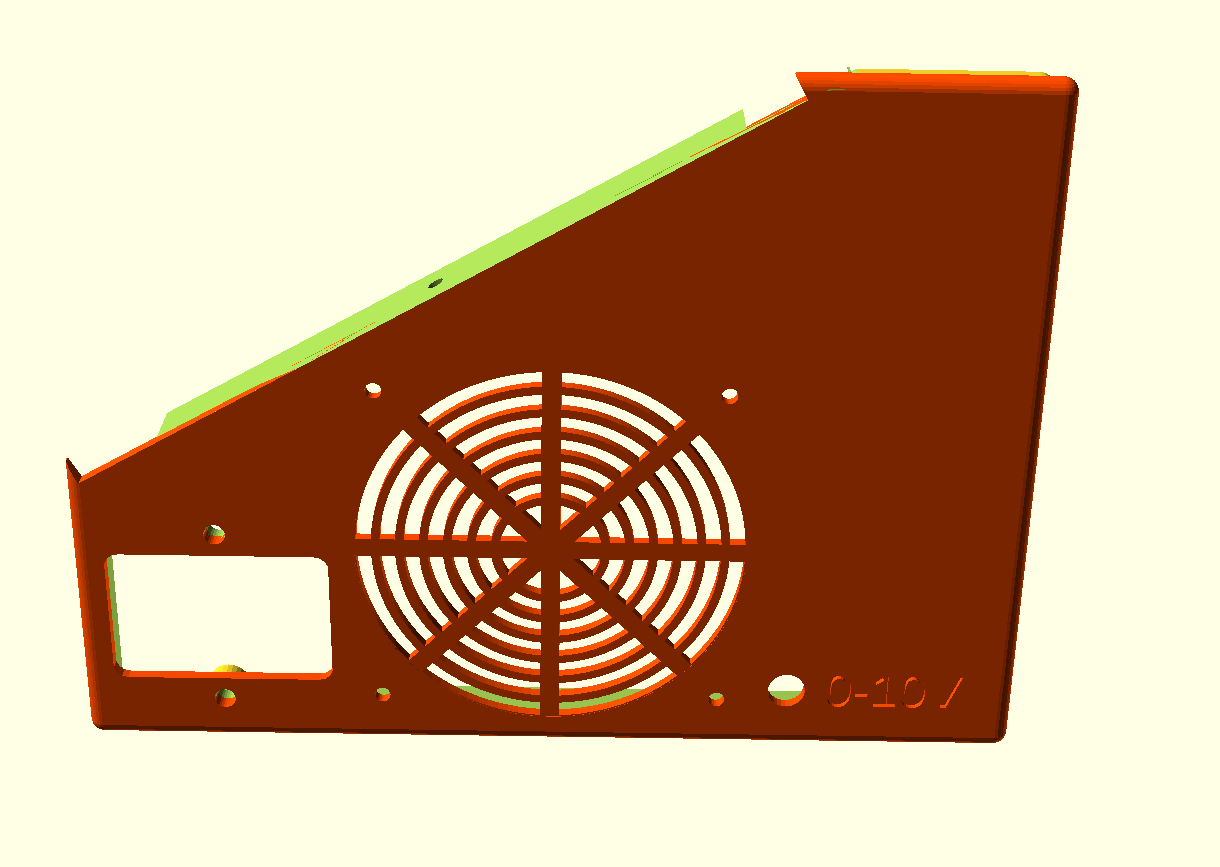
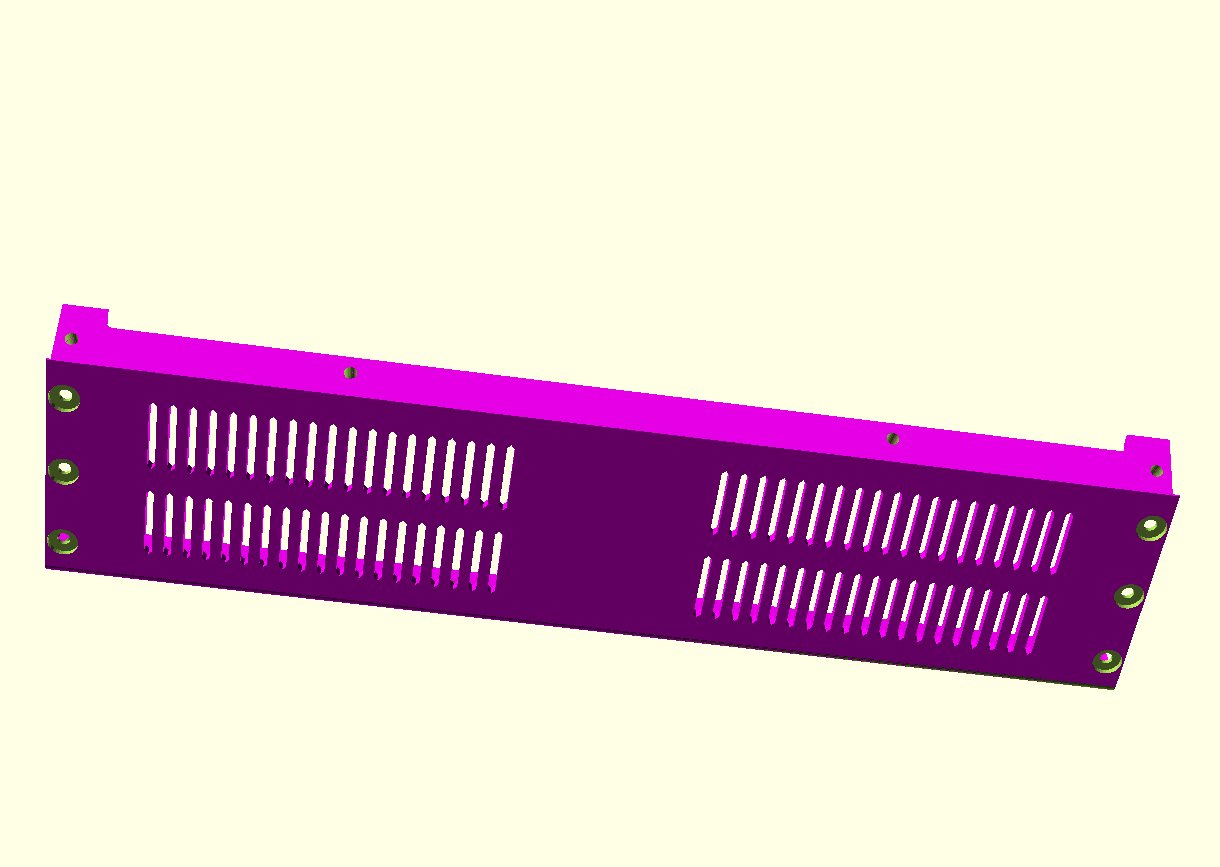
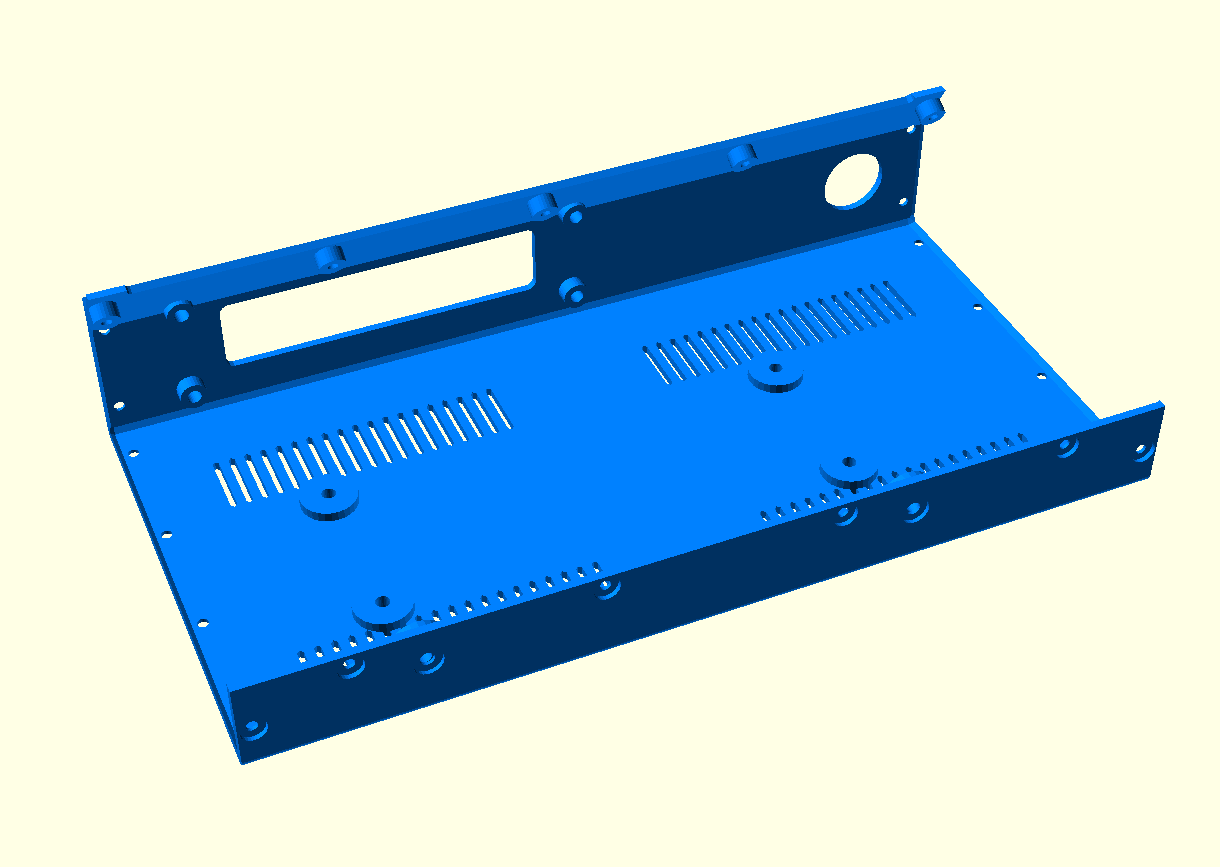
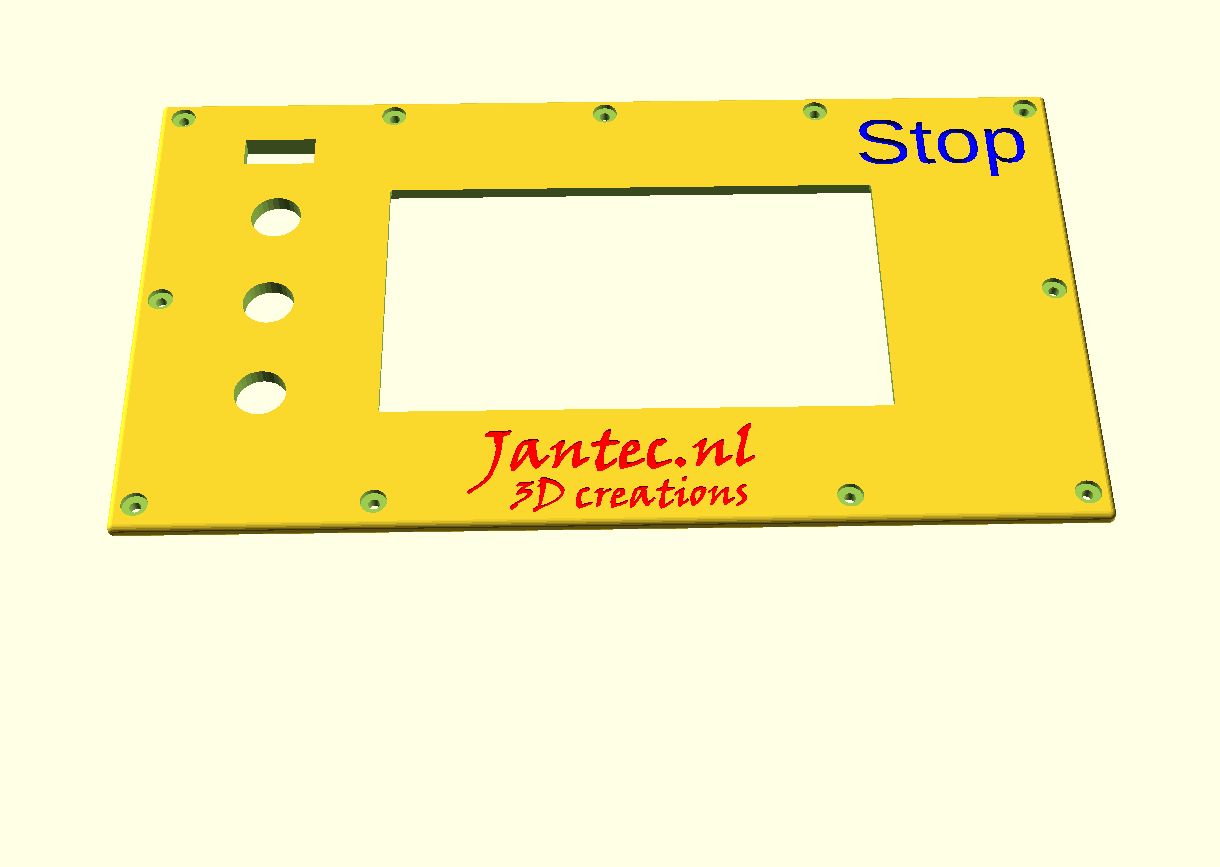
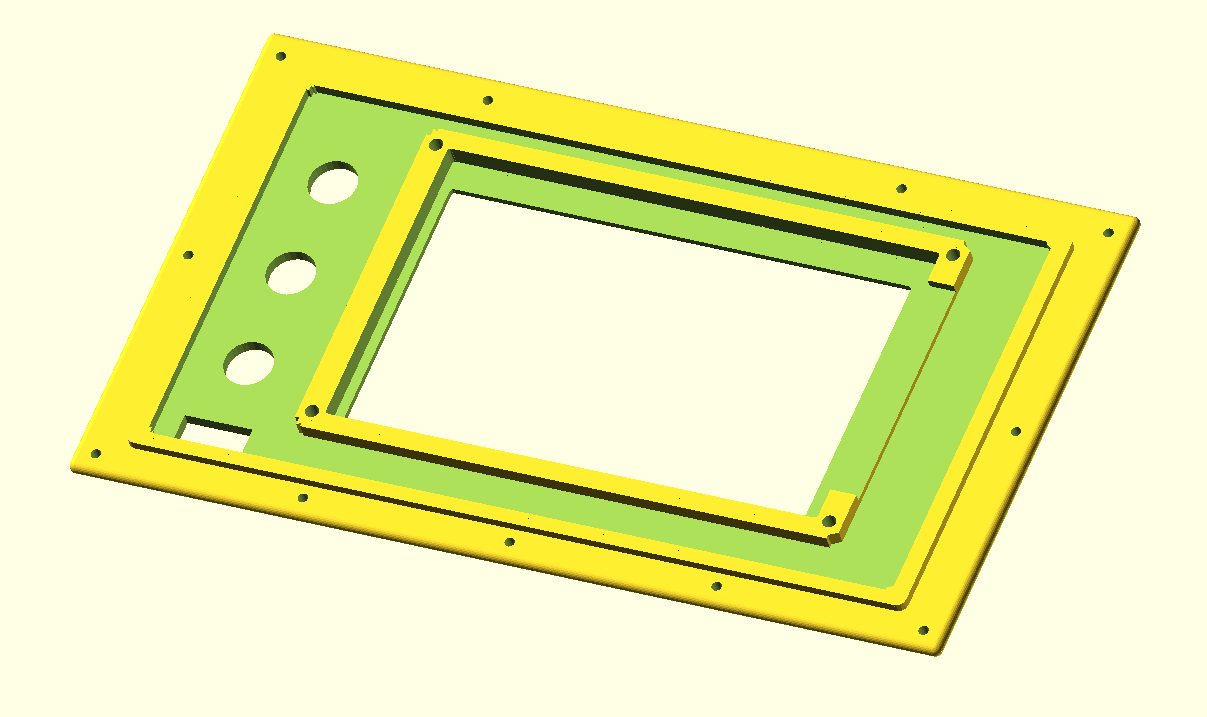
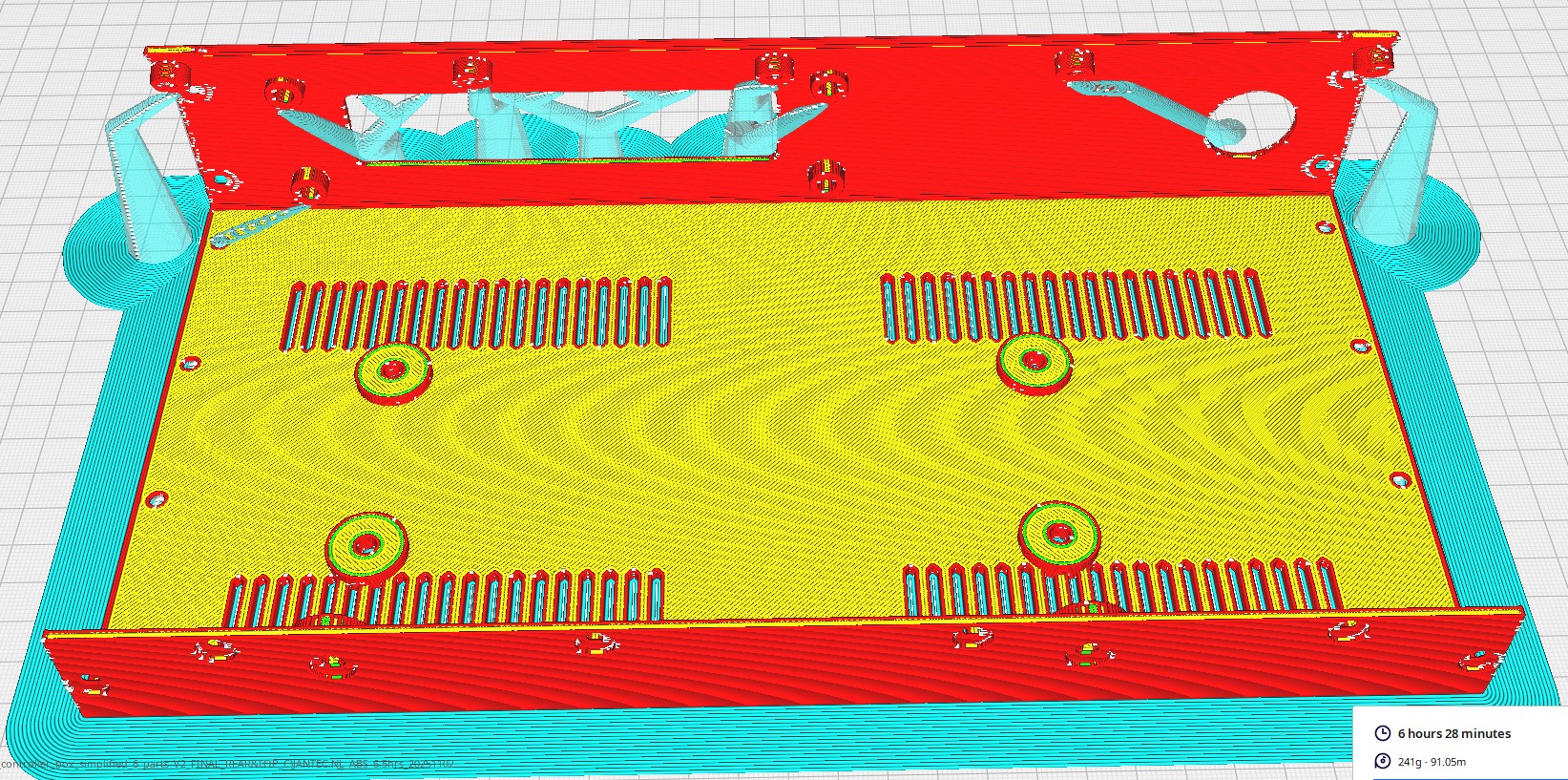
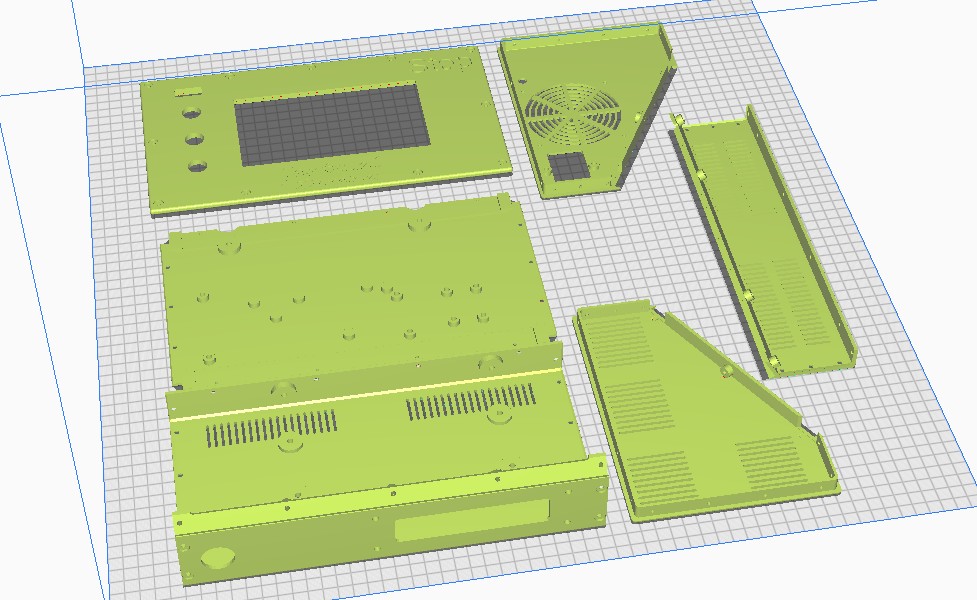
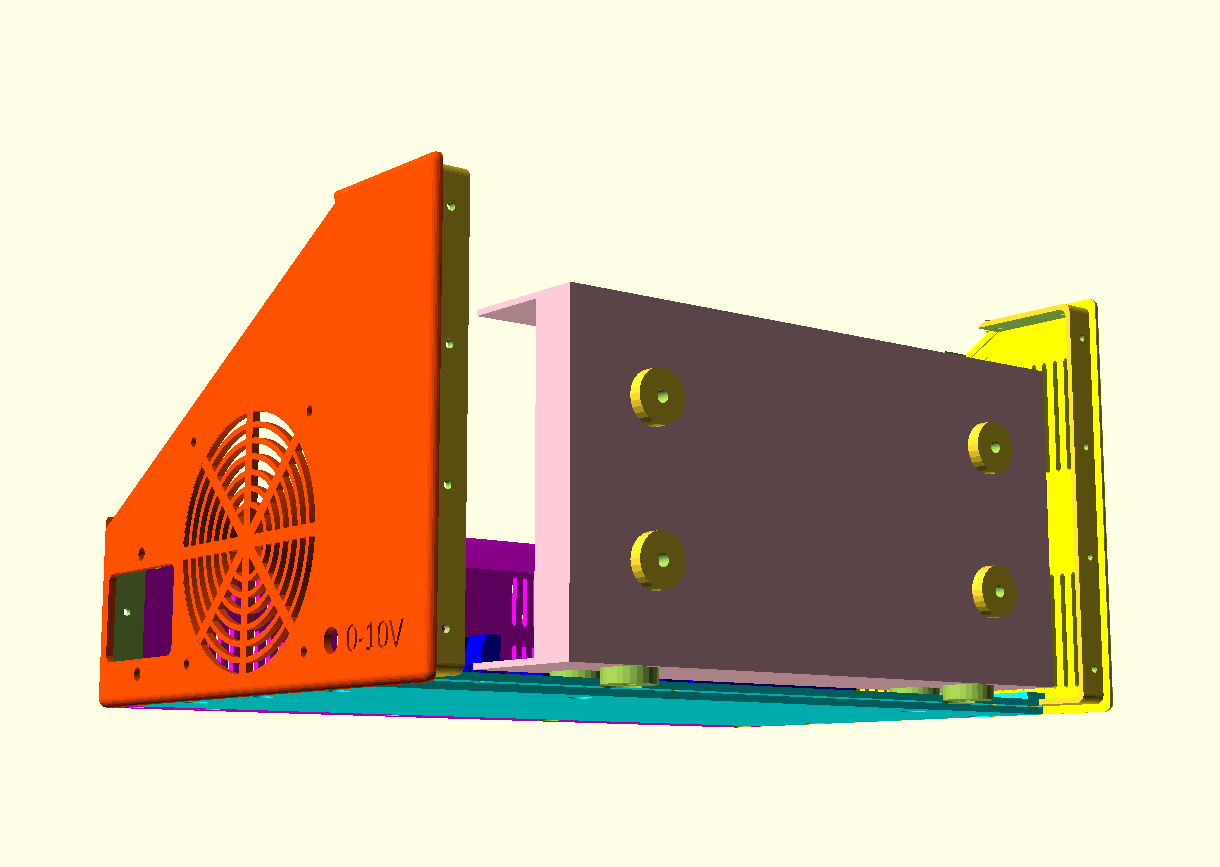
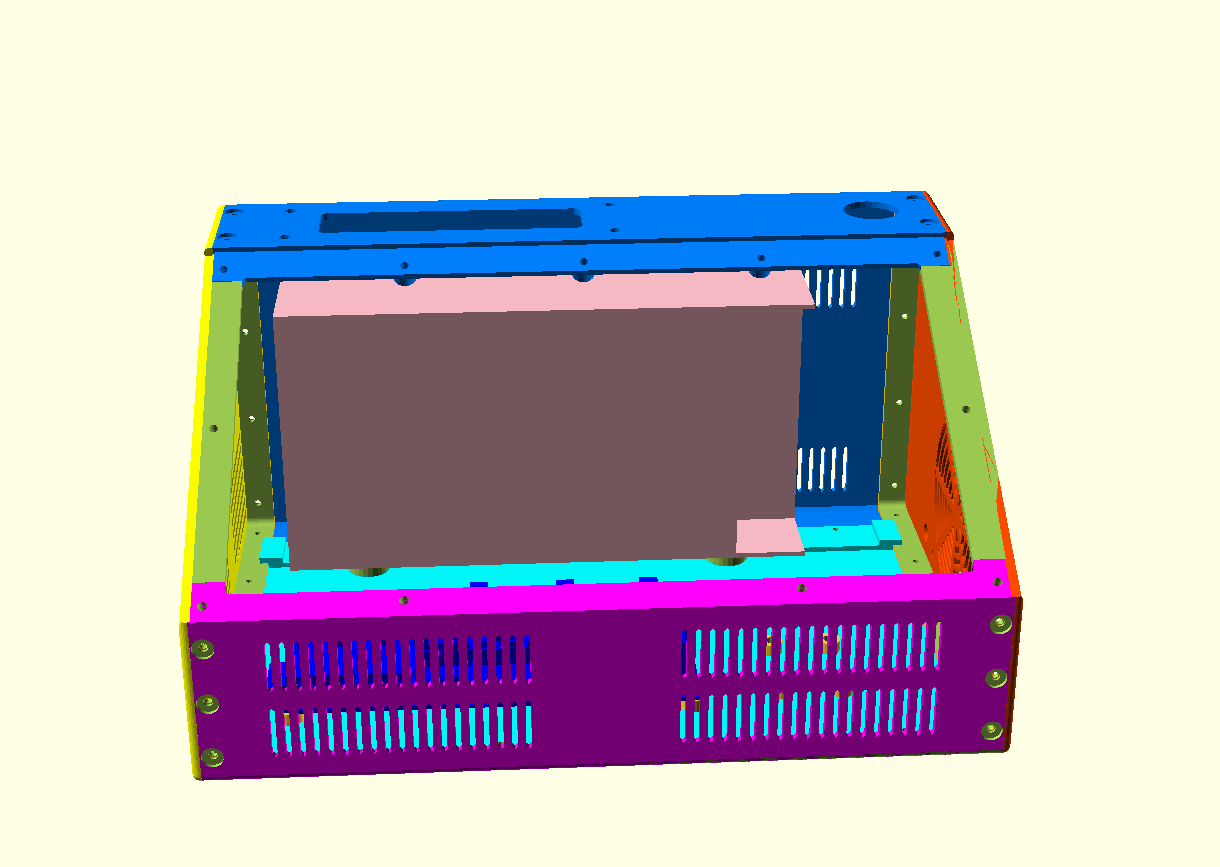
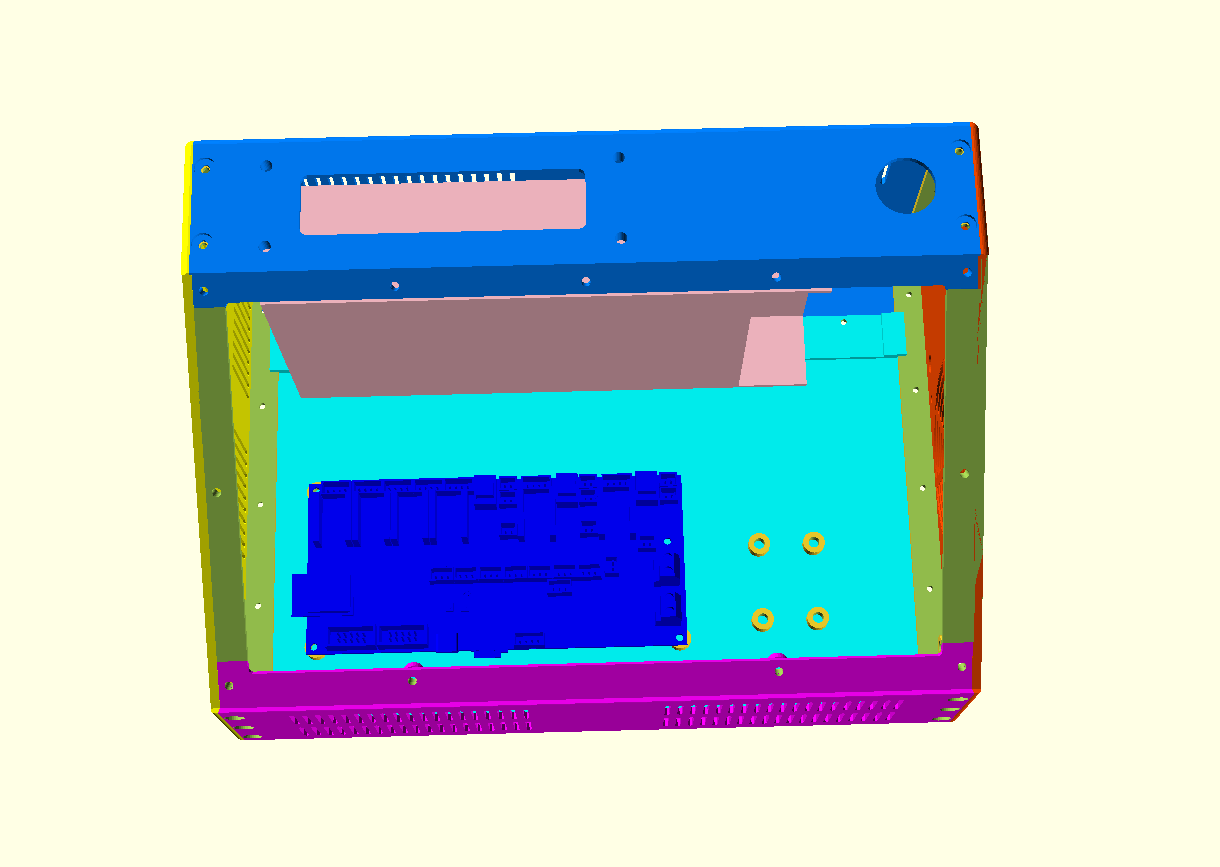
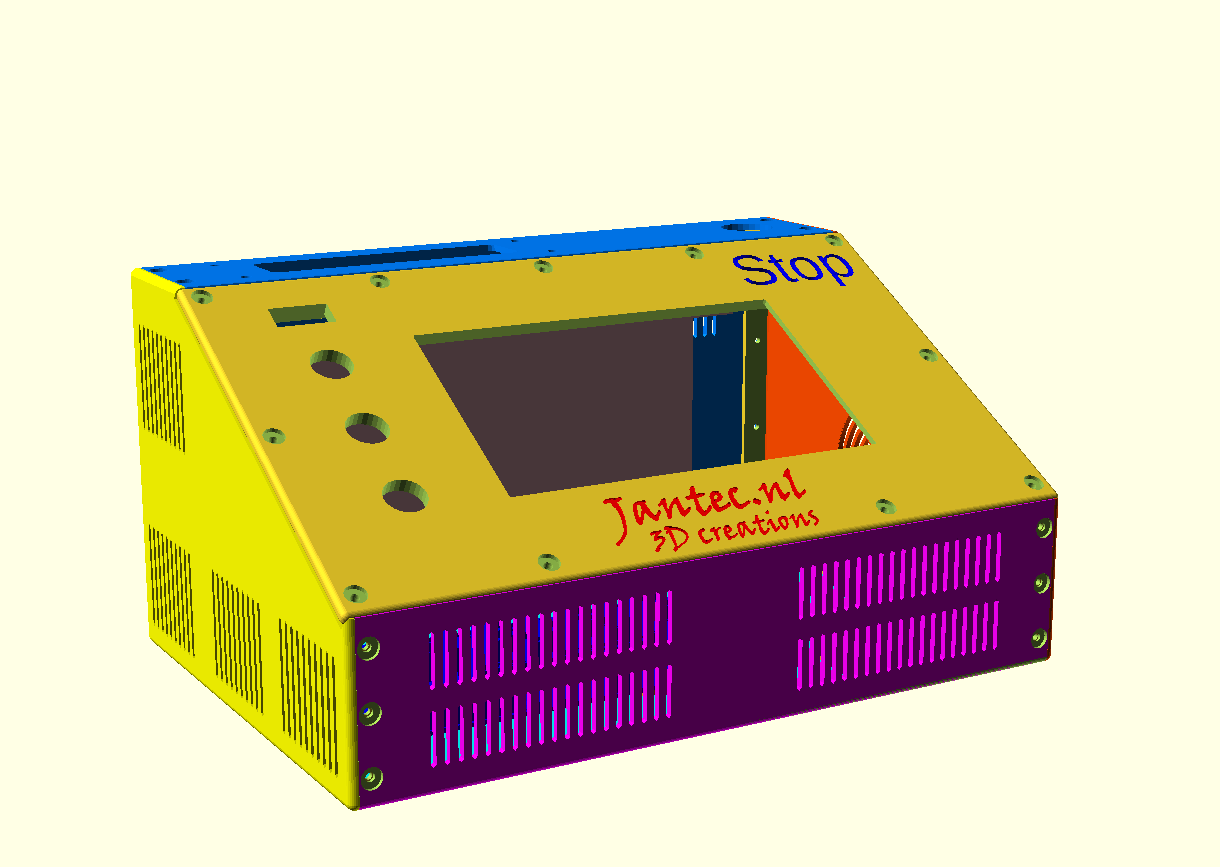
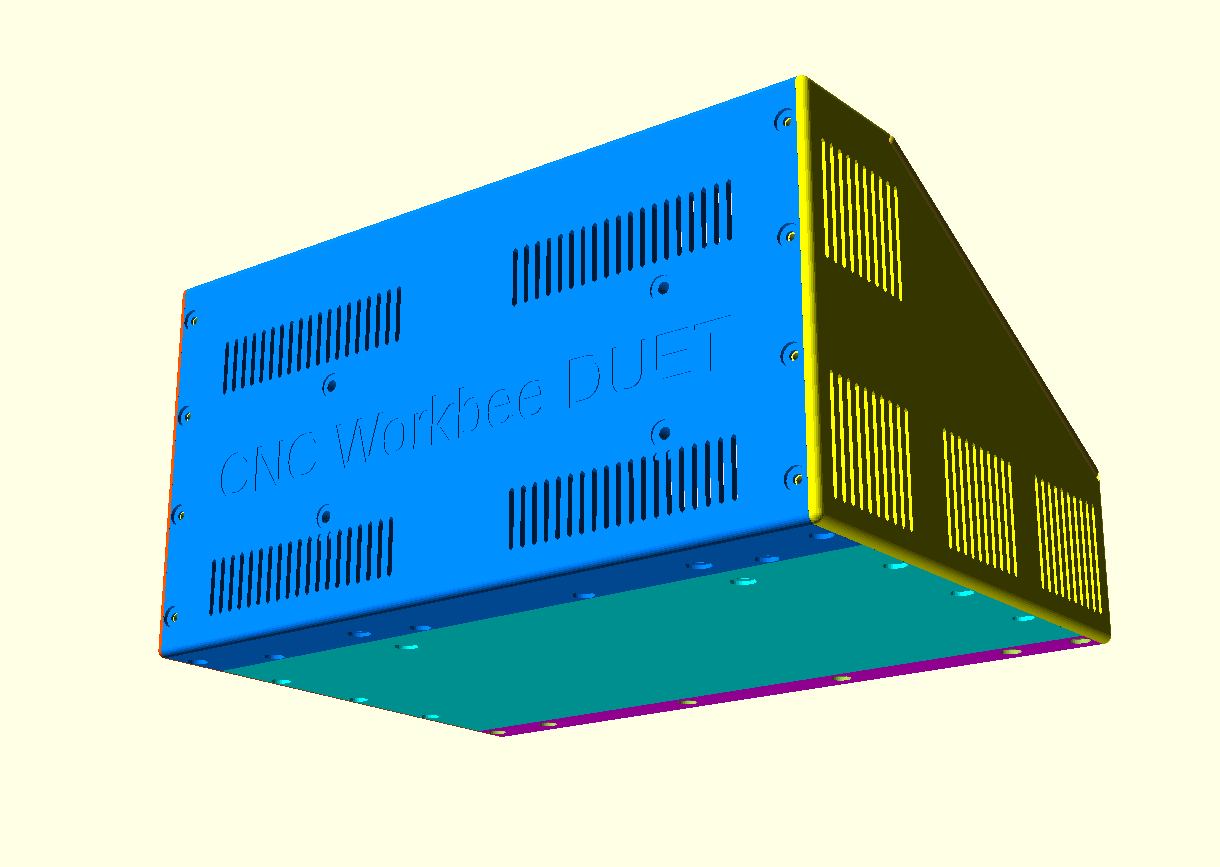
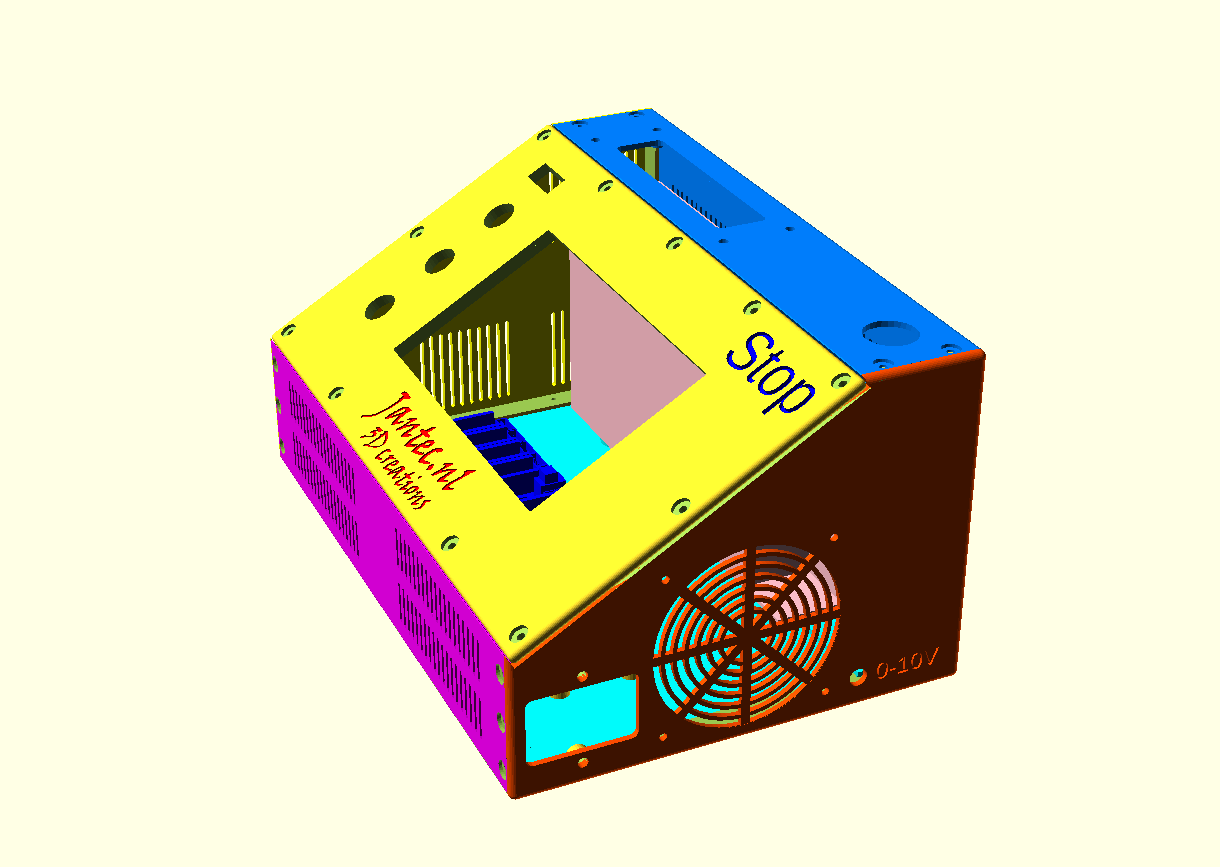
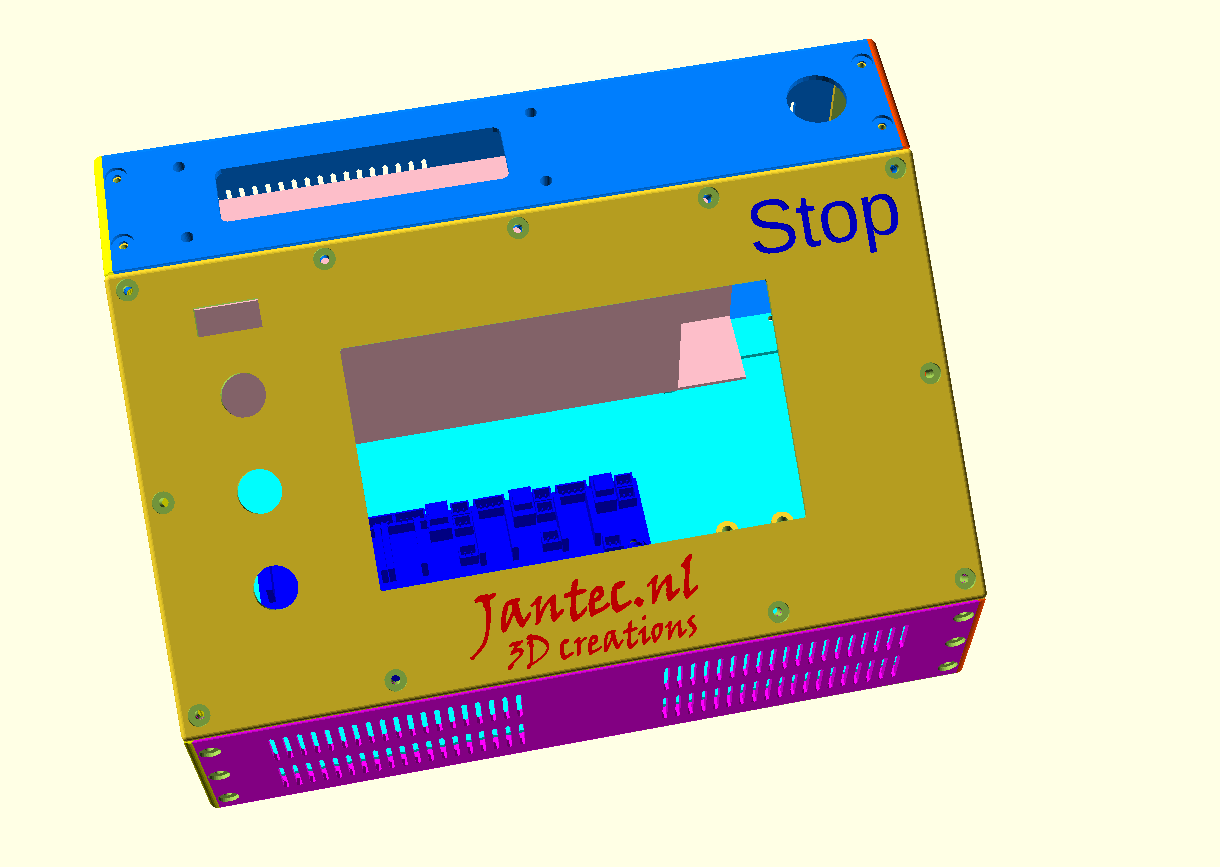

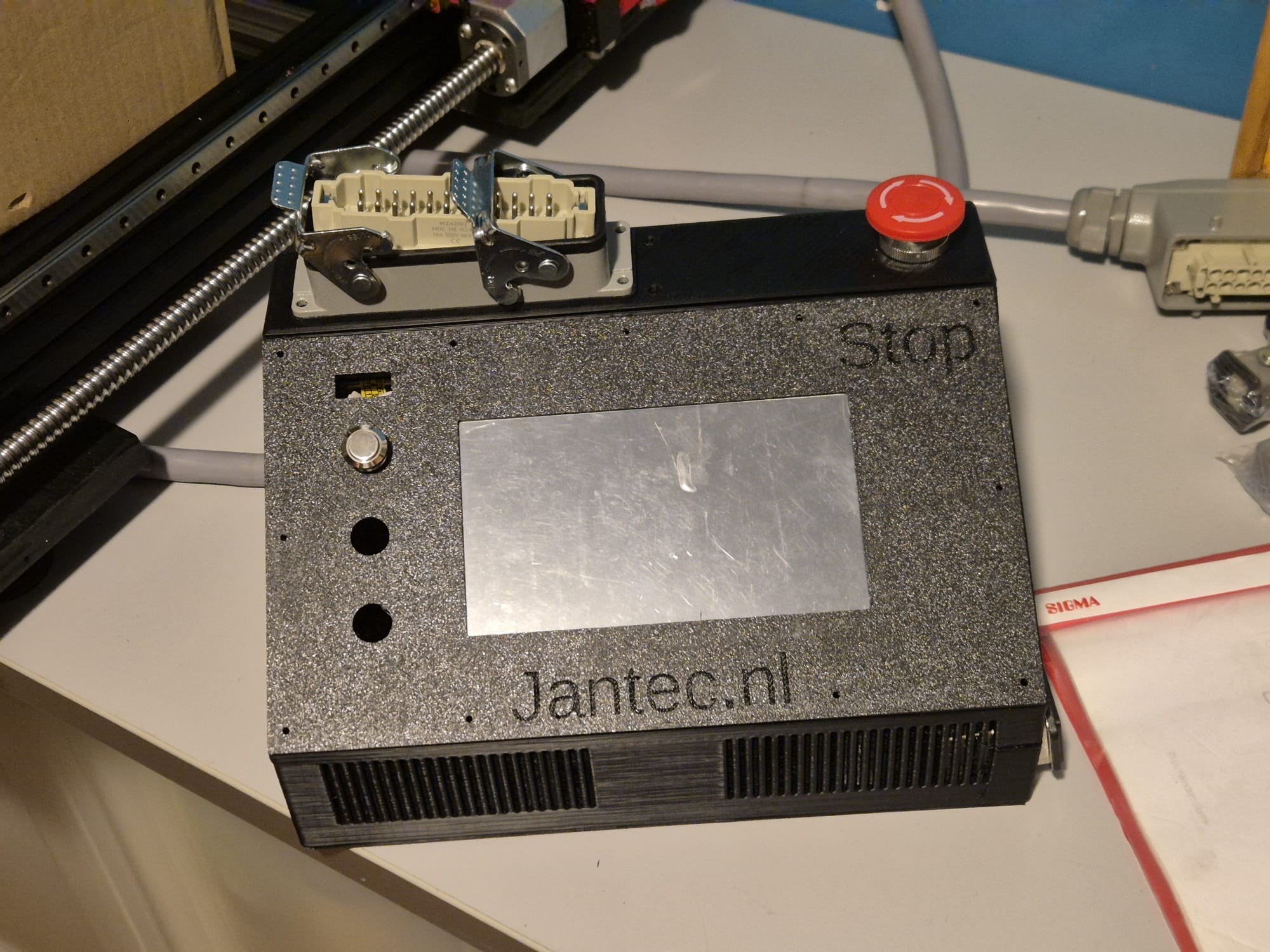






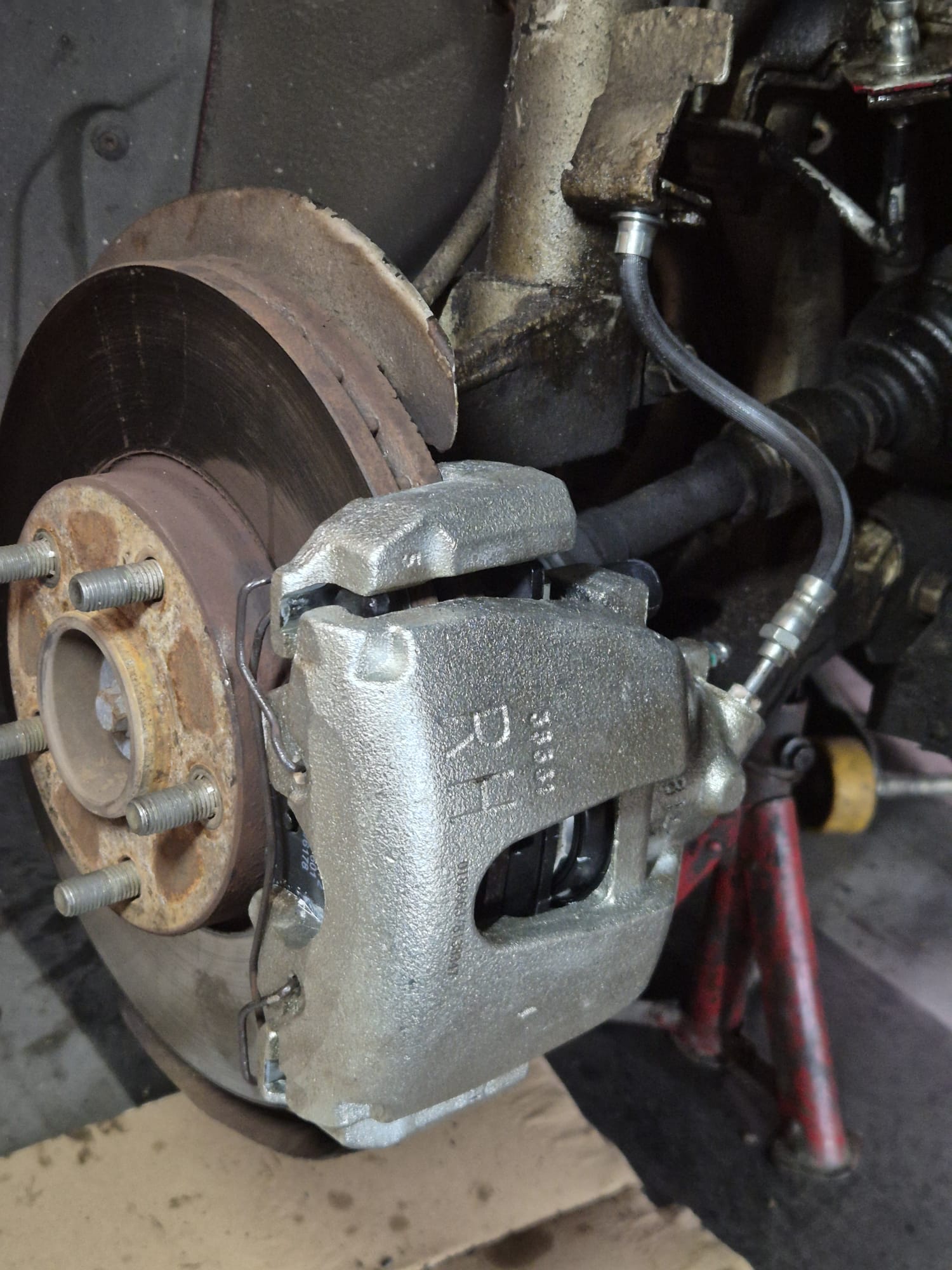















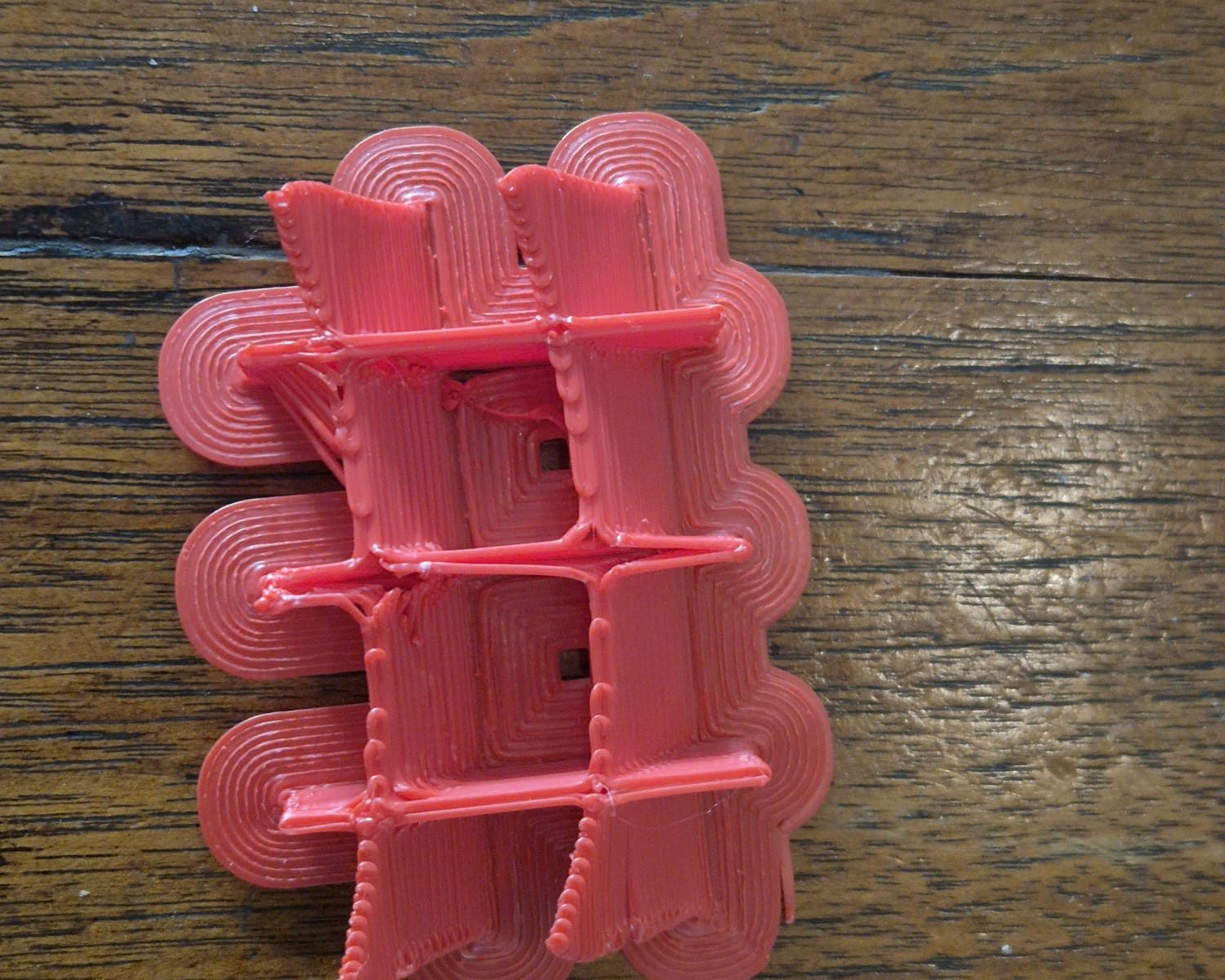

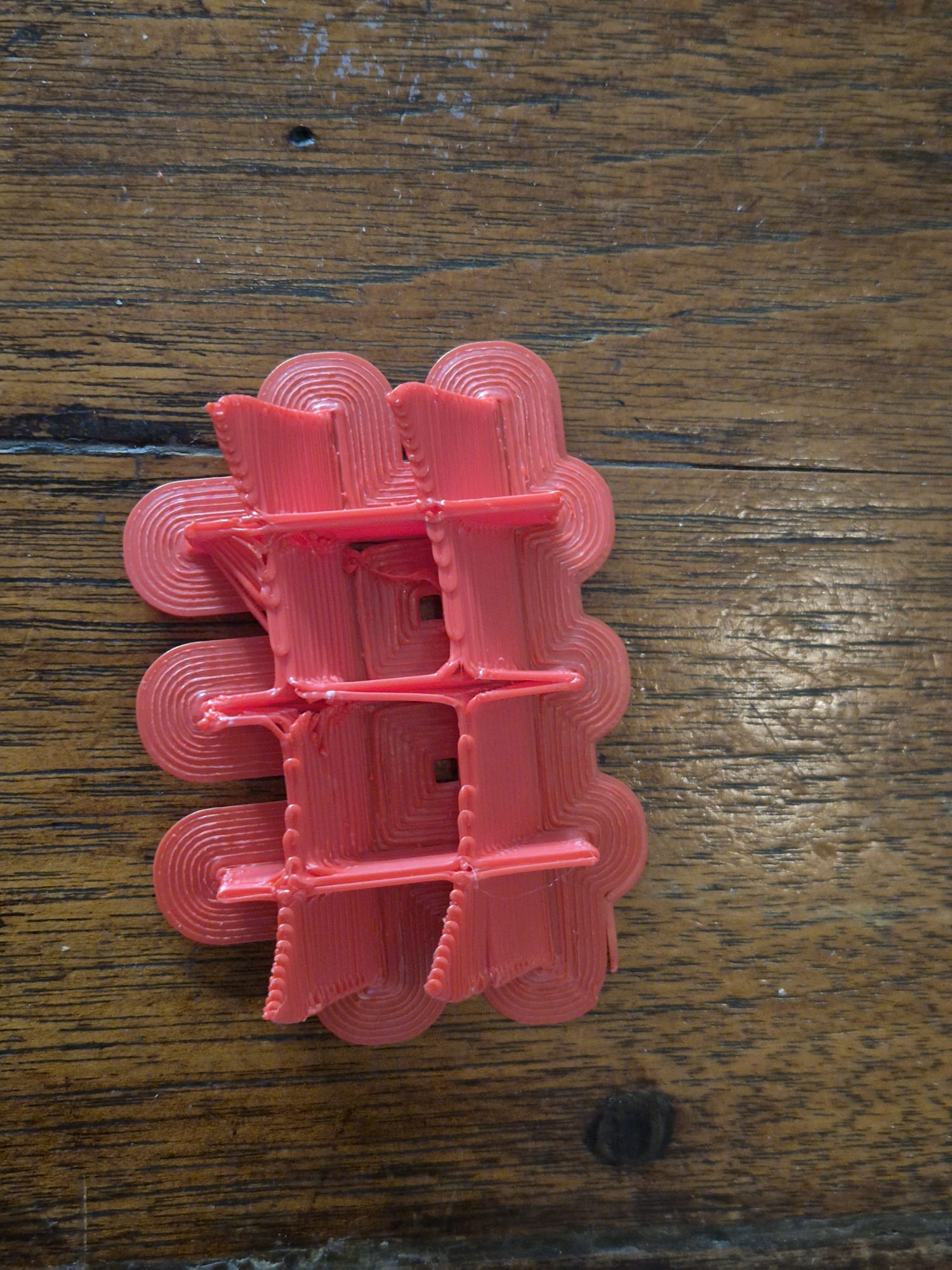


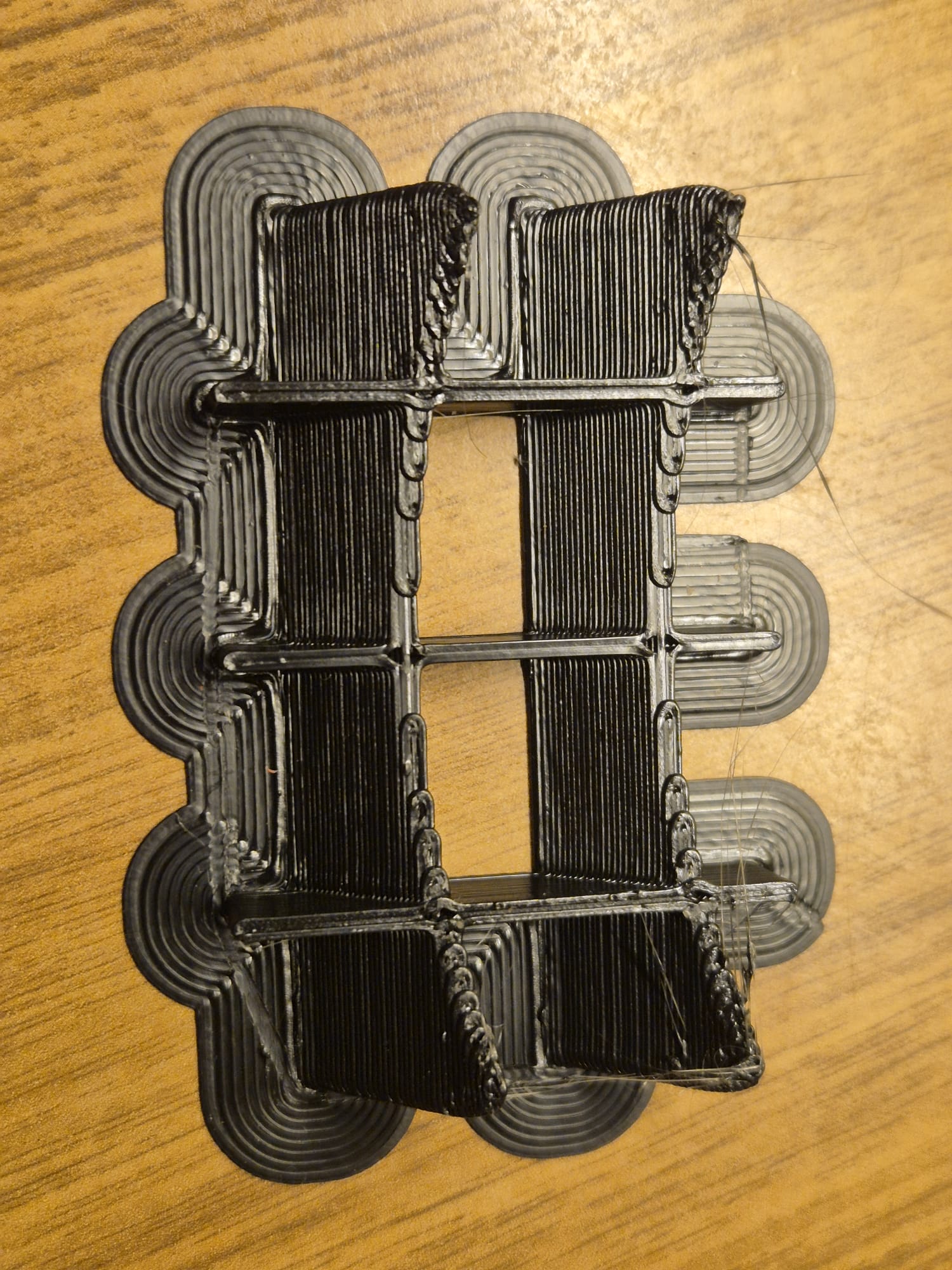

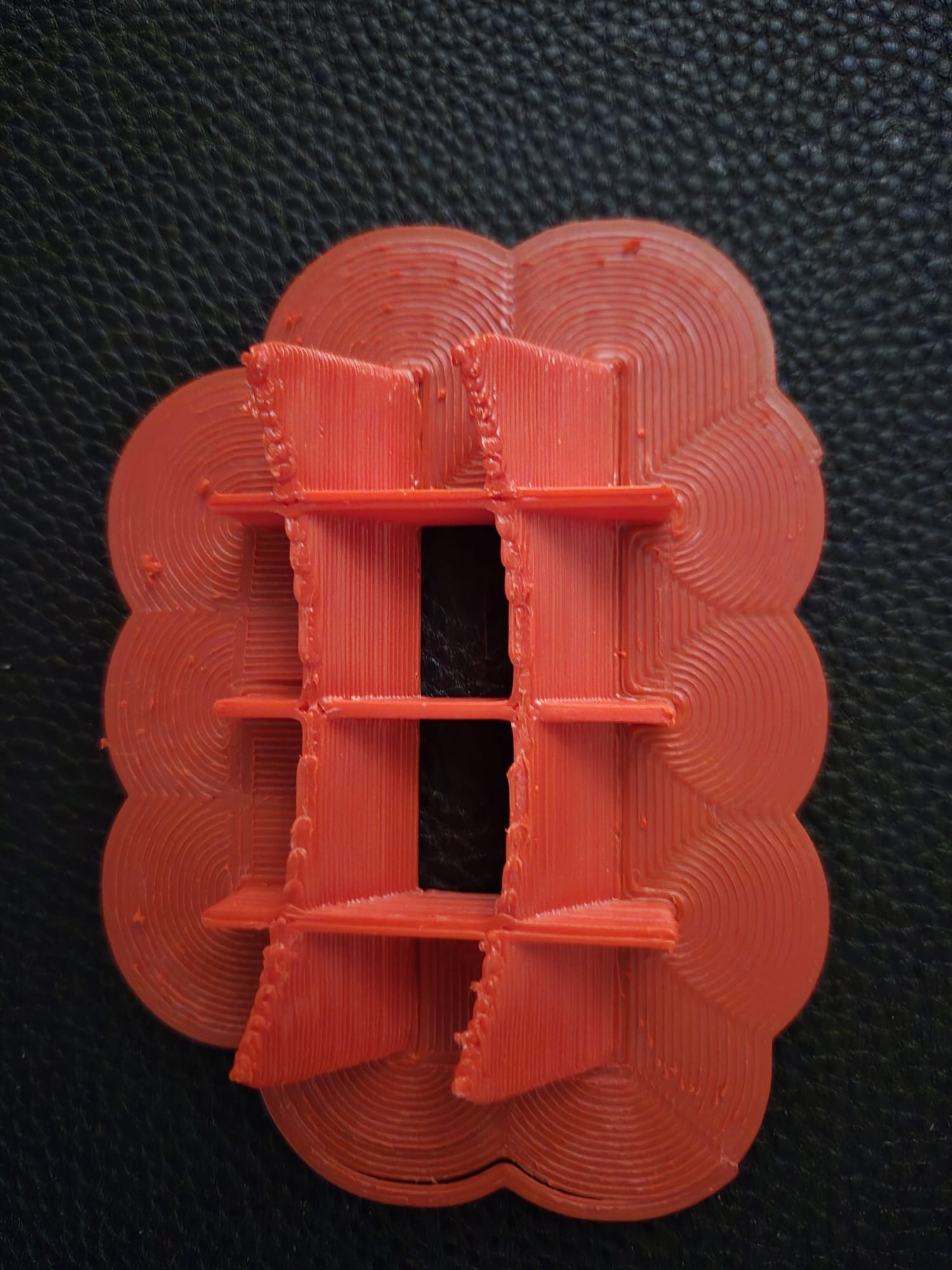

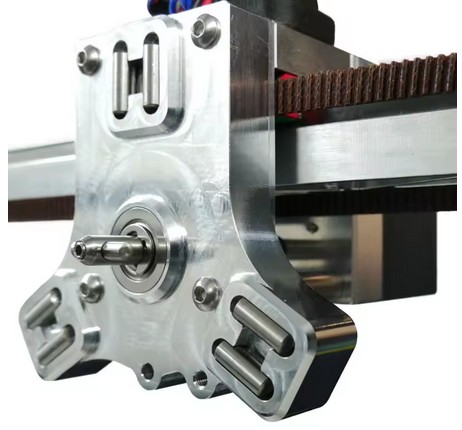



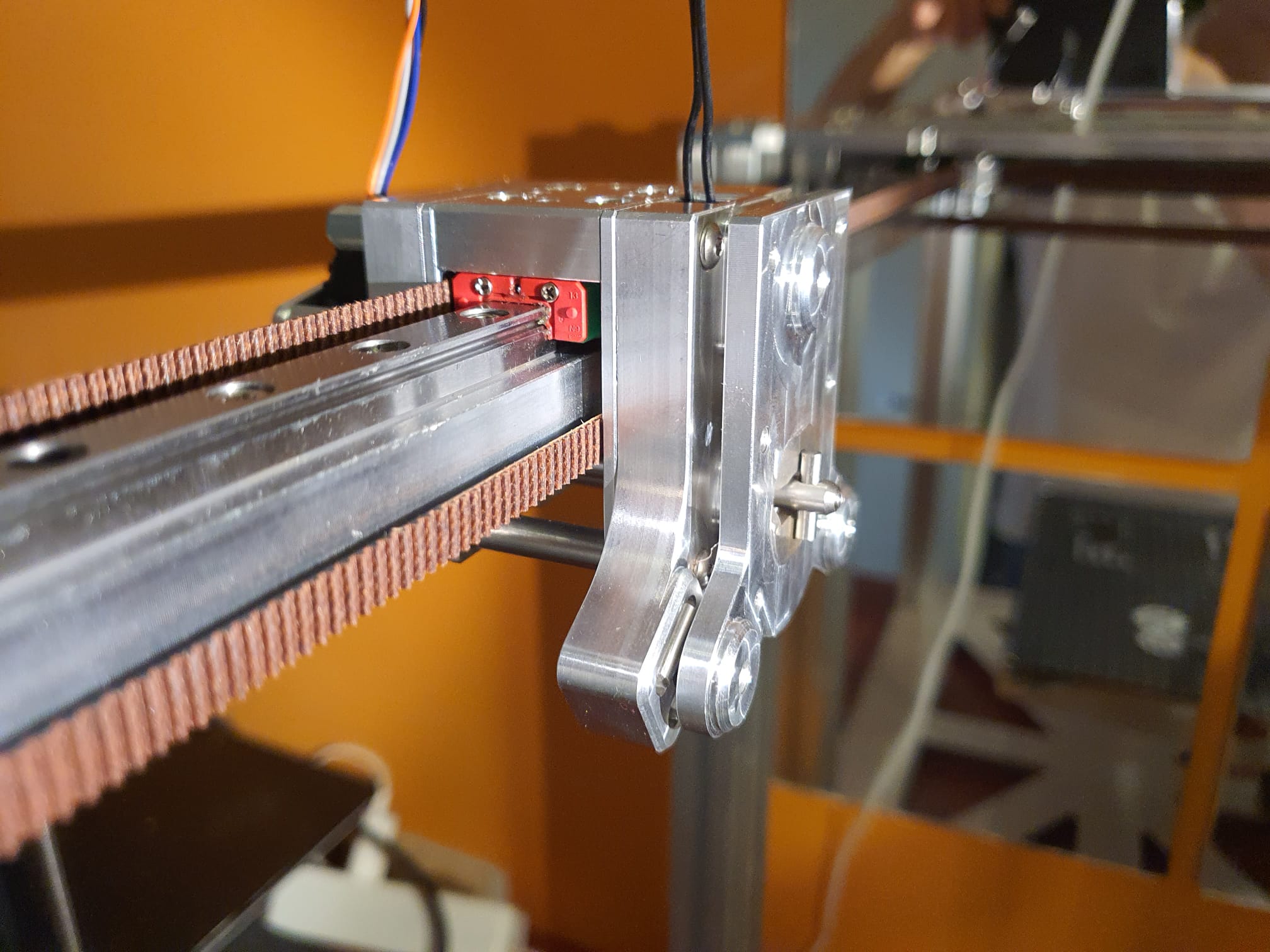

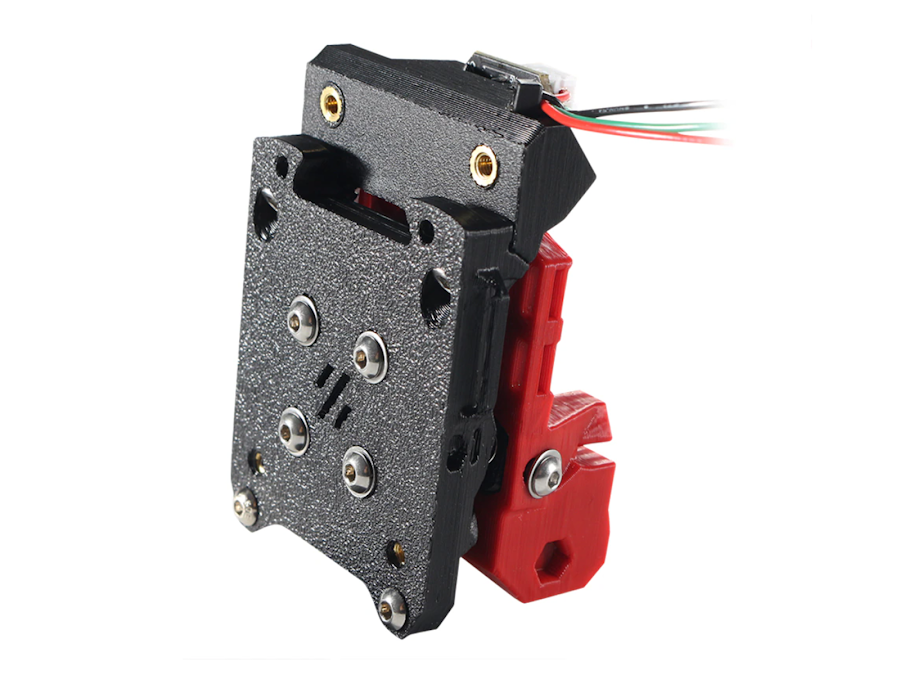
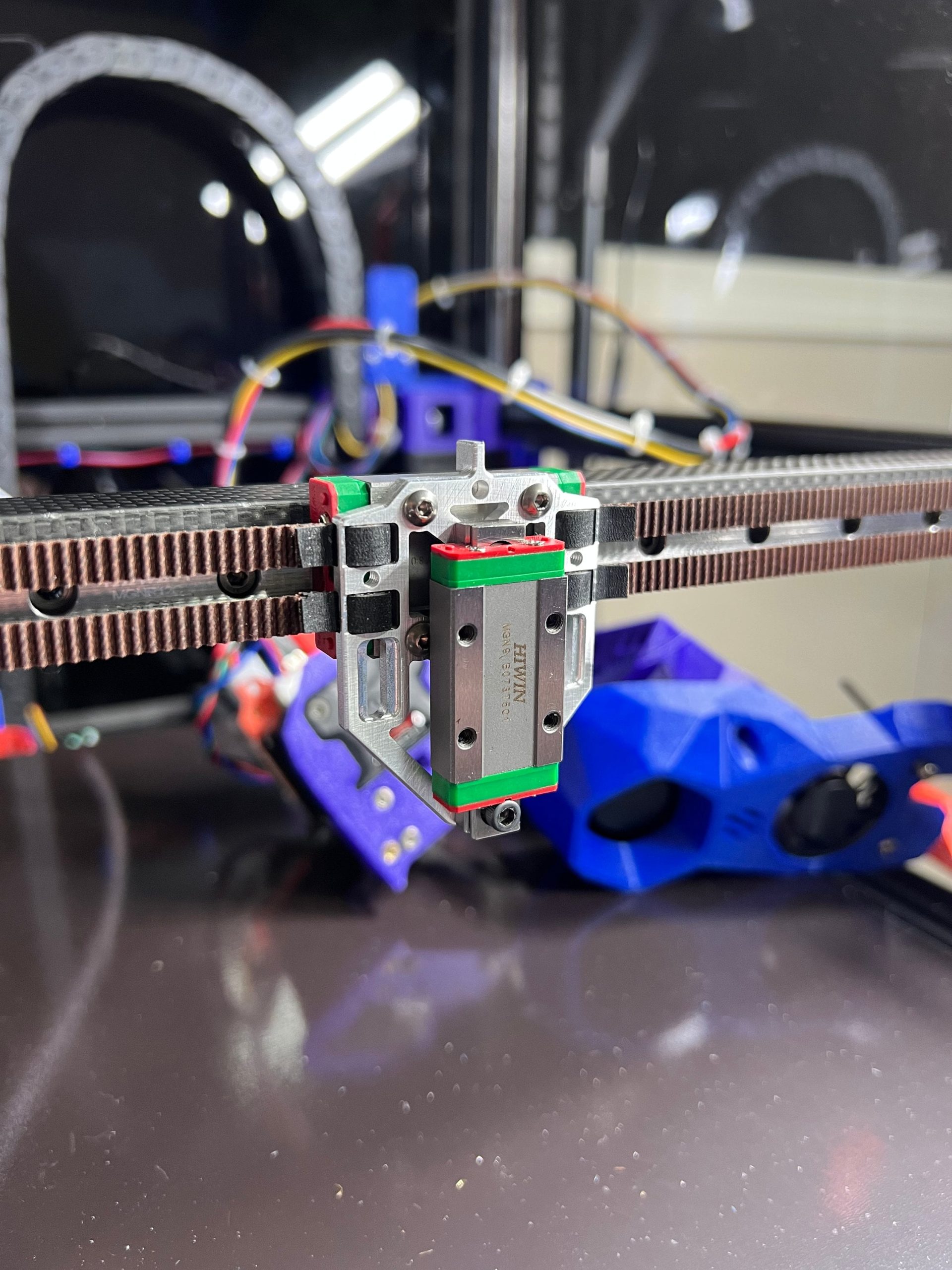

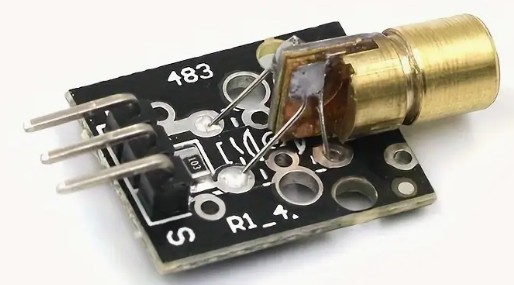
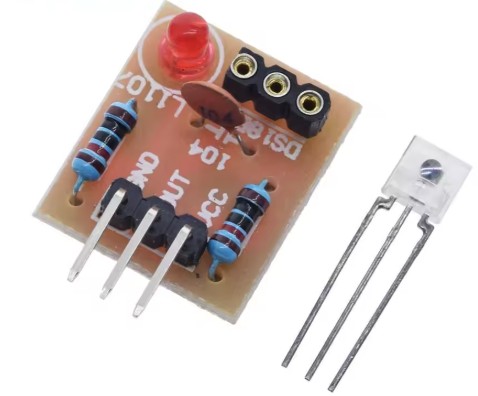






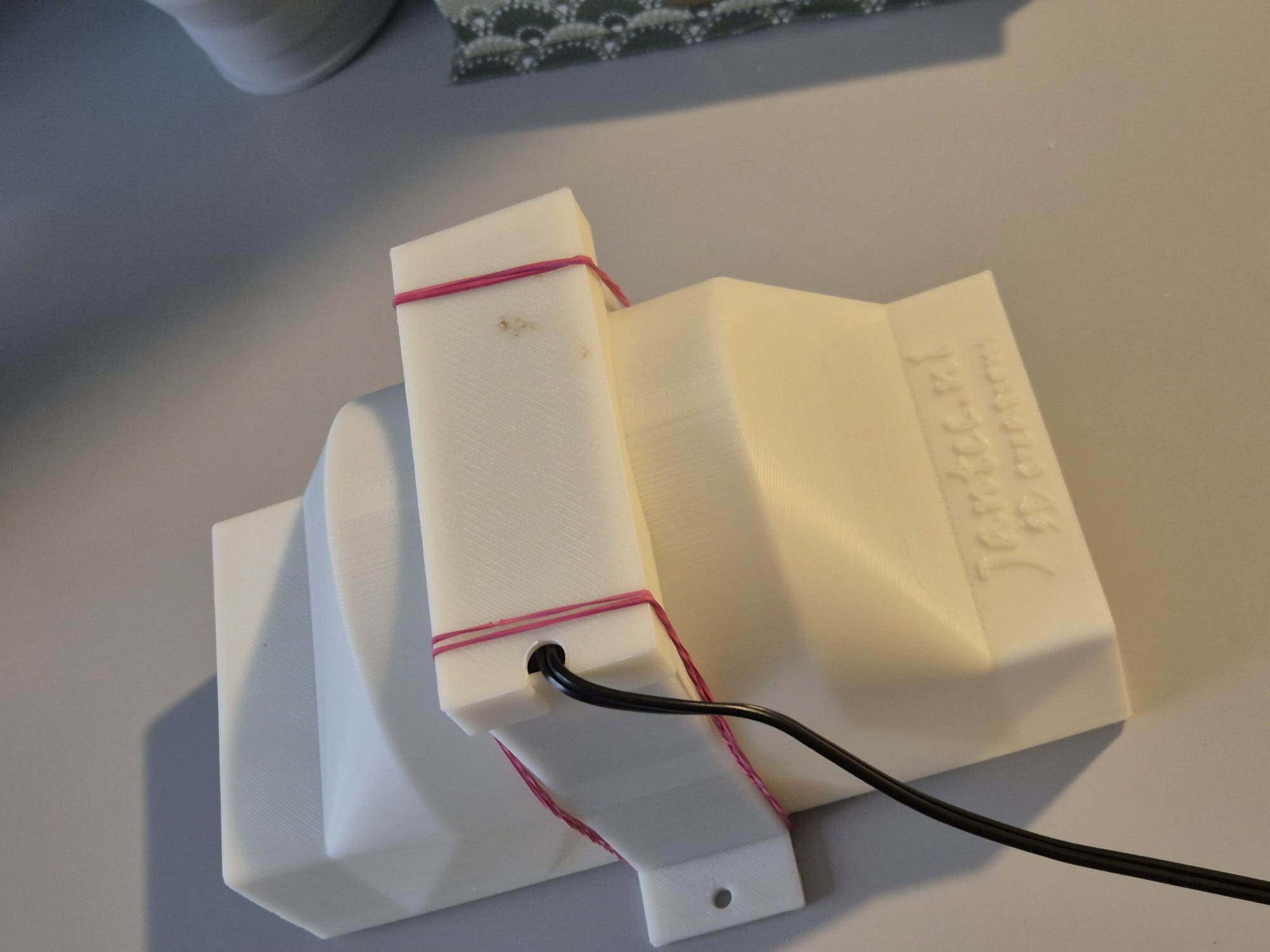
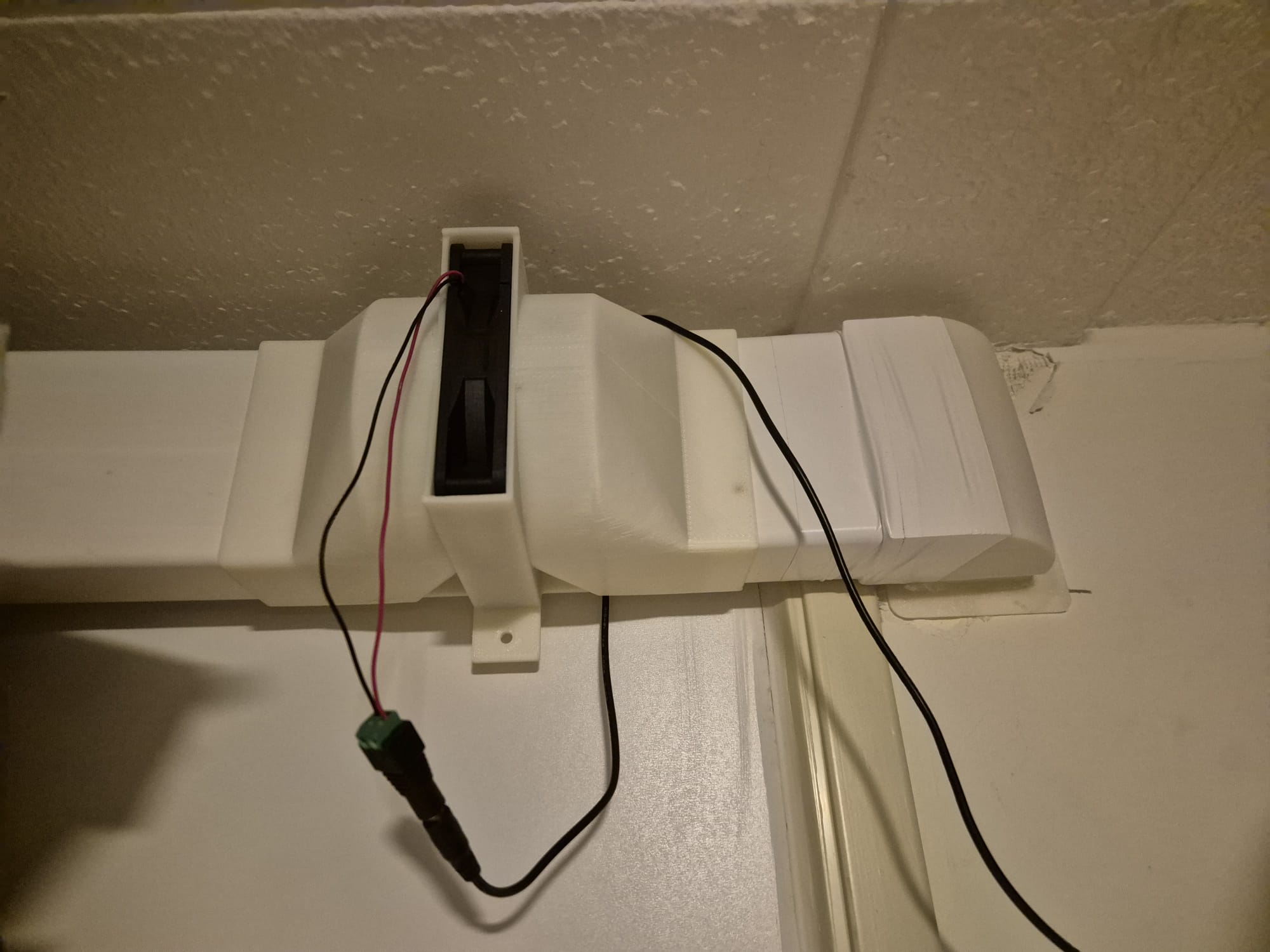




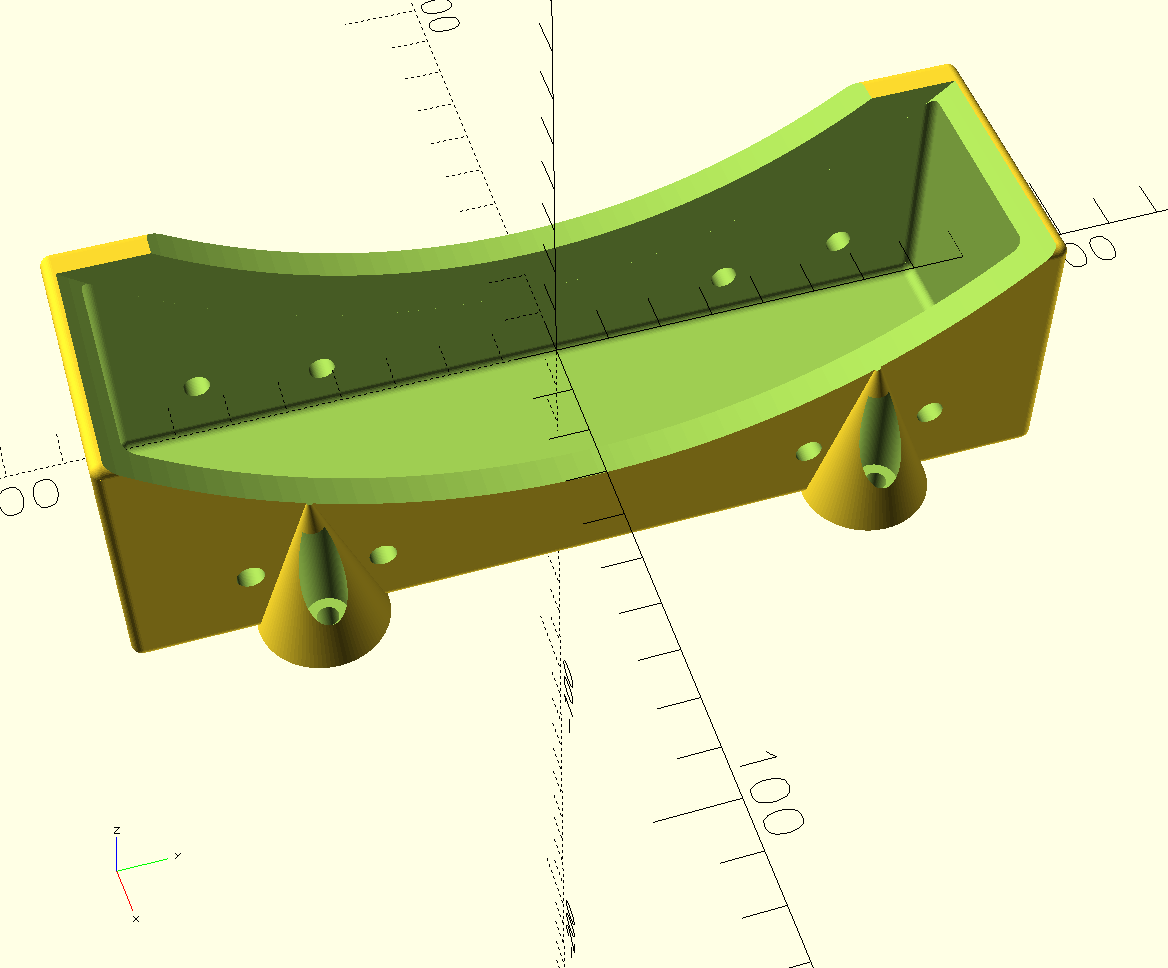




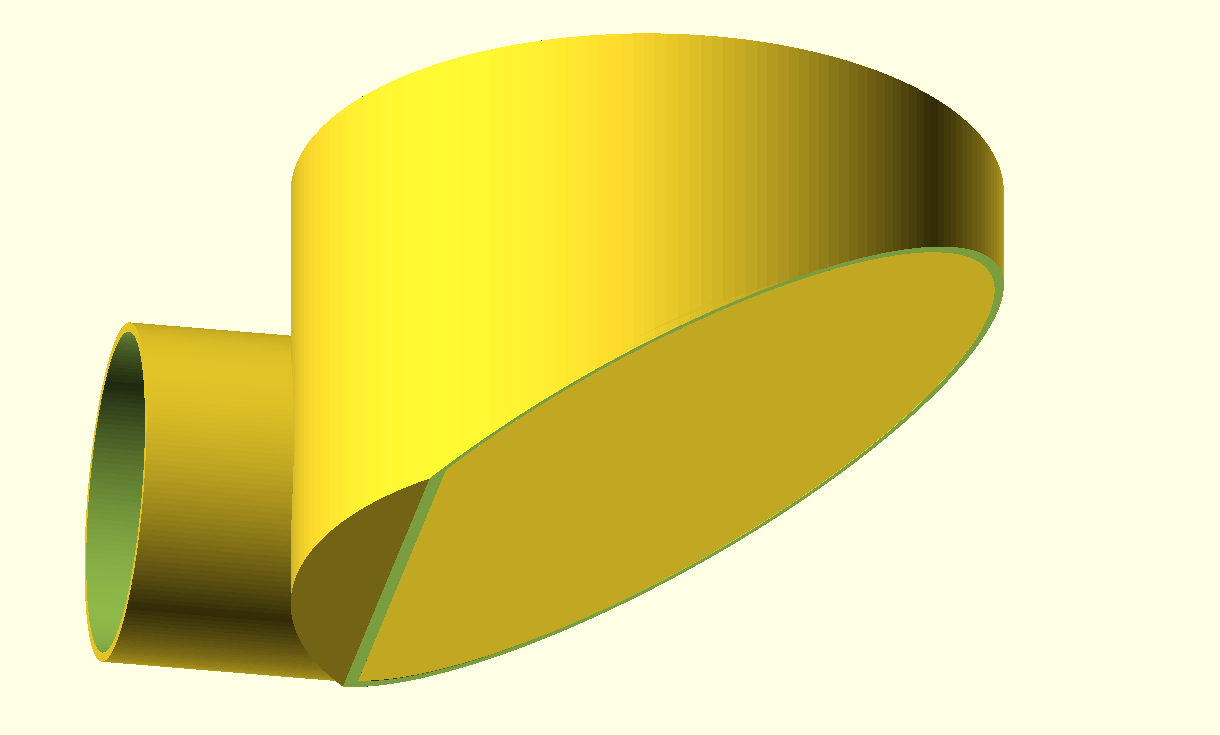
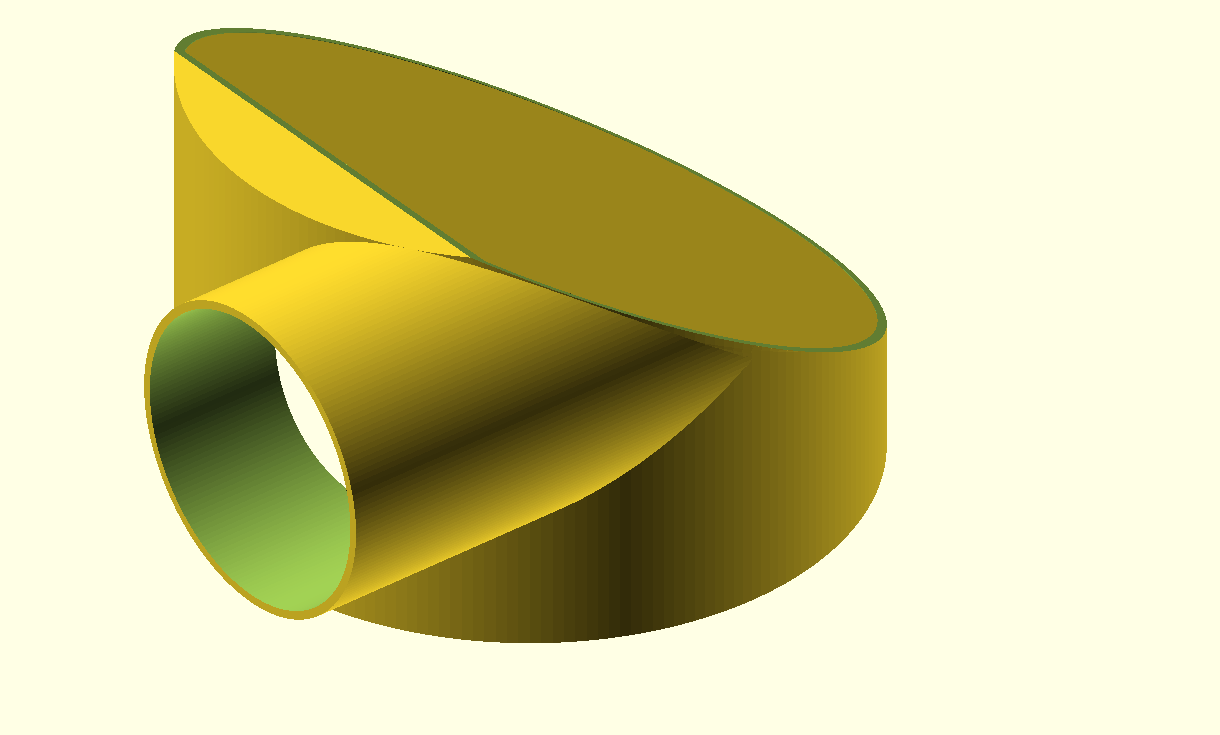
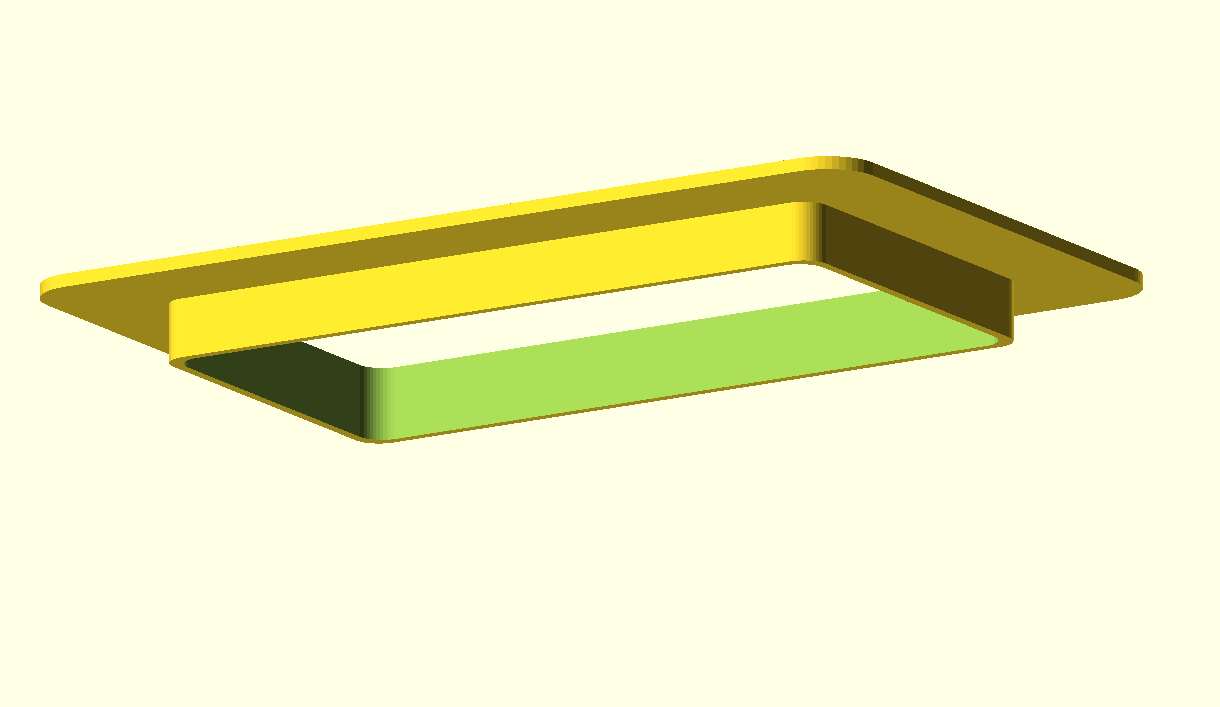
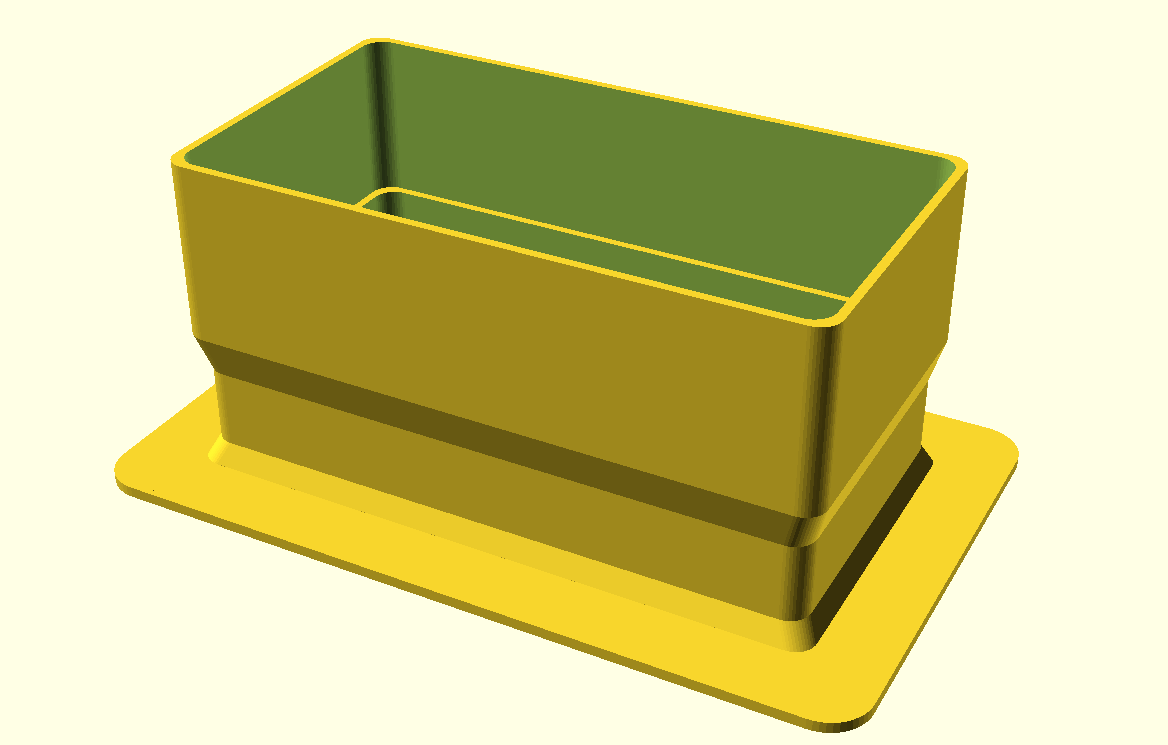
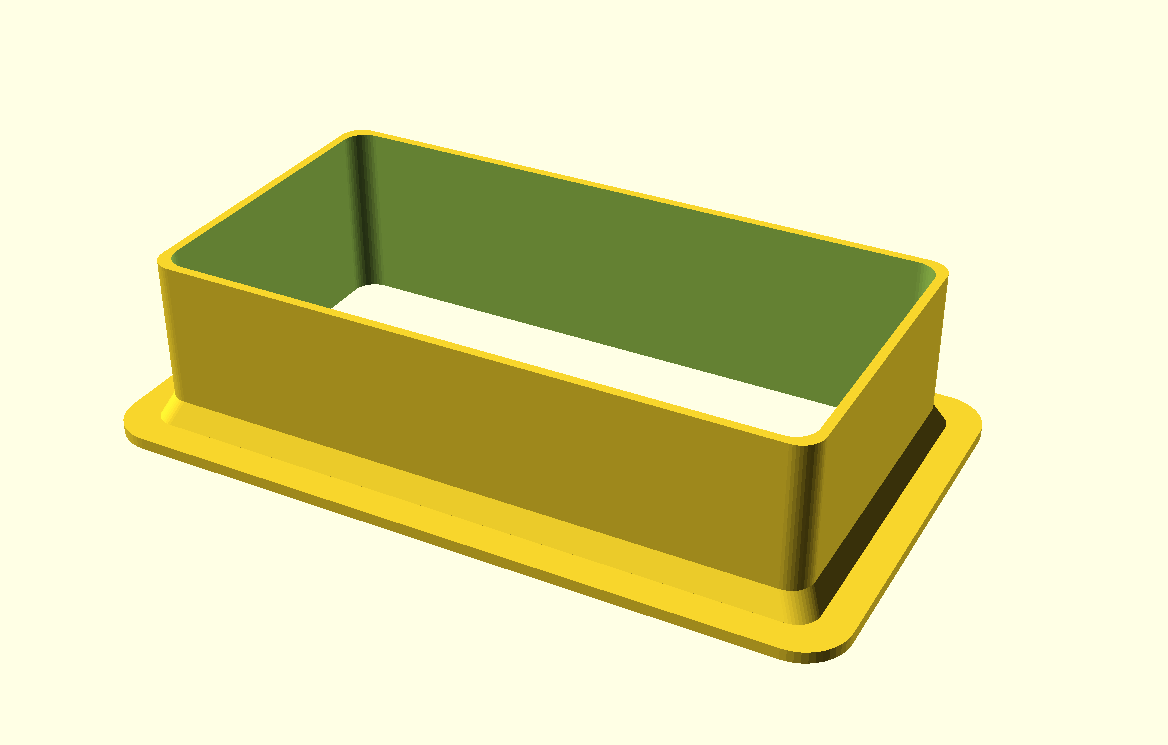
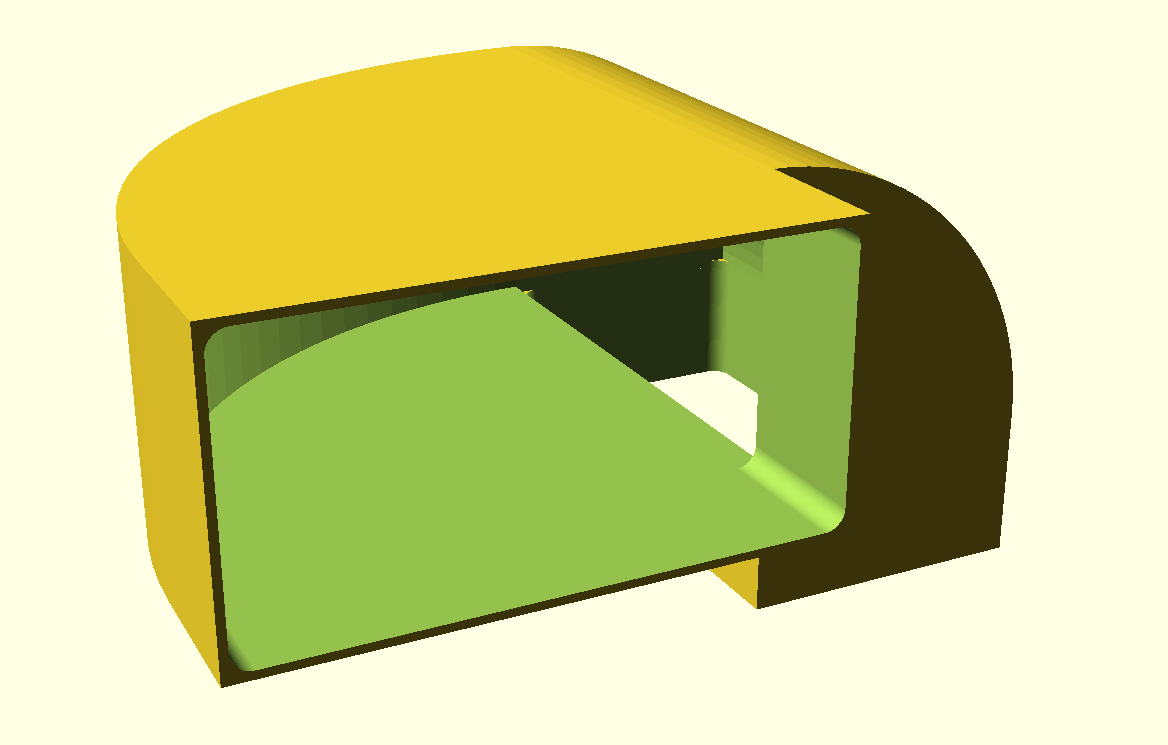
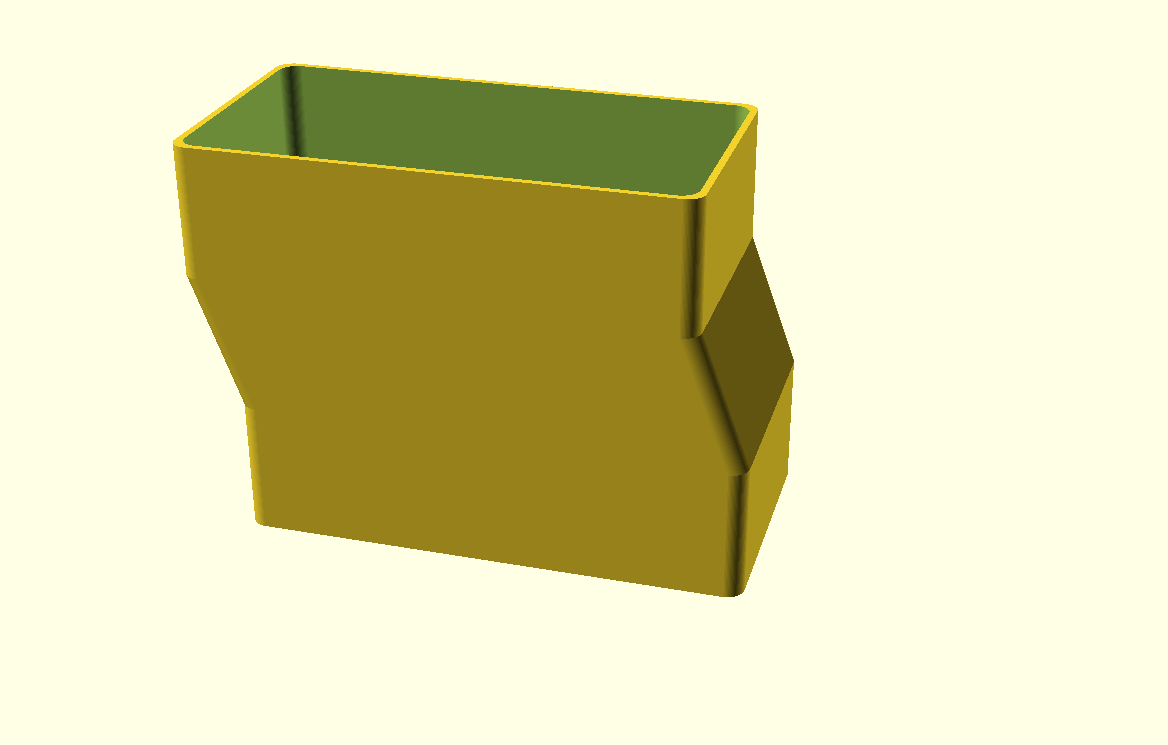
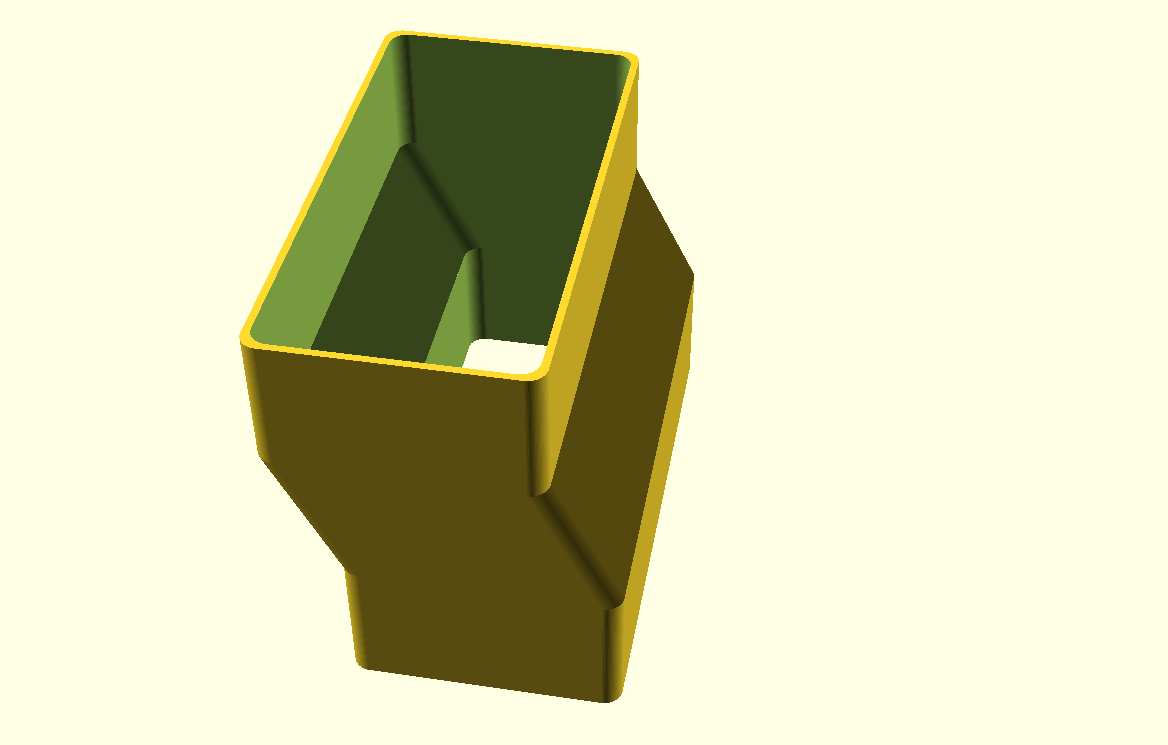
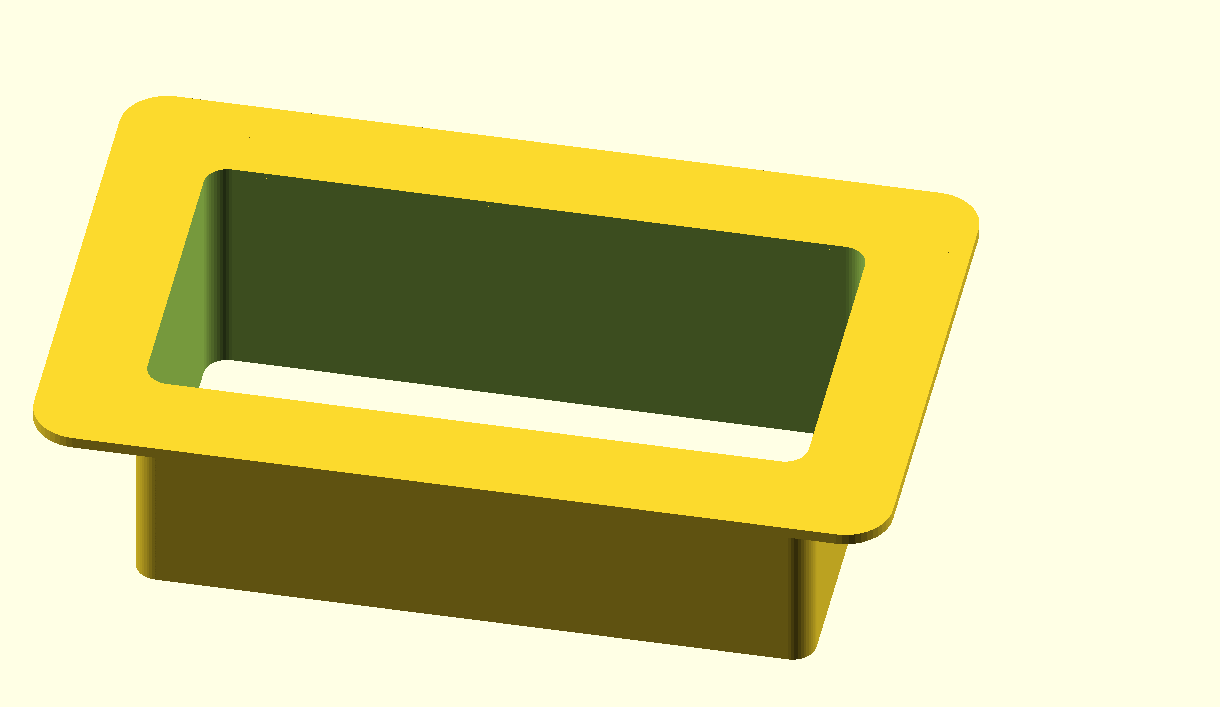
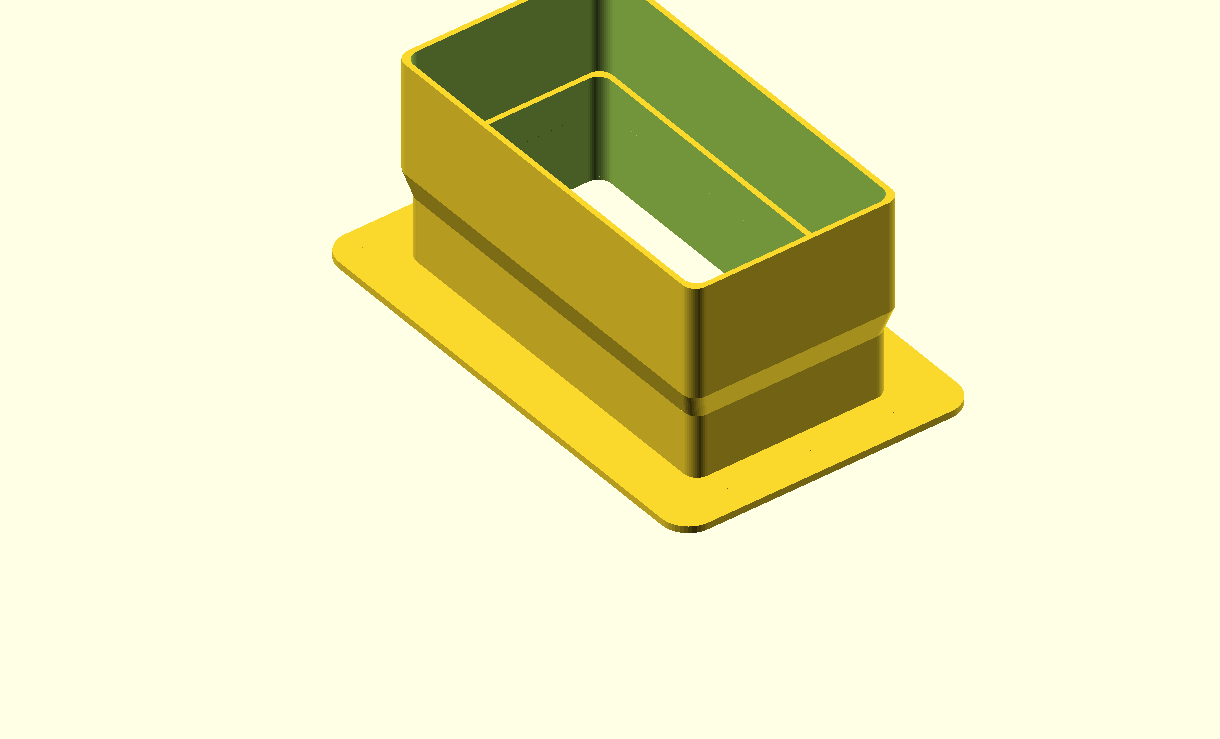
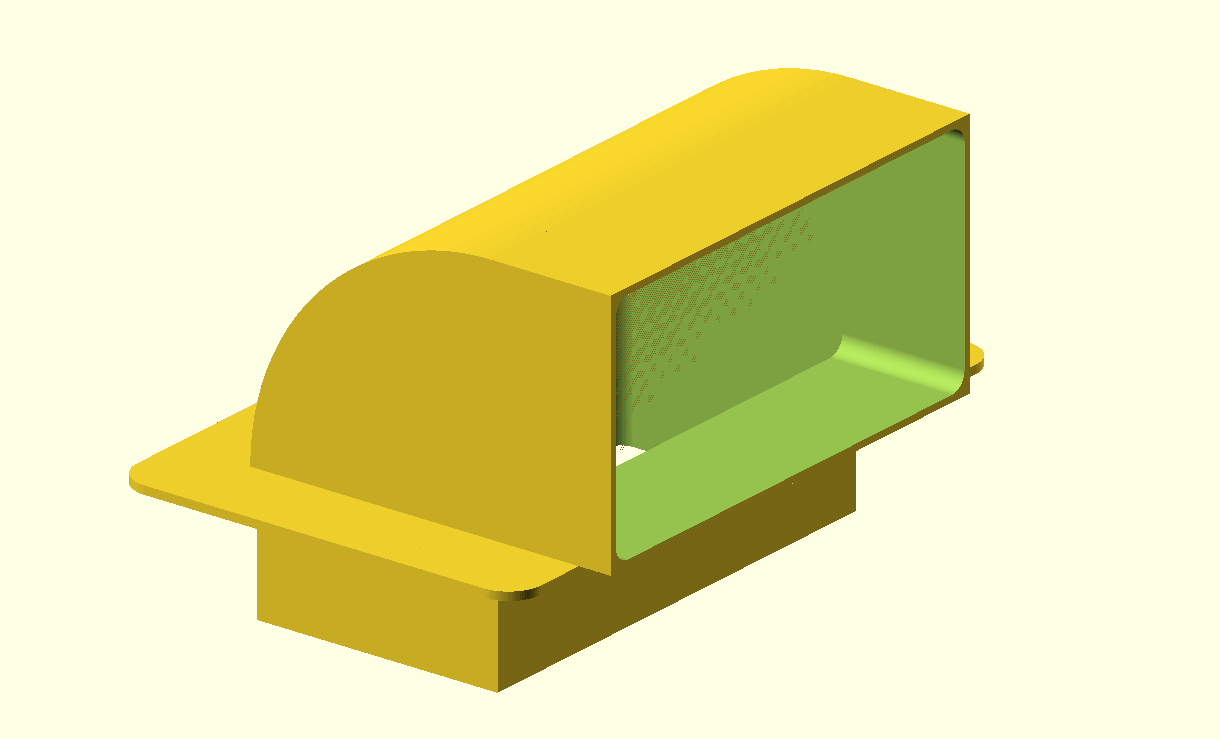
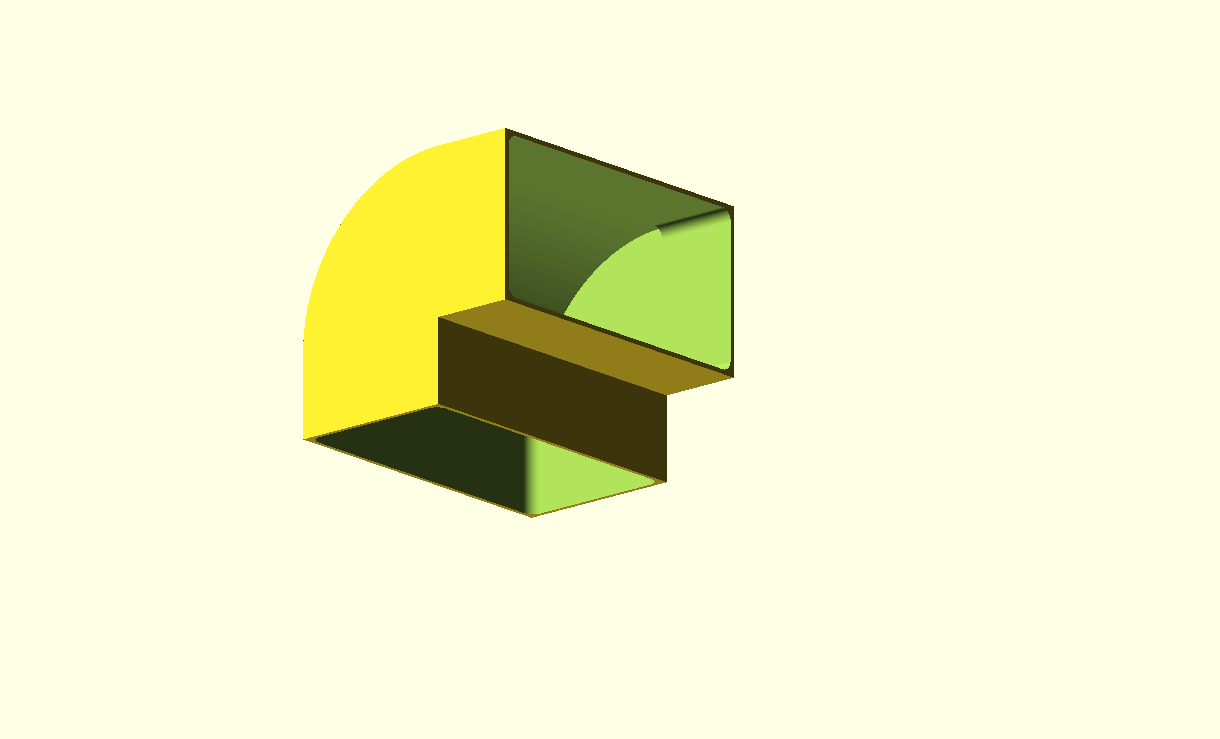
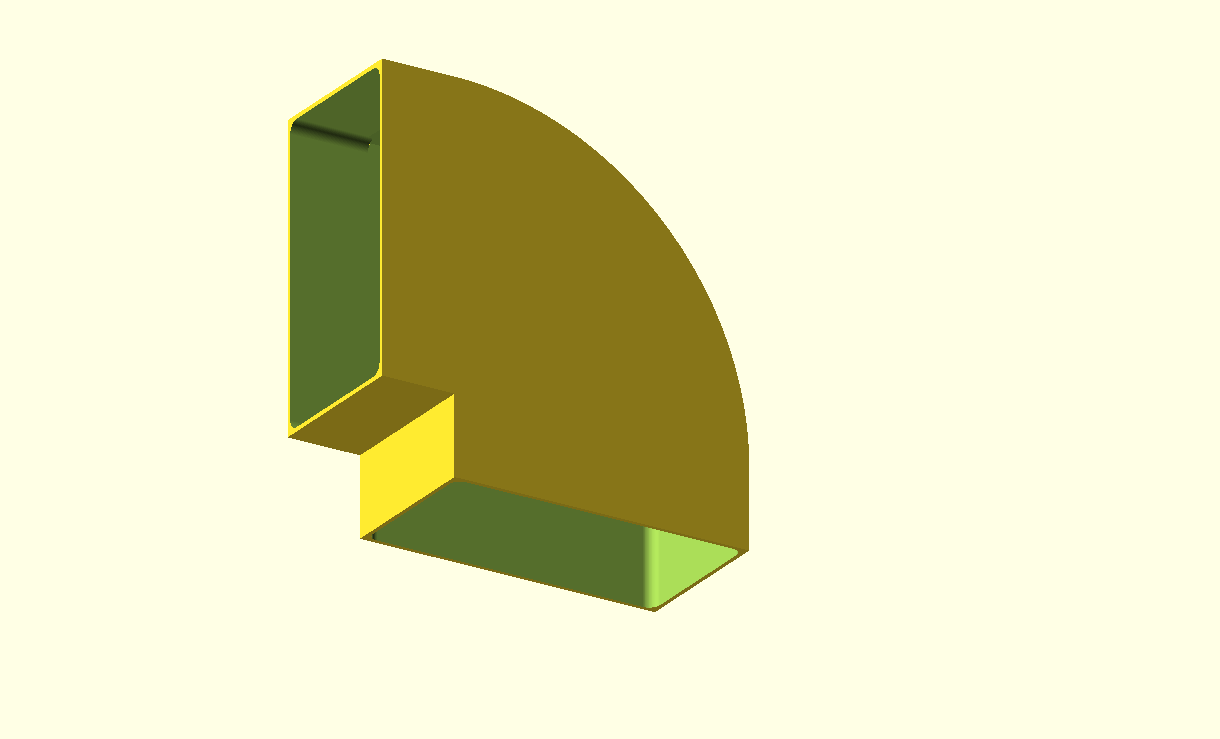
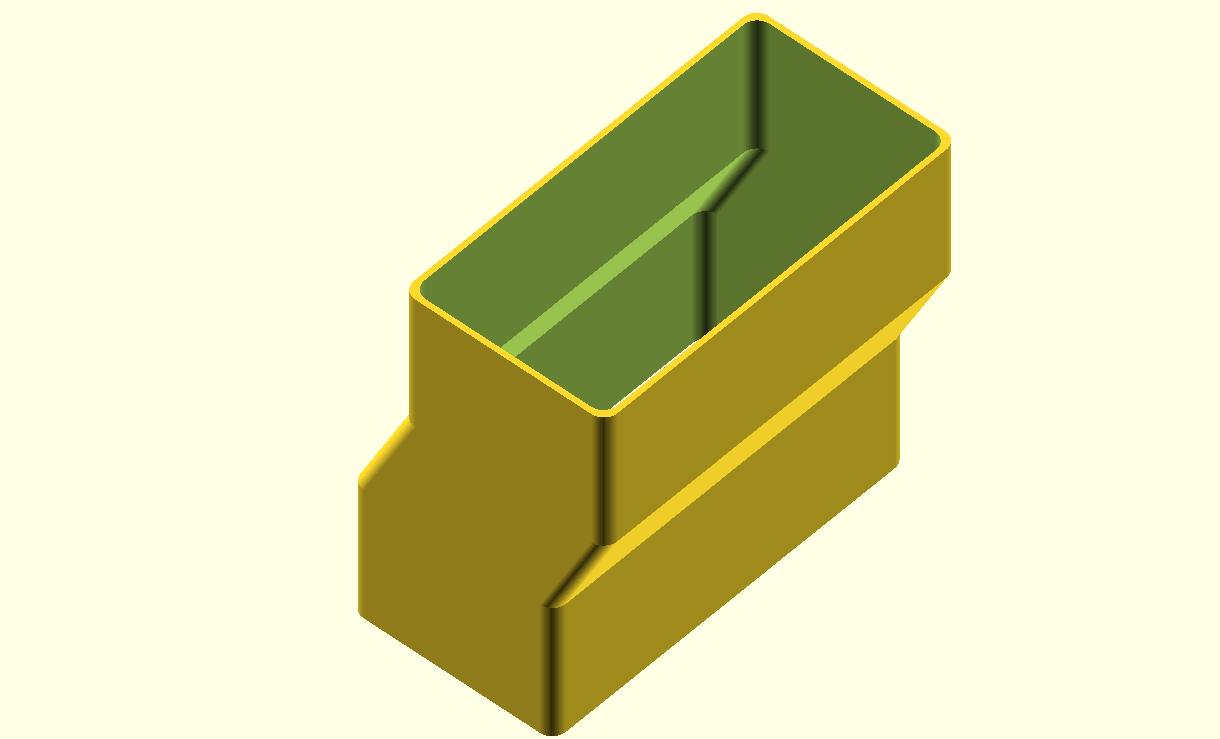
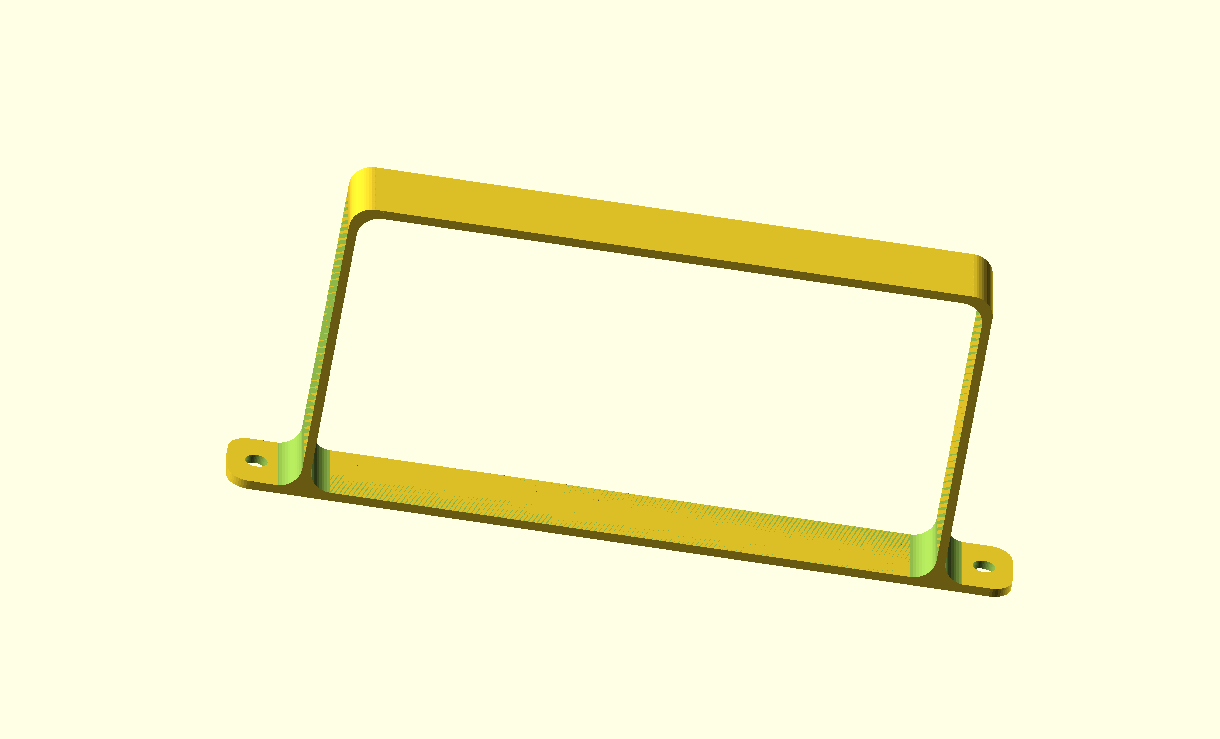
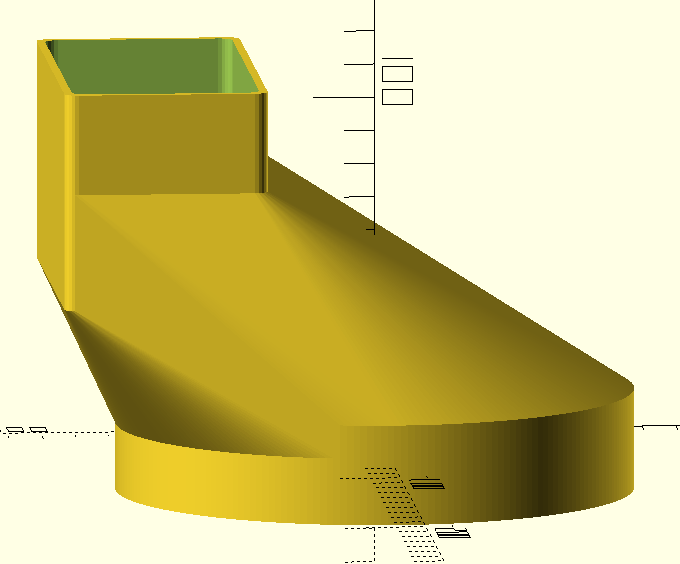
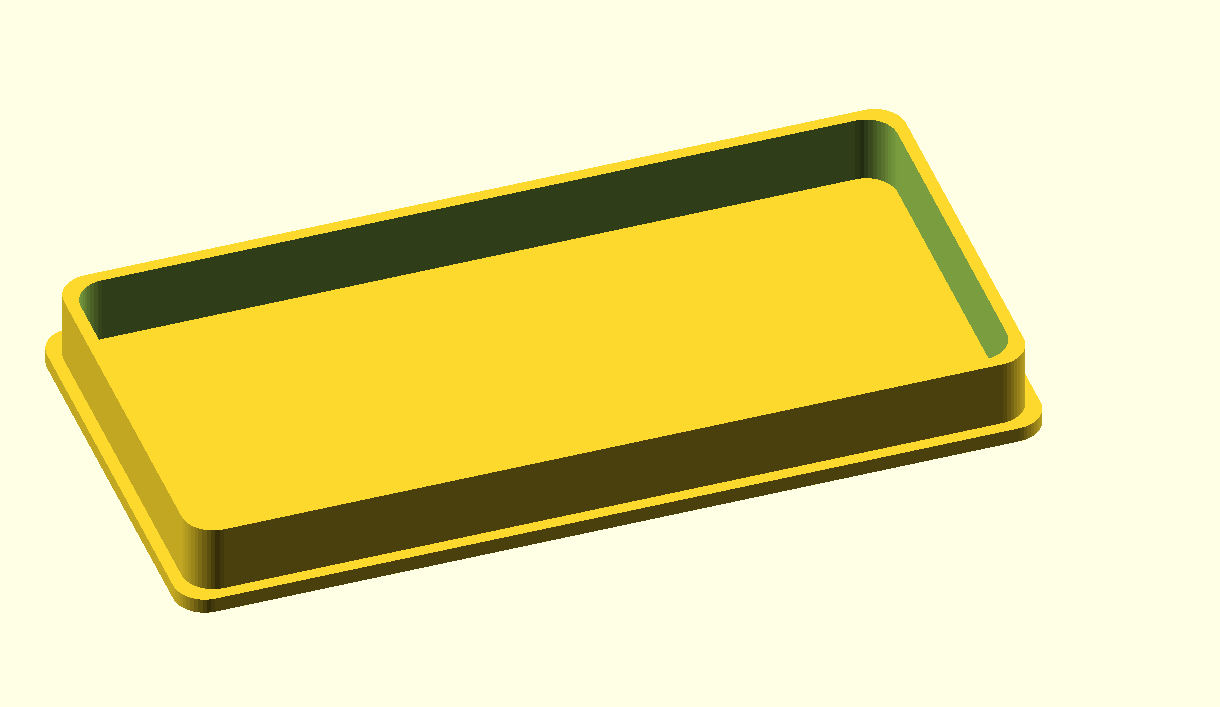
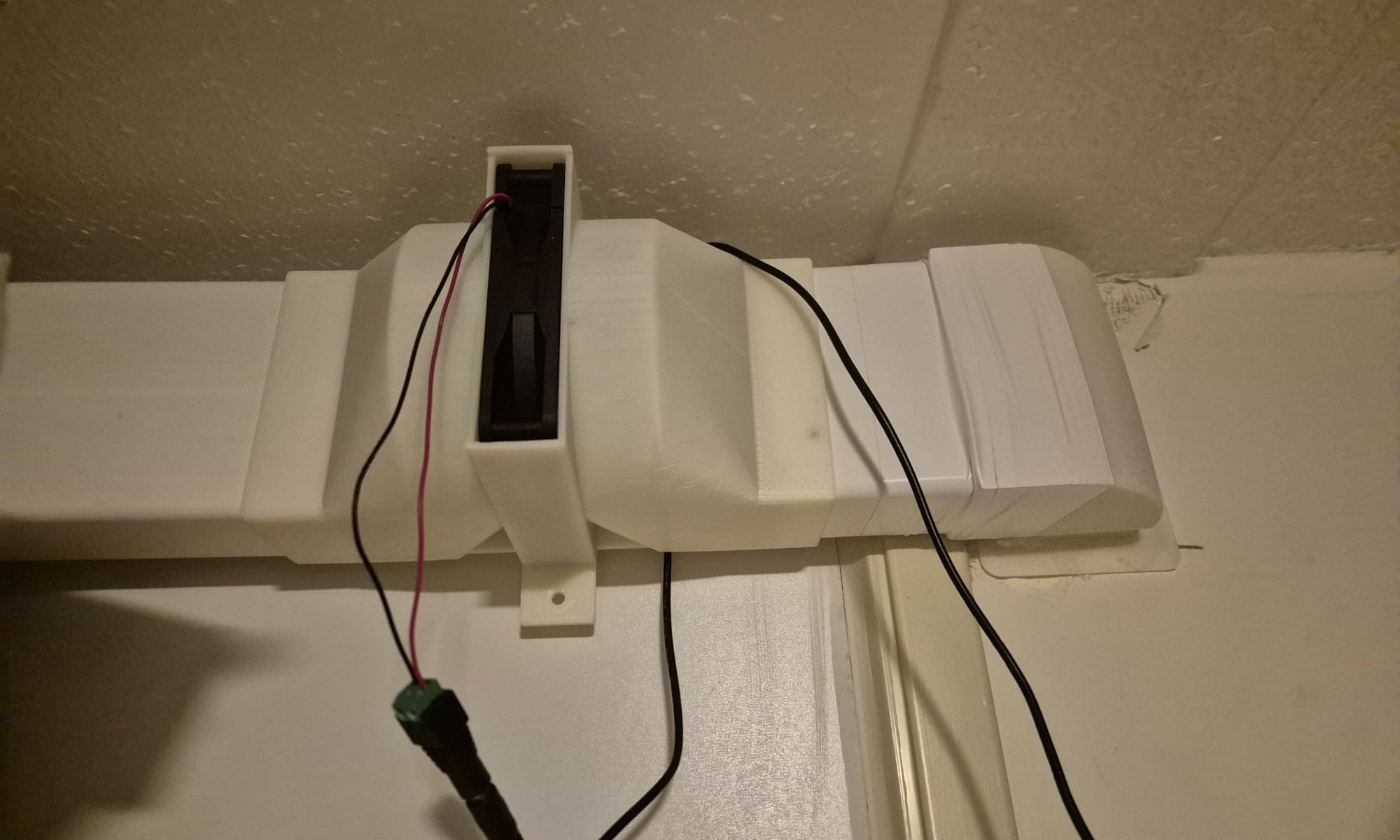
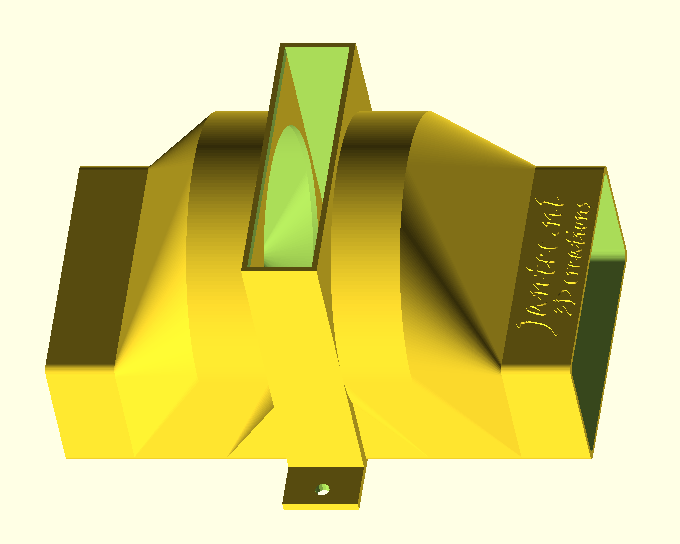
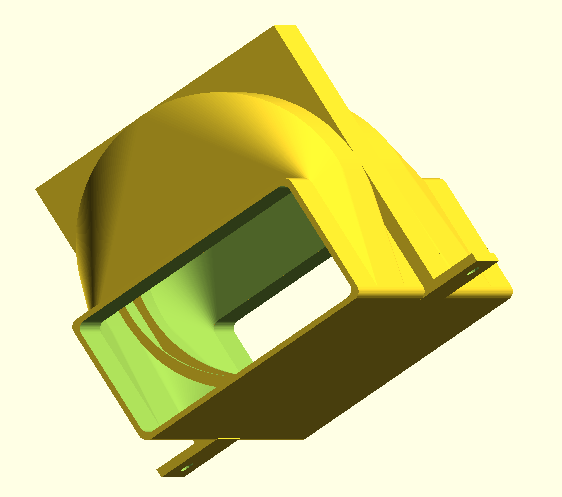
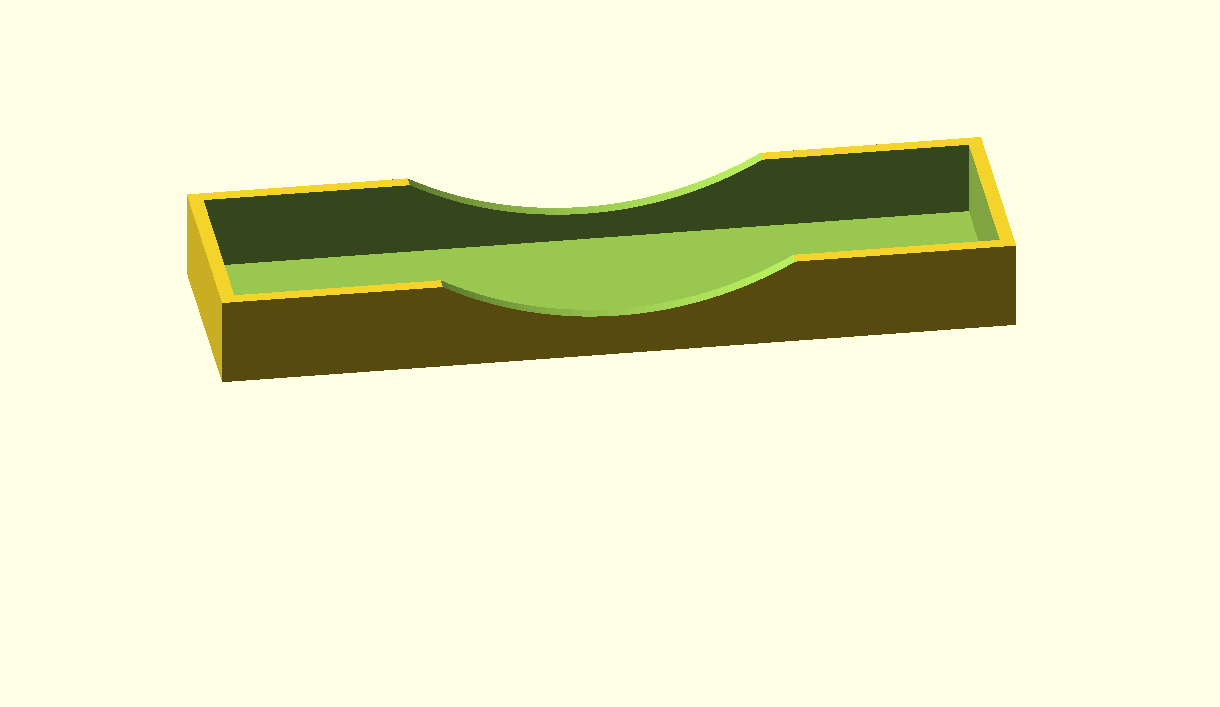
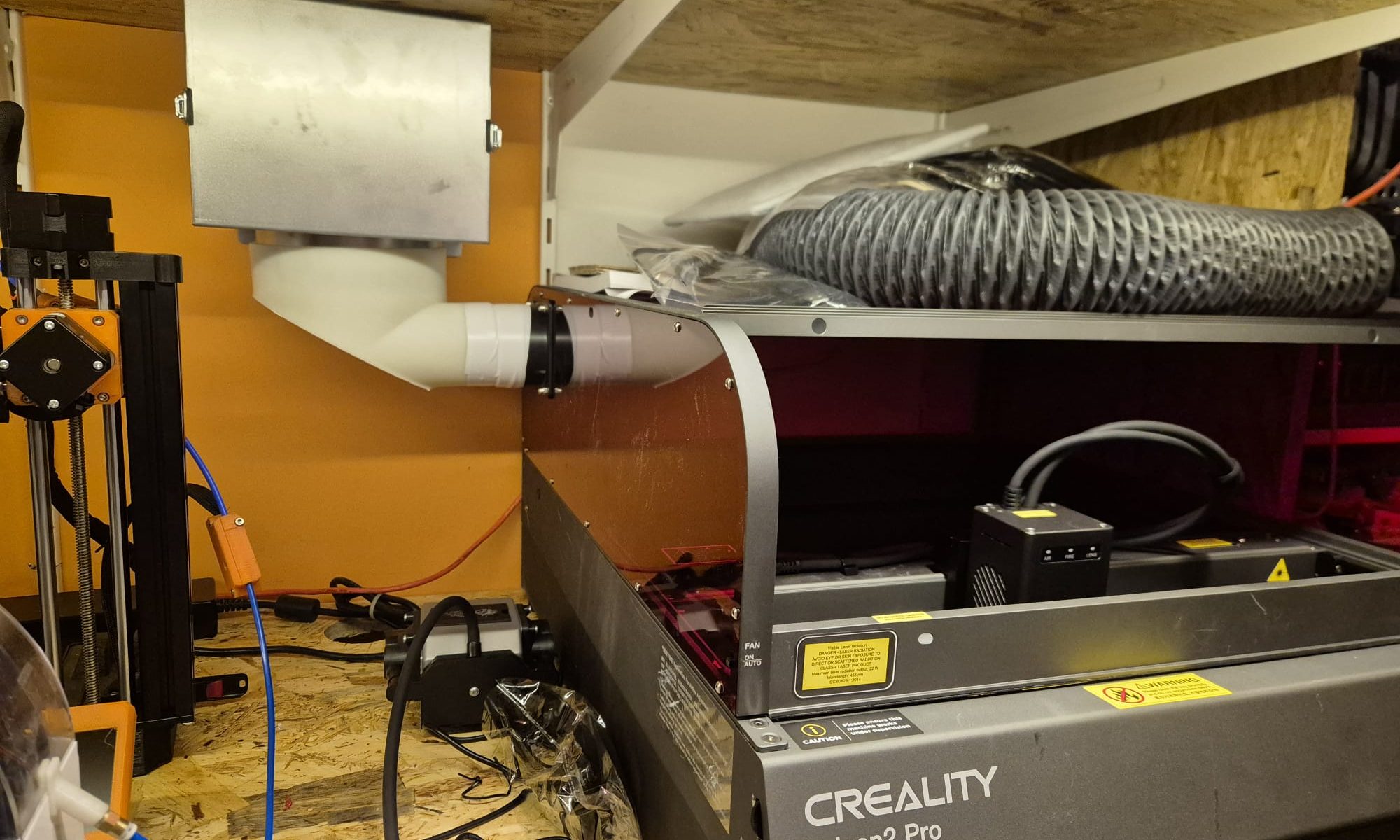






 DOWNLOAD THE HI_RES STL
DOWNLOAD THE HI_RES STL
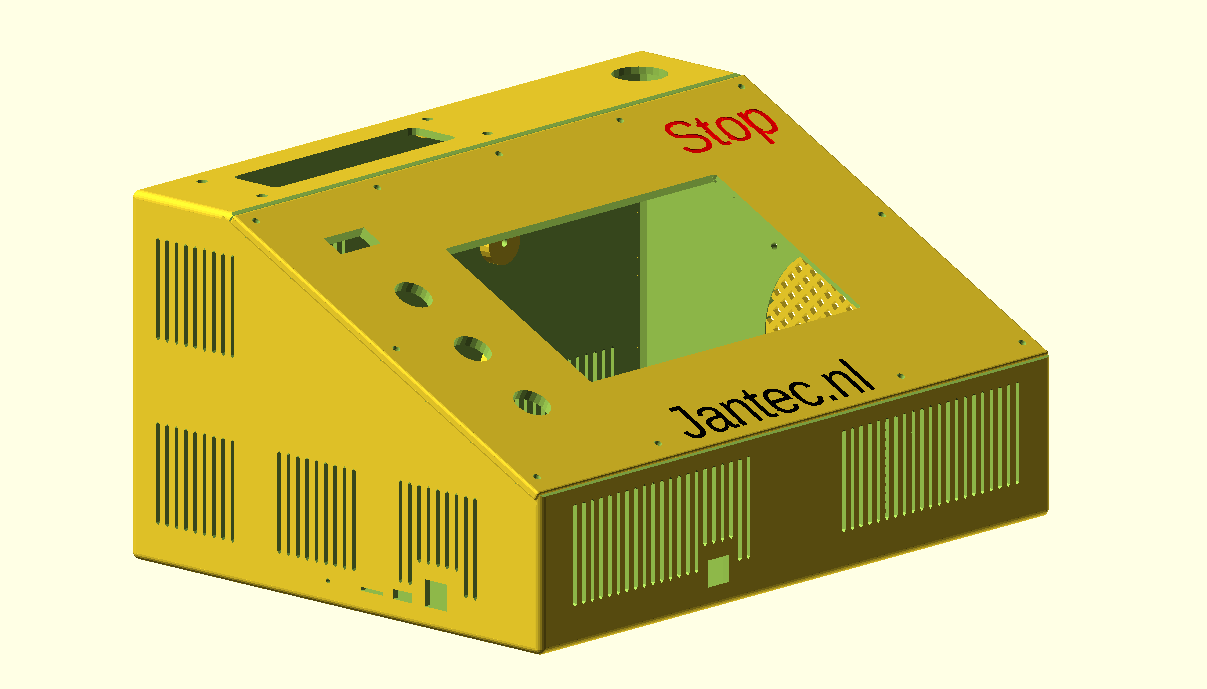

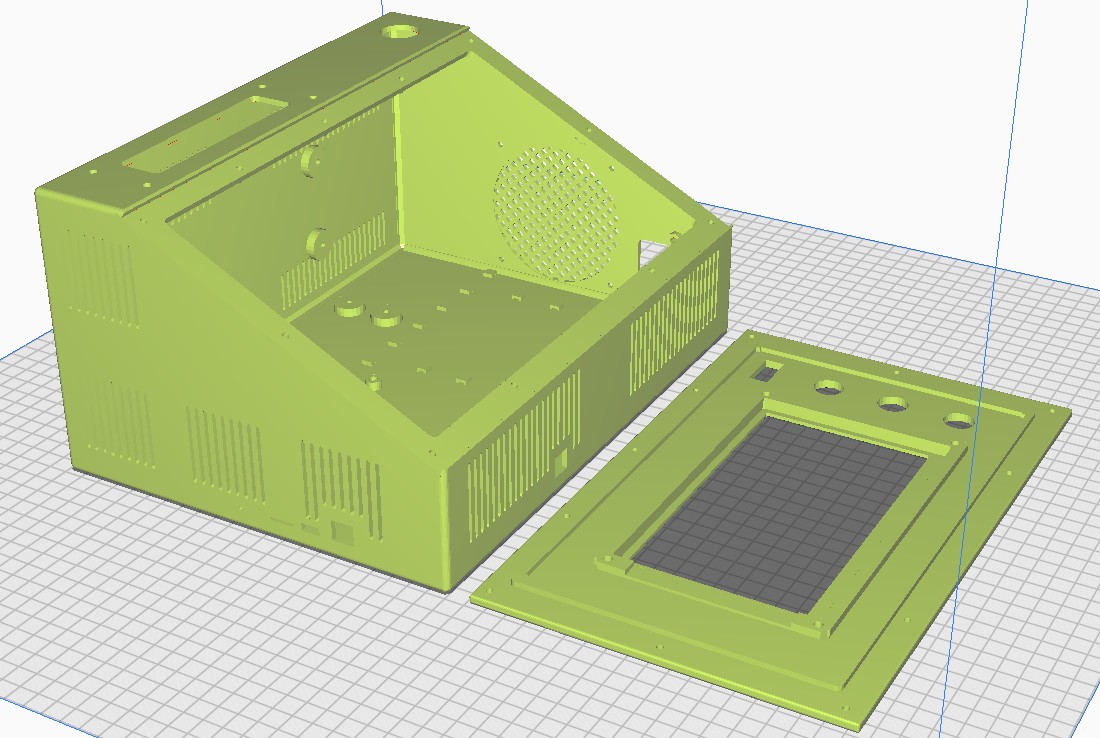
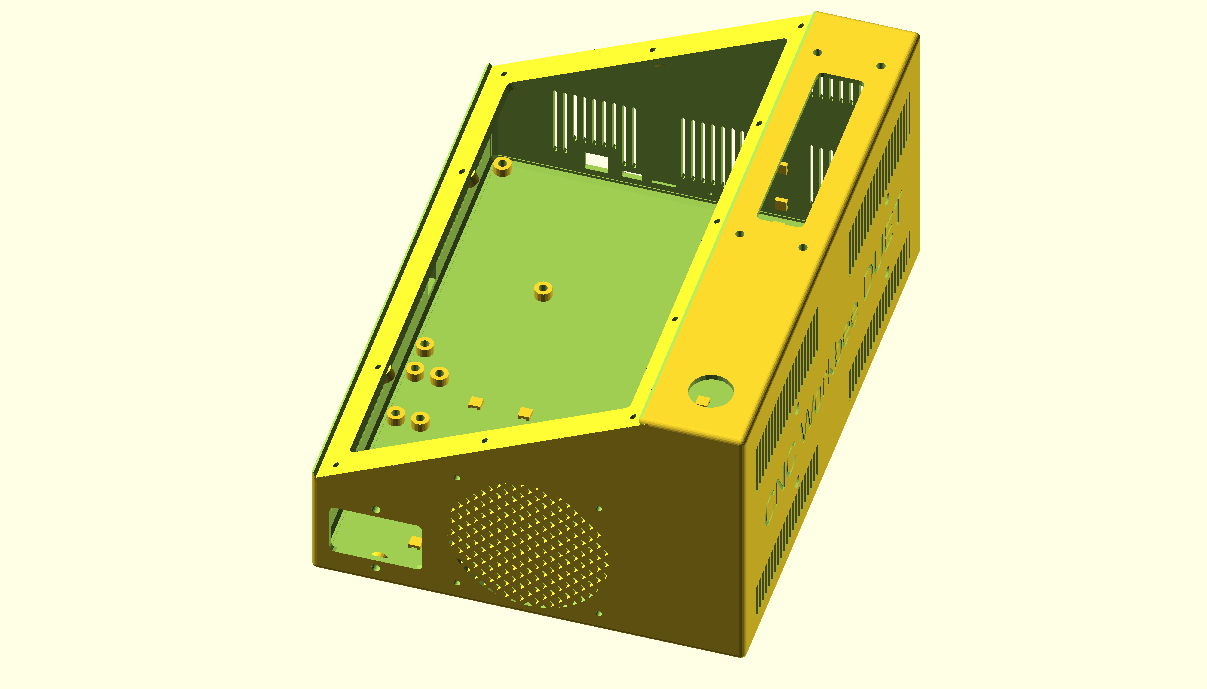
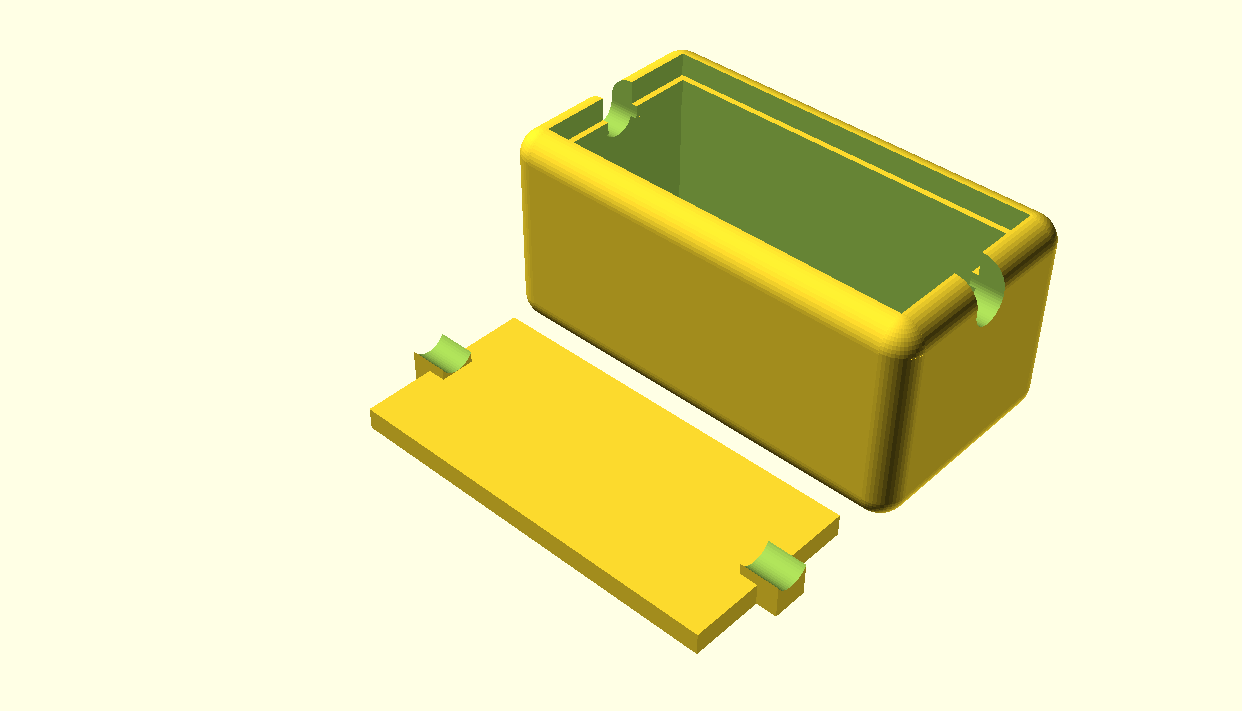
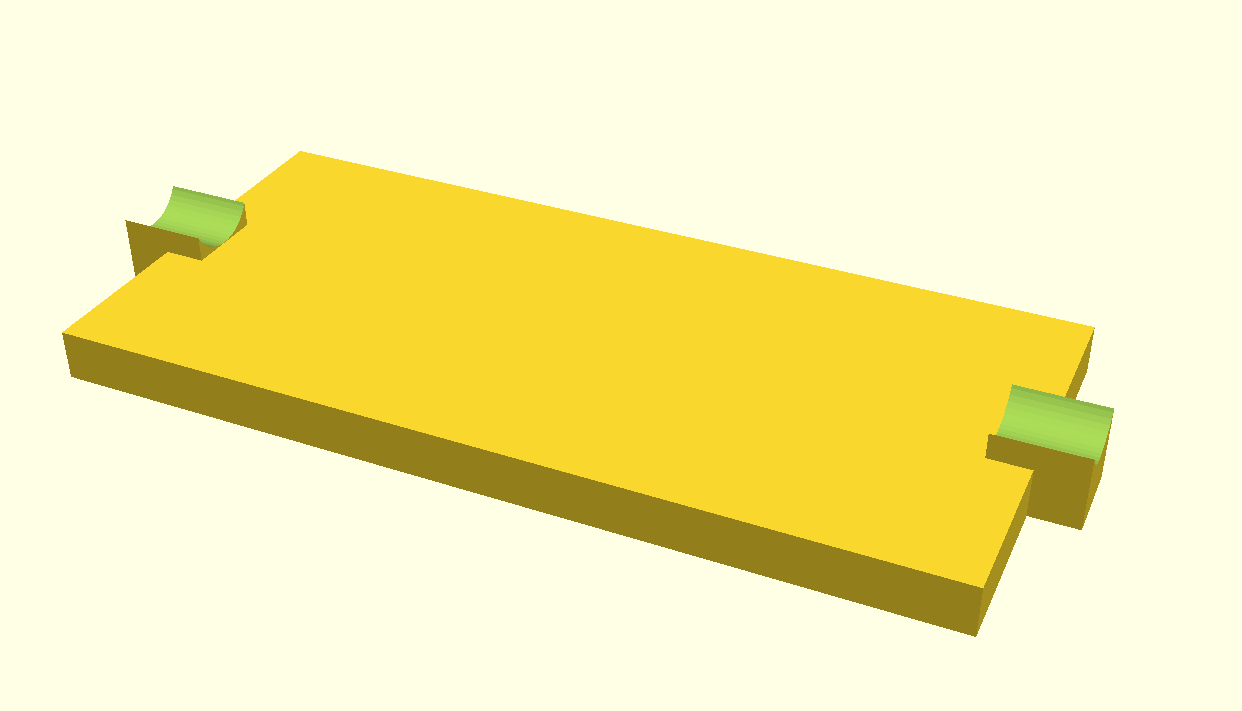
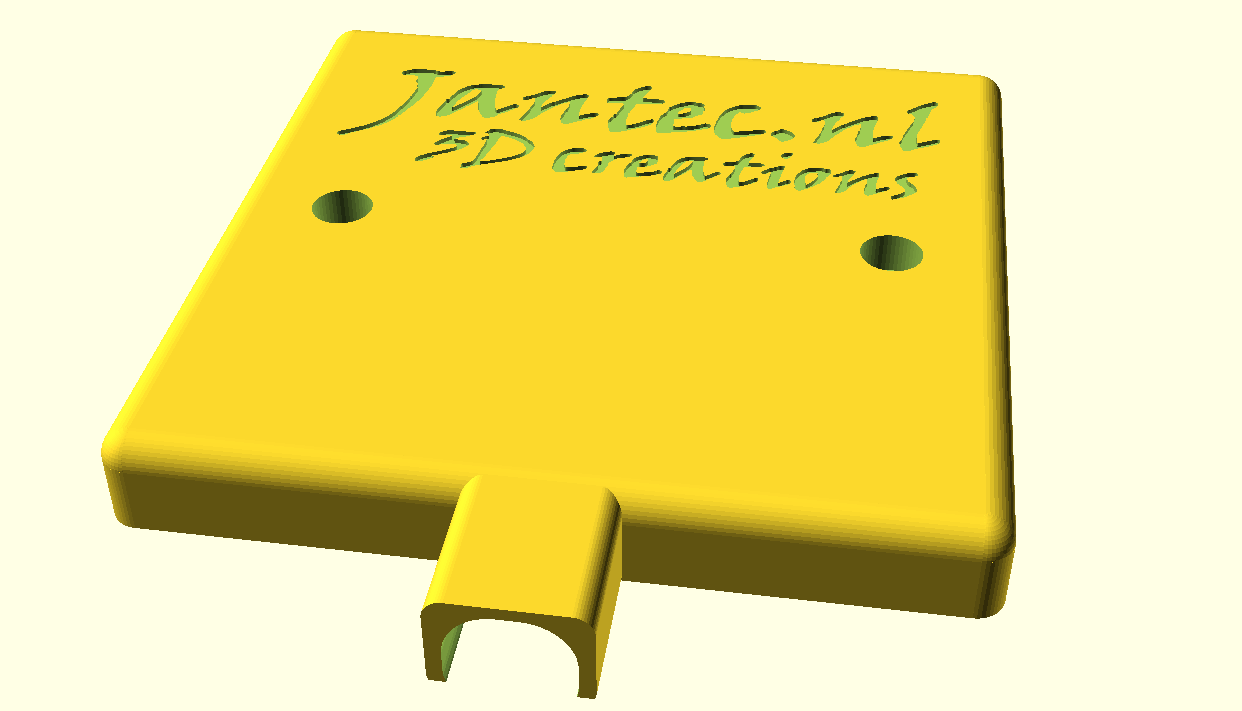
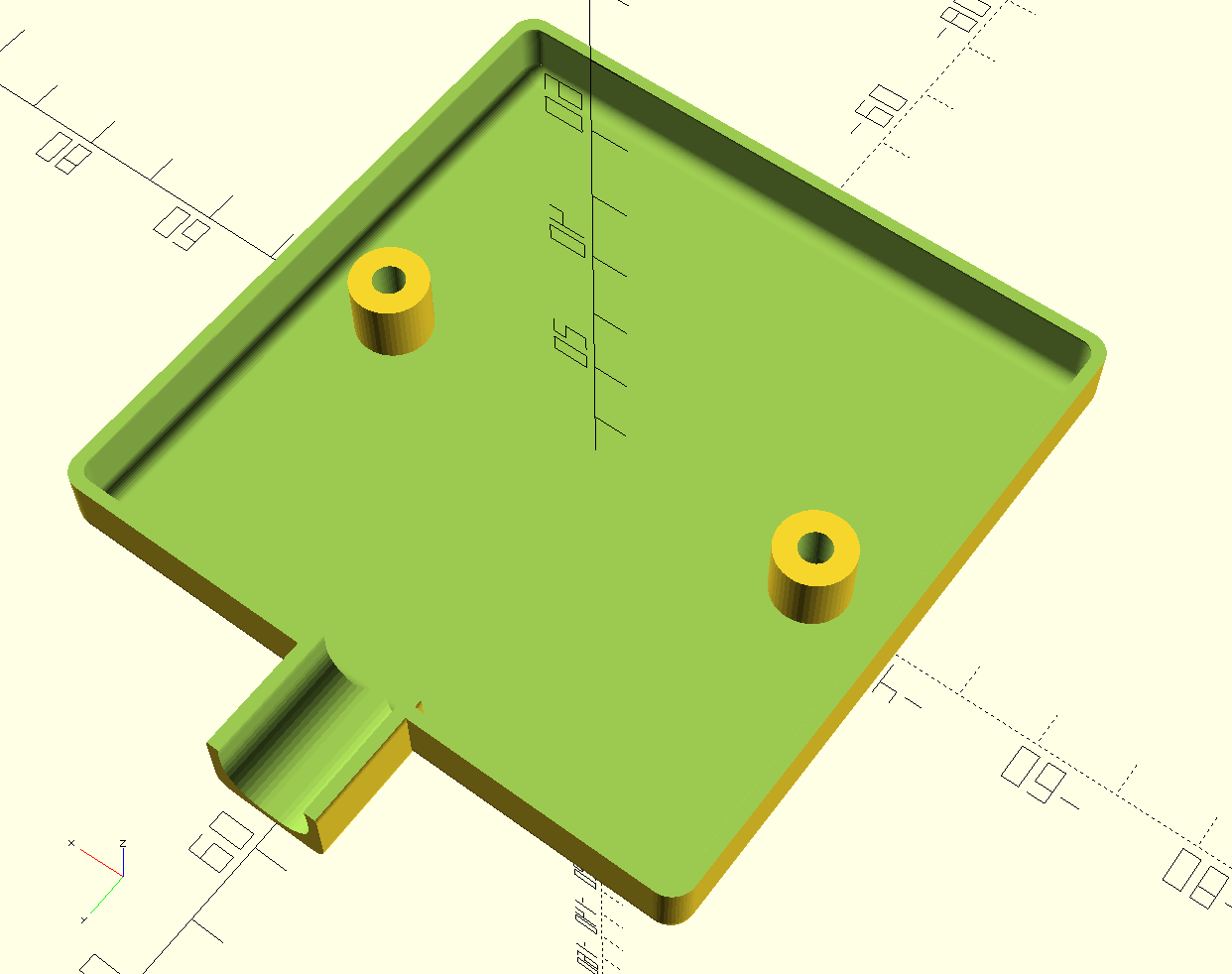
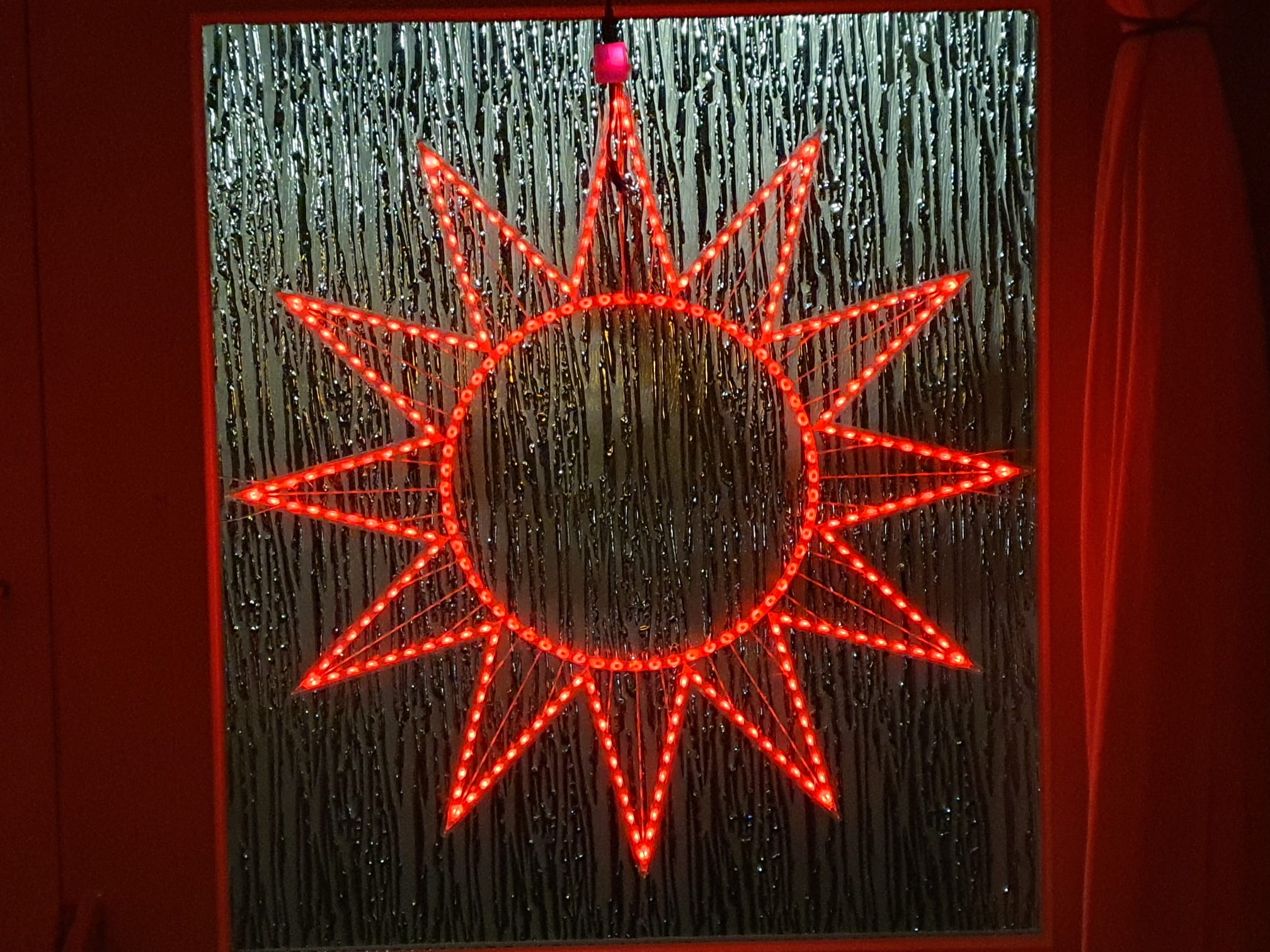




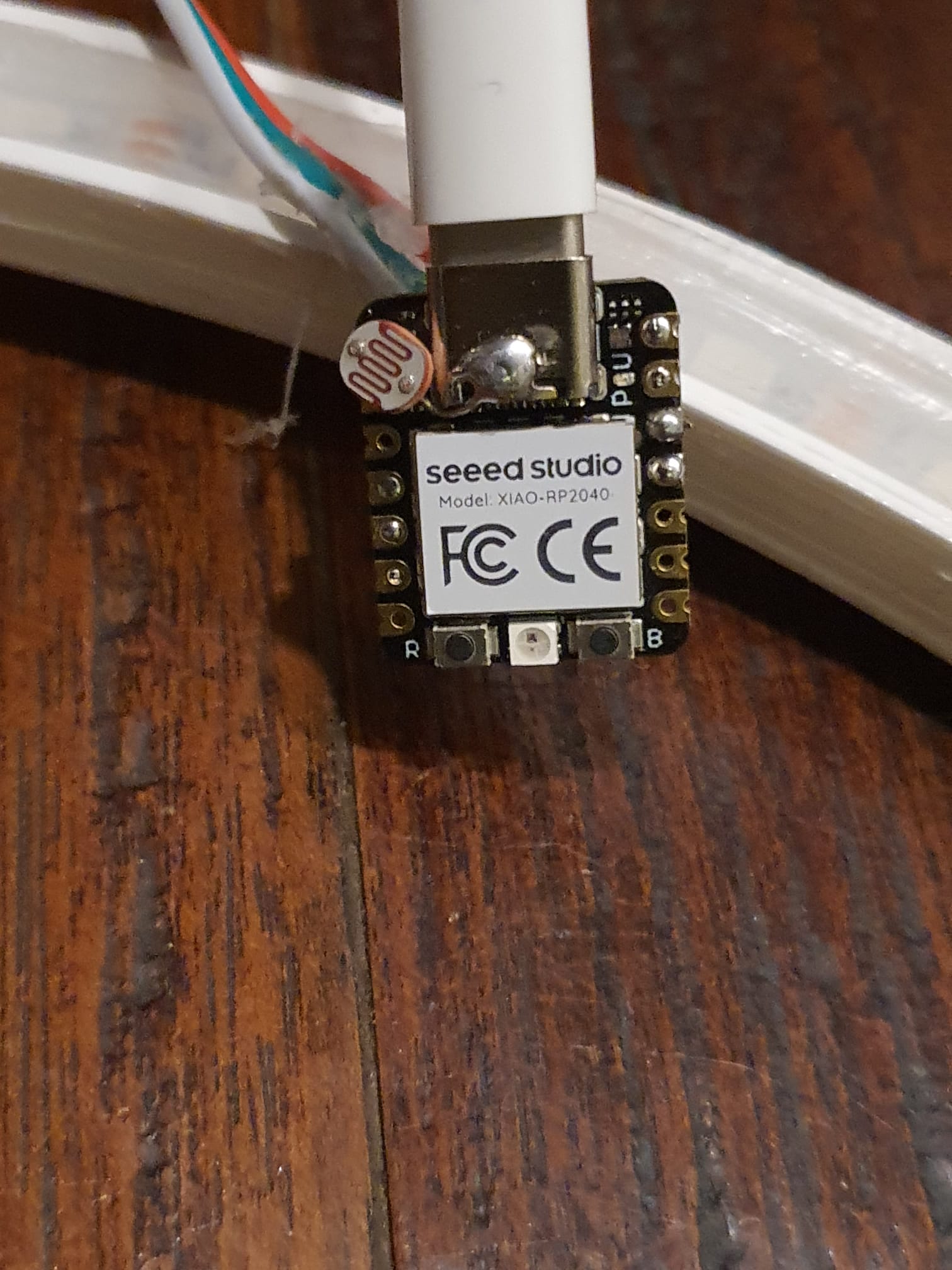


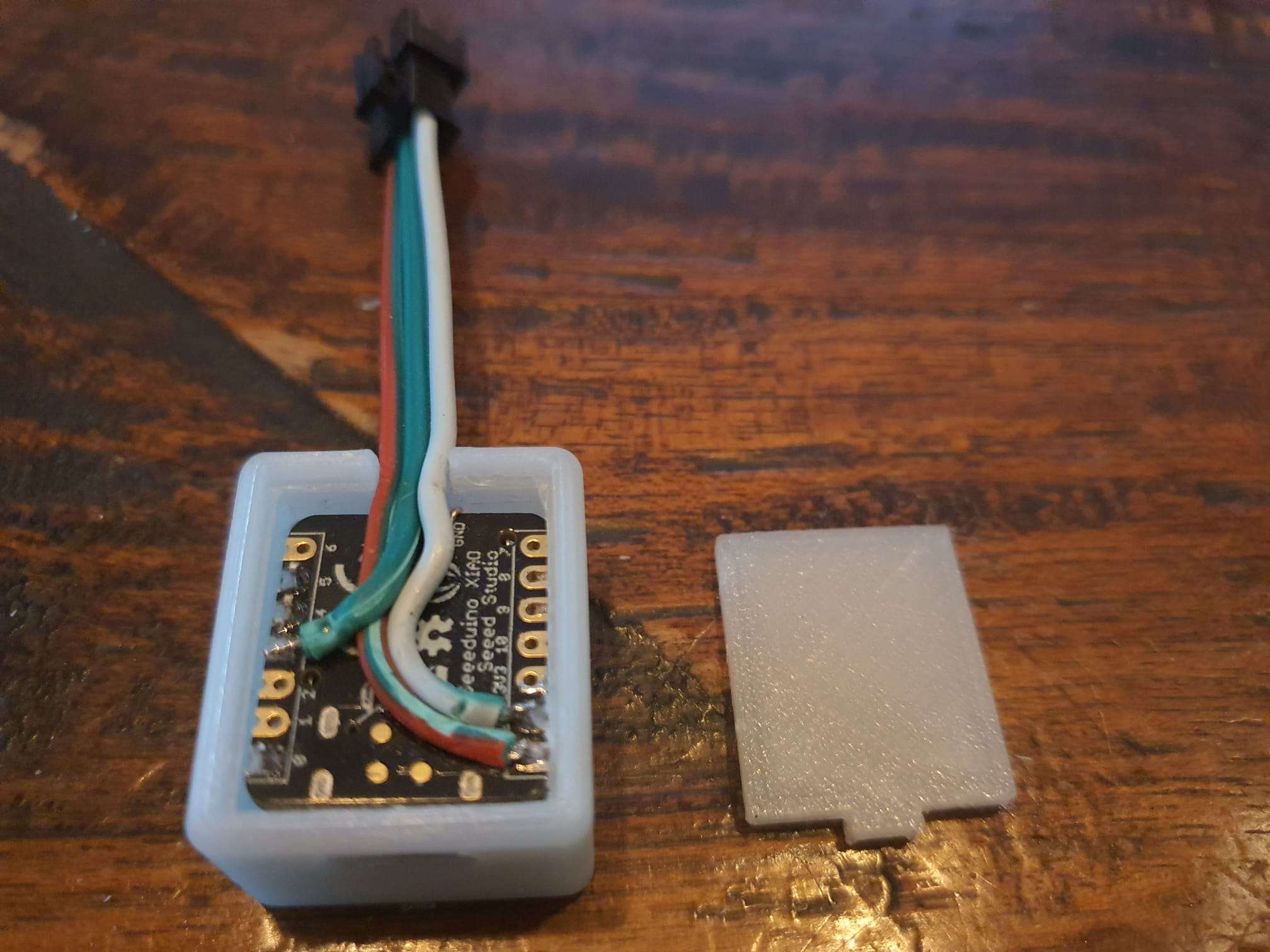


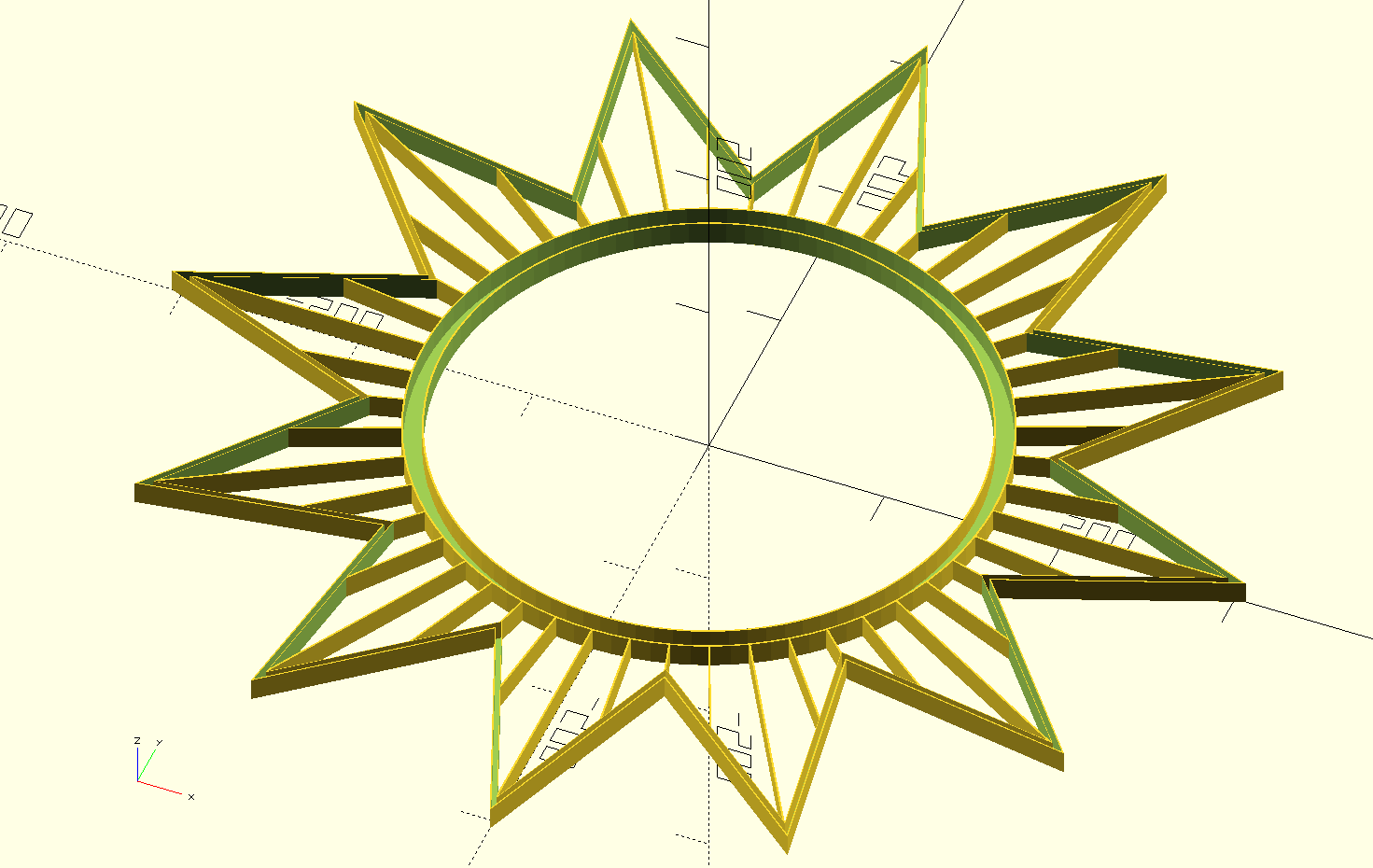
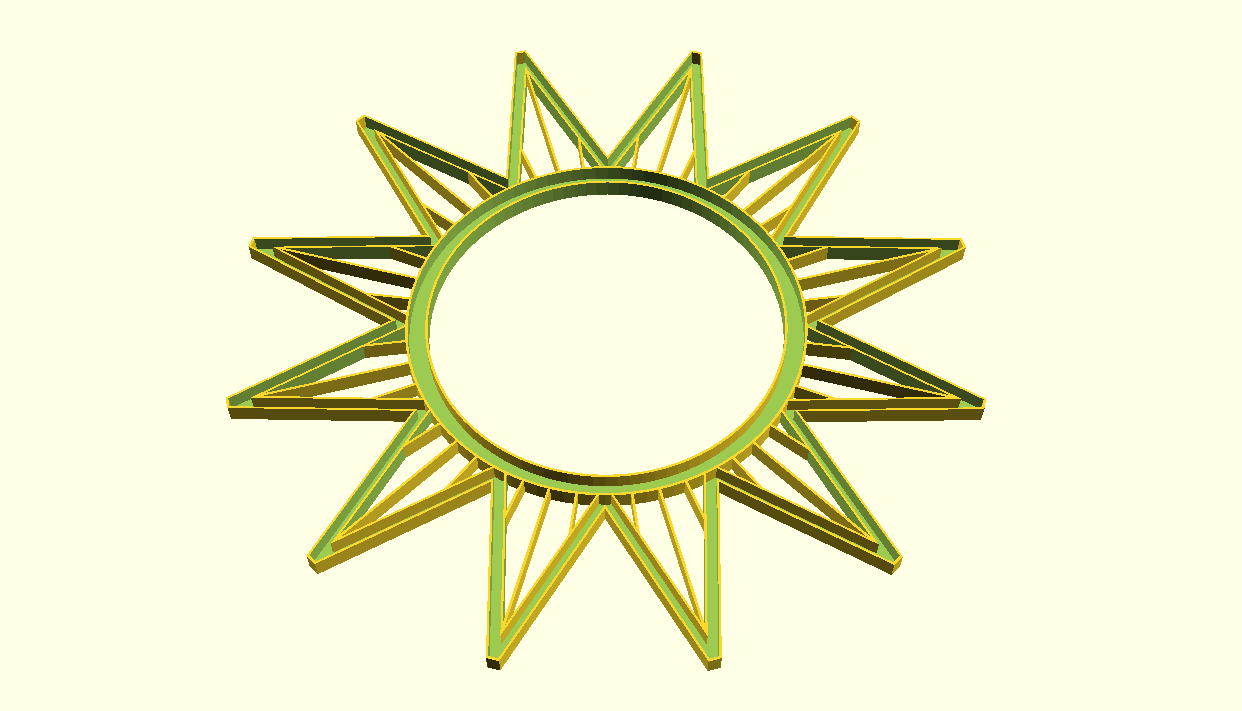



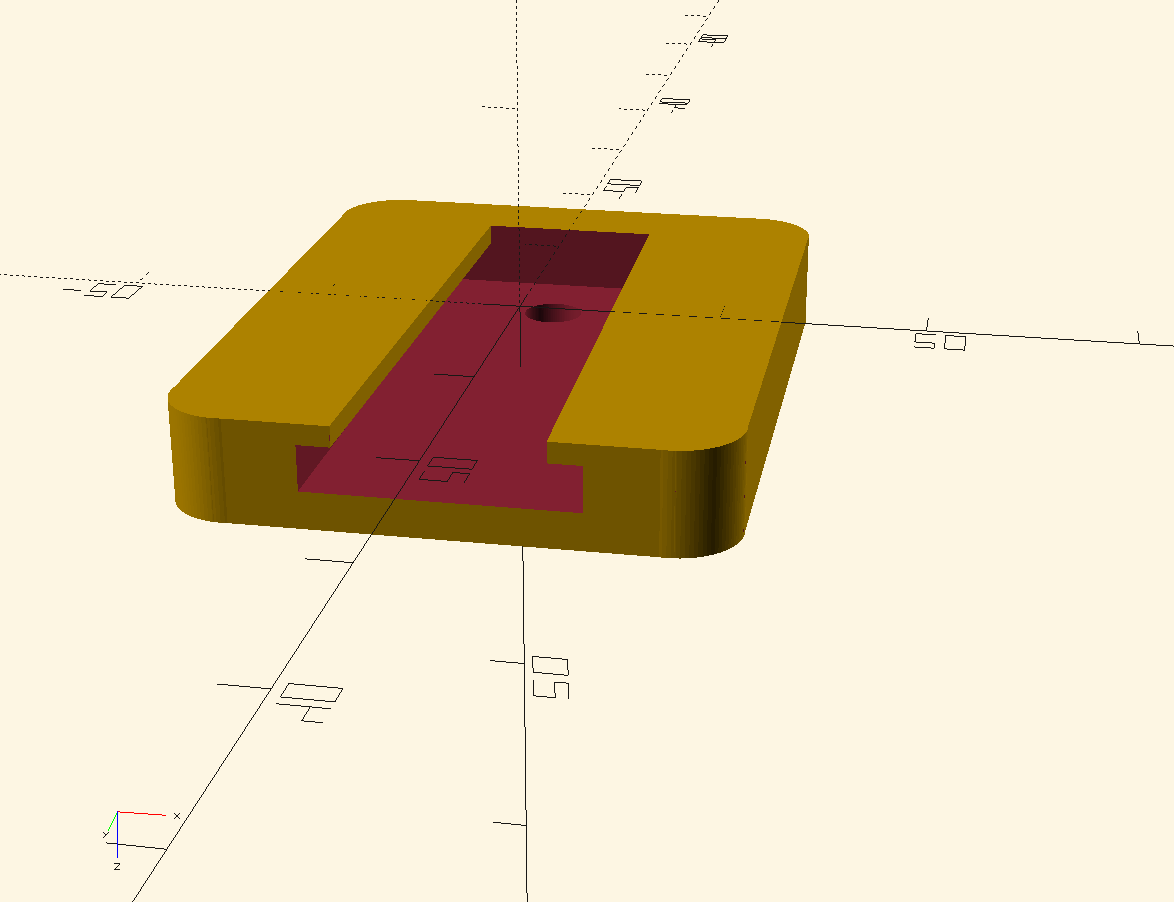
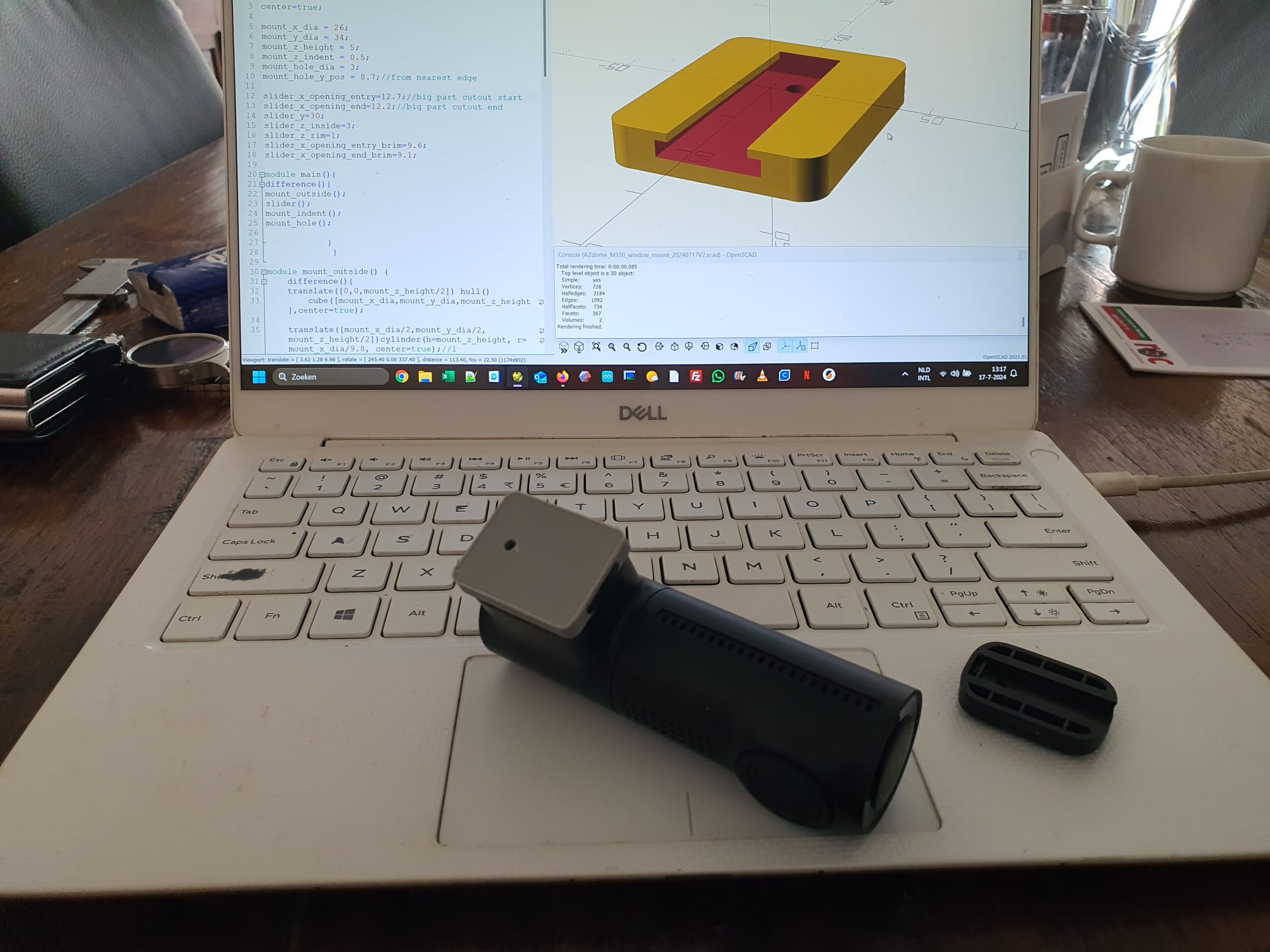



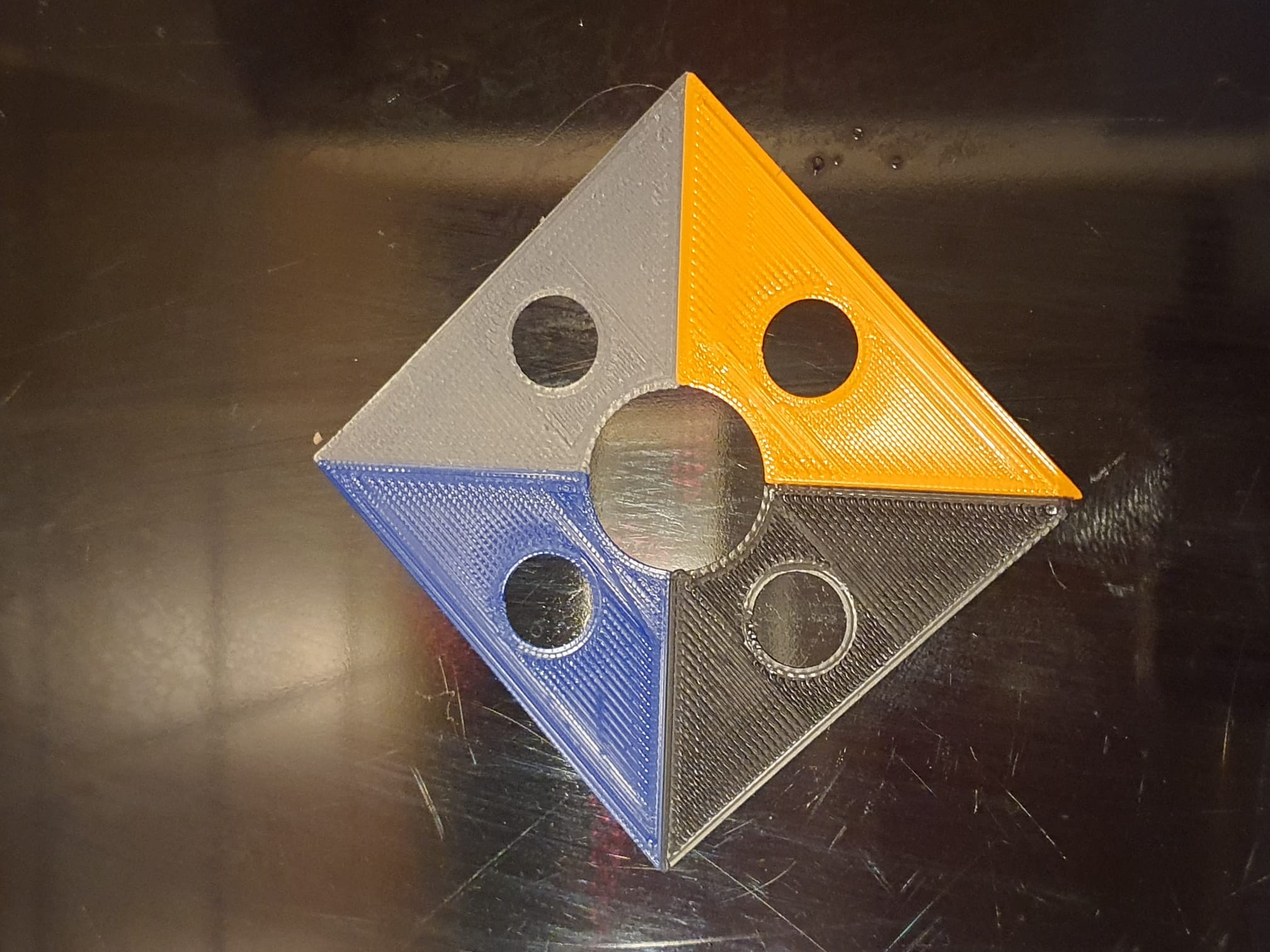



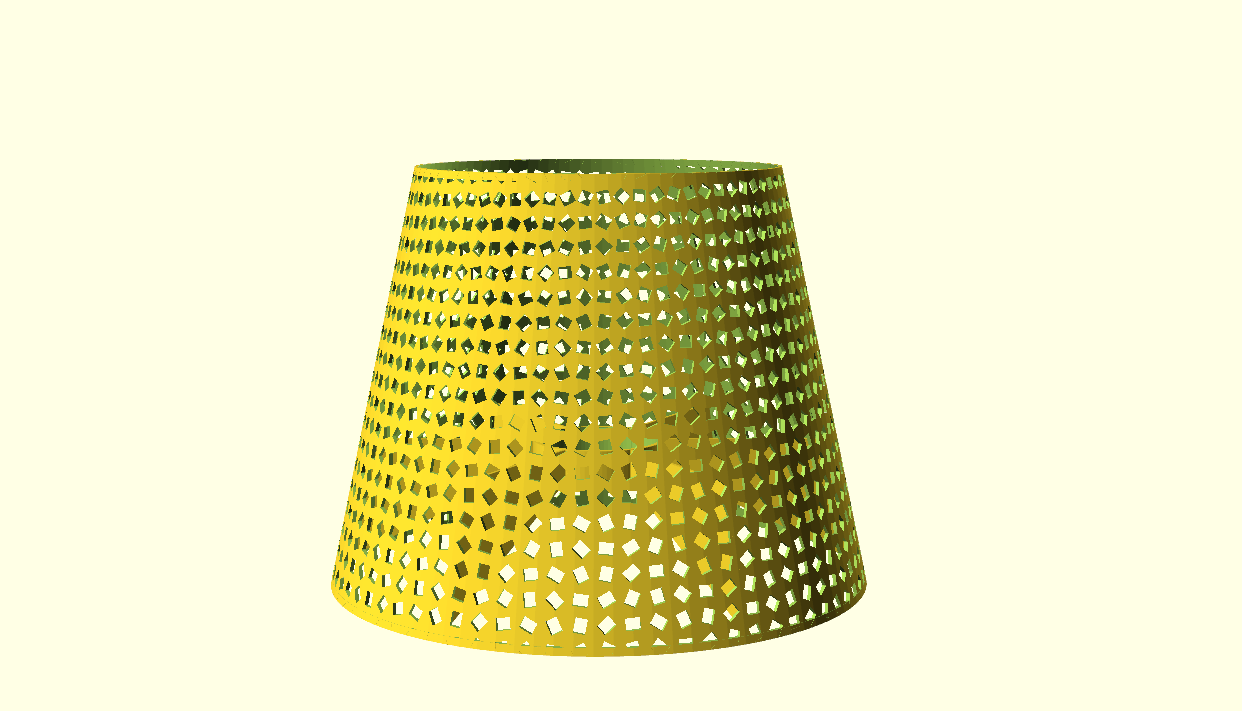
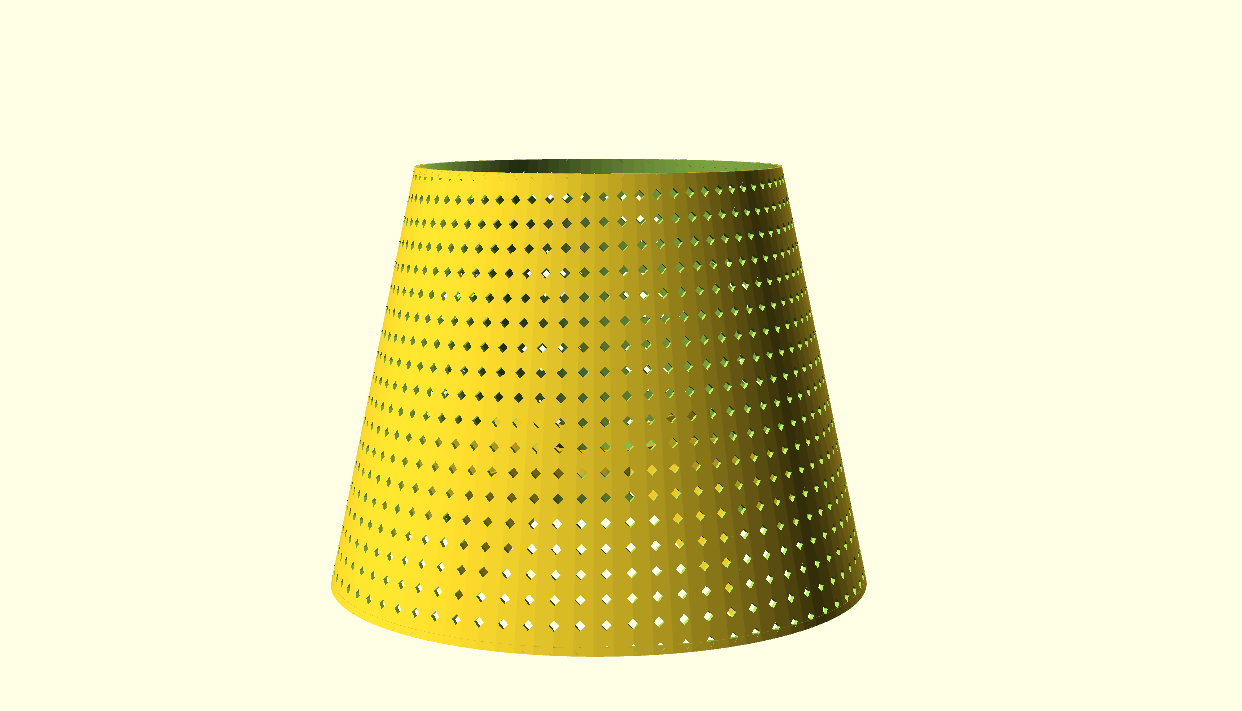
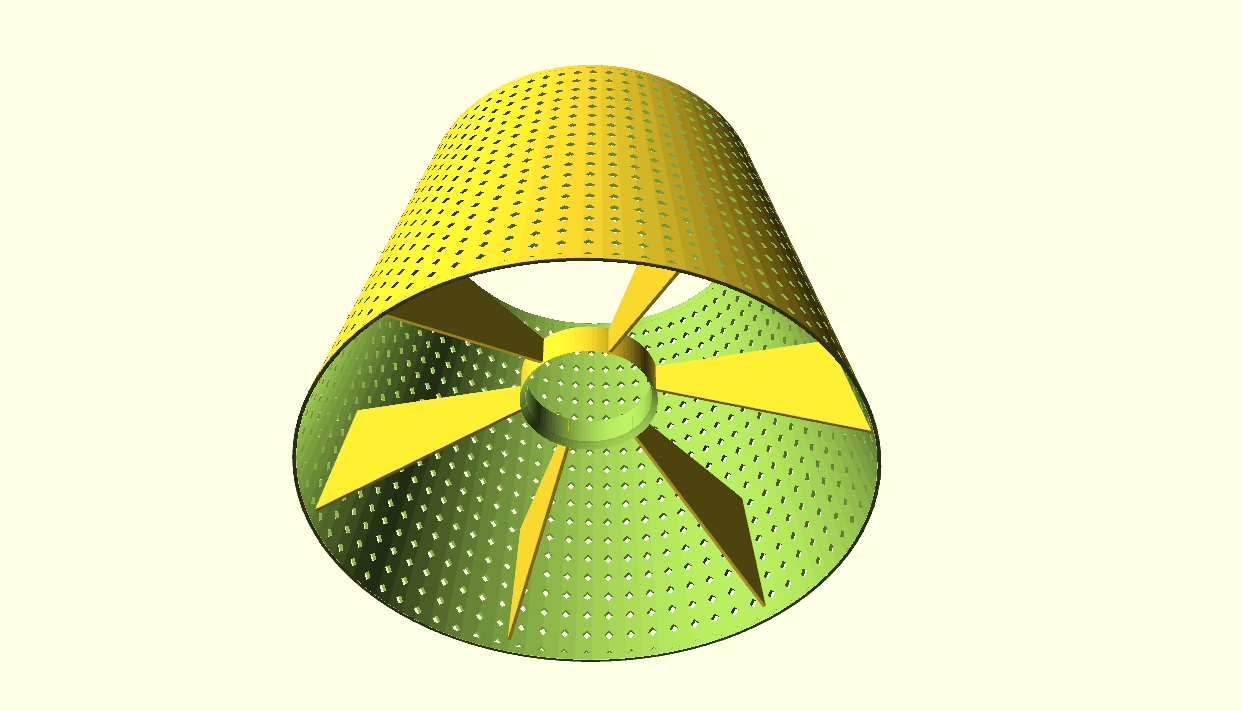
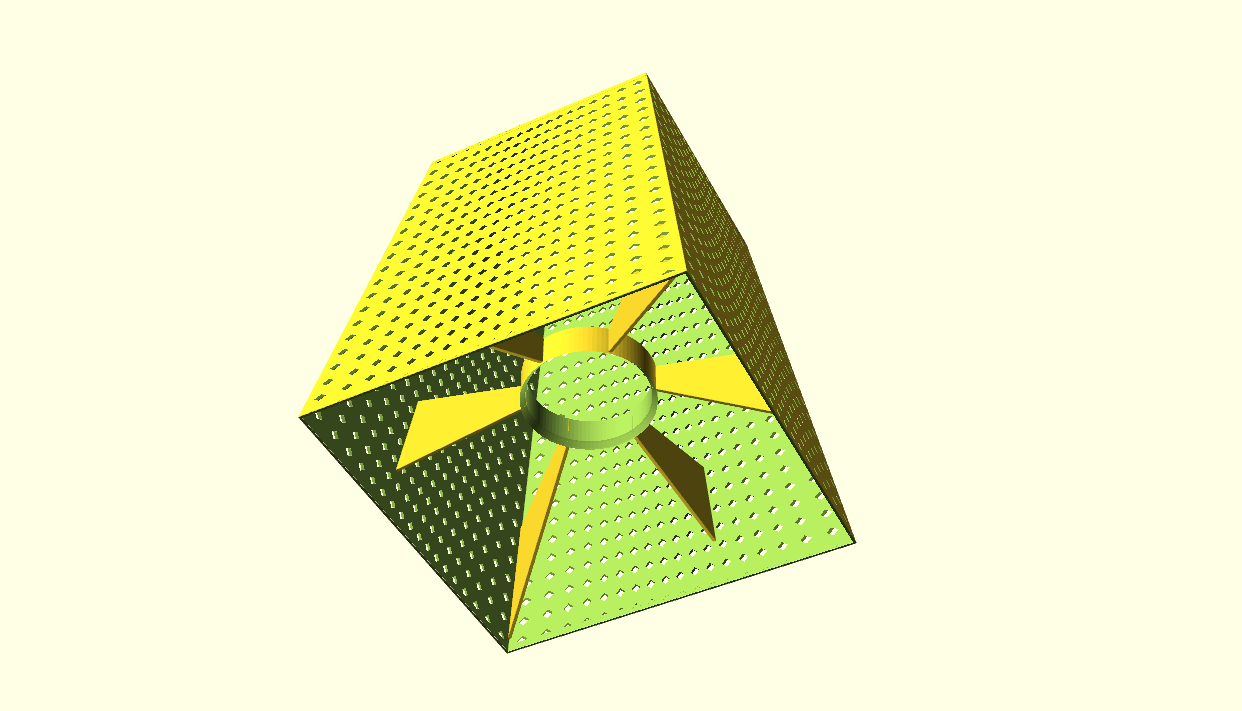
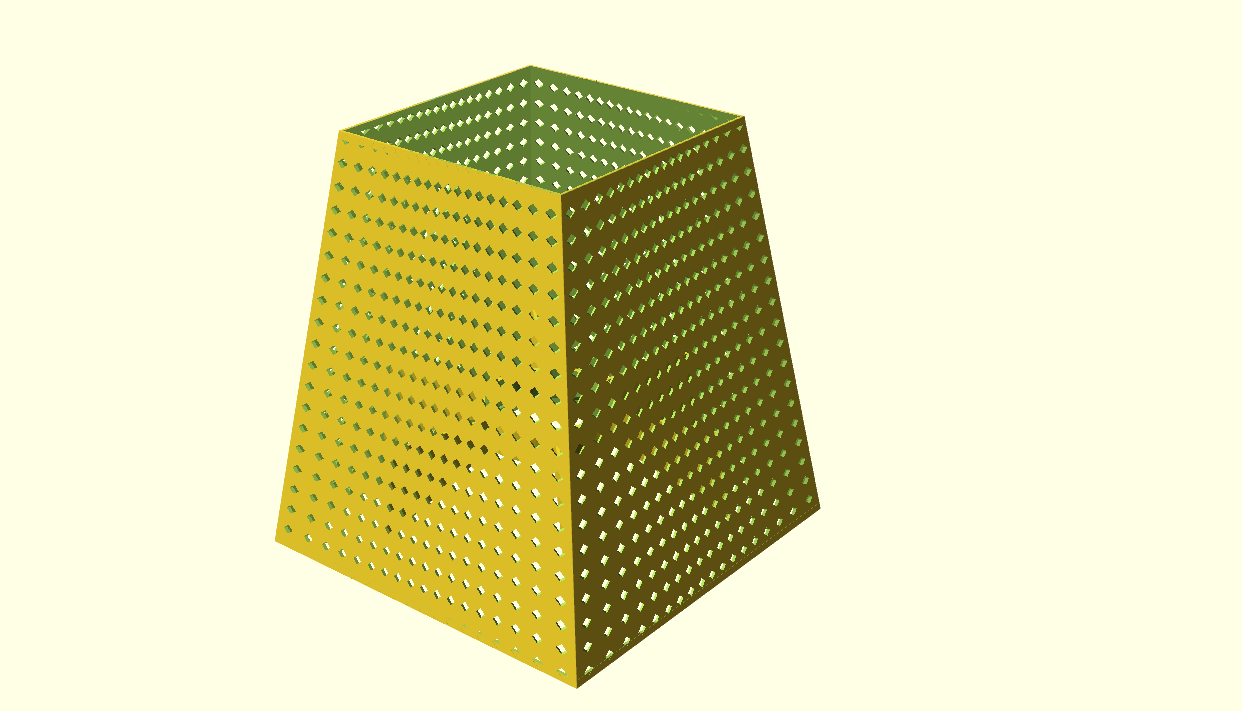
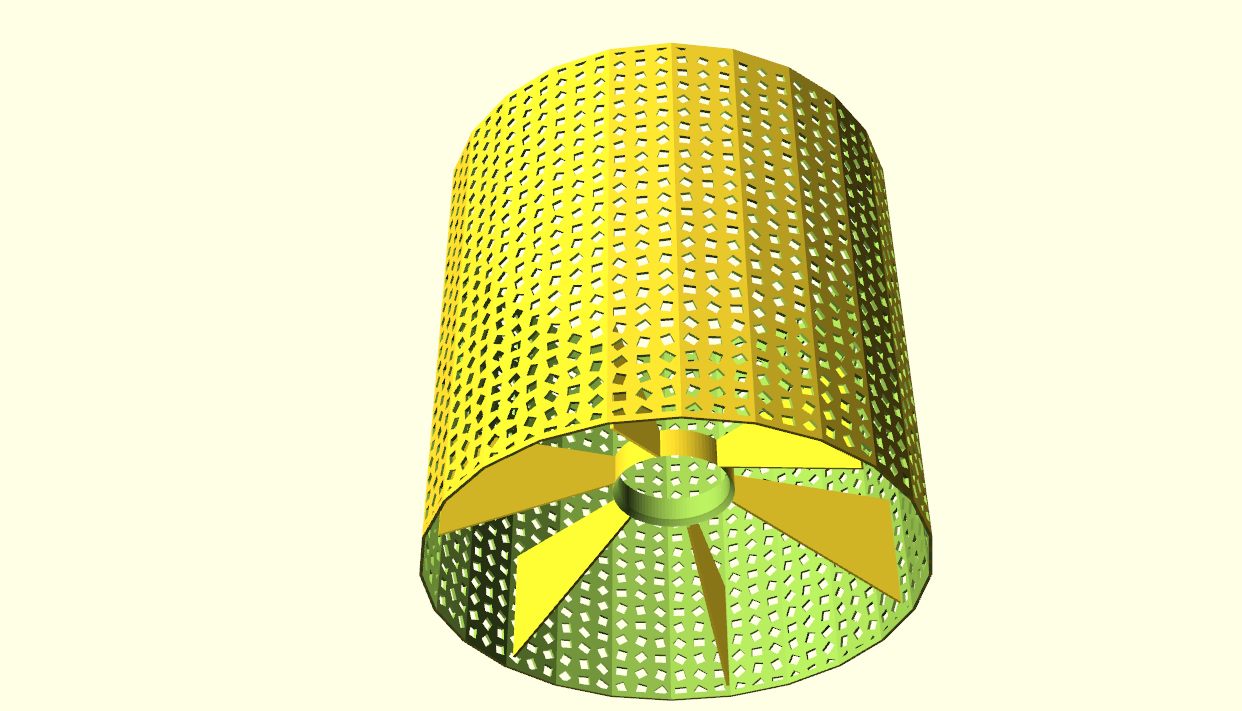
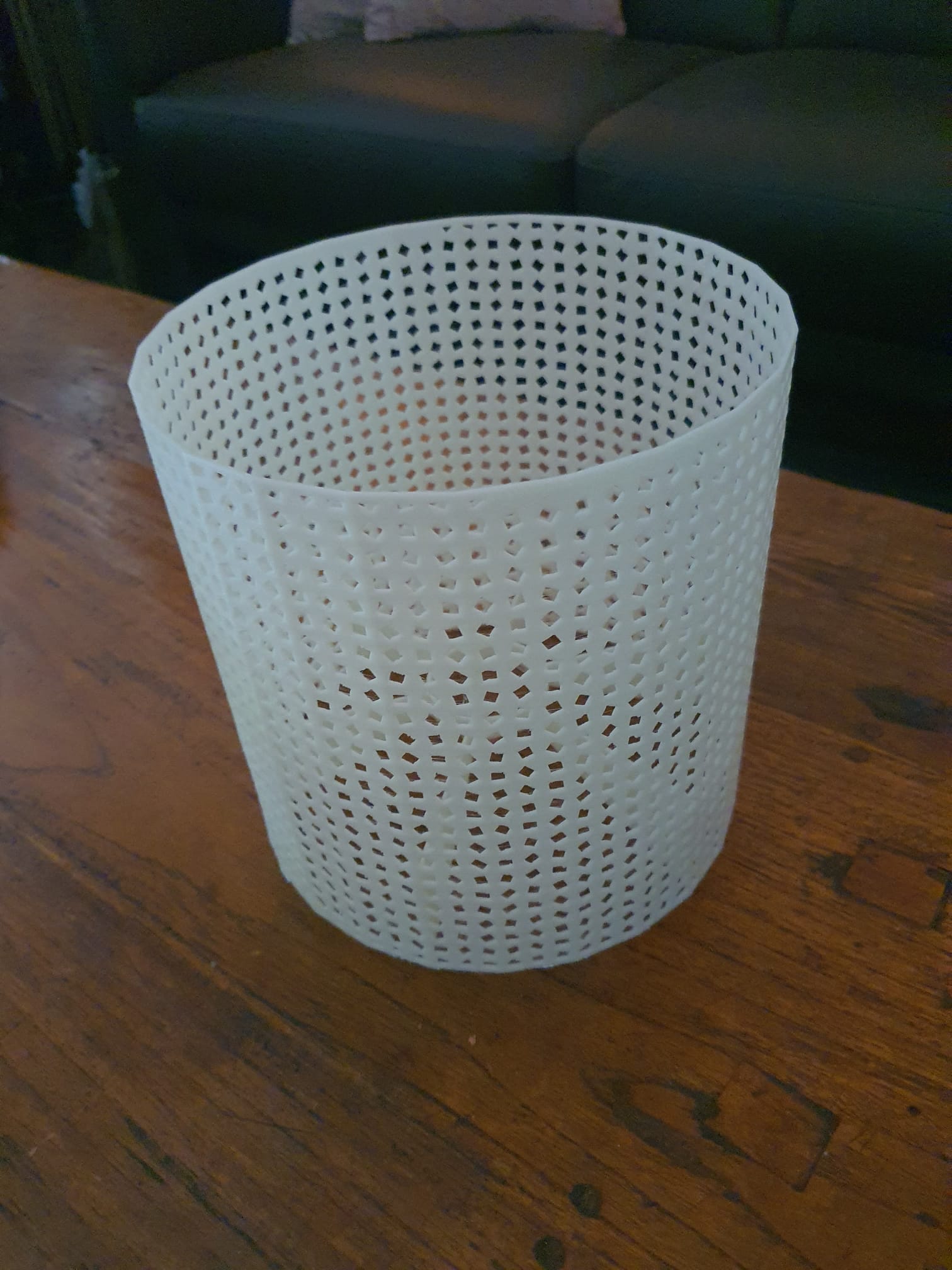
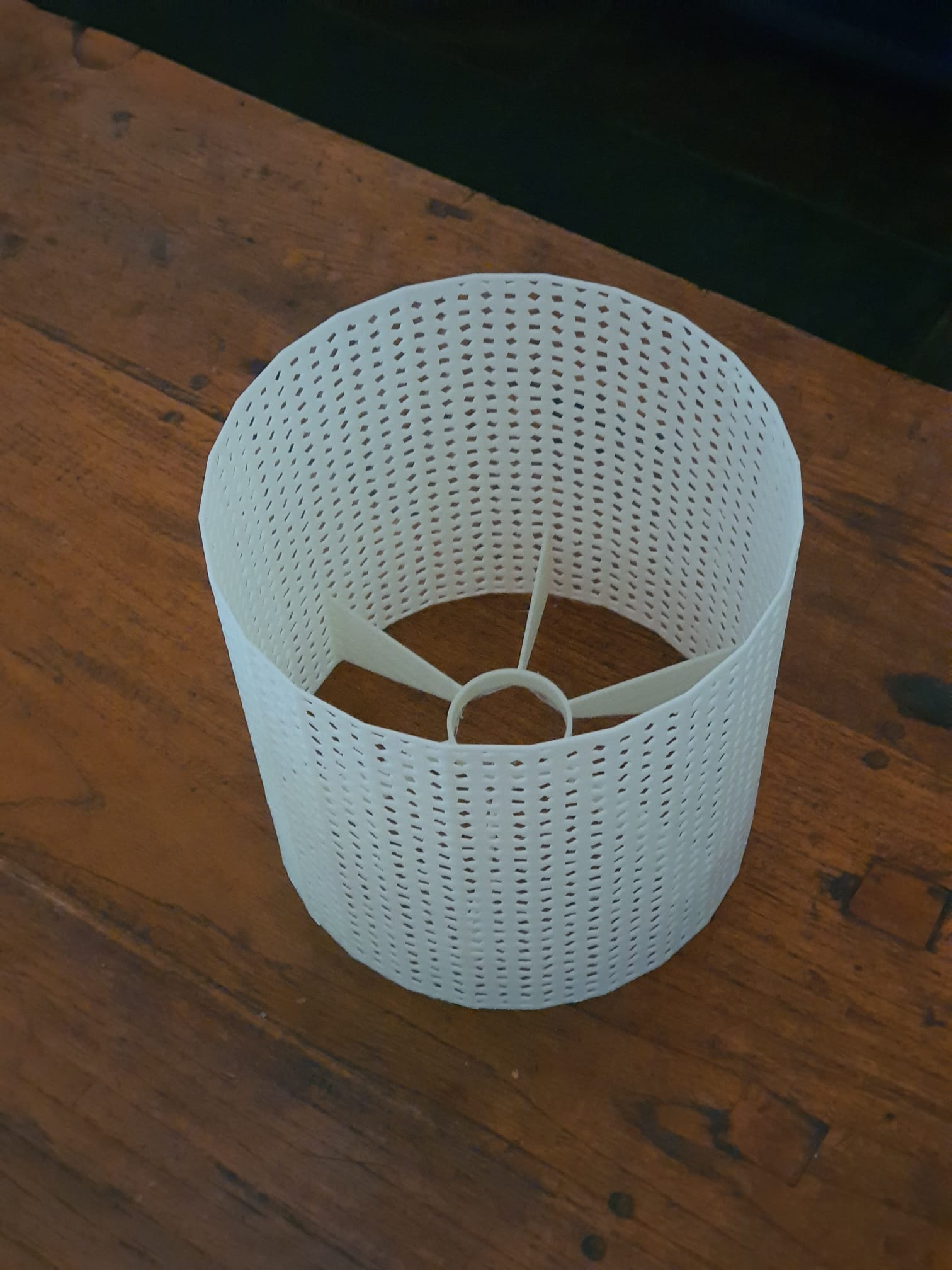
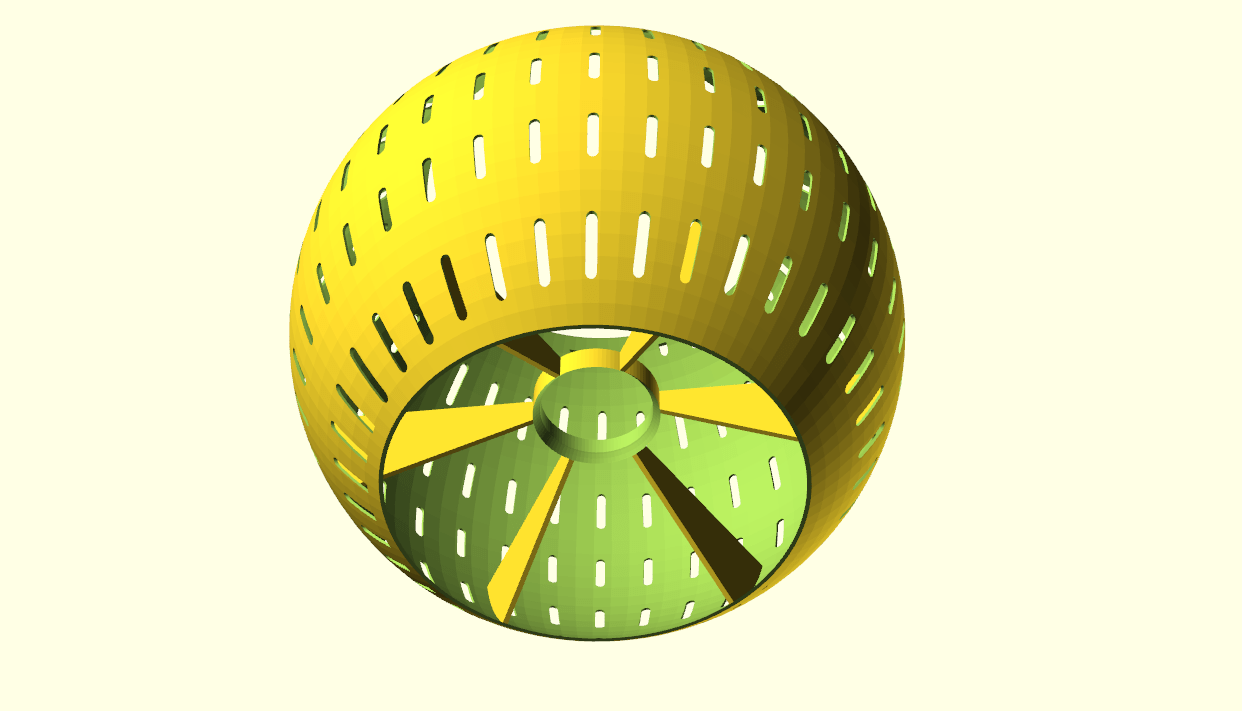
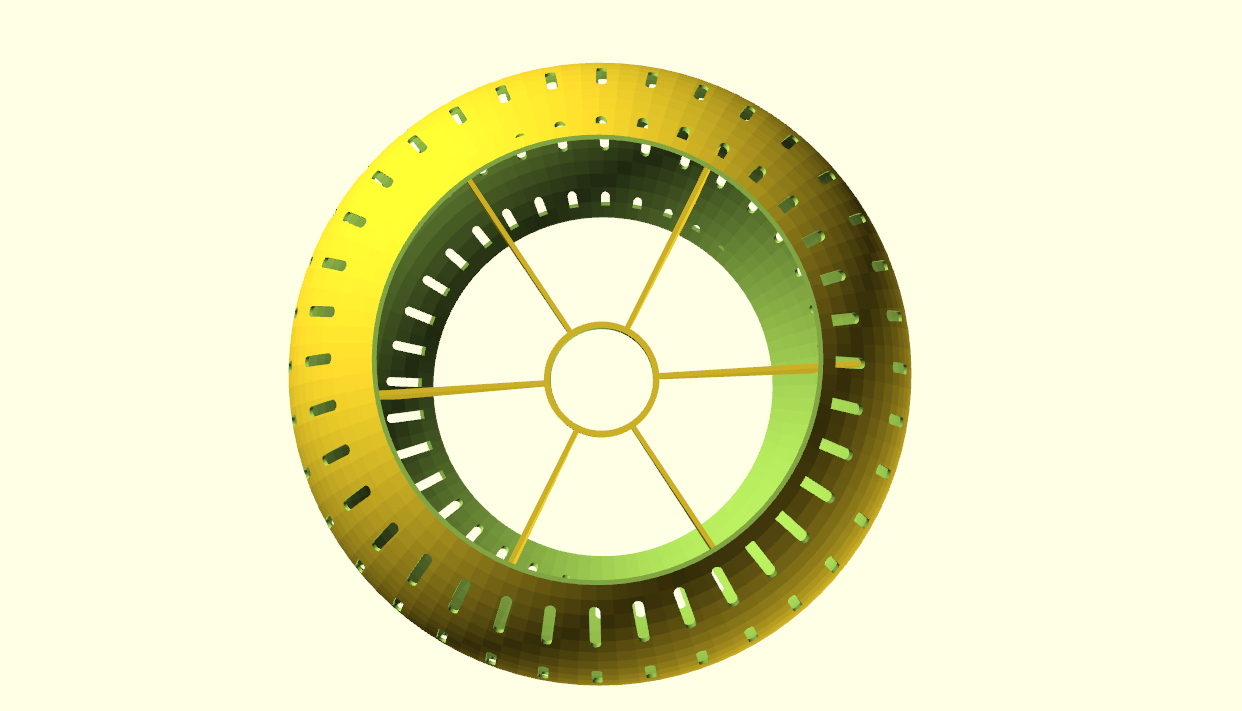


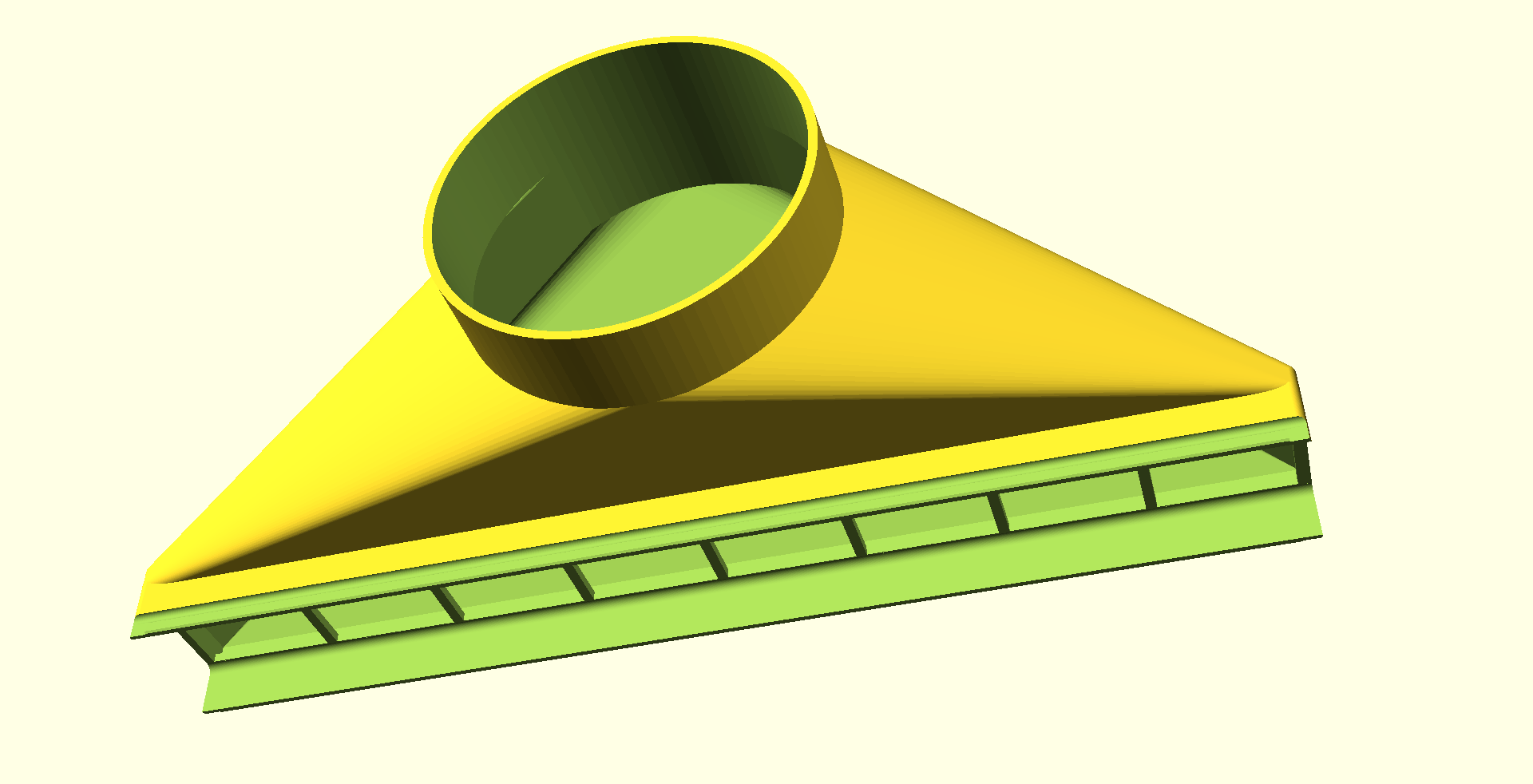
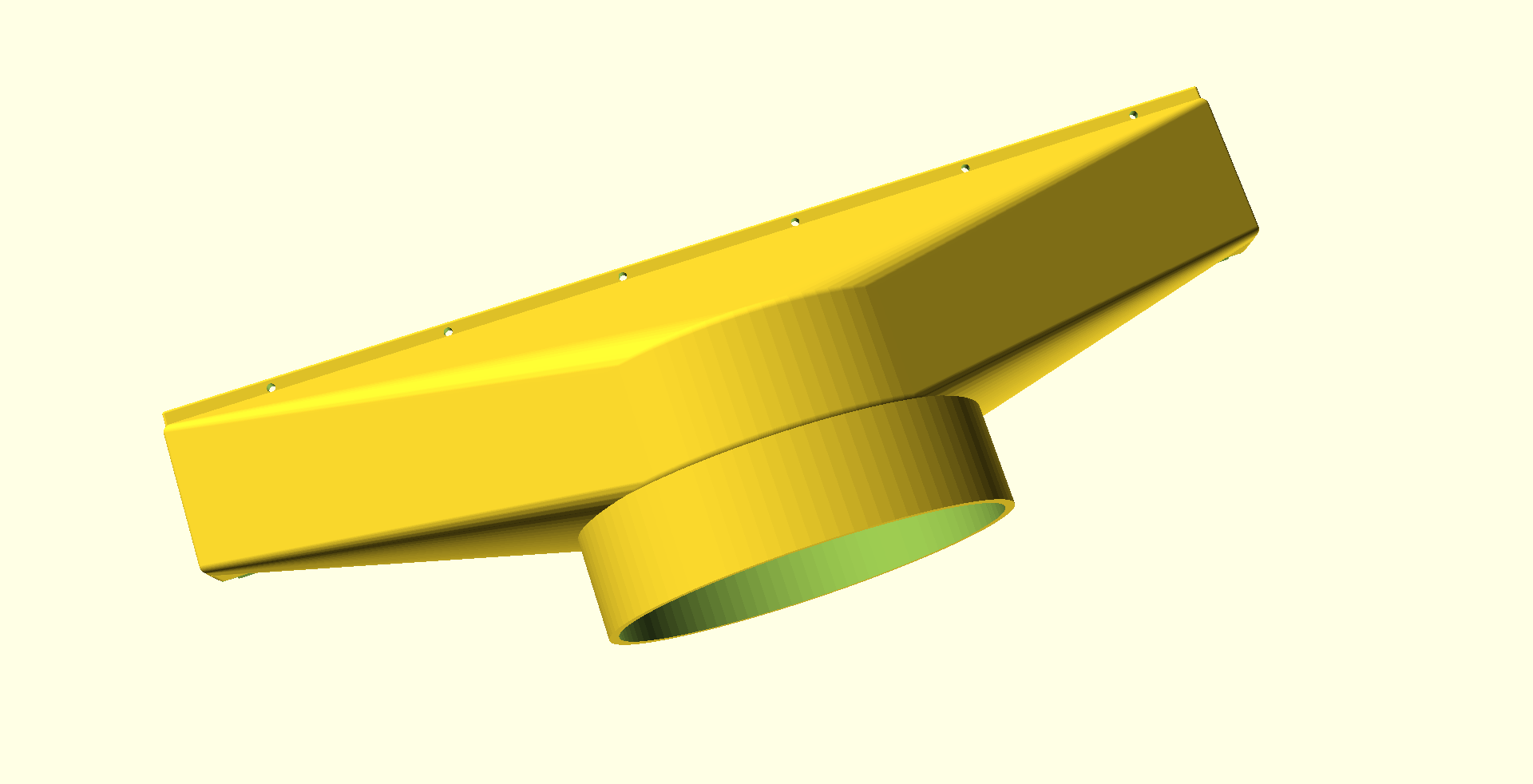
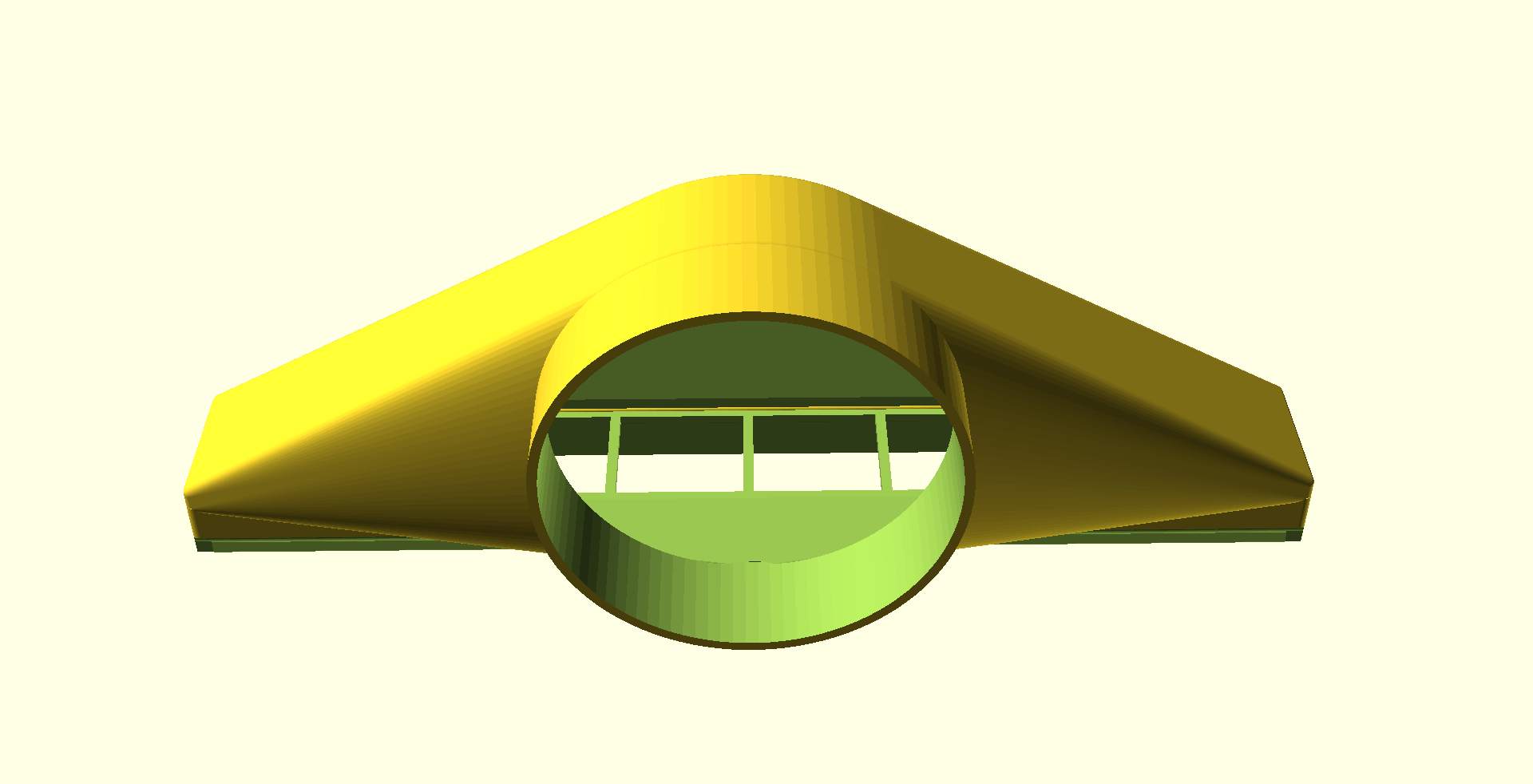
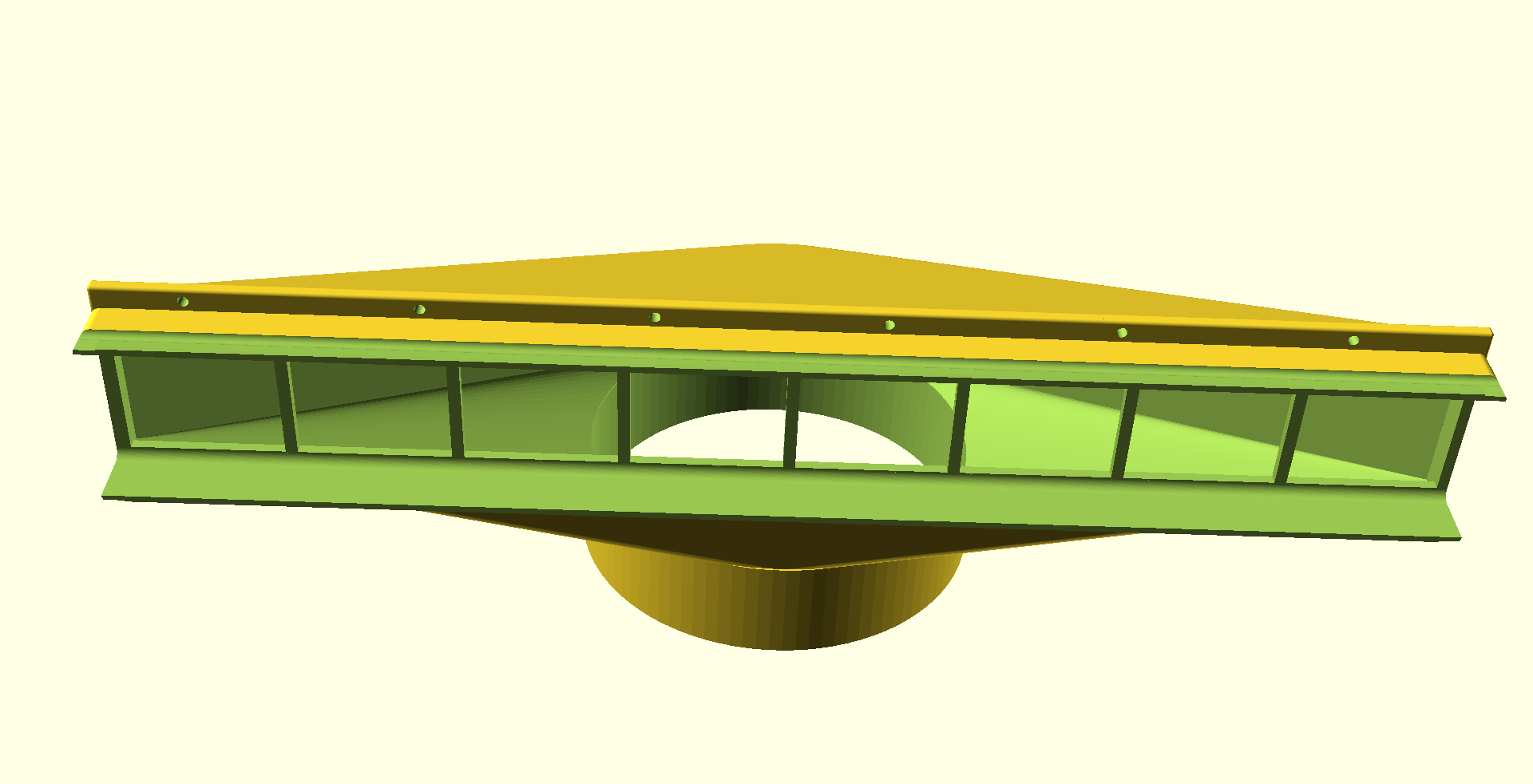
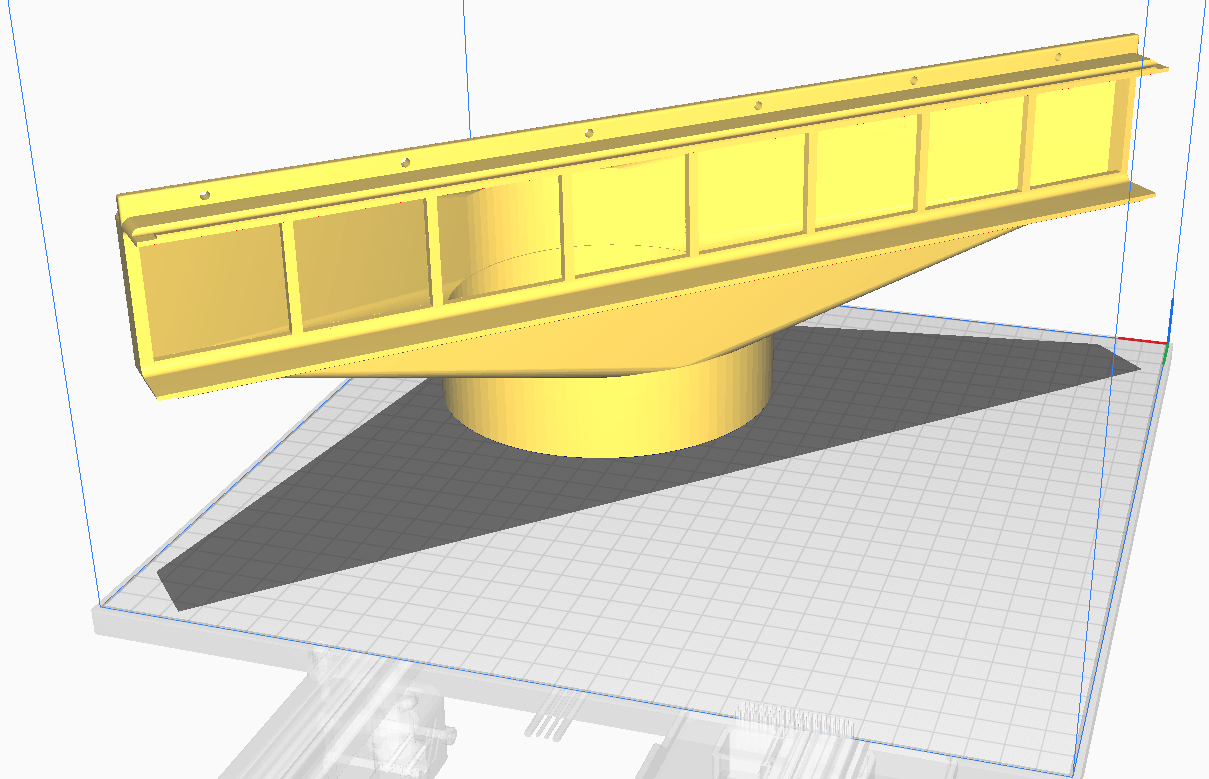
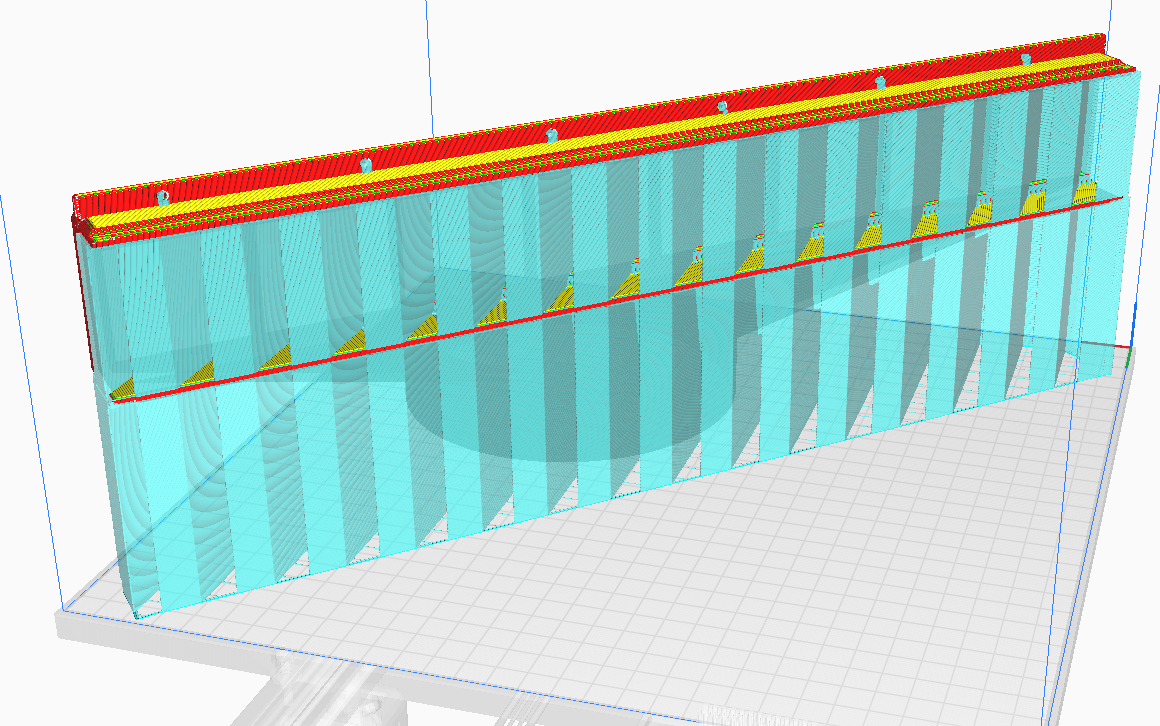








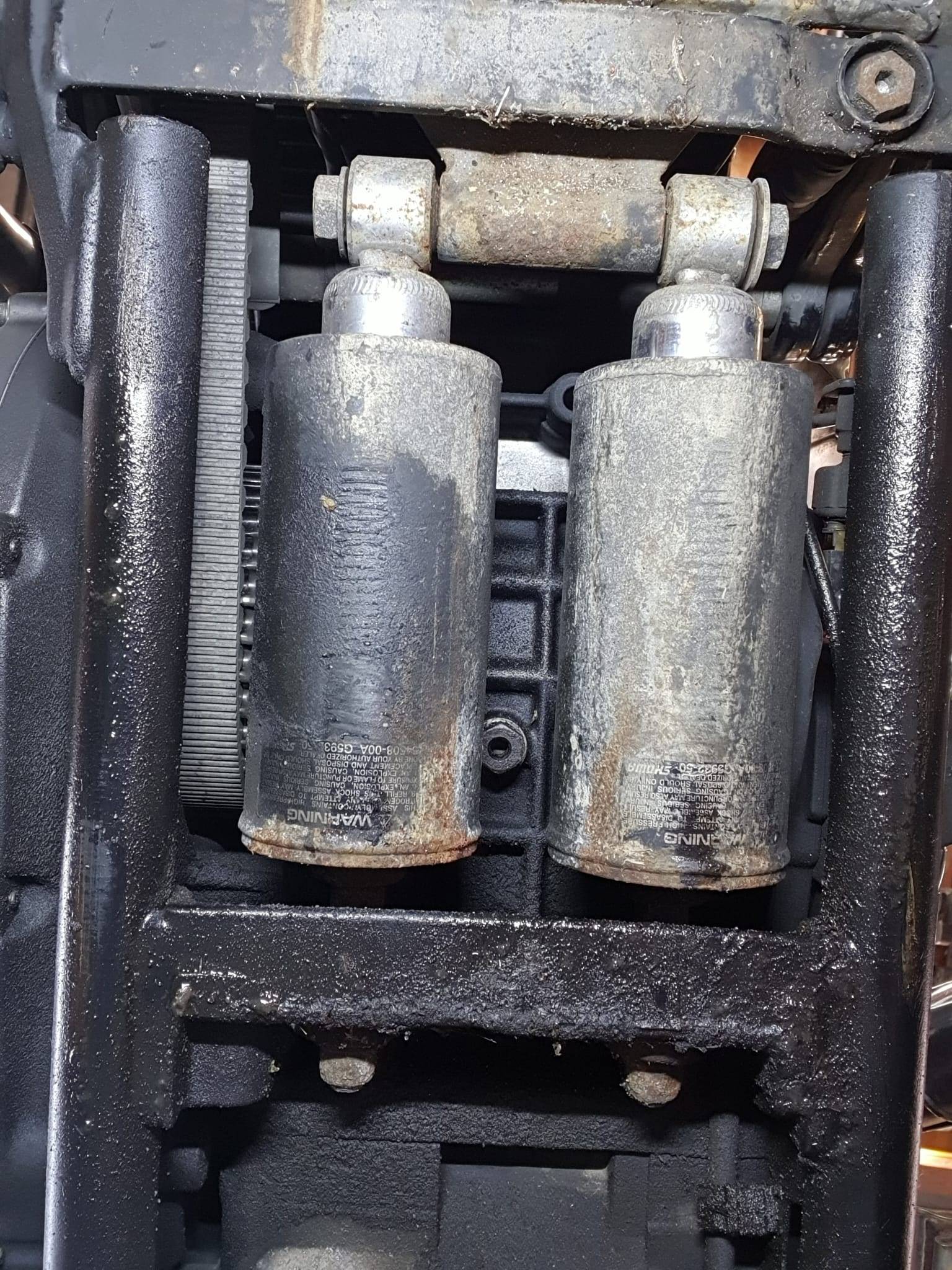















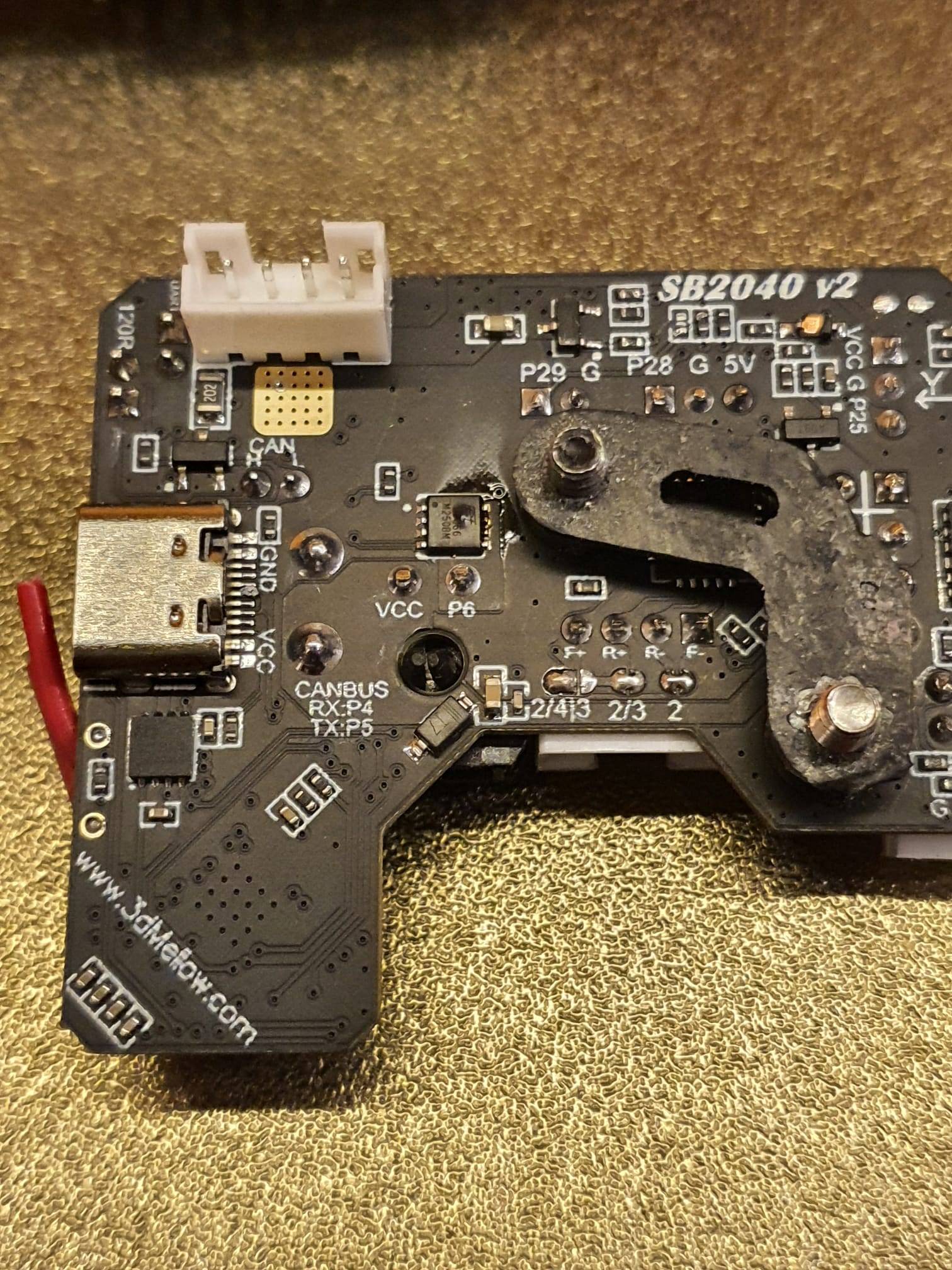
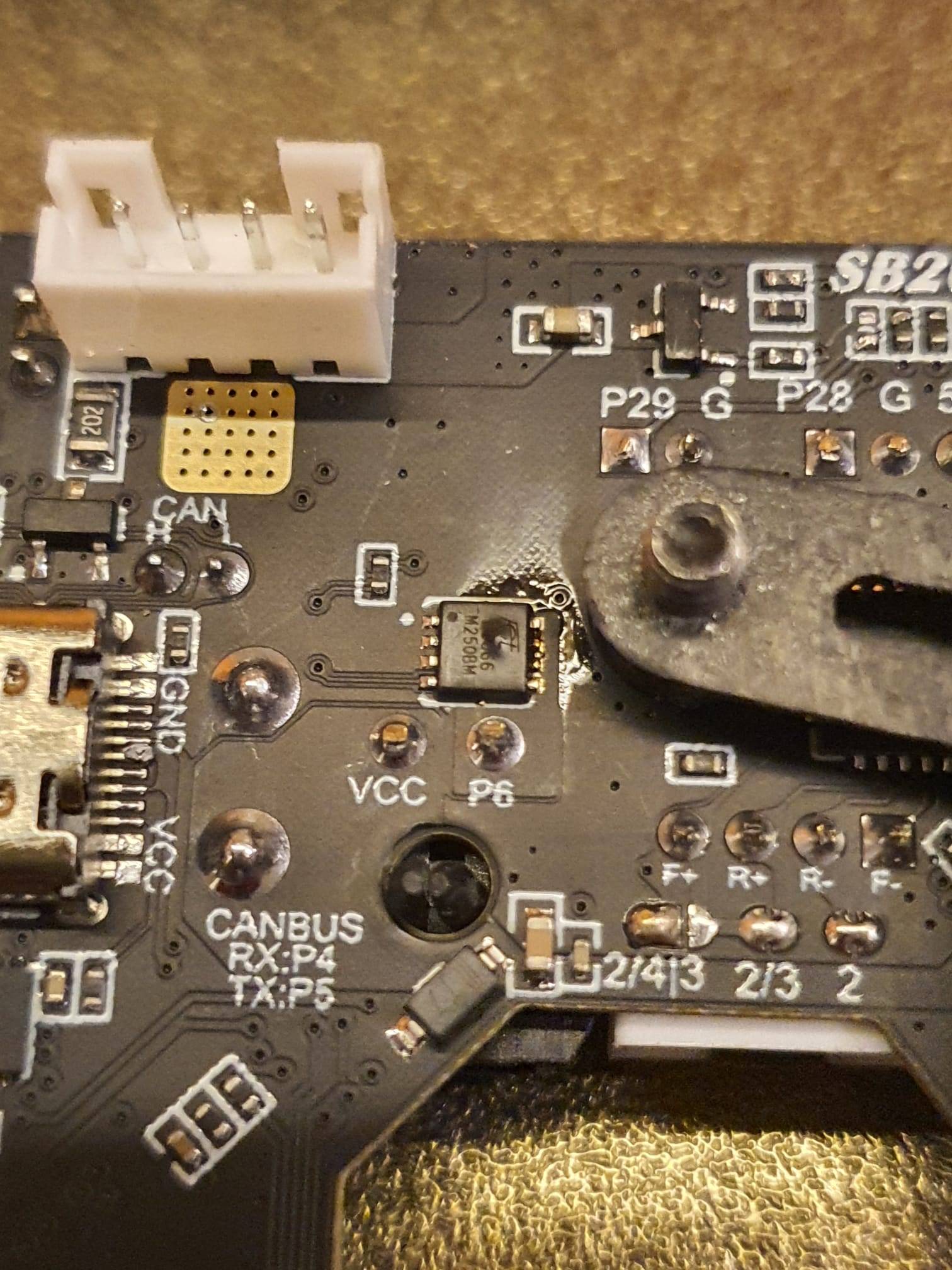
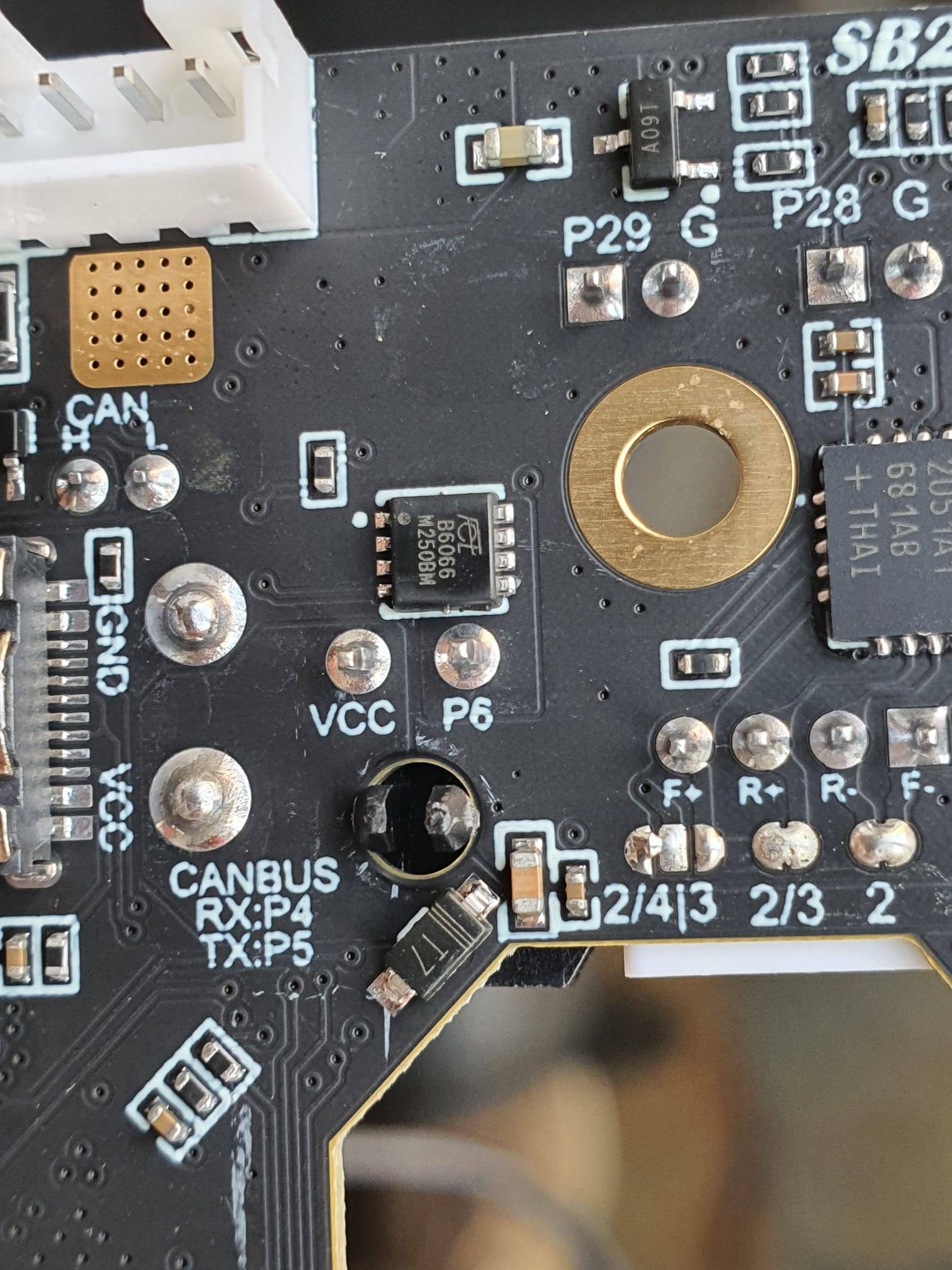
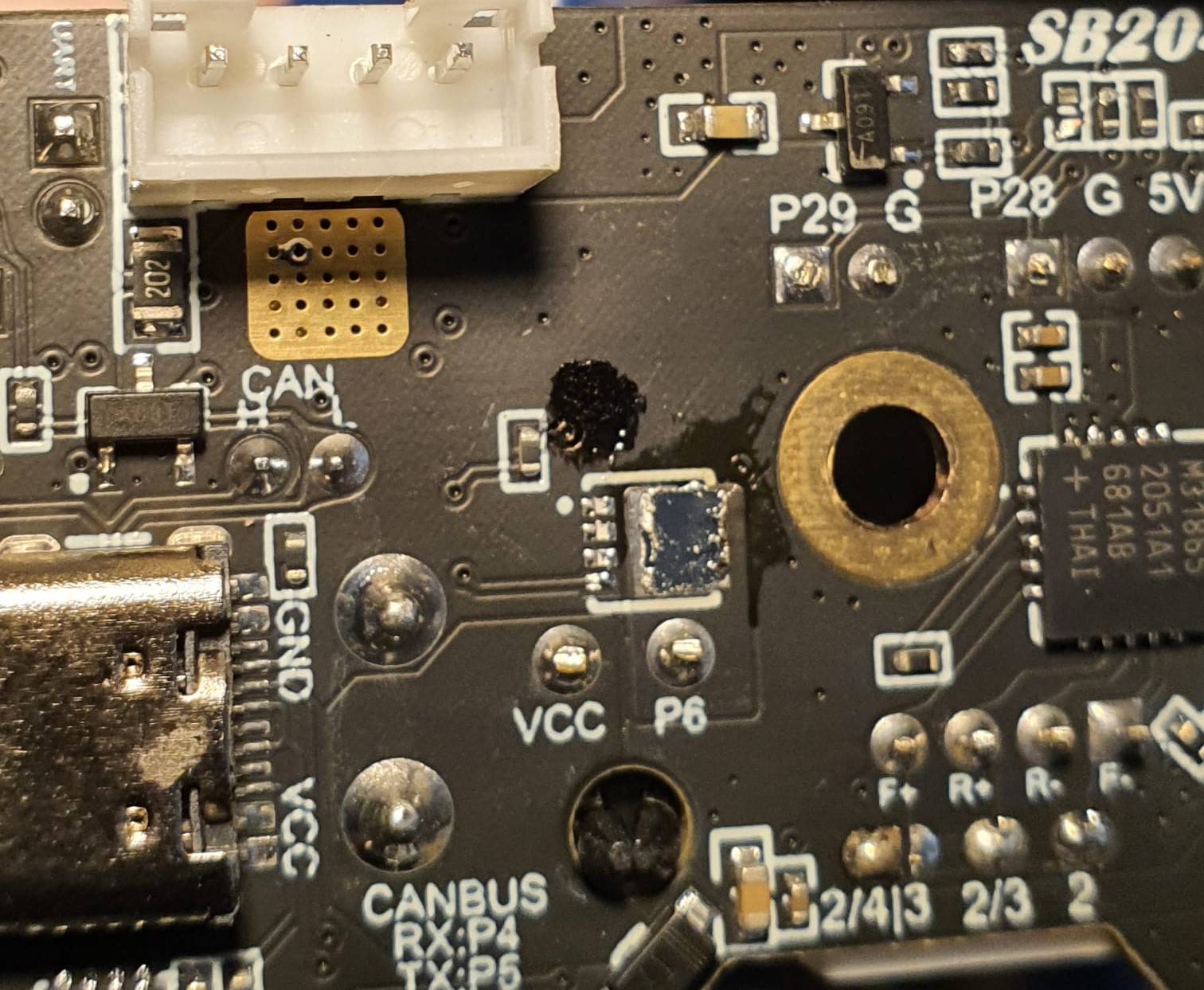

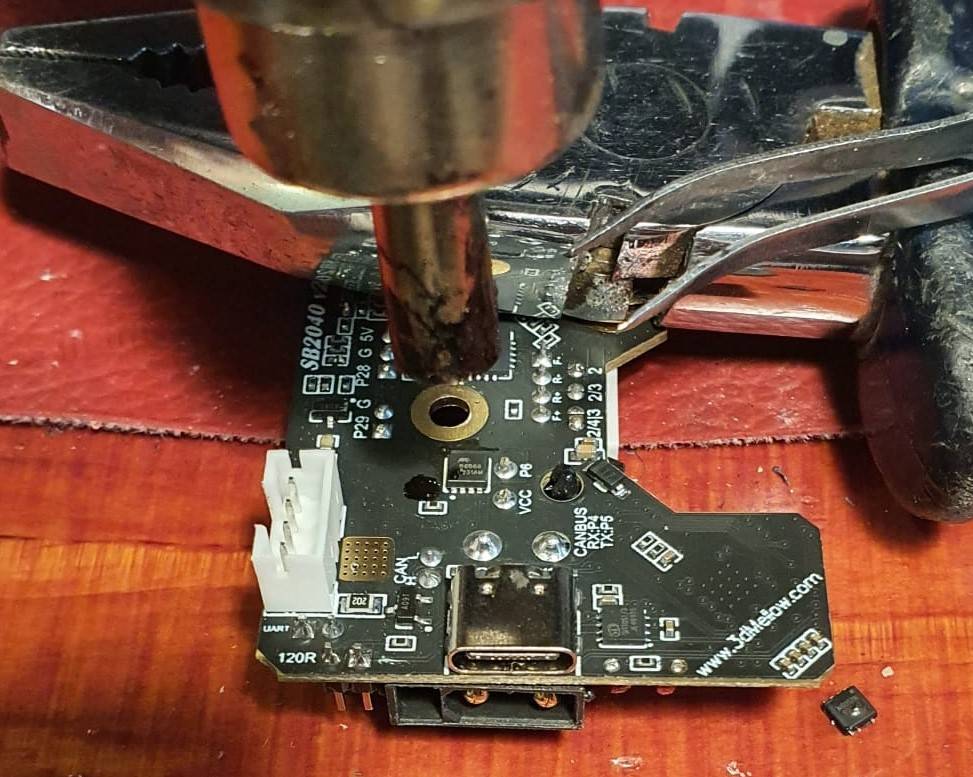
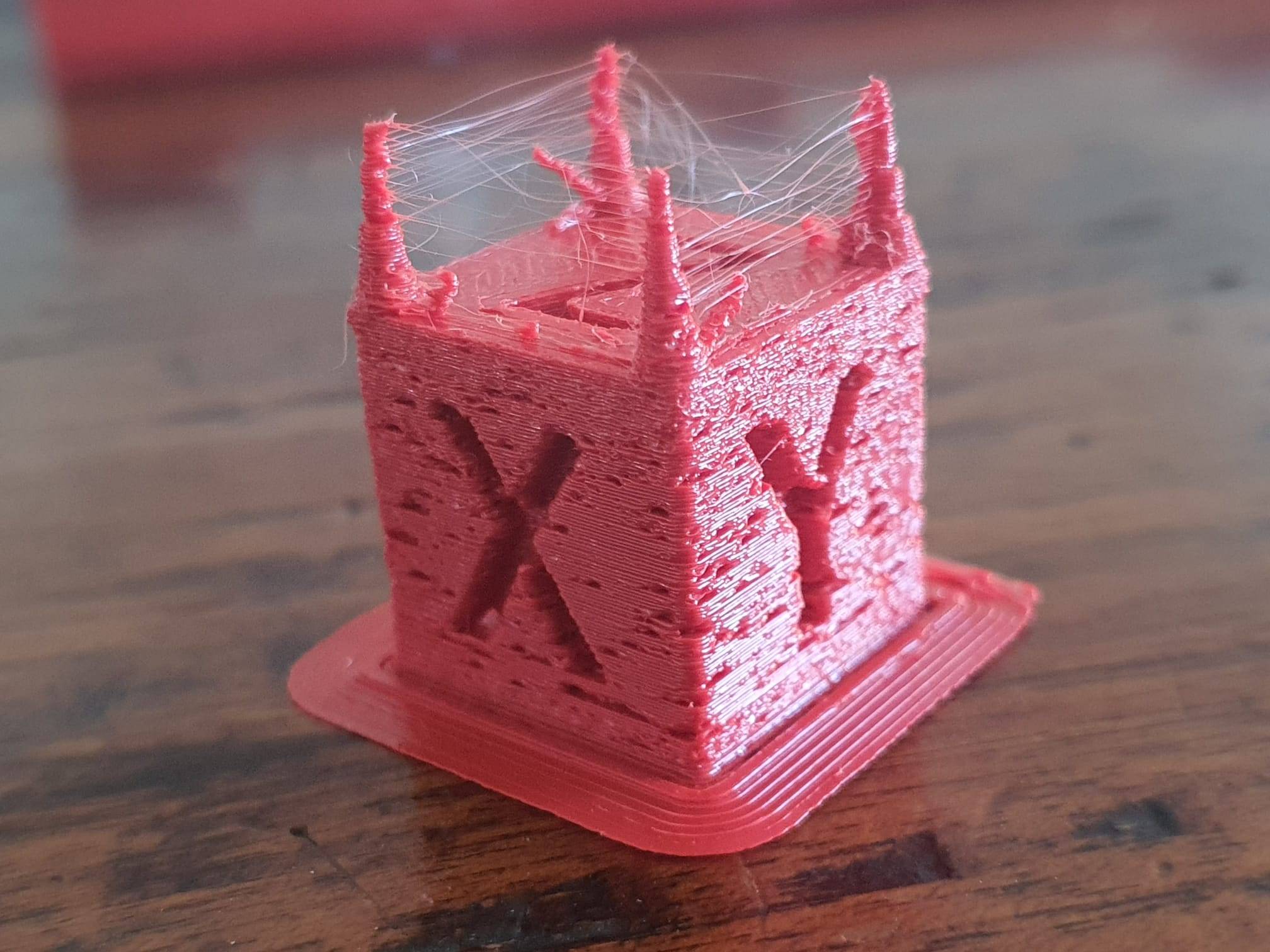


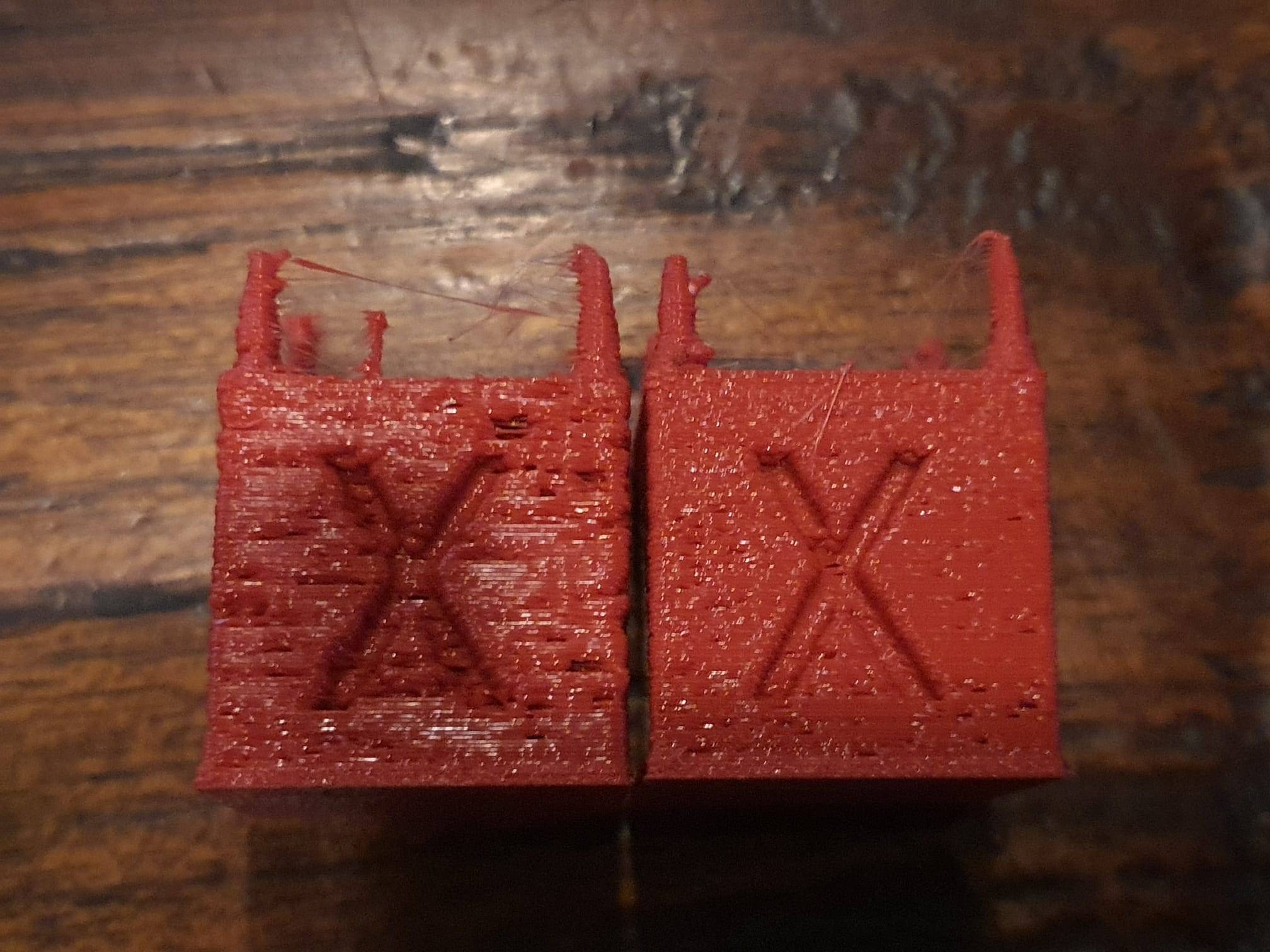
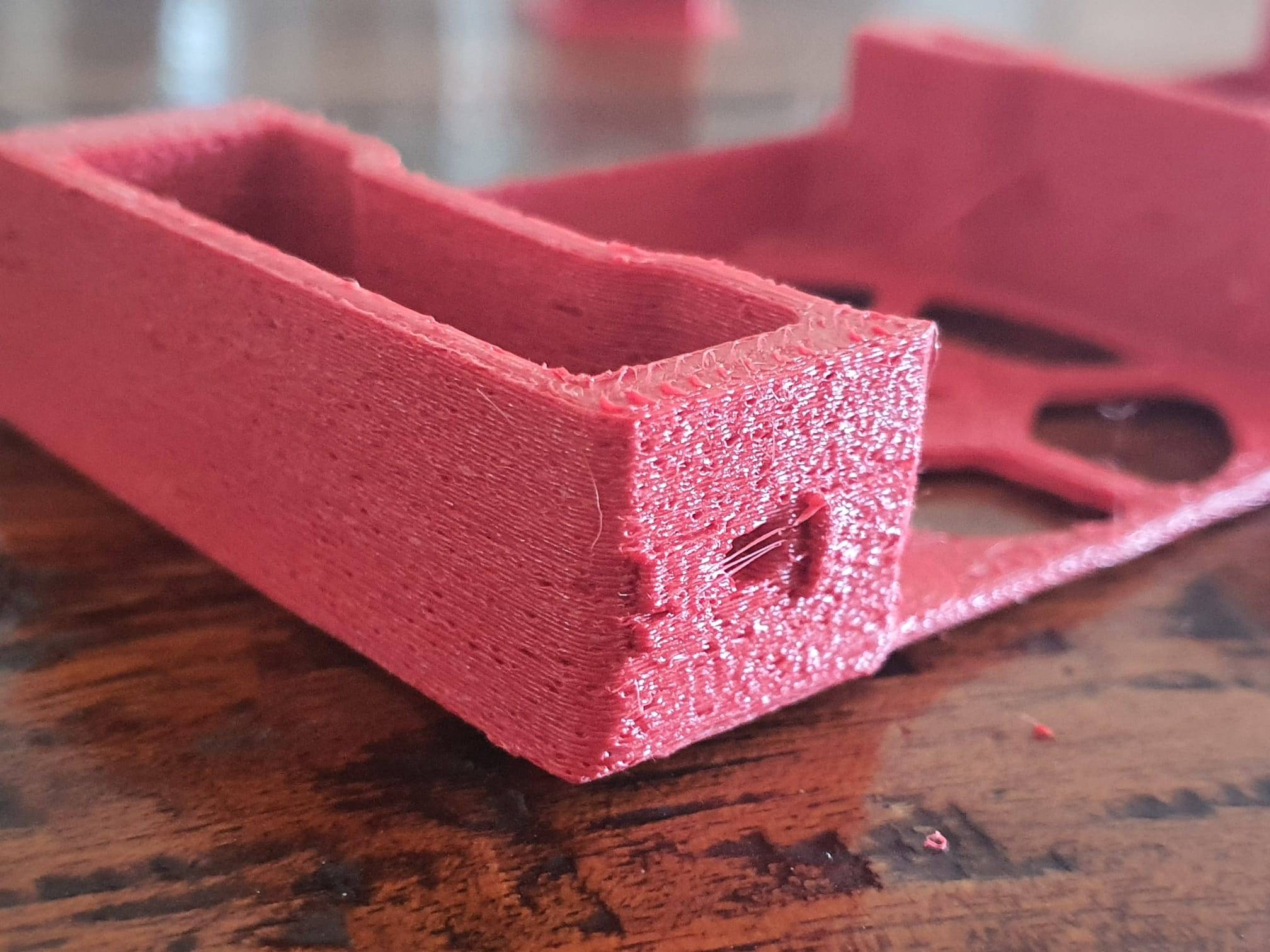
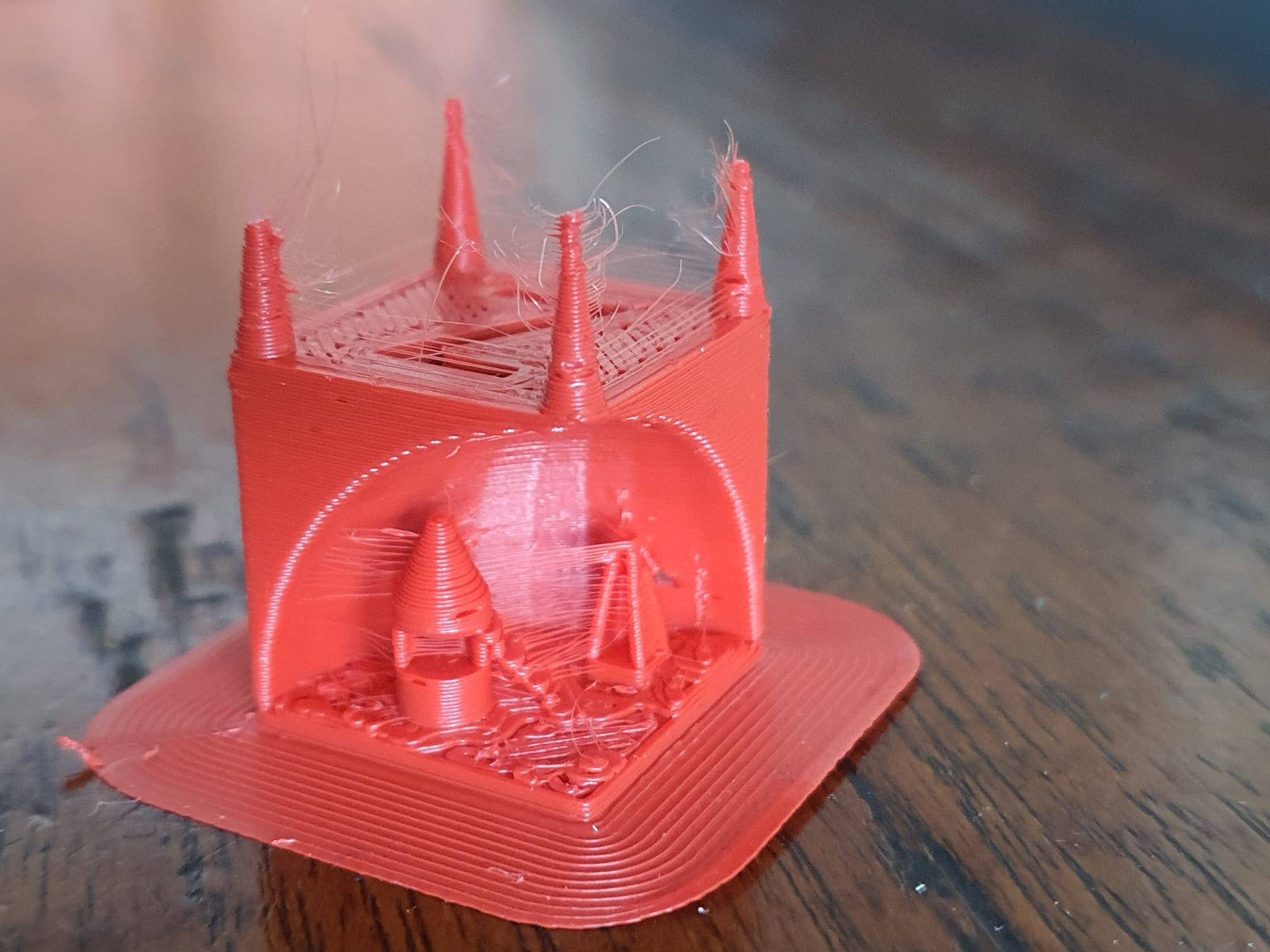
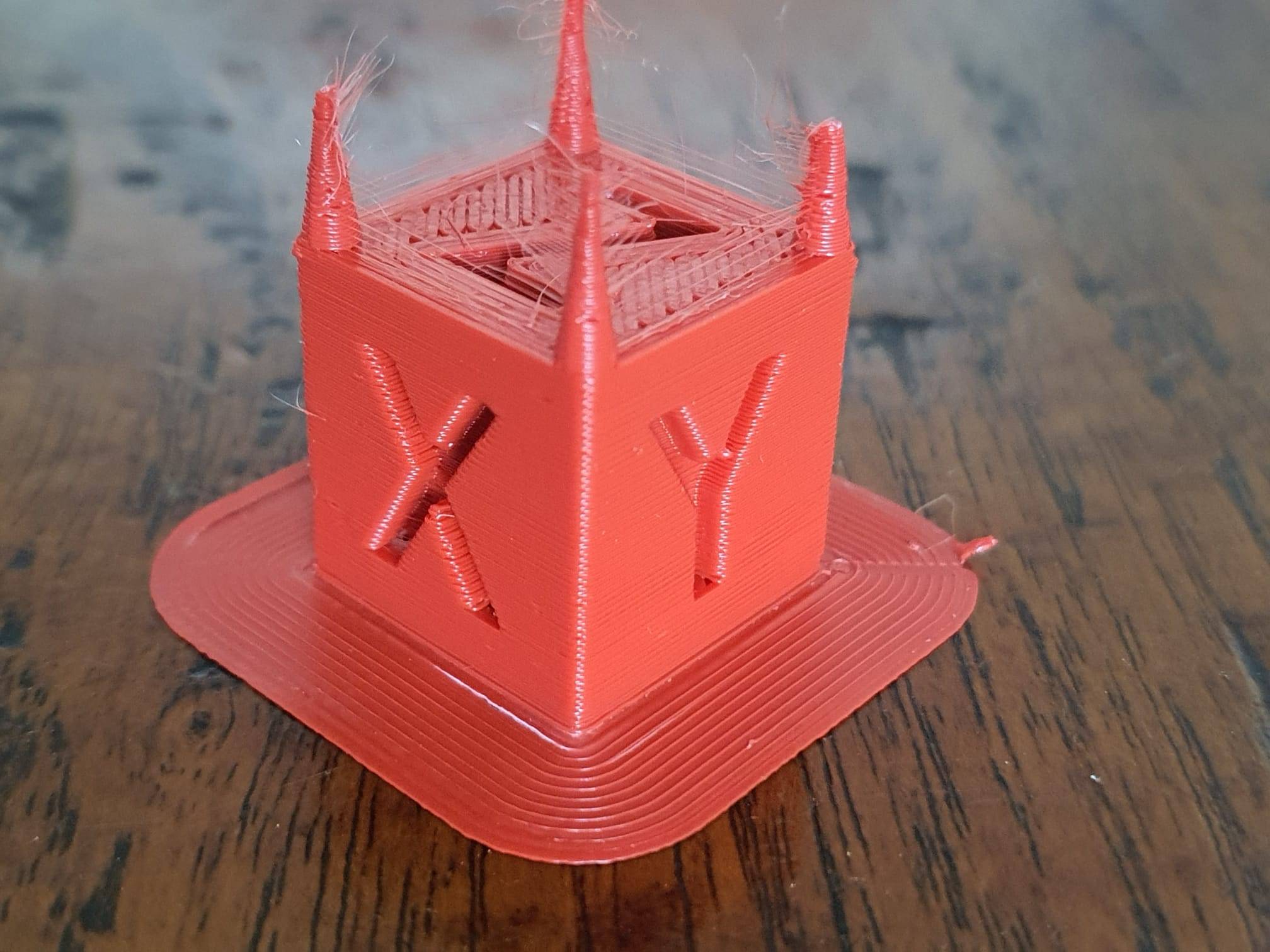

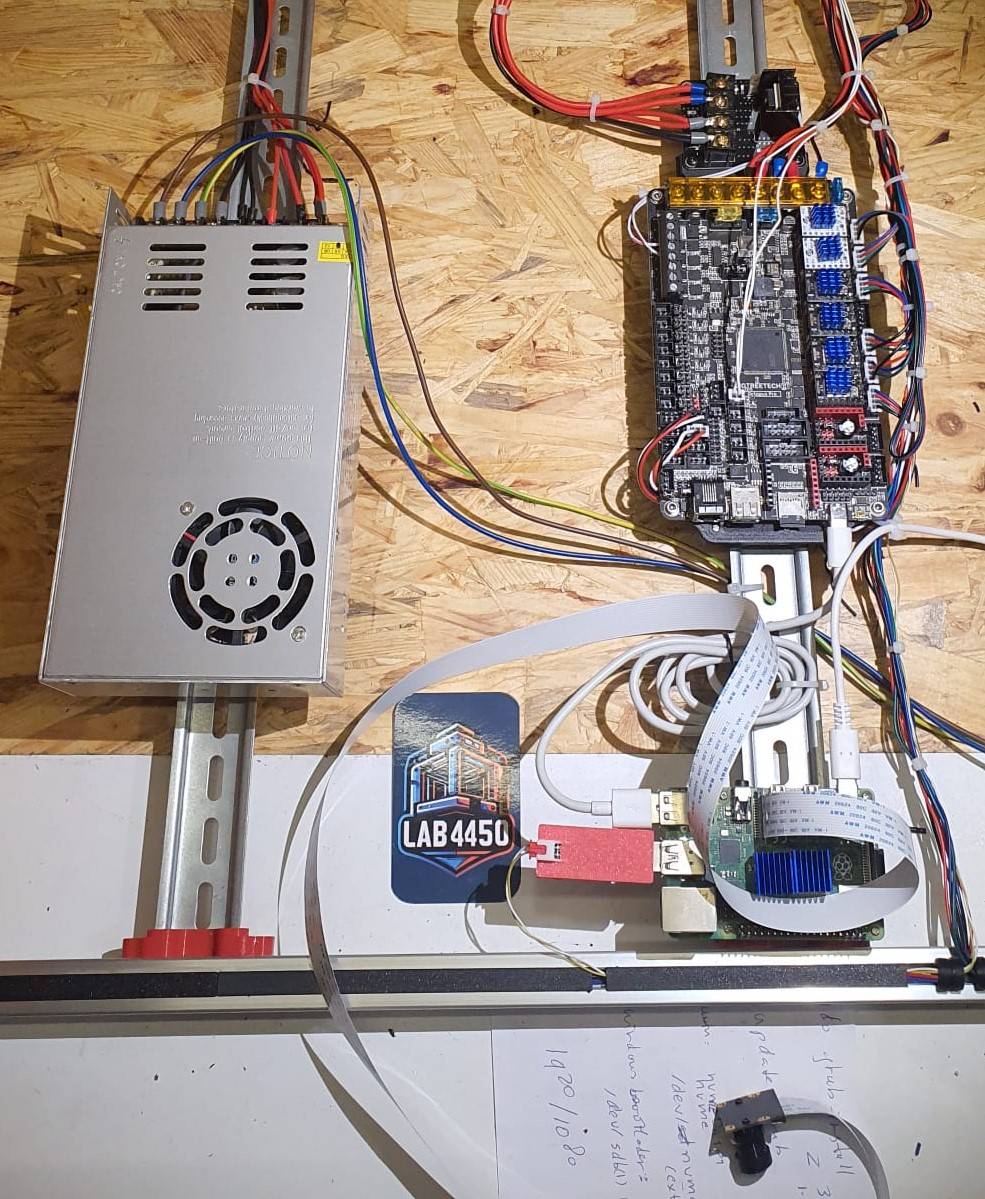
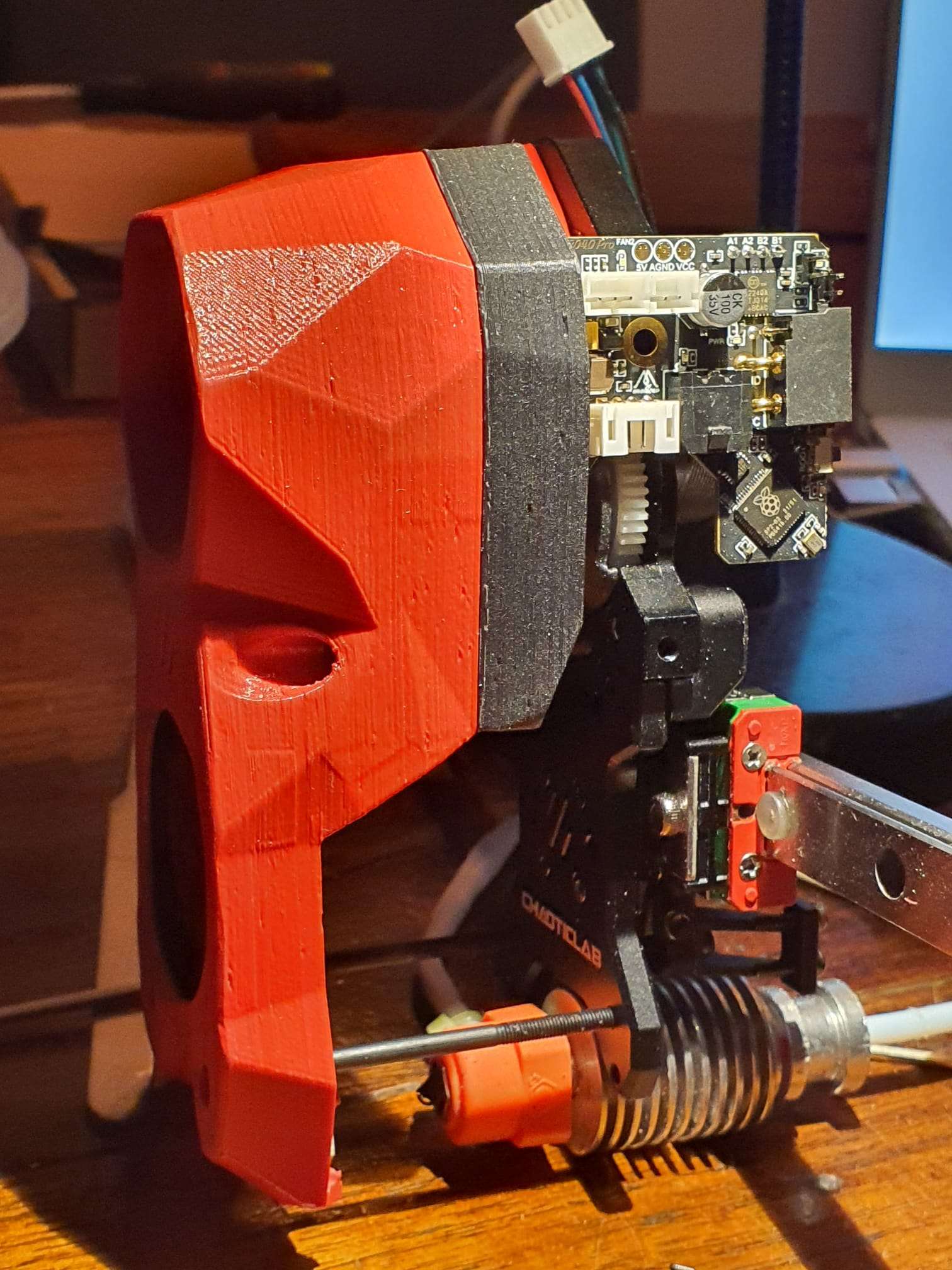
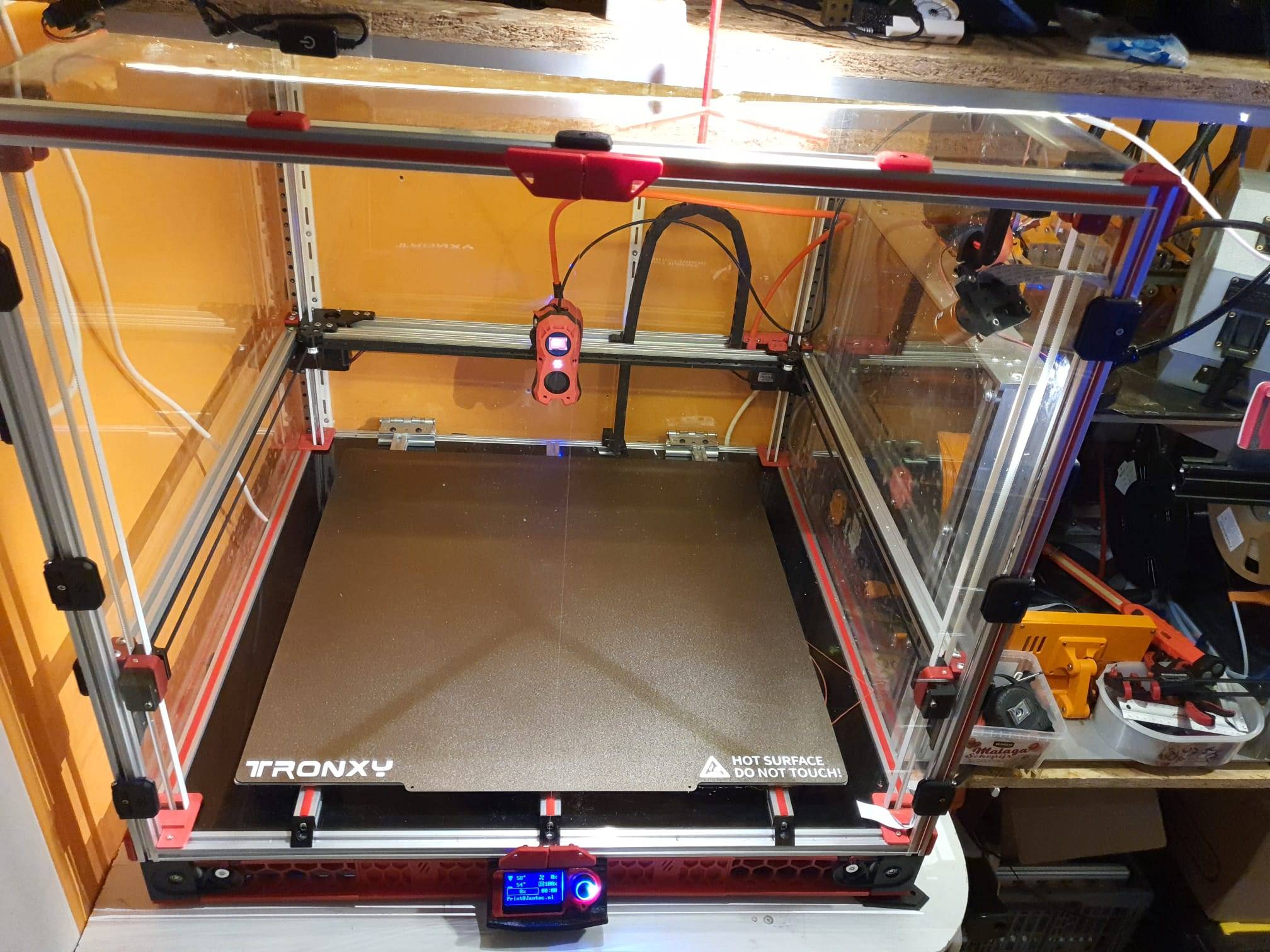
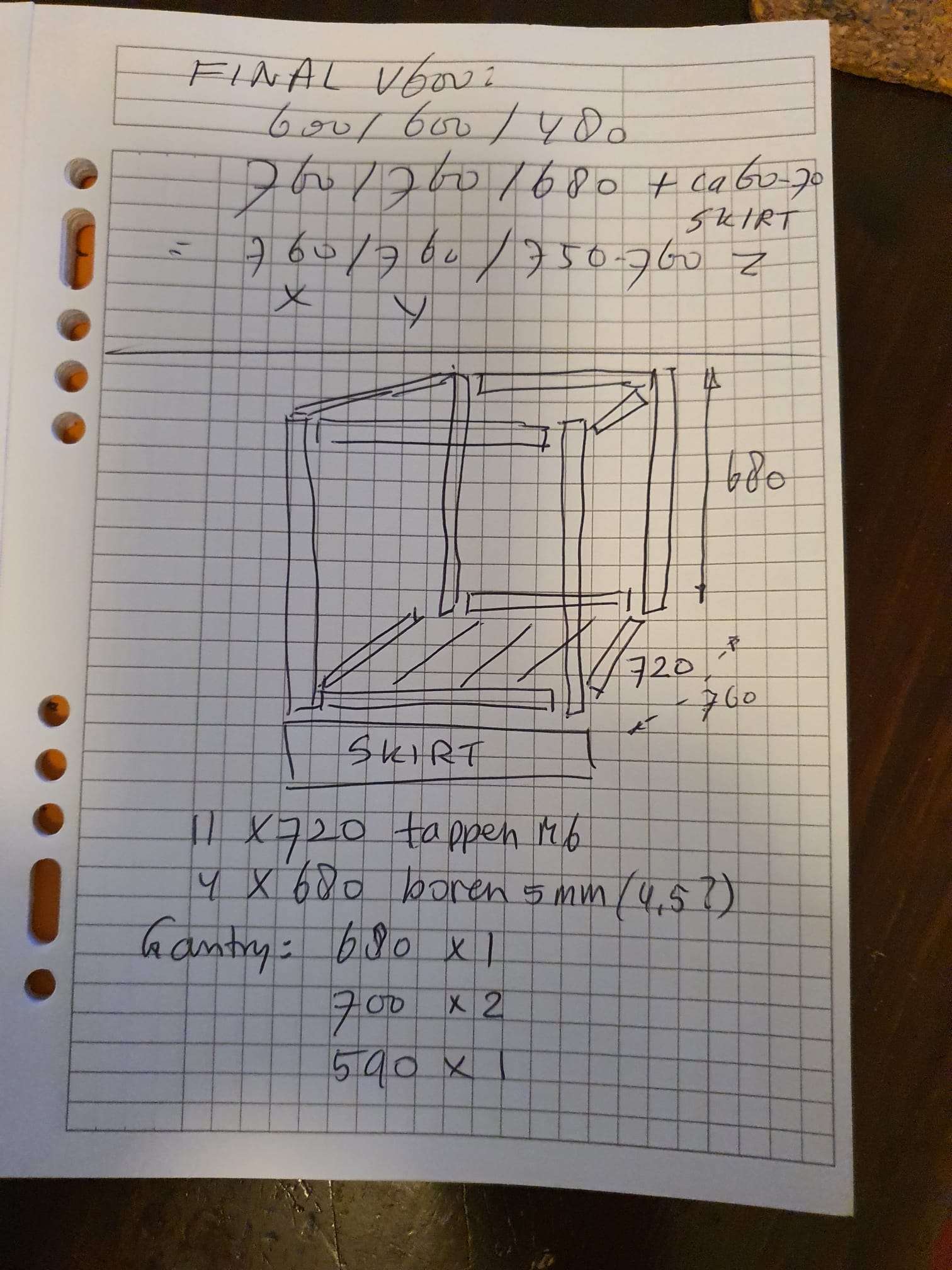
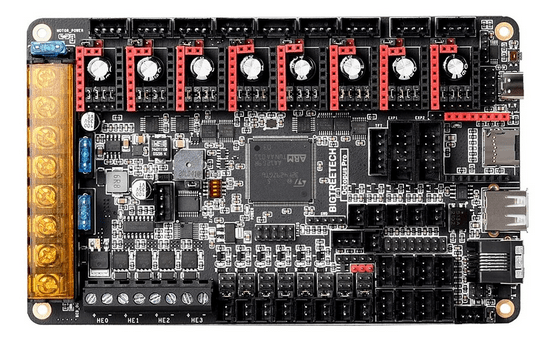
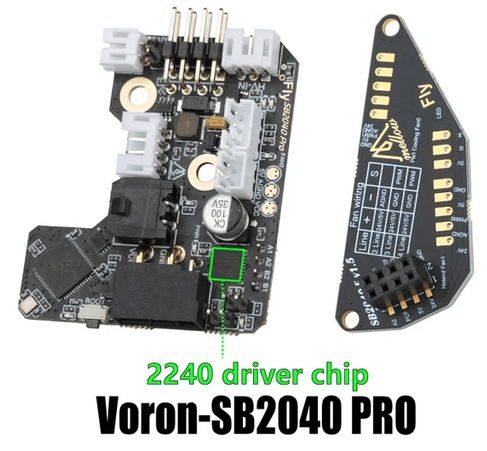

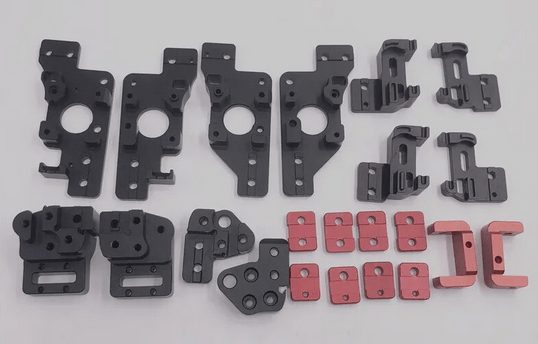

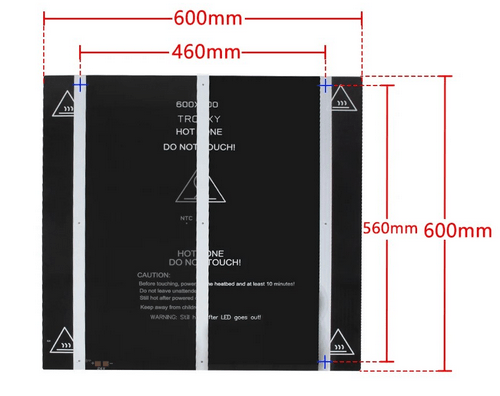


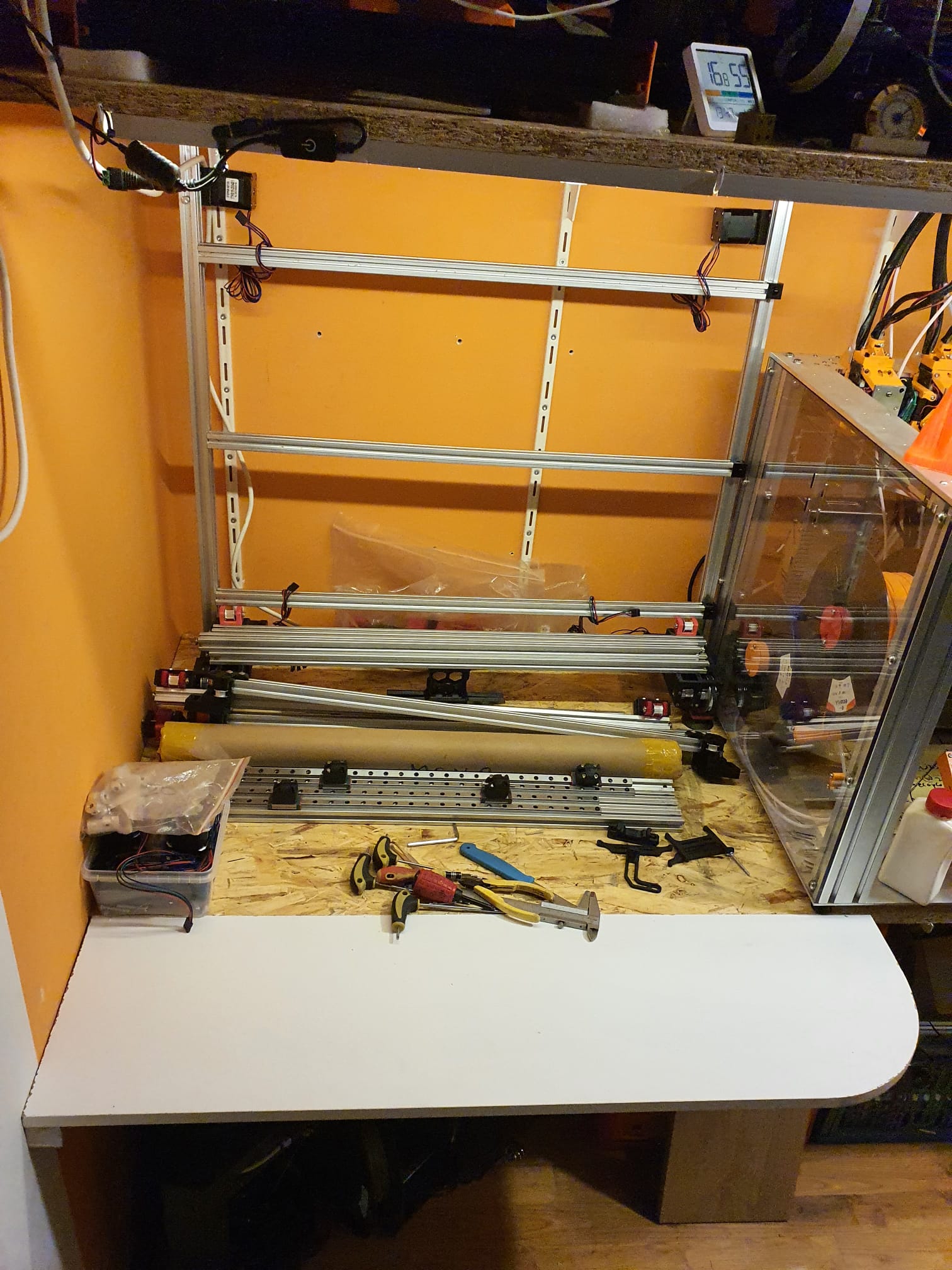

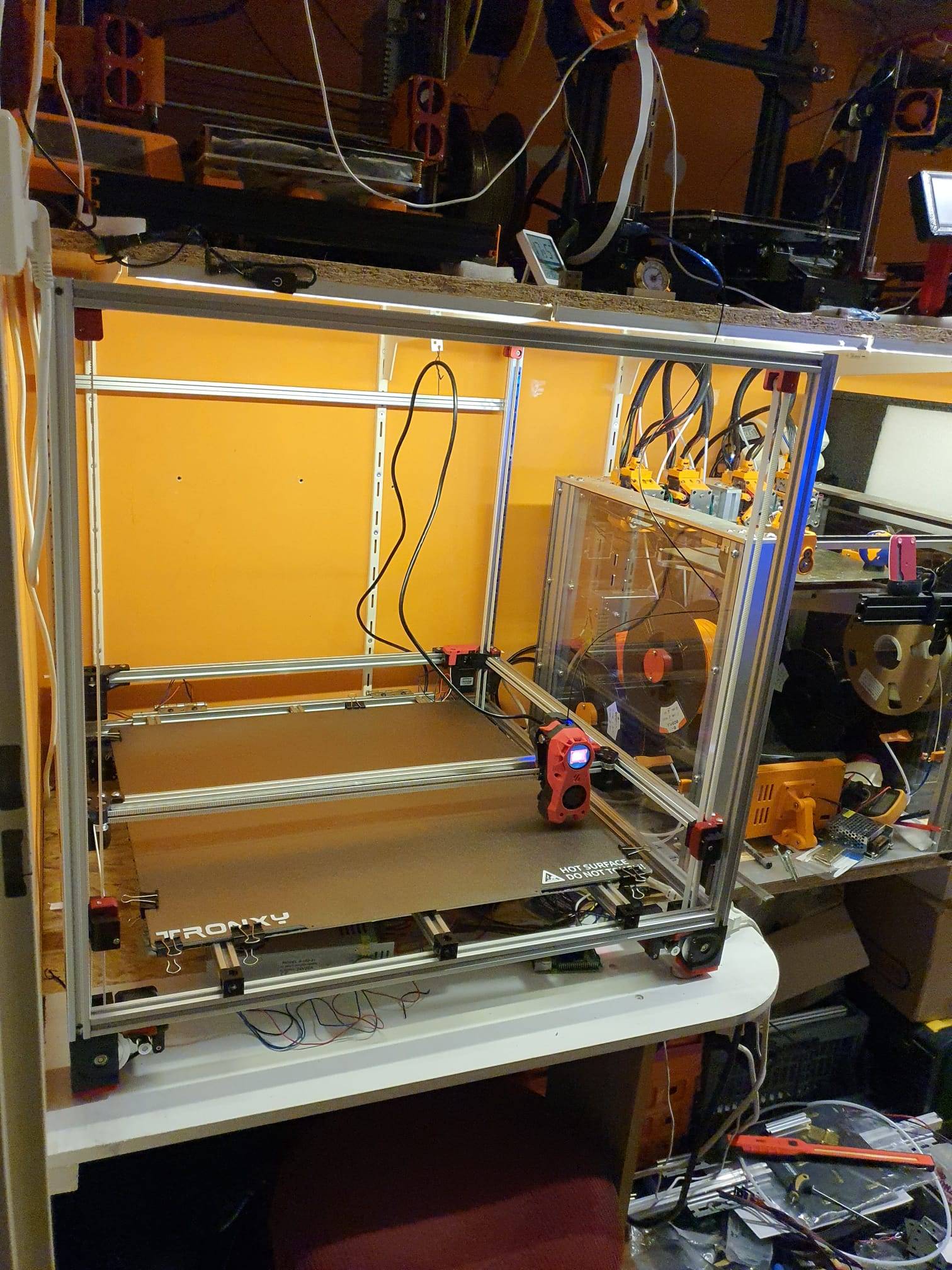
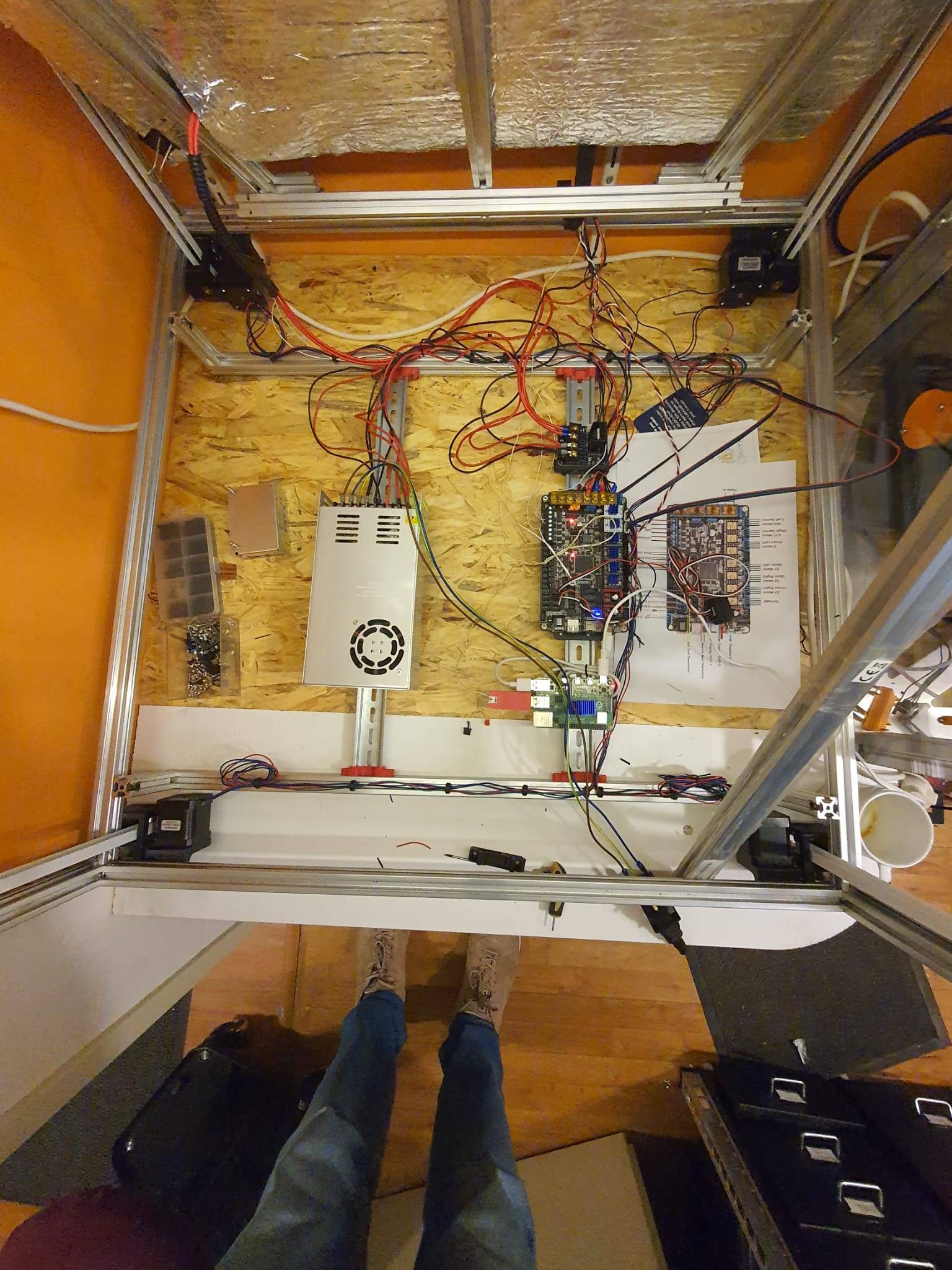
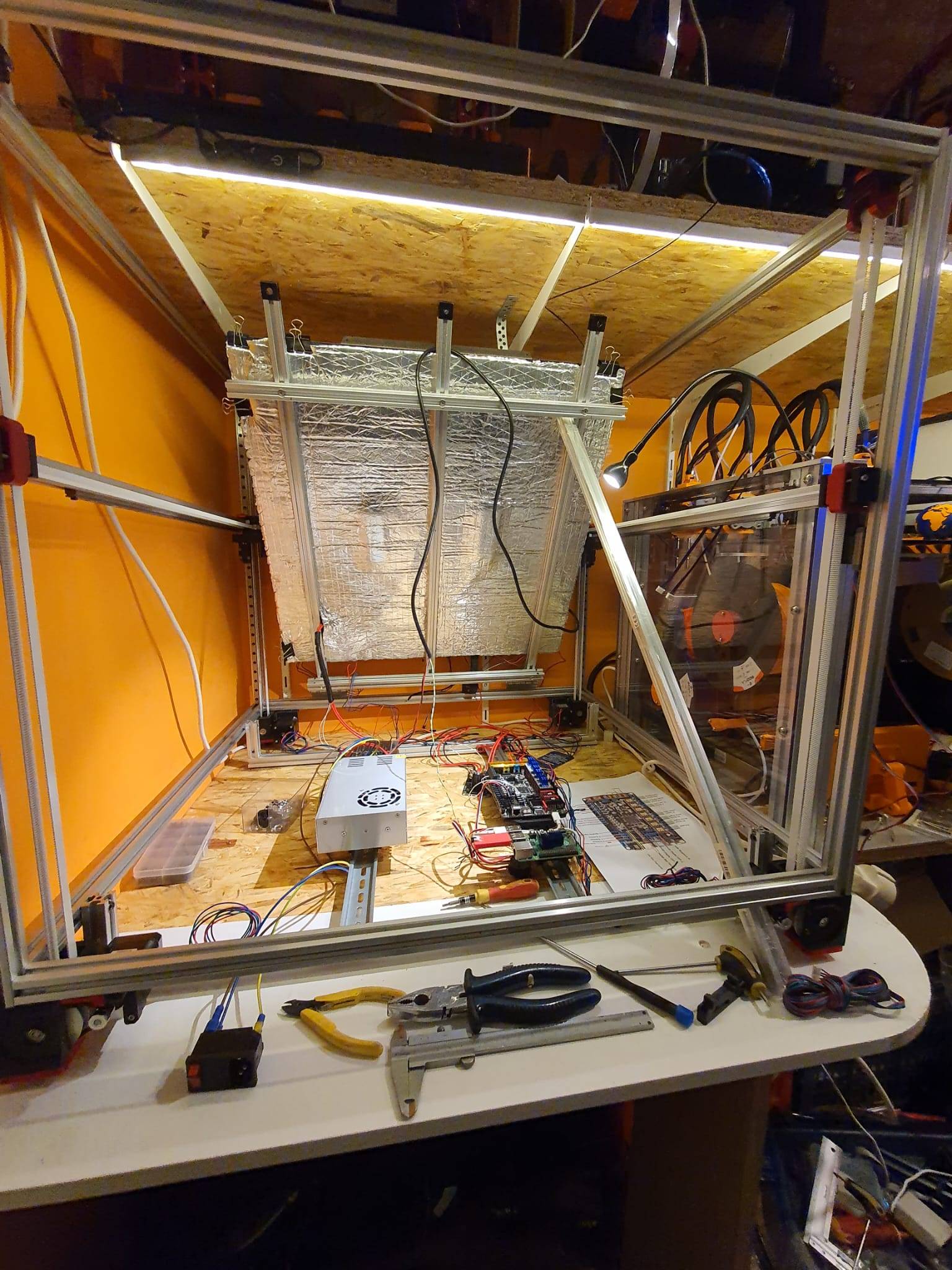
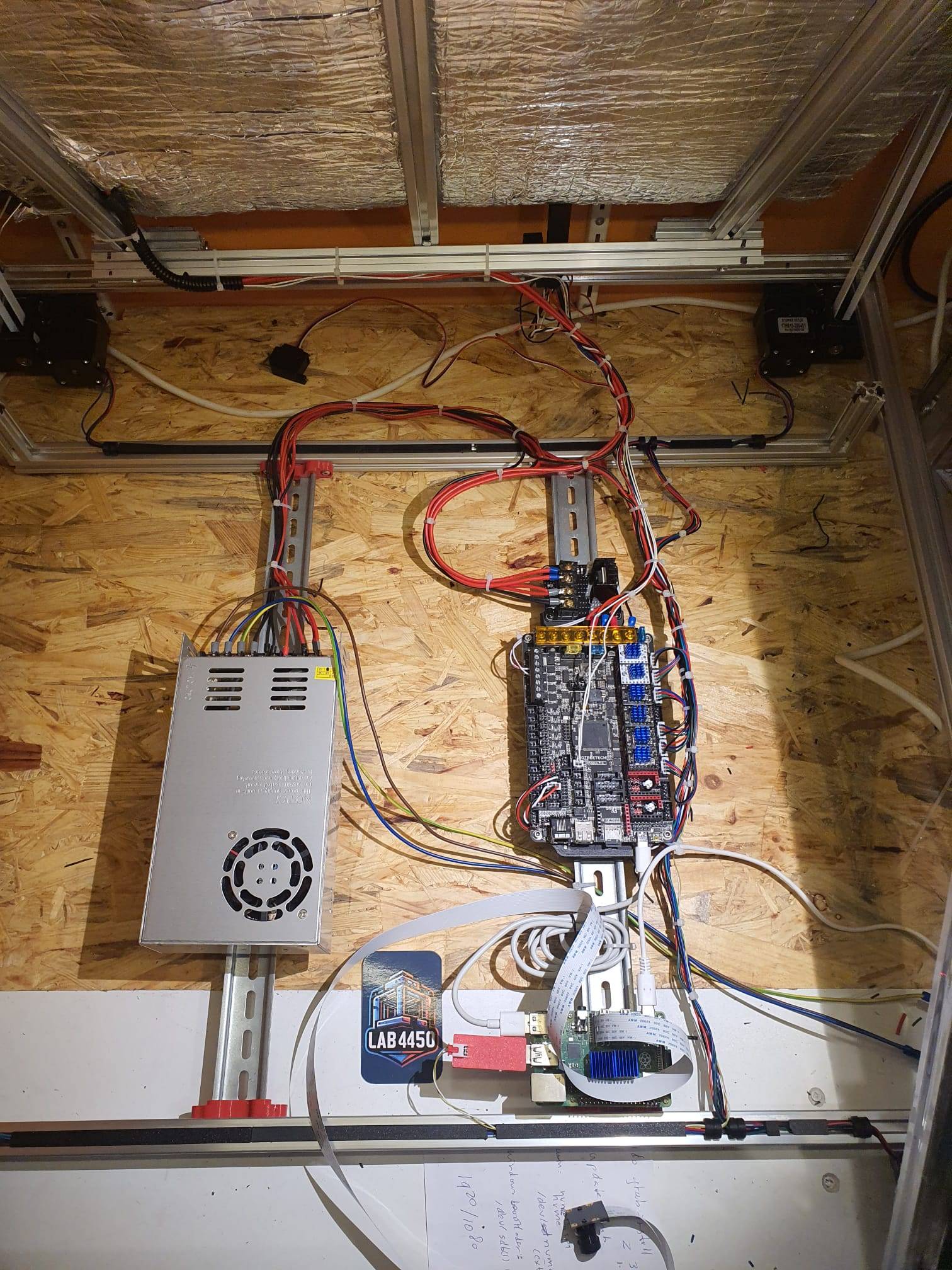
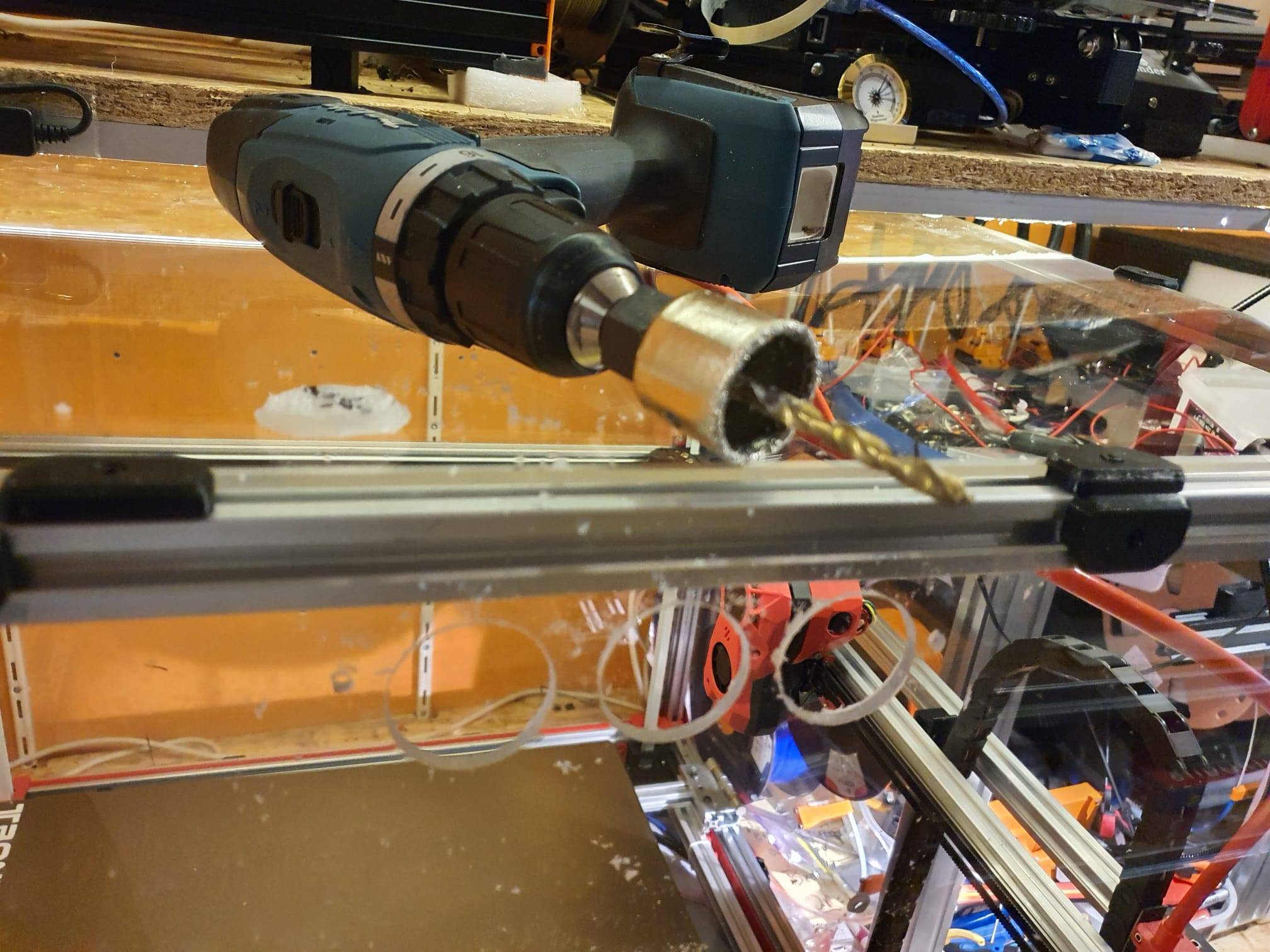
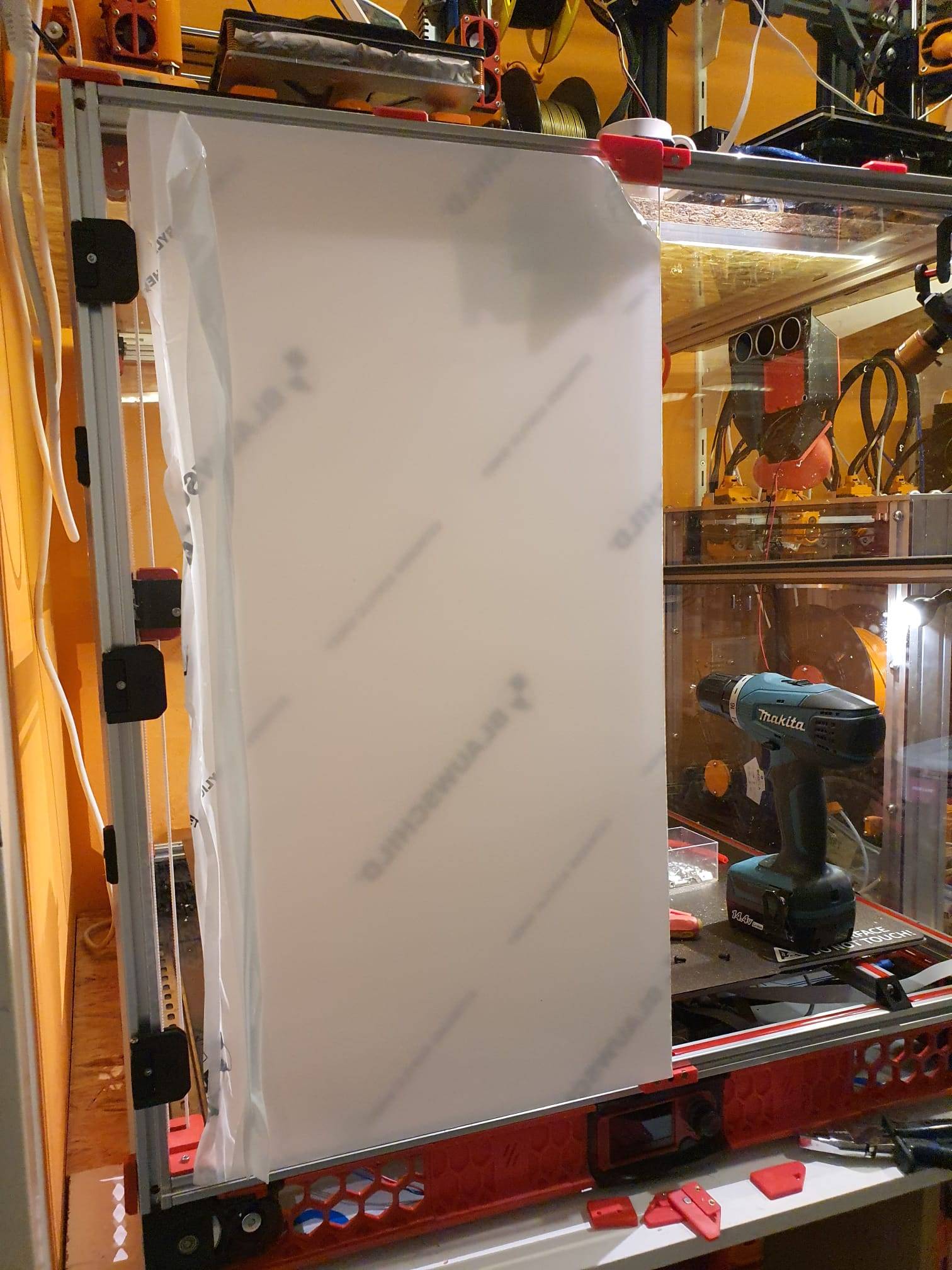


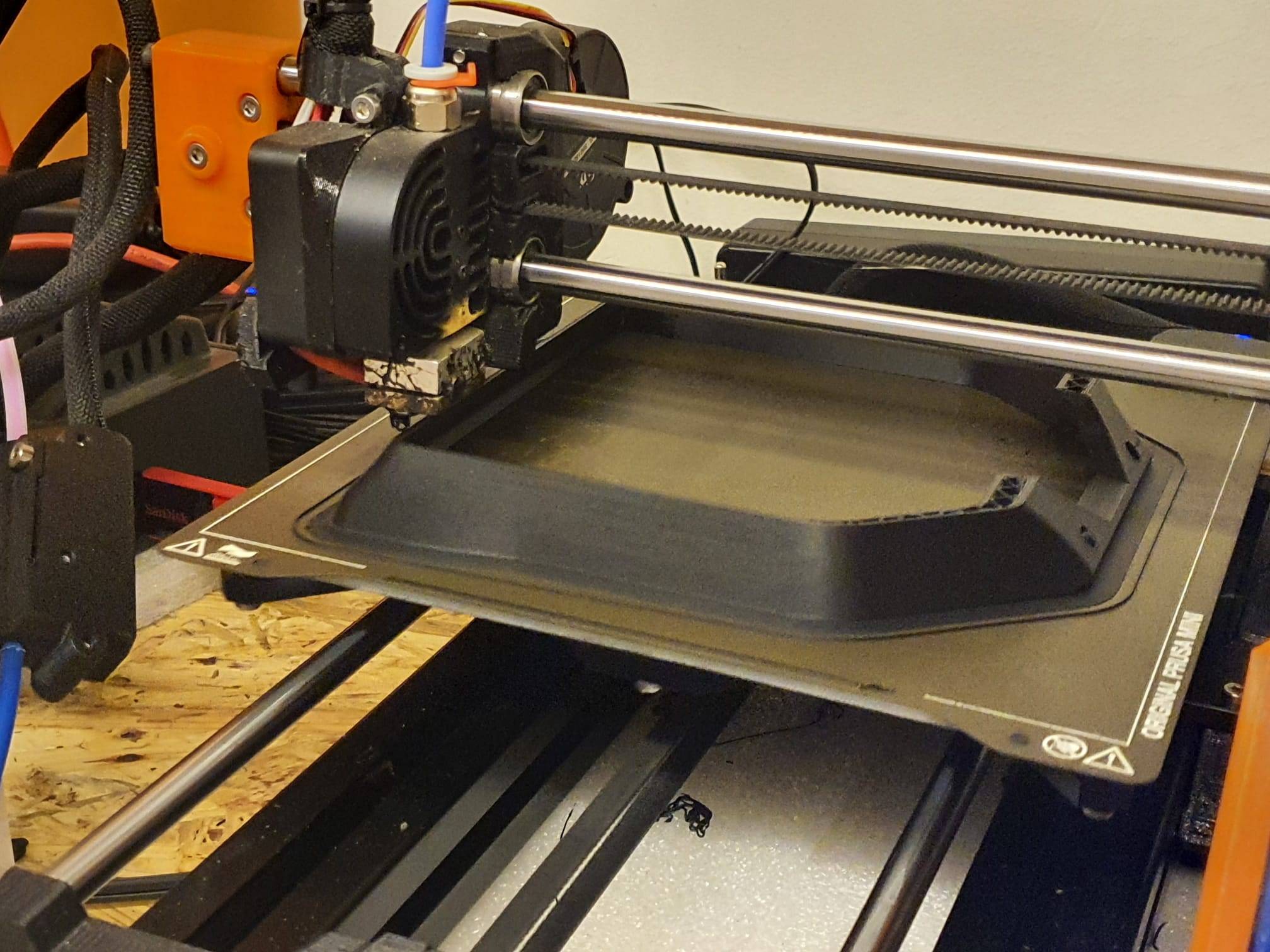

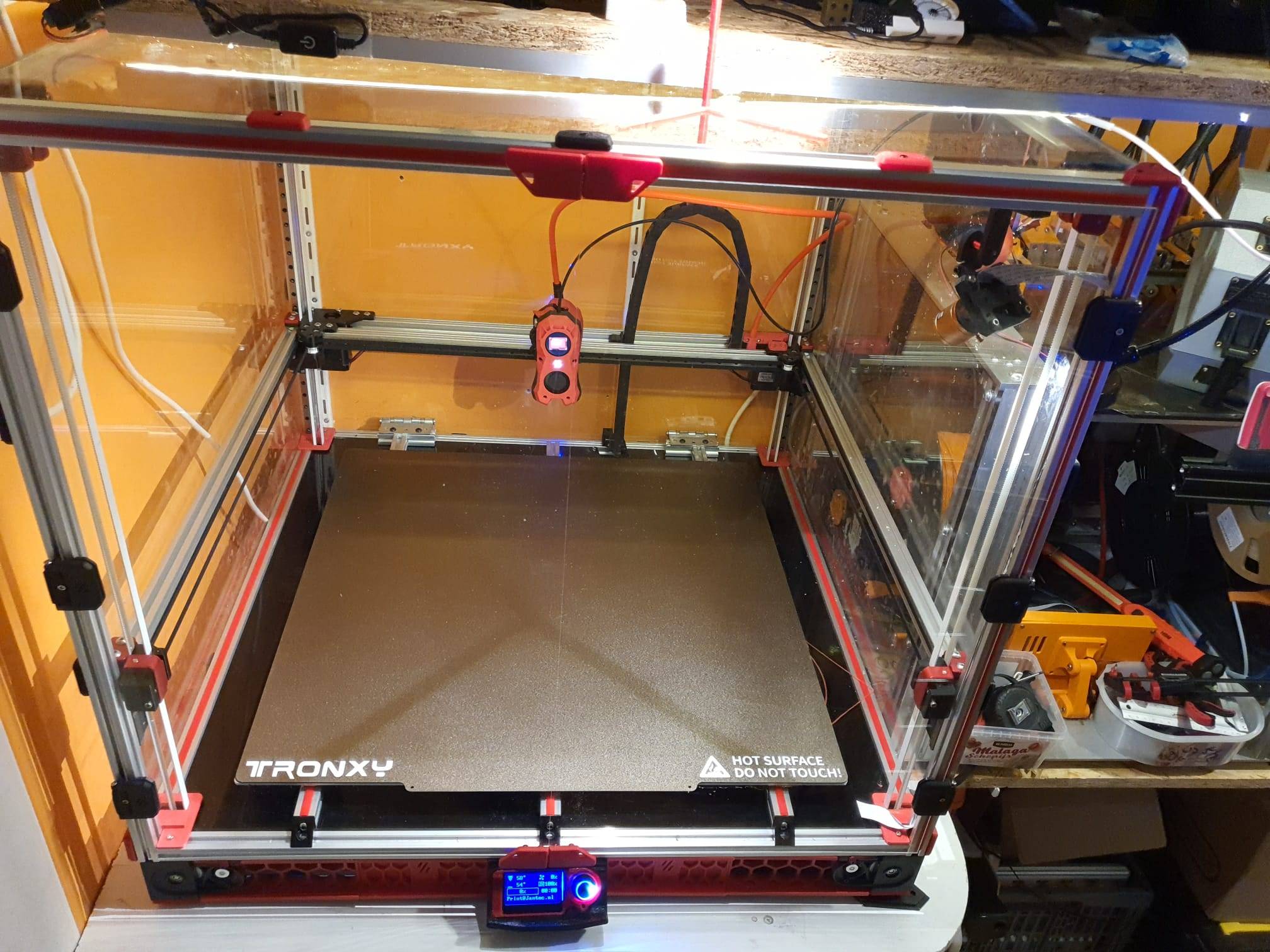
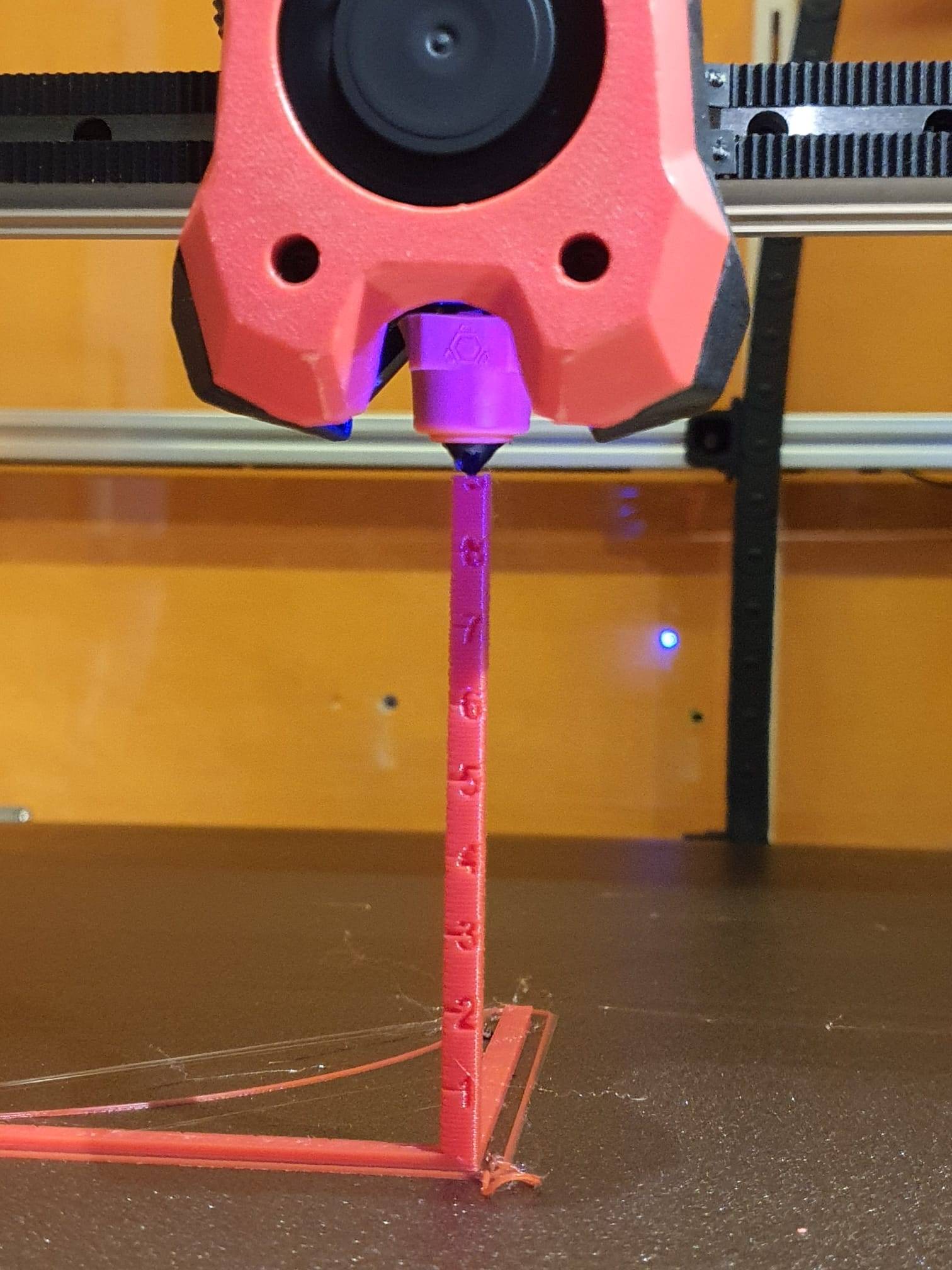



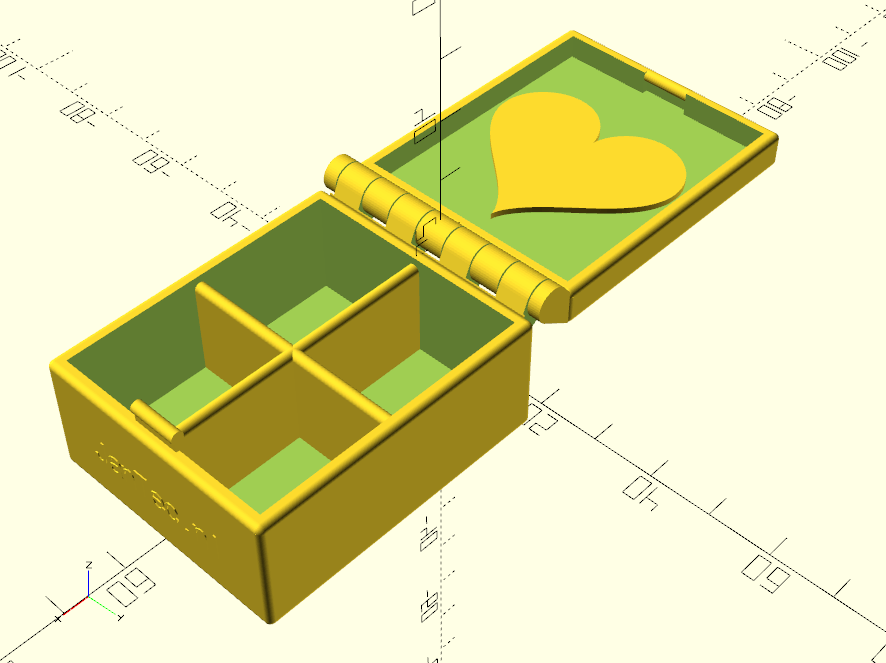




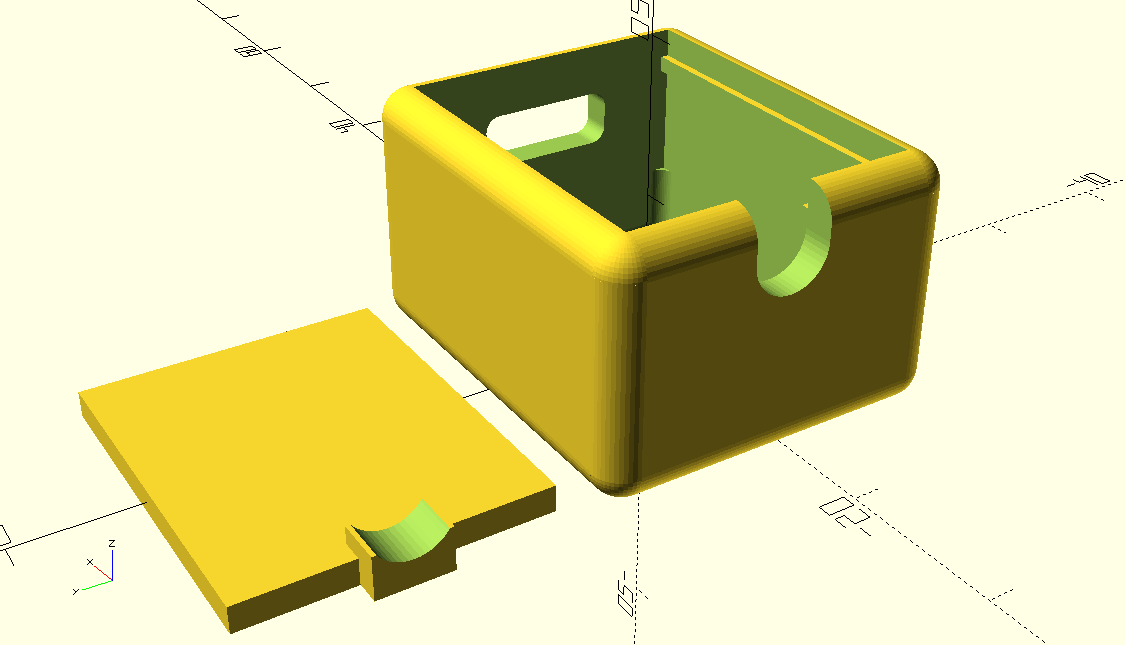
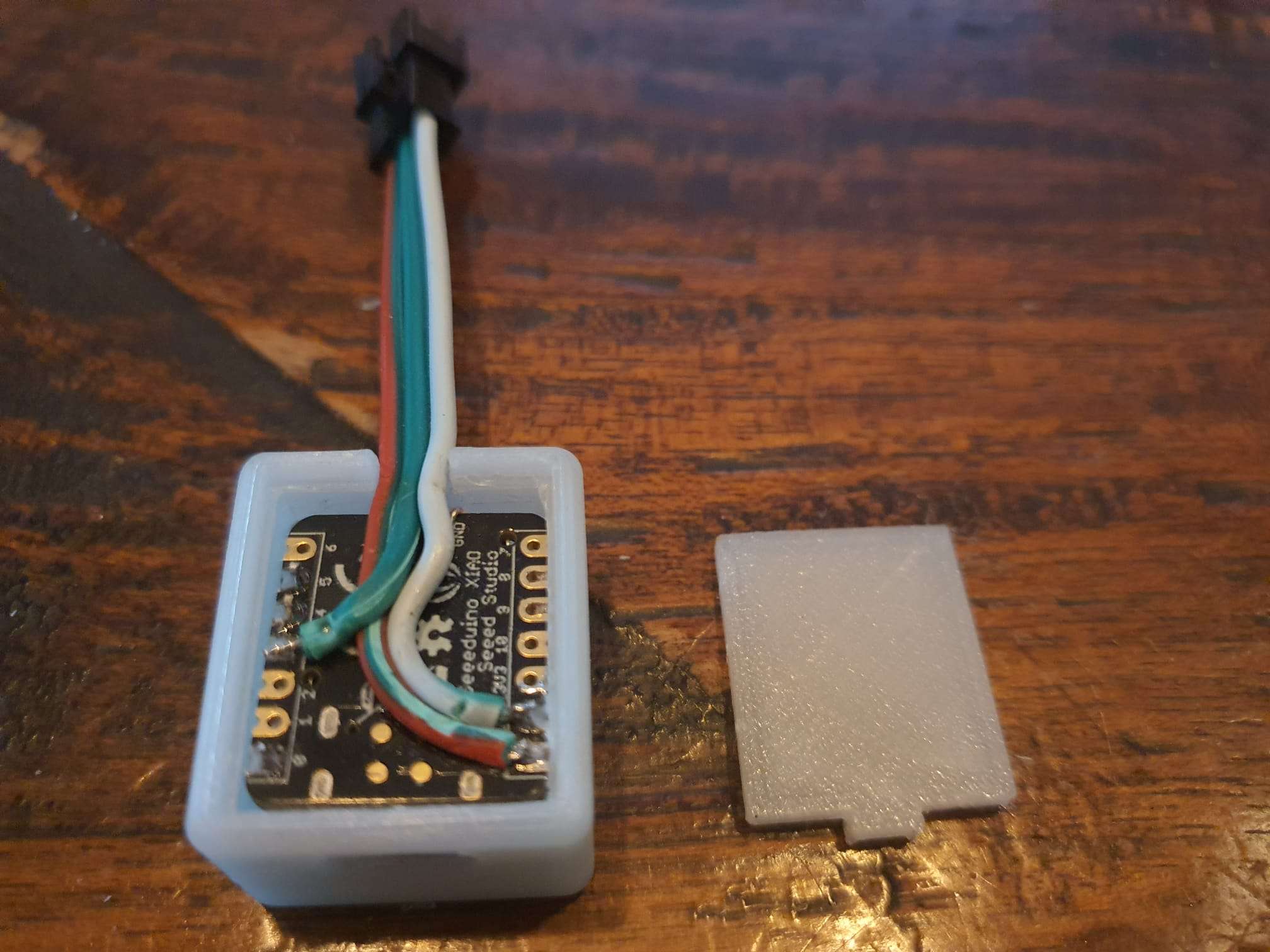




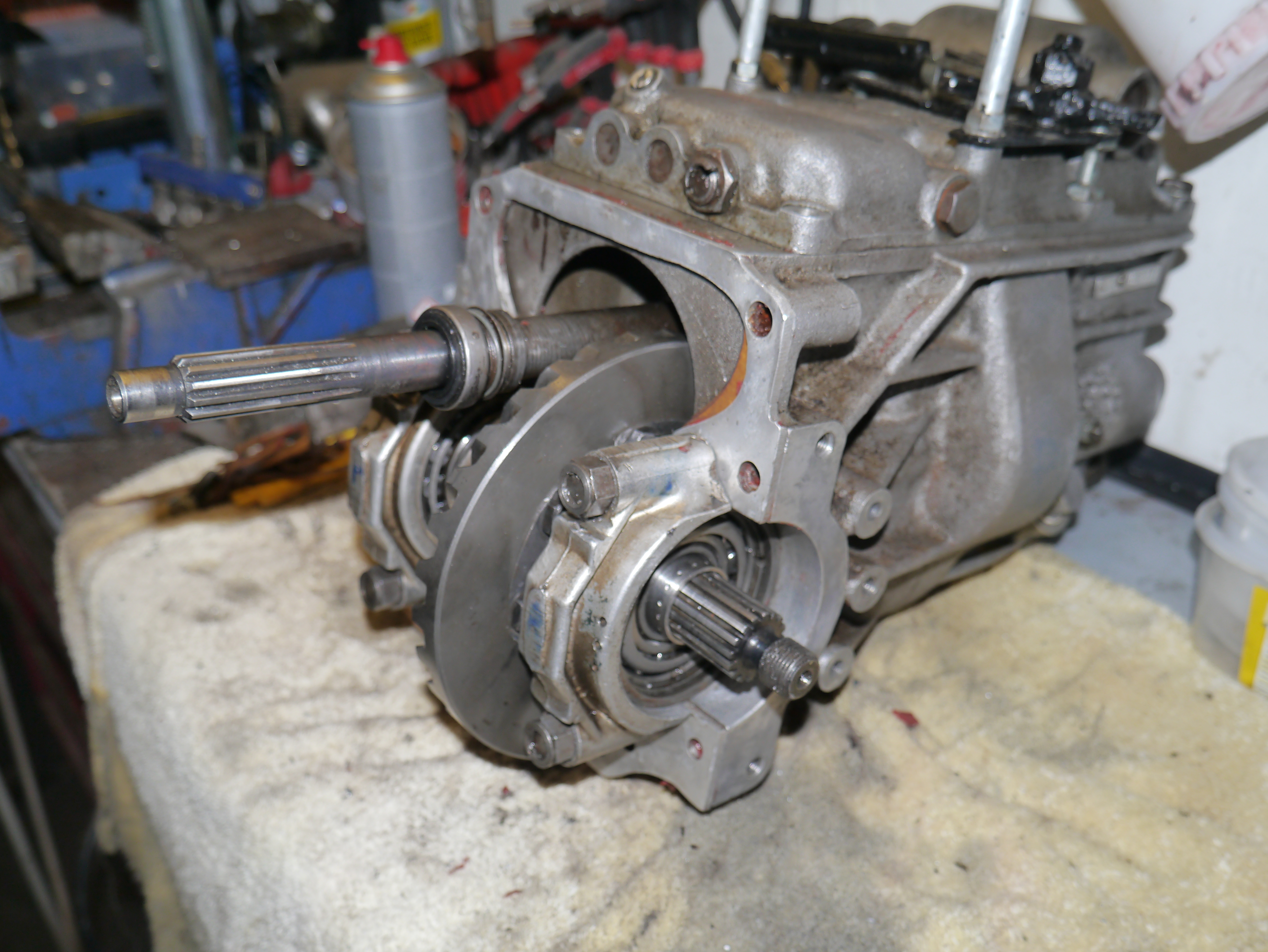
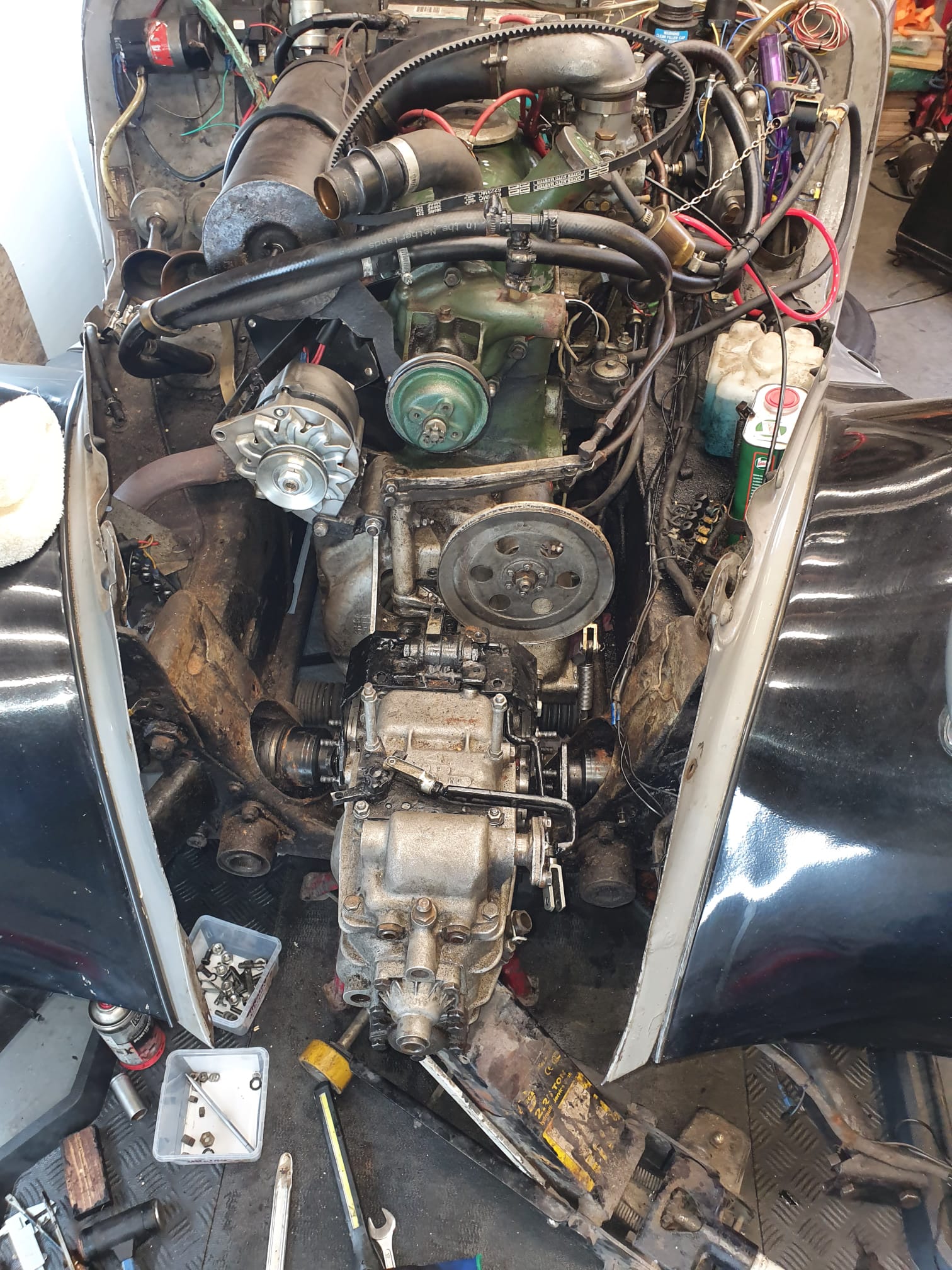




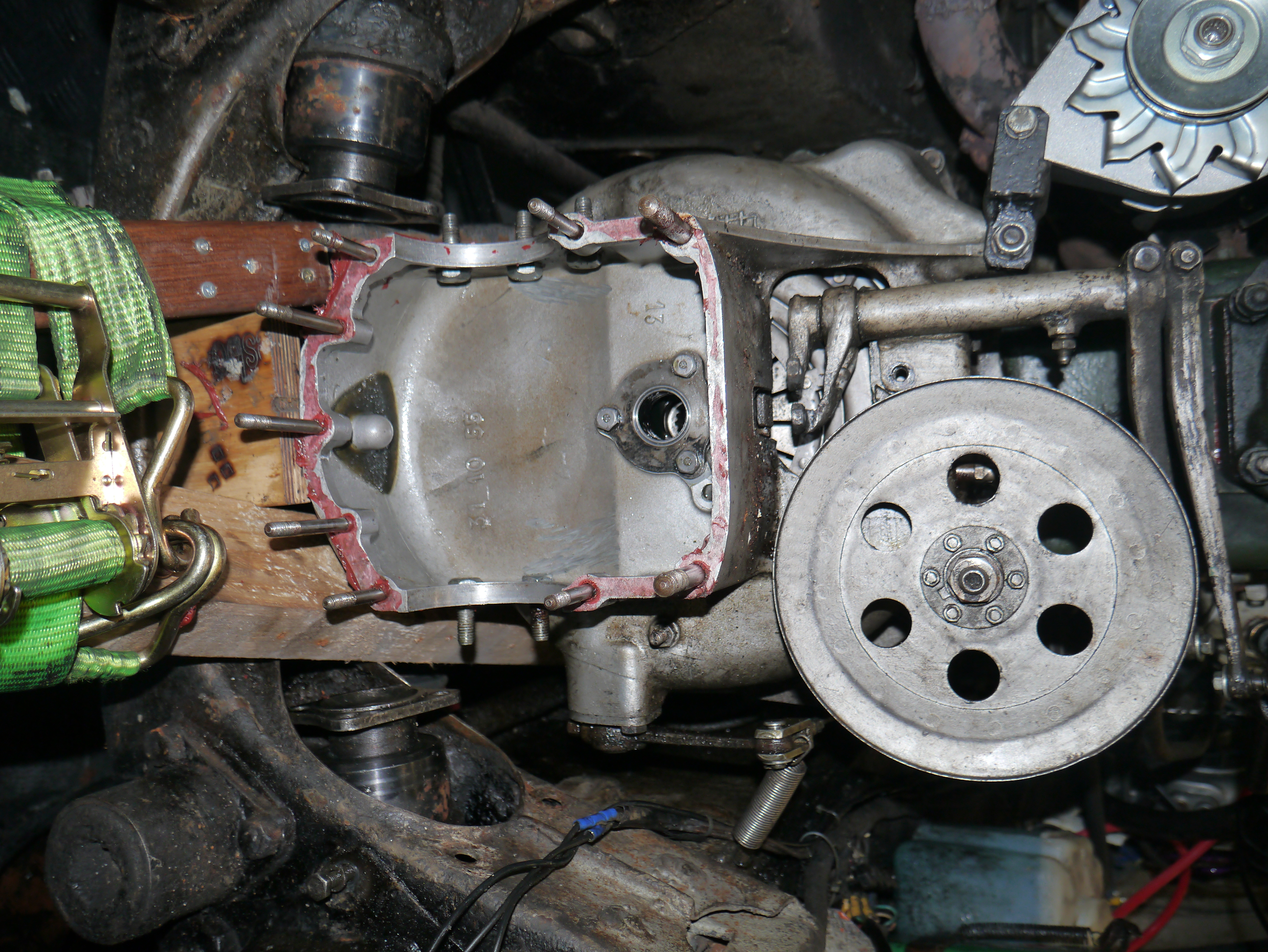


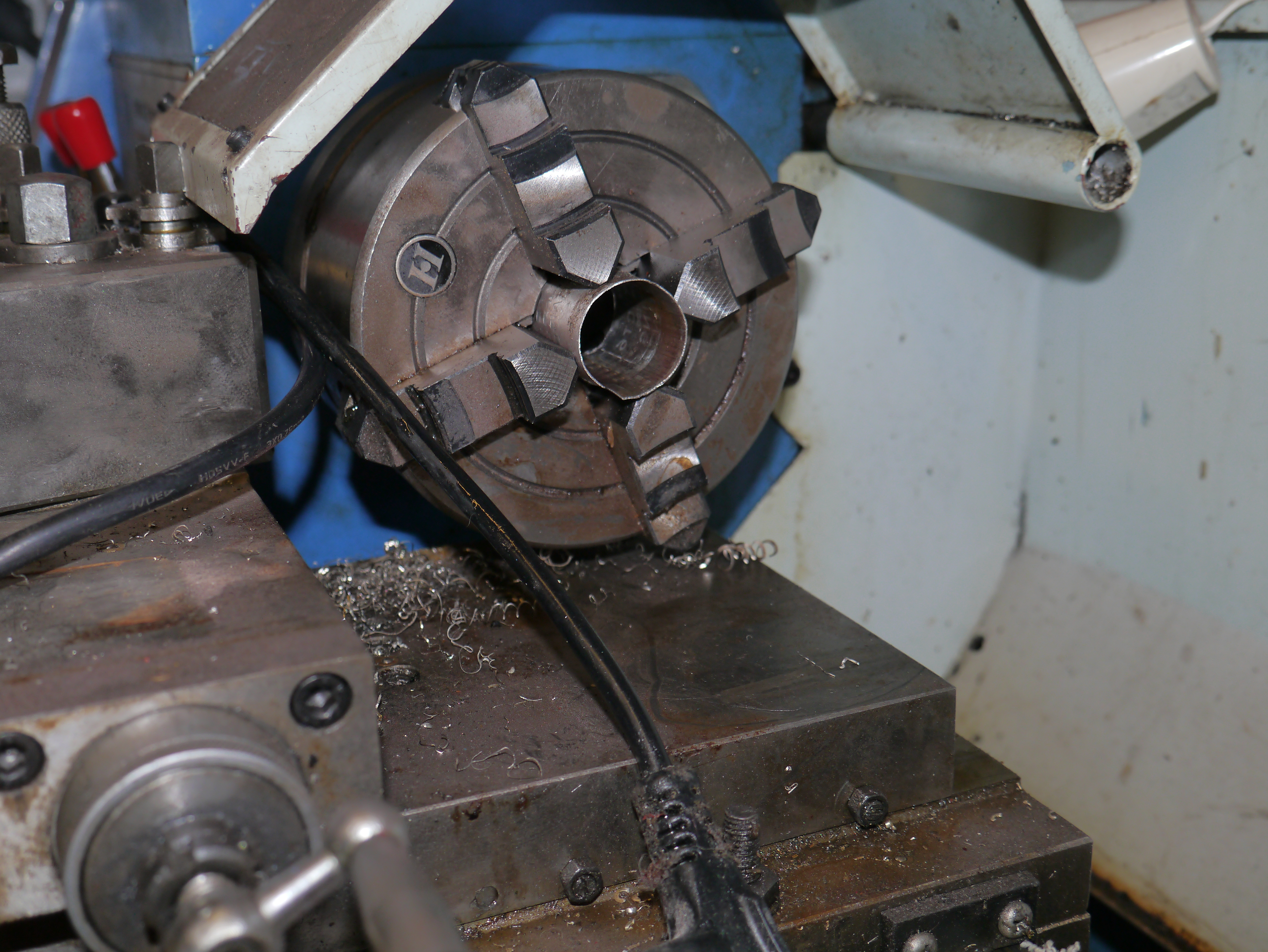
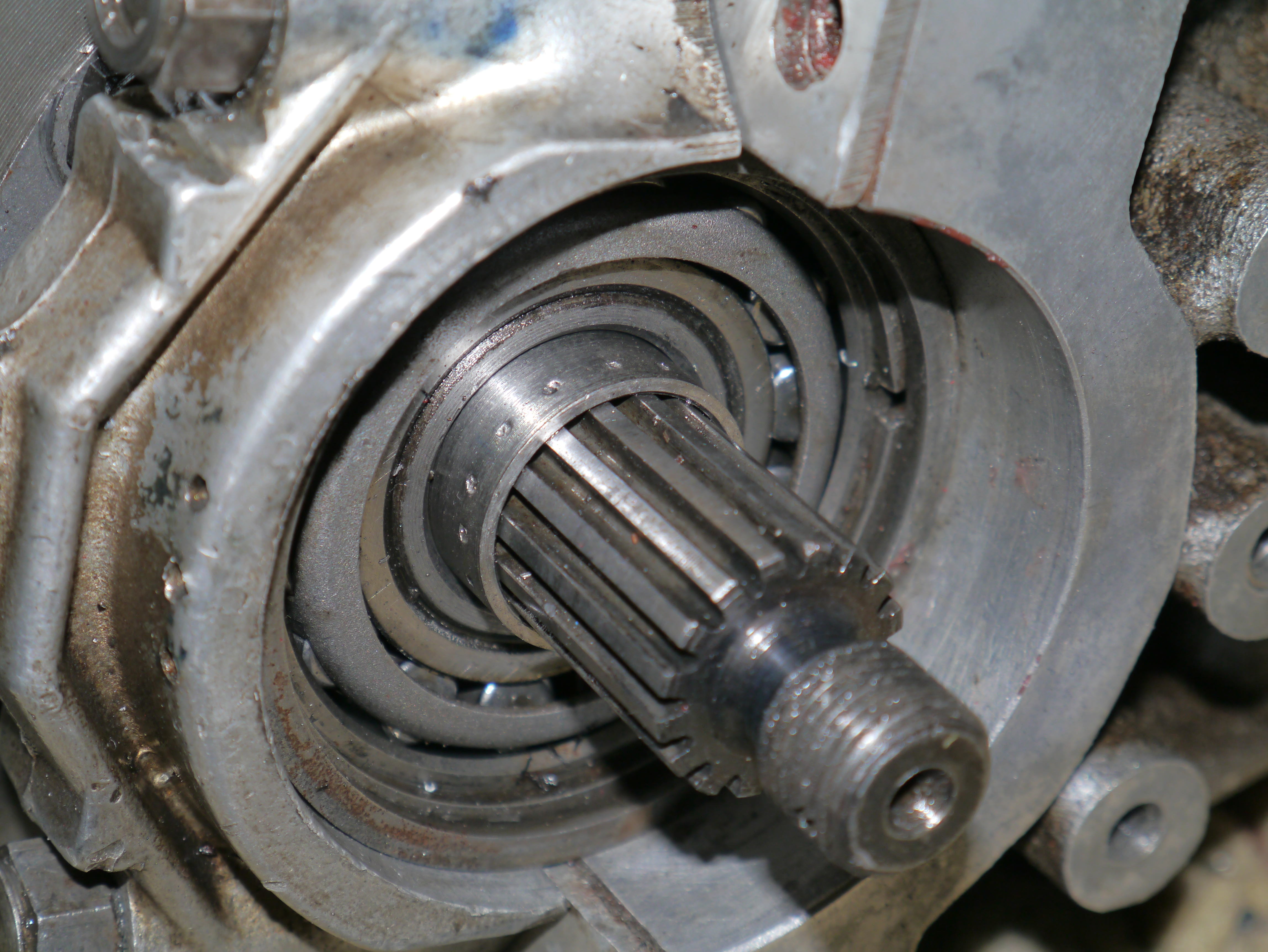

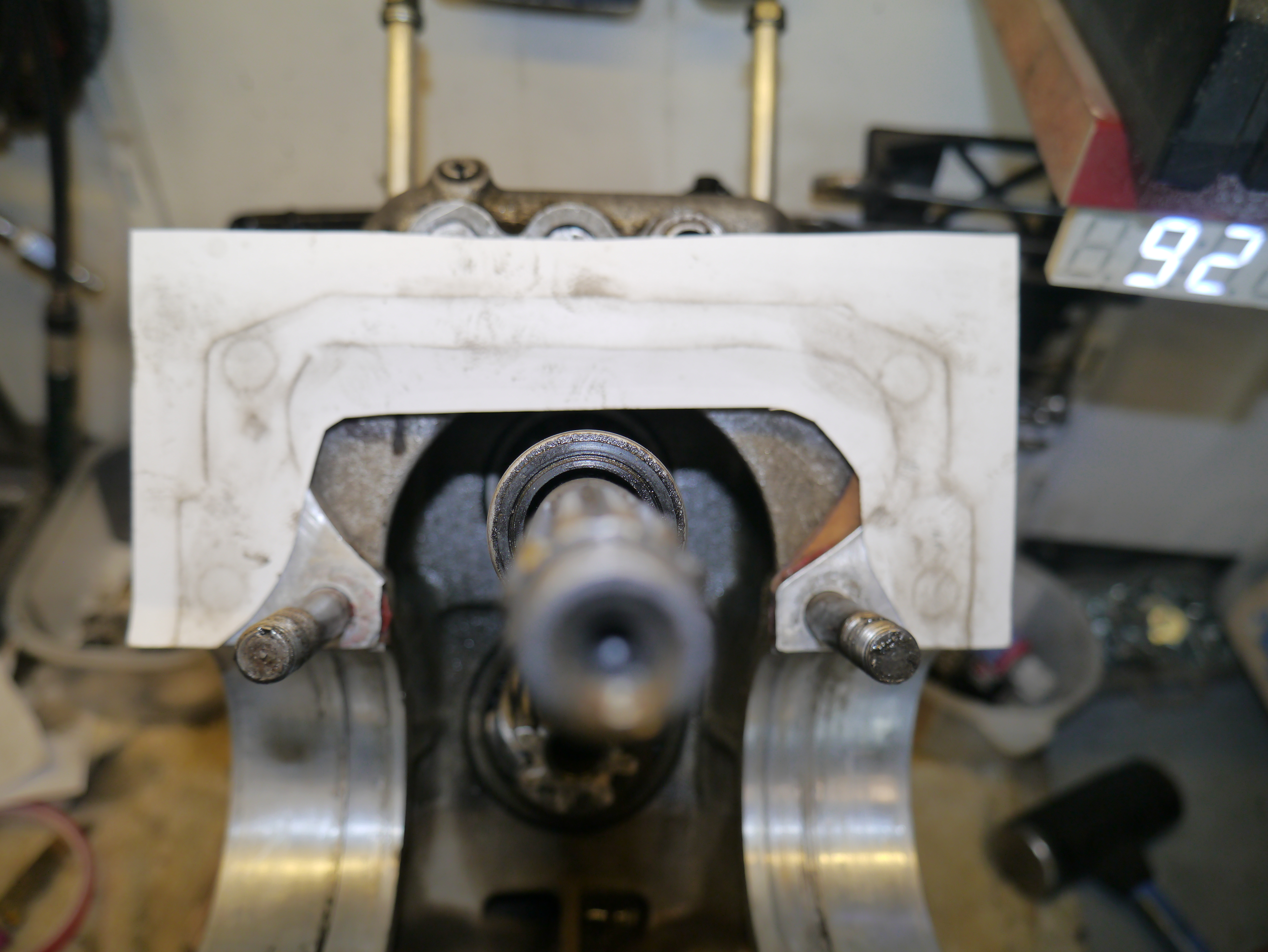
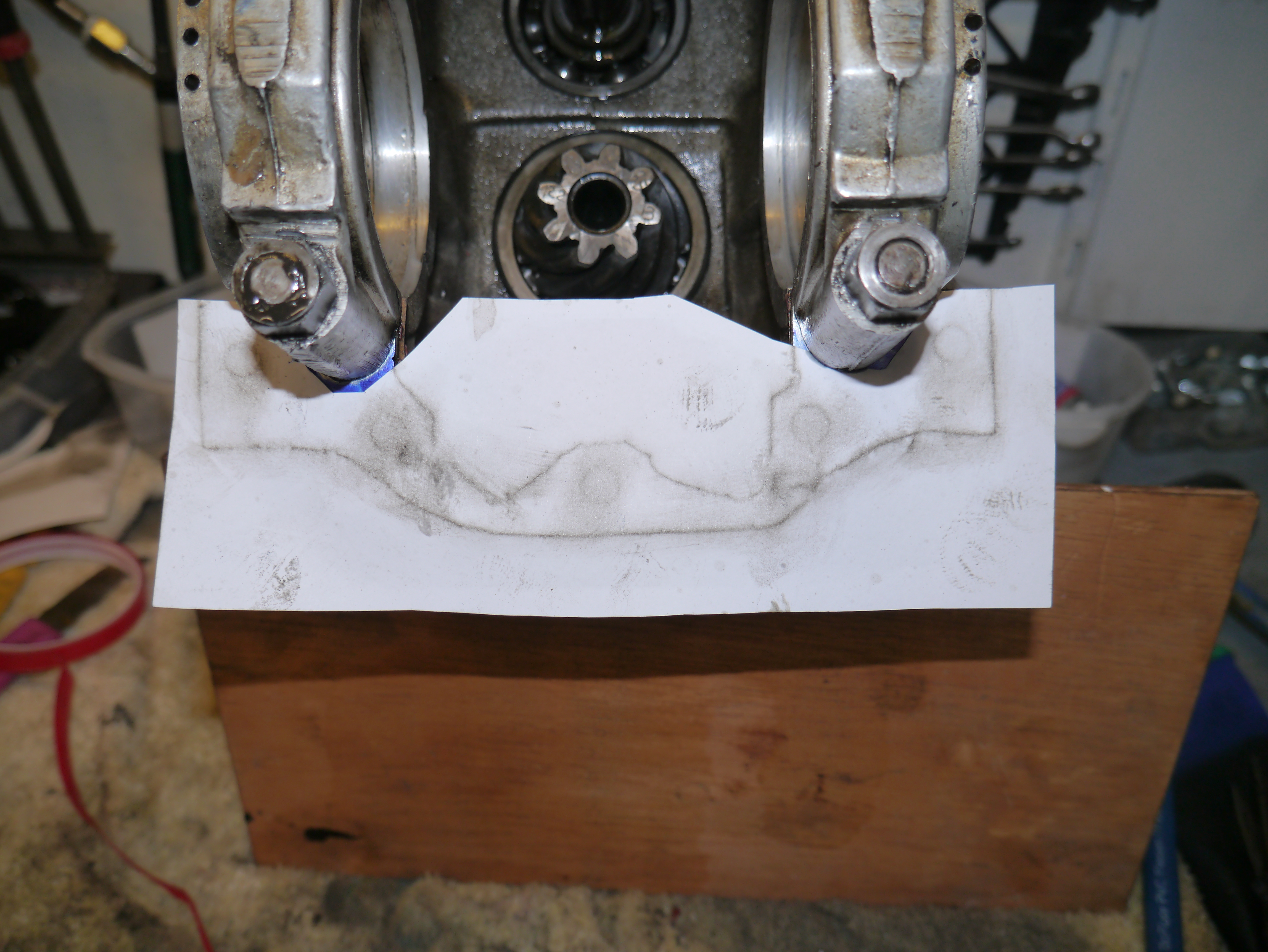
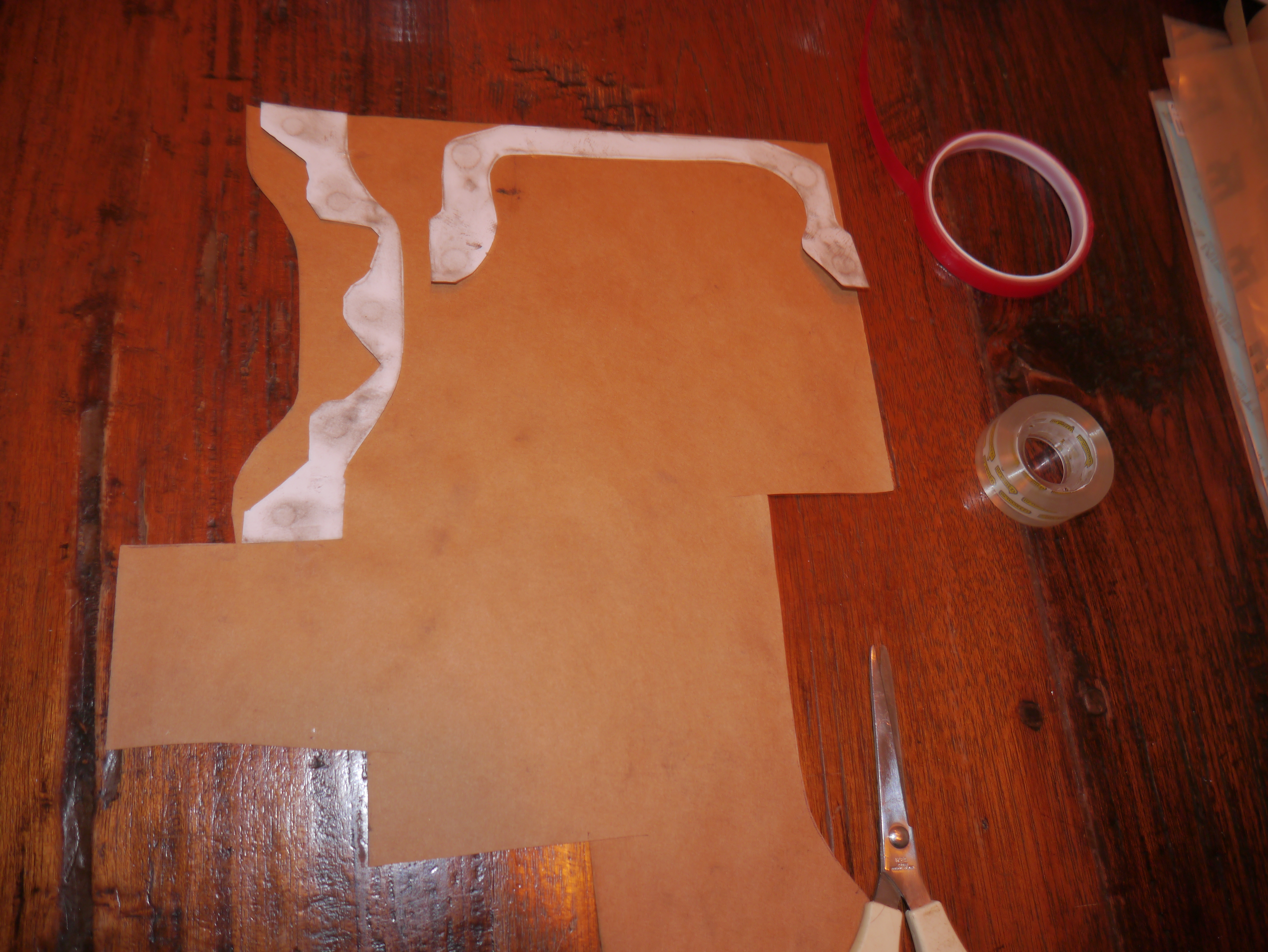
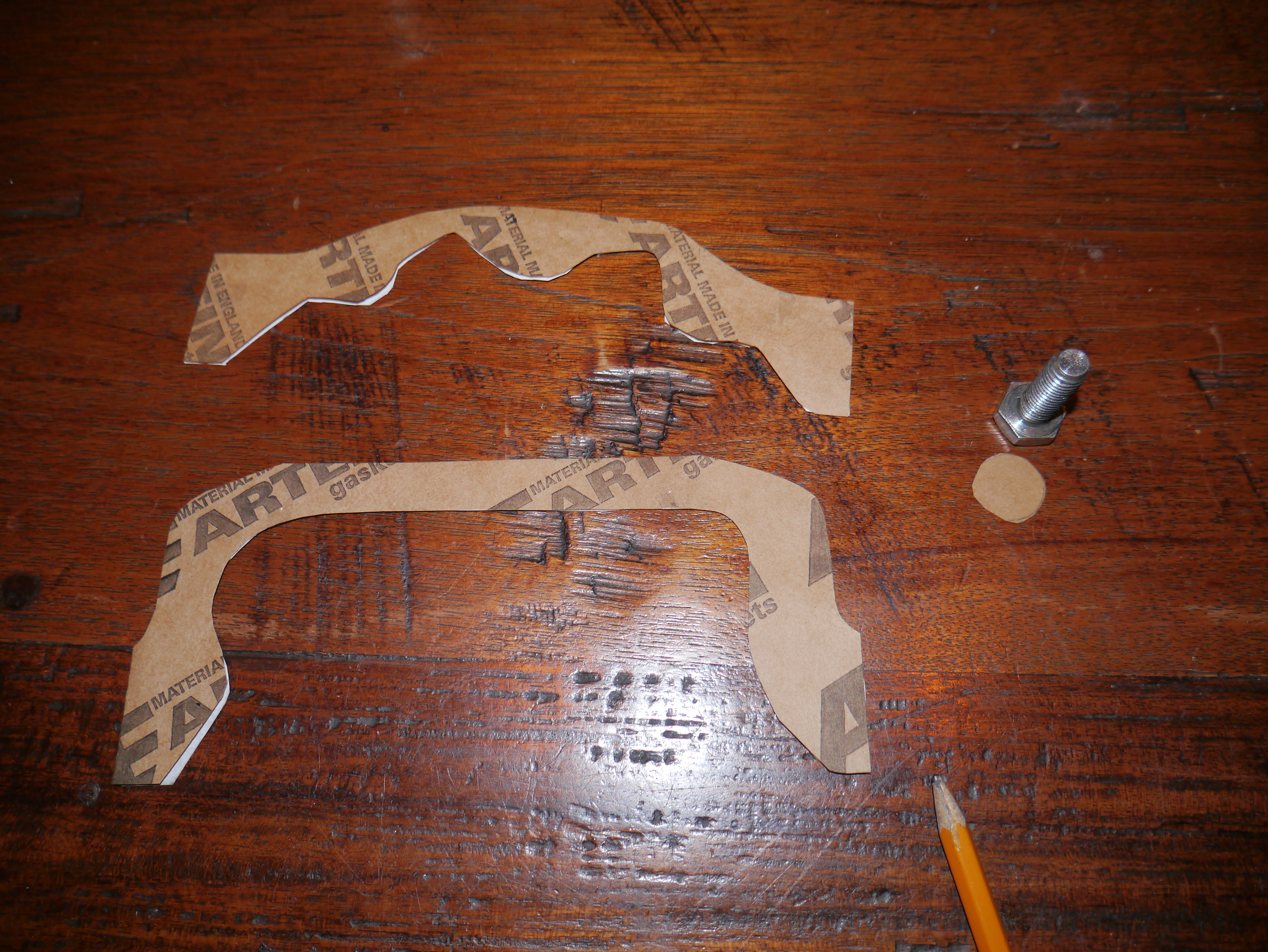

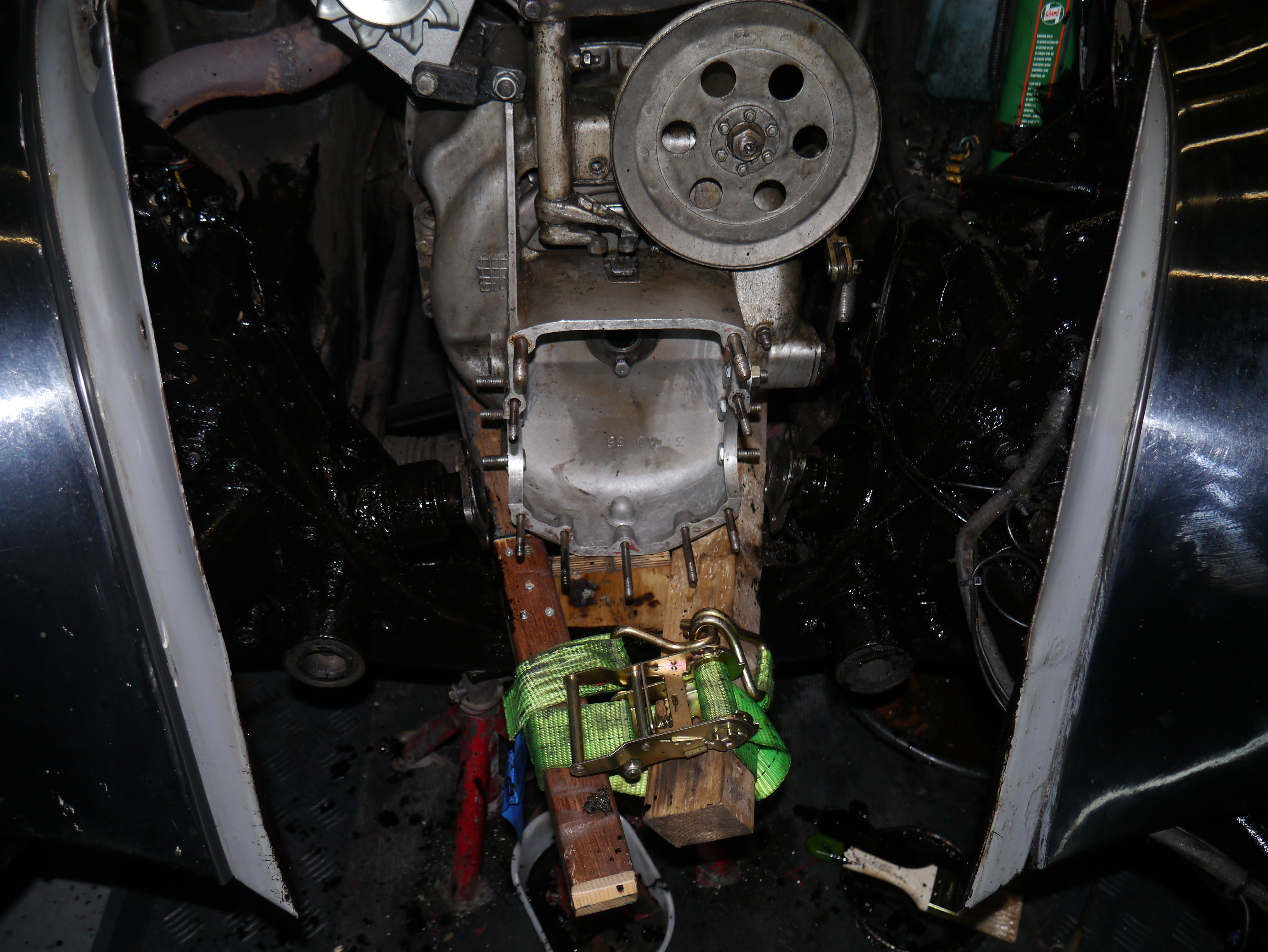
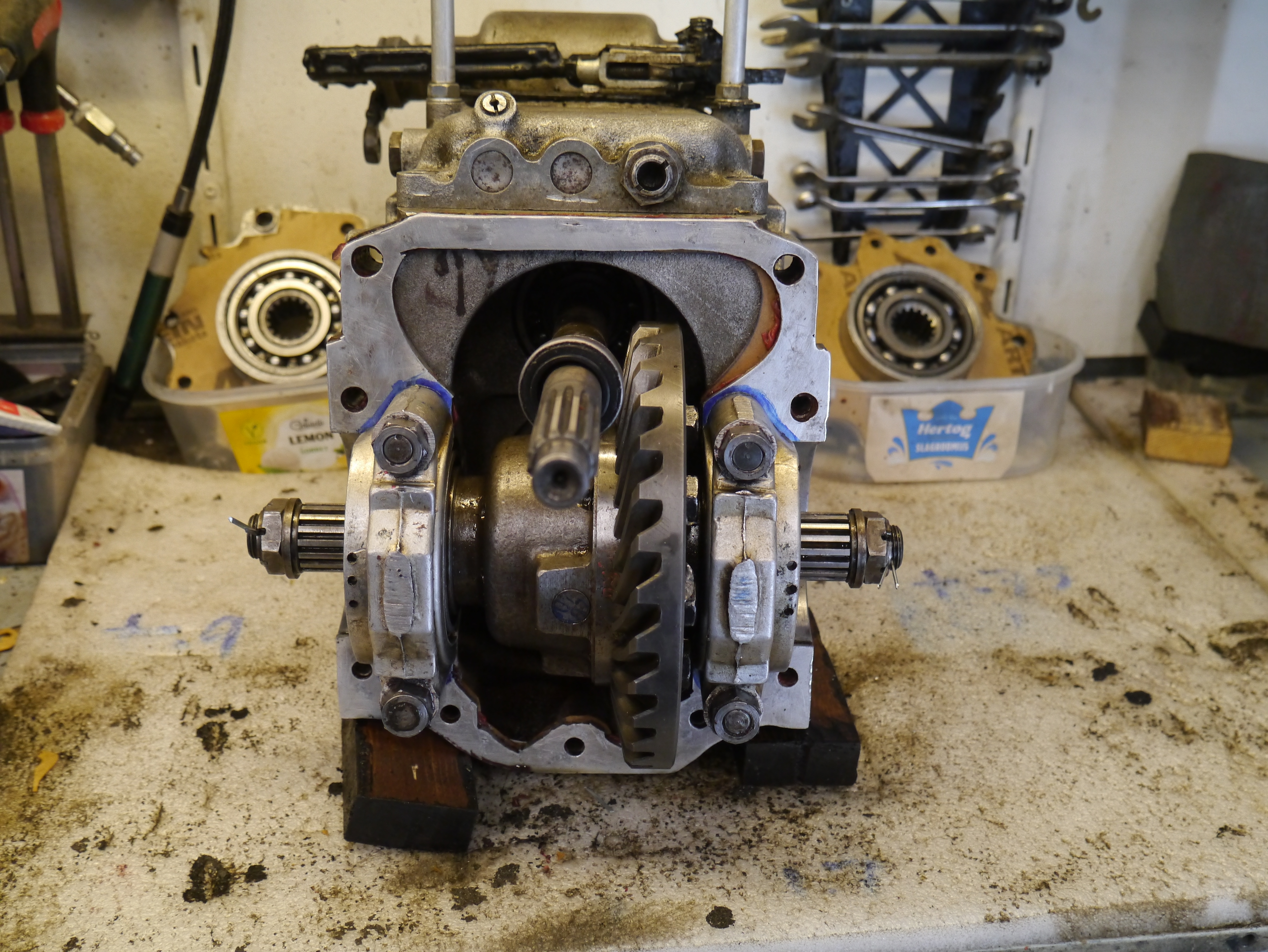

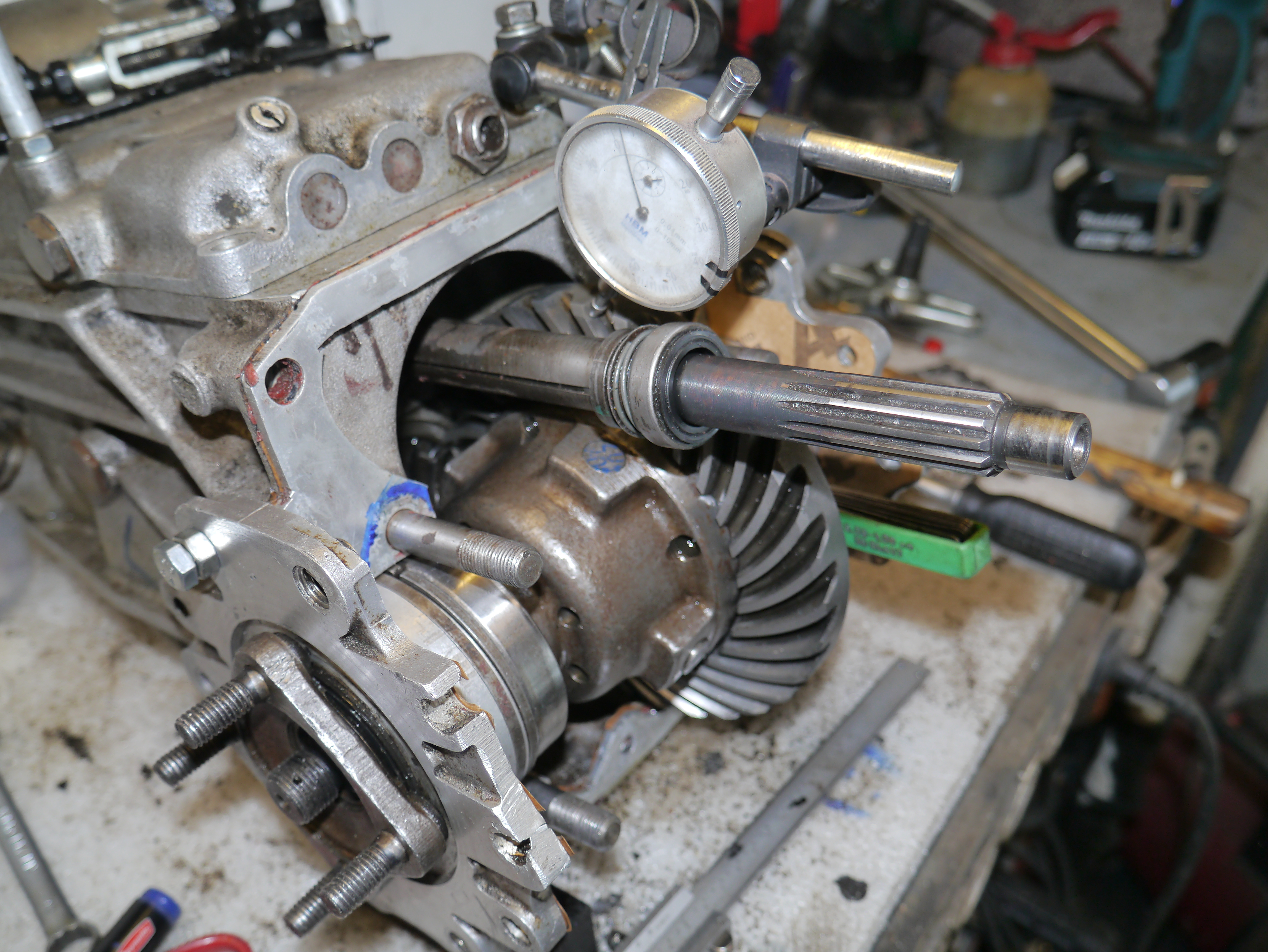



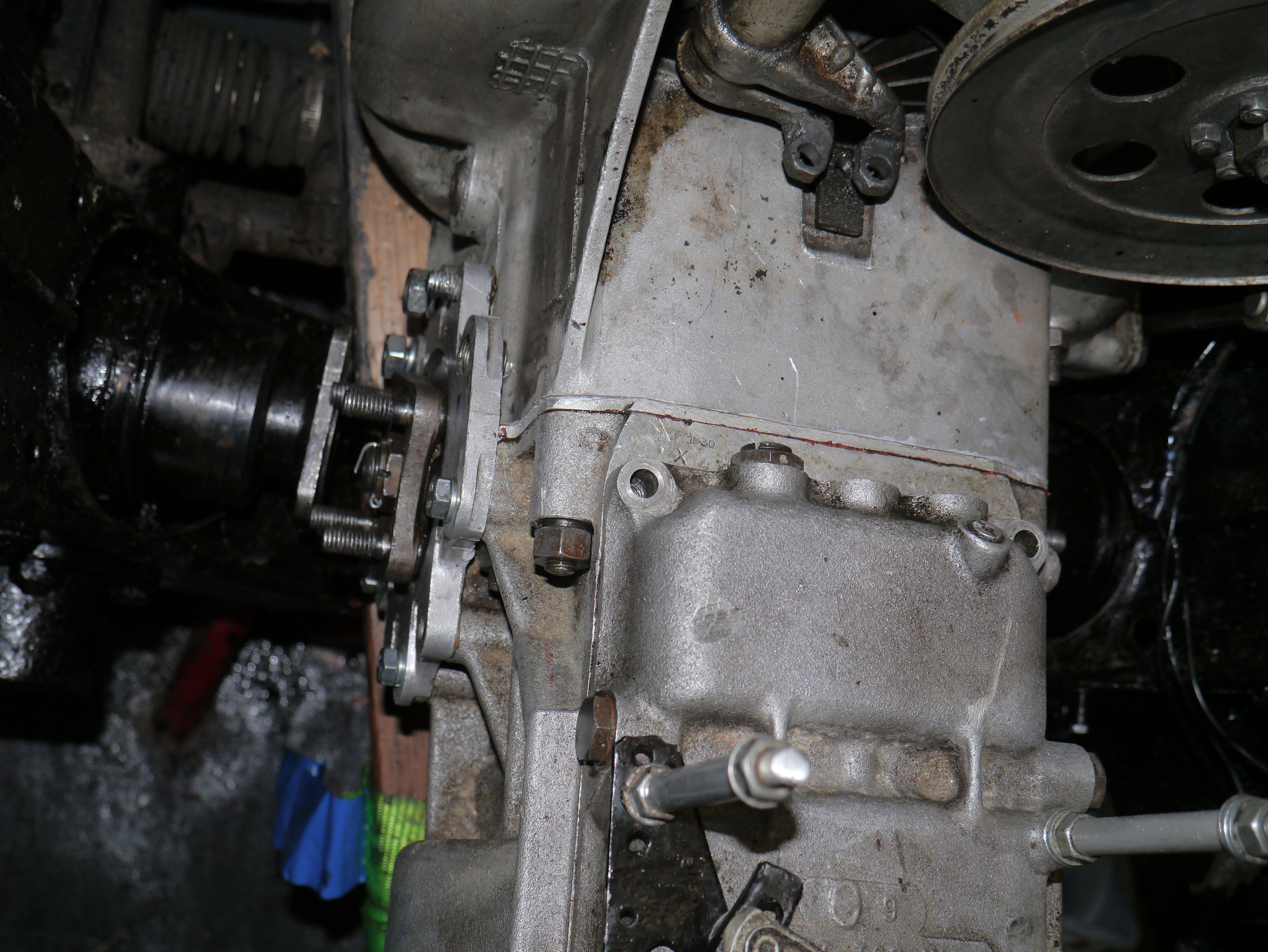
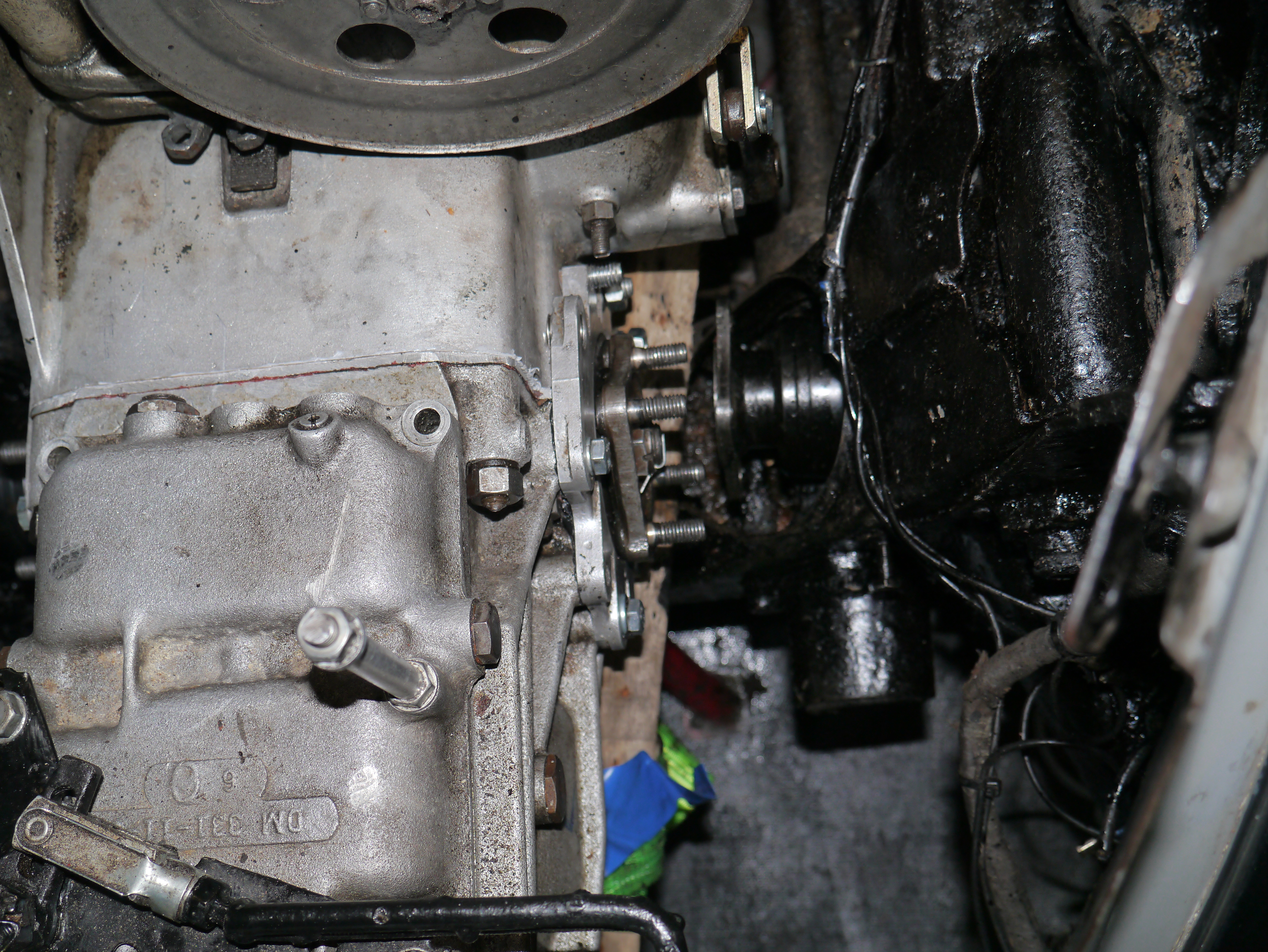
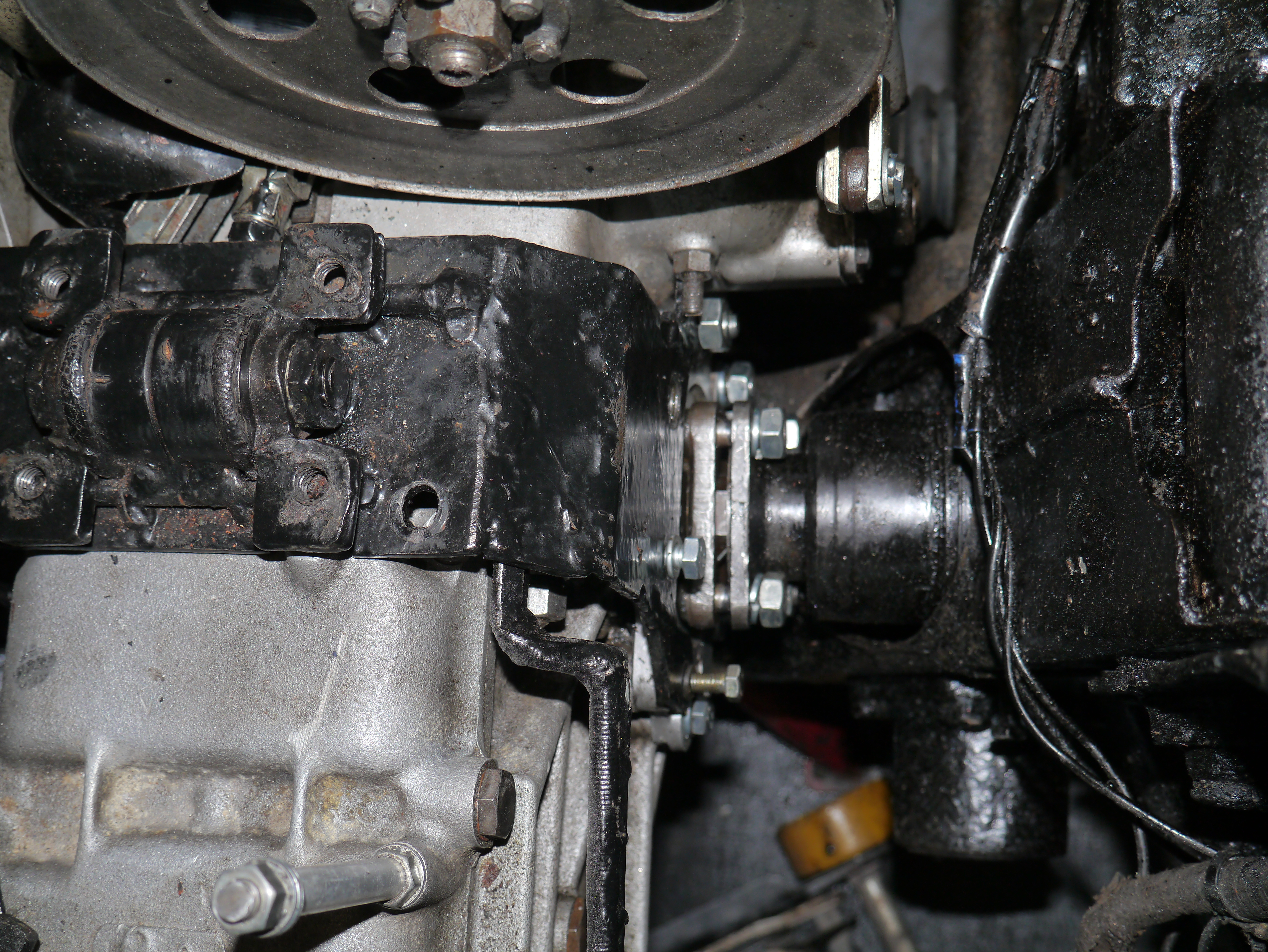
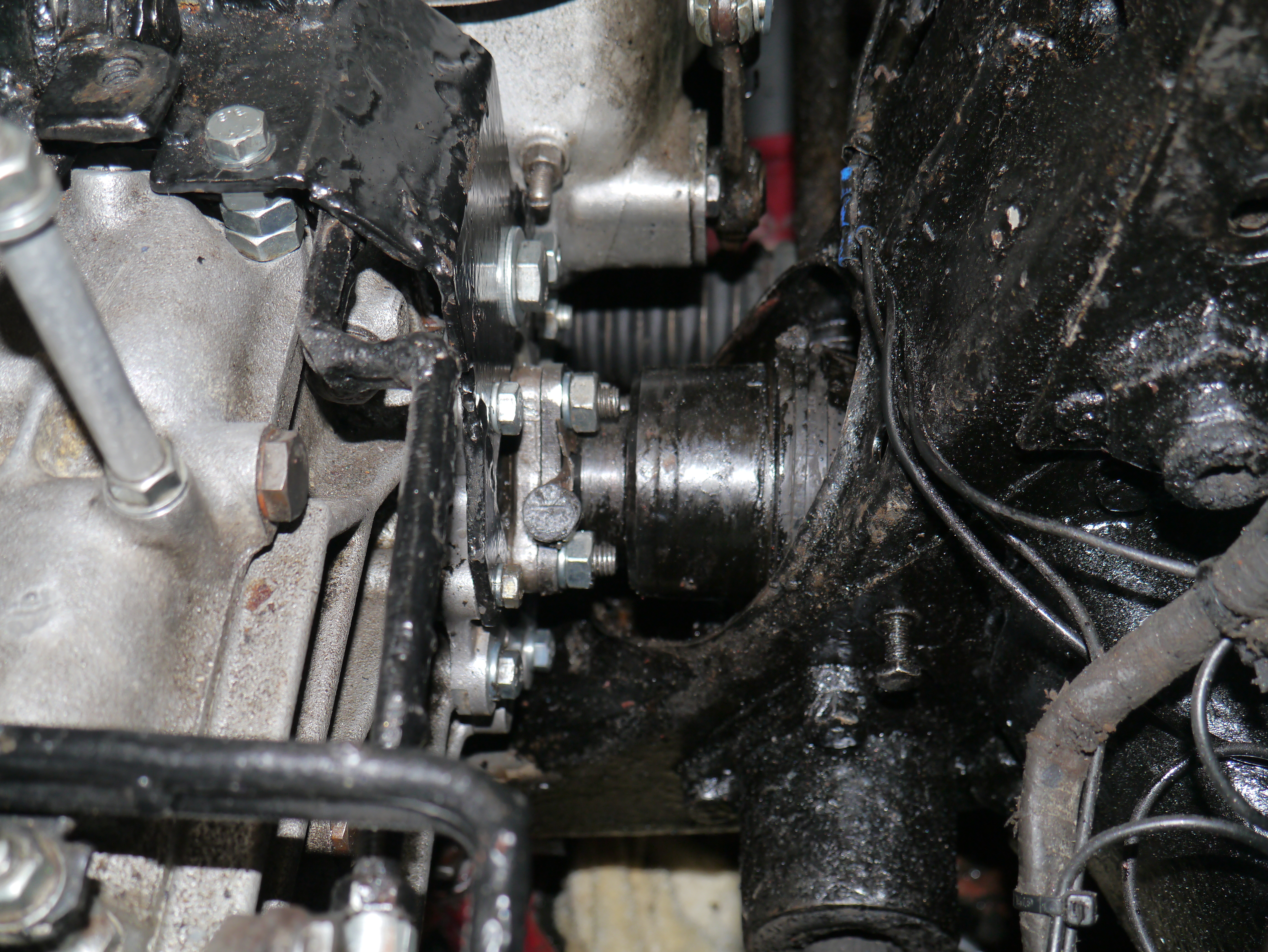


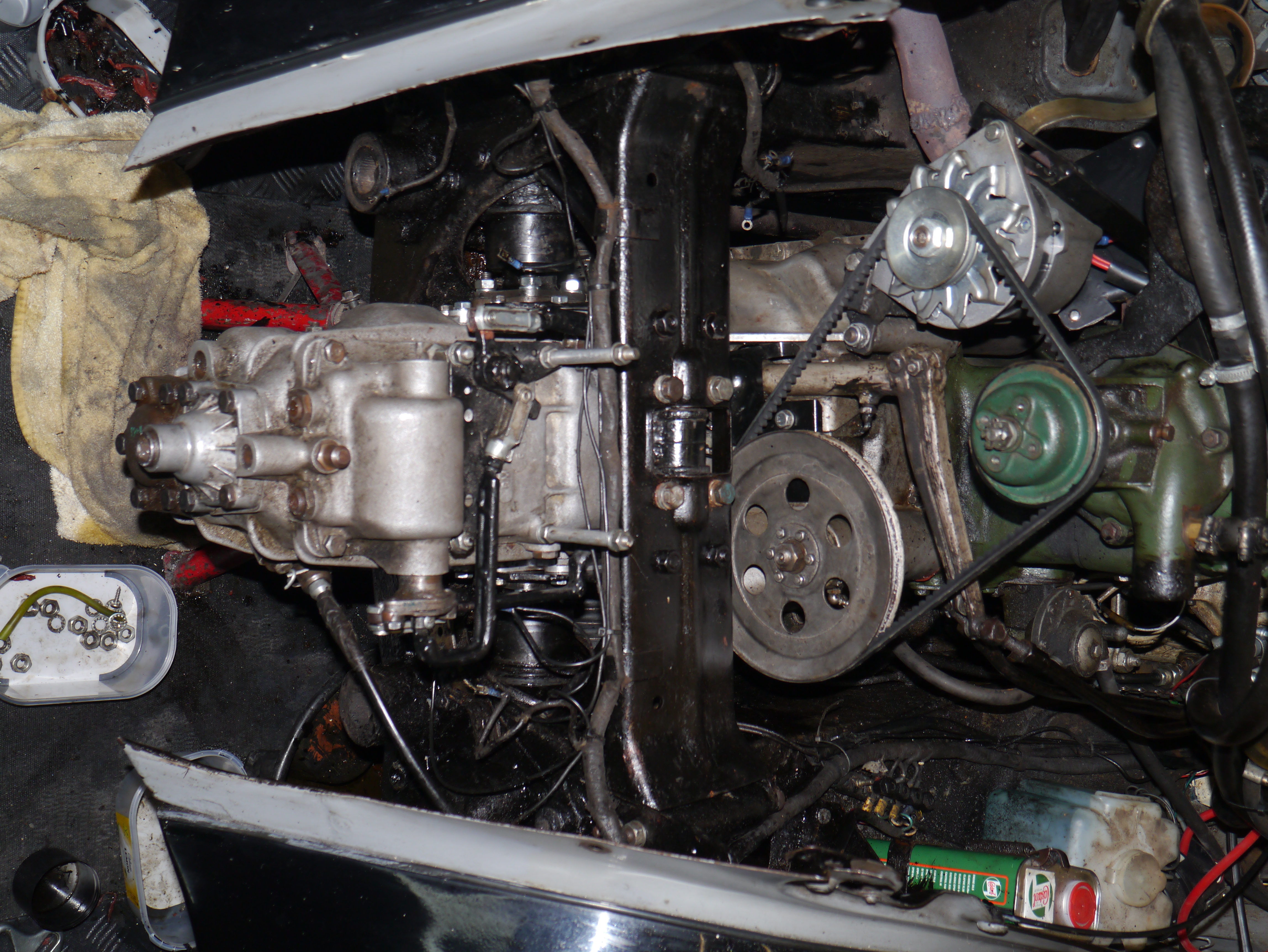
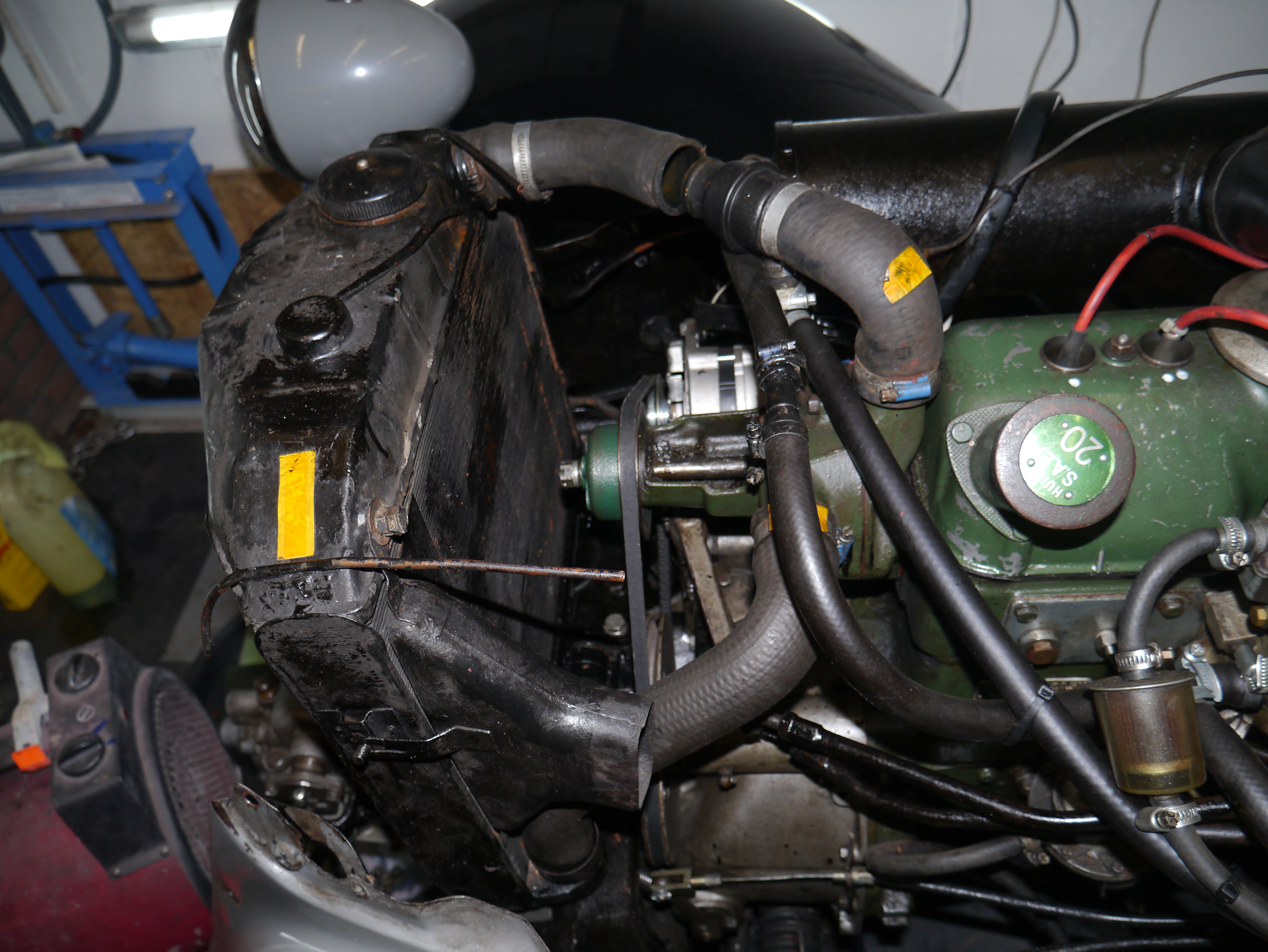





 Daarna bleek dat de kabel voor de dashcam gewoon netjes gemonteerd aanwezig is. Rechts op onderstaande foto kun je nog net het montagevoetje van de Garmin mini dashcam zien. Het blauwe losse stekkertje met gele vlakje is de stekker voor de originele BYD dashcam .
Daarna bleek dat de kabel voor de dashcam gewoon netjes gemonteerd aanwezig is. Rechts op onderstaande foto kun je nog net het montagevoetje van de Garmin mini dashcam zien. Het blauwe losse stekkertje met gele vlakje is de stekker voor de originele BYD dashcam .