
LINK NAAR DE UPDATE VAN MIJN VORON 2.4 – 20″x20″x20″ BUILD
Mijn ervaringen met CoreXY printers zijn uitstekend, zodat ik voor mijn zelfbouw COREXY printer een VORON heb gekozen met een printformaat van 300x300x300 mm.
De VORON is vanuit een grote community ontwikkeld en is een van de beste en meest betrouwbare 3Dprinters. En deze printer ziet er gewoon erg goed uit!
Via AliExpress, Banggood, Reichelt, aluminiumopmaat.nl en plexiglas.nl heb ik alle spullen besteld, conform de bill of materials die ik kon downloaden vanaf de VORON site.
De PETG delen heb ik op de Prusa mini op 0,15 fine geprint
De ABS delen (rood en zwart) zijn geprint op de Twotrees Sapphire plus. Was wel heel wat ‘tweeken’ voor het ABS er goed uit kwam maar uiteindelijk een mooi resultaat!

Uiteindelijk is nabouwen geen echte zelfbouw en is het toch meer gebaseerd op bestellen en in elkaar zetten dan zelf met de zaag en boormachine aan de gang zijn. Ook de benodigde 8(!) lineare rails van 350mm, lagers, tandwielen, riemen, motoren, electronica enzovoorts is besteld en de rest van de benodigde spullen is inmiddels (25-8-2020) geprint.
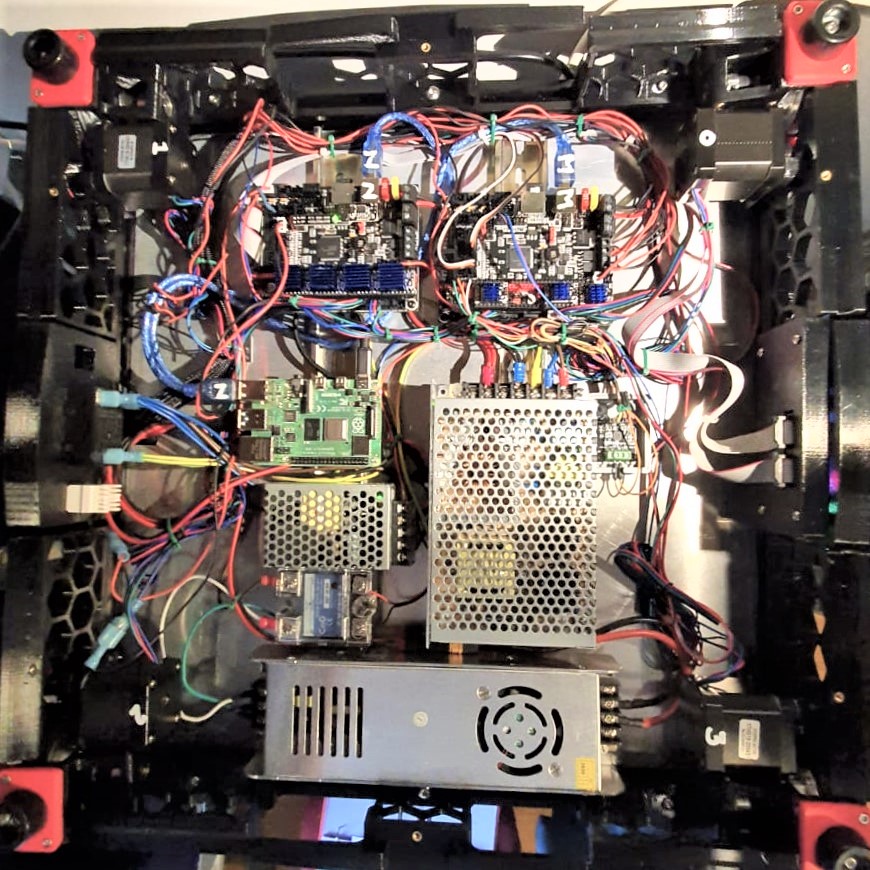
Voor het besturingsdeel heb ik één PI Raspberry PI 4B 4GB en twee stuks SKR 1,4 turbo motherboards gekozen, conform de VORON aanbeveling.
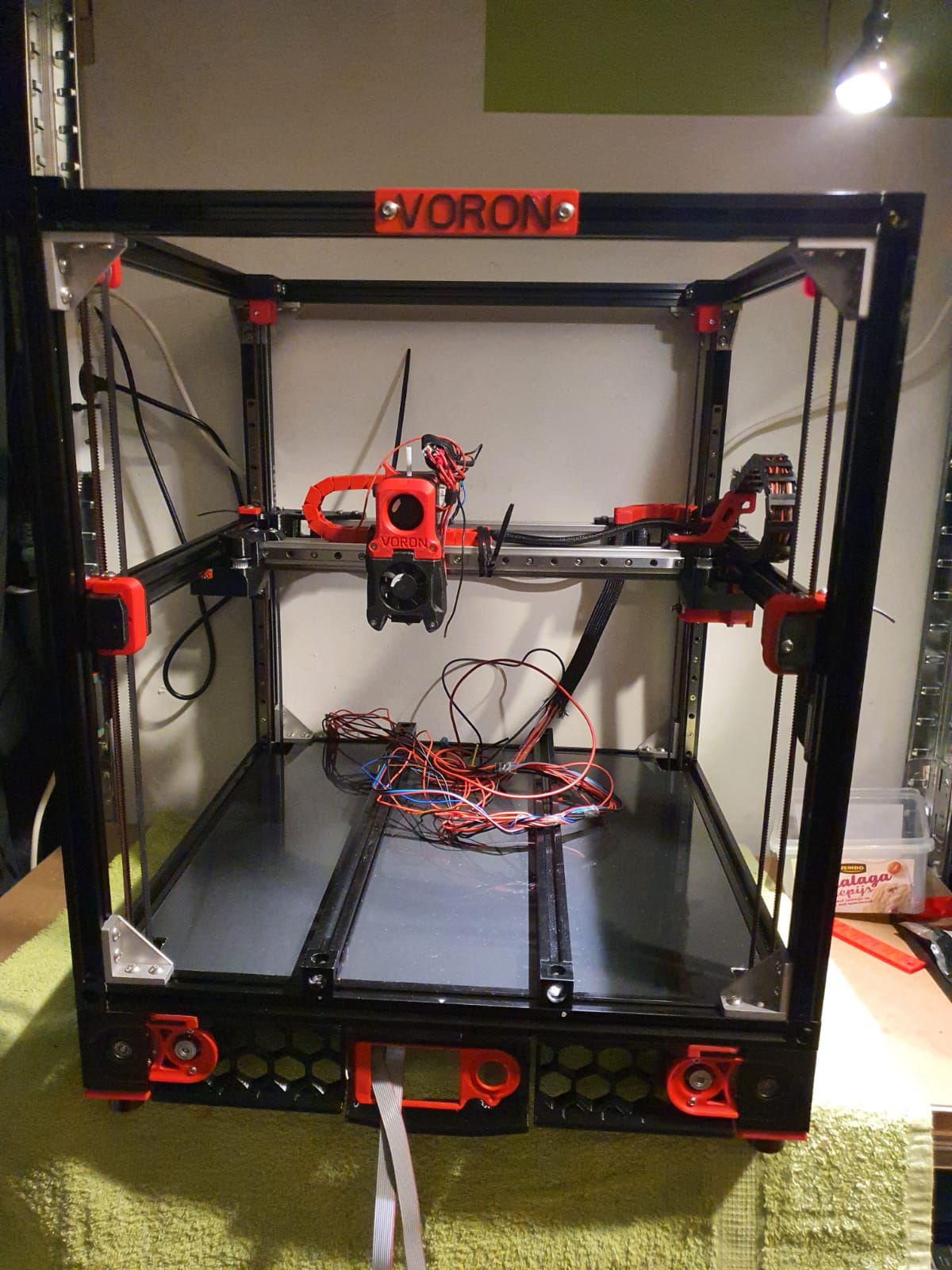
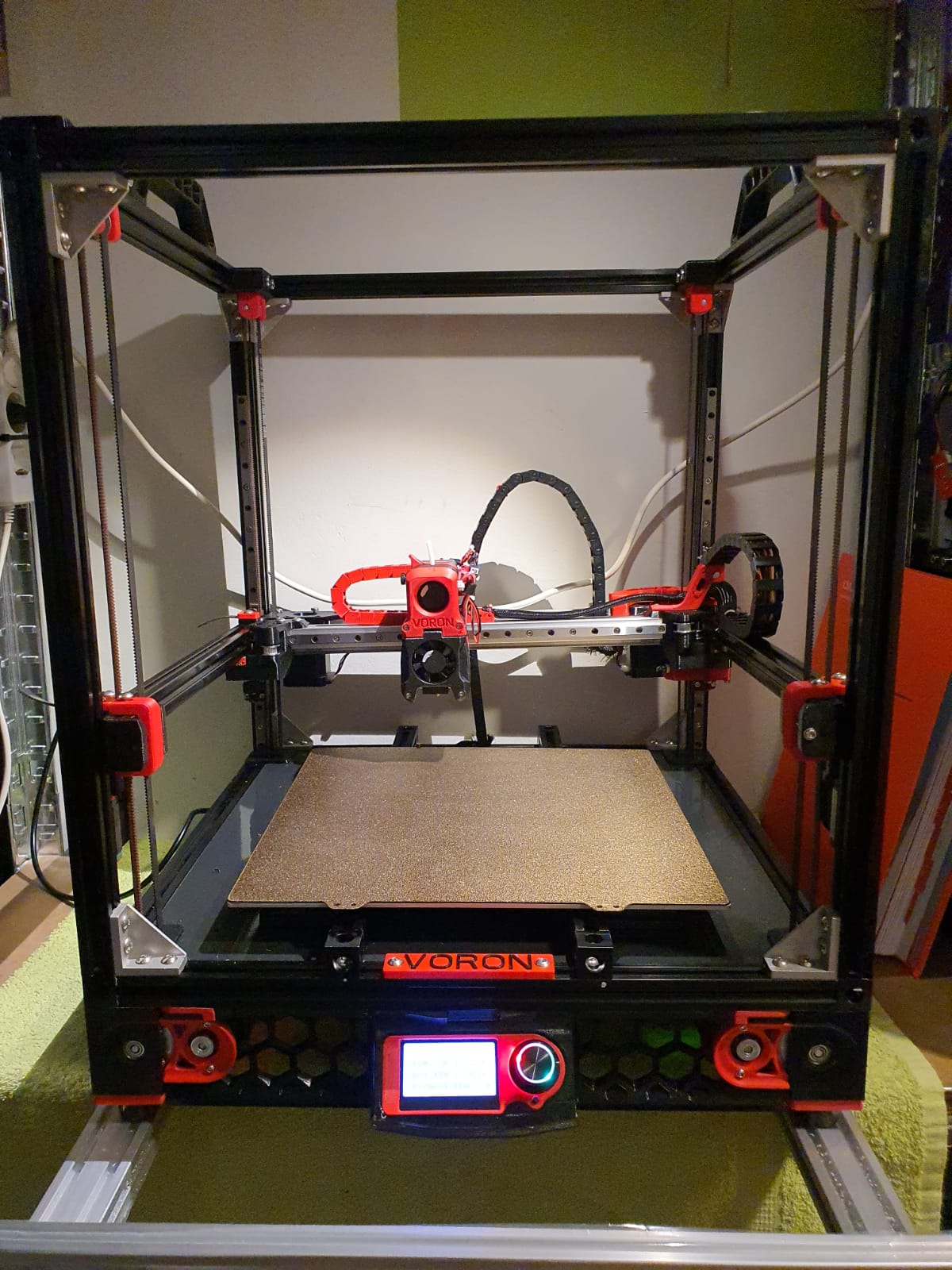
Het bouwen van de Voron 2.4 met de afterburner Beta1 hotend combinatie is d.m.v. de volgende foto’s in beeld gebracht.
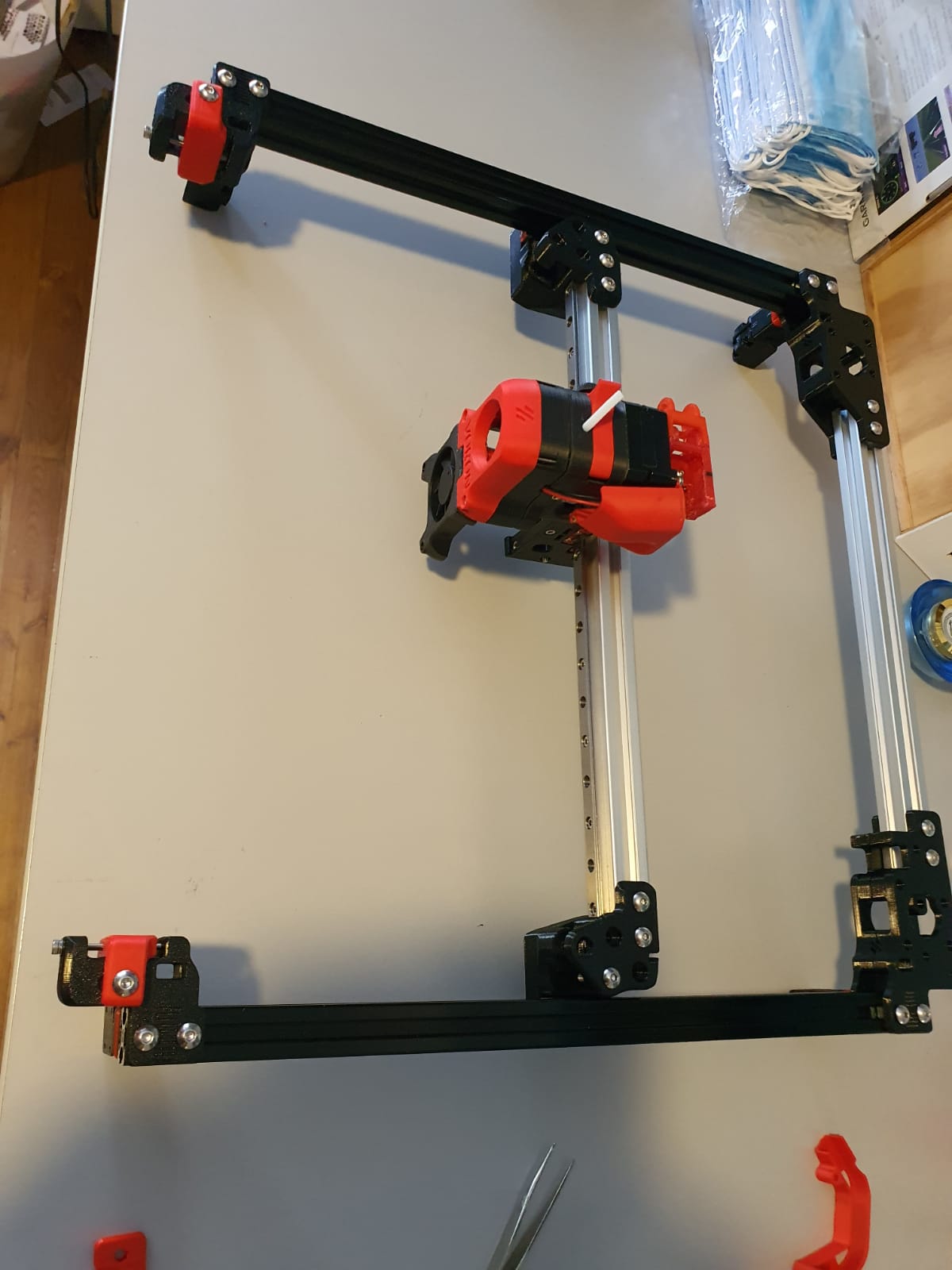
Gantry gereed:
Behuizing en skirts onderzijde met Z-motors nog zonder de gantry gemonteerd:

Onder: De 9 mm aandrijfriemen van de 4 Z-assen geplaatst:
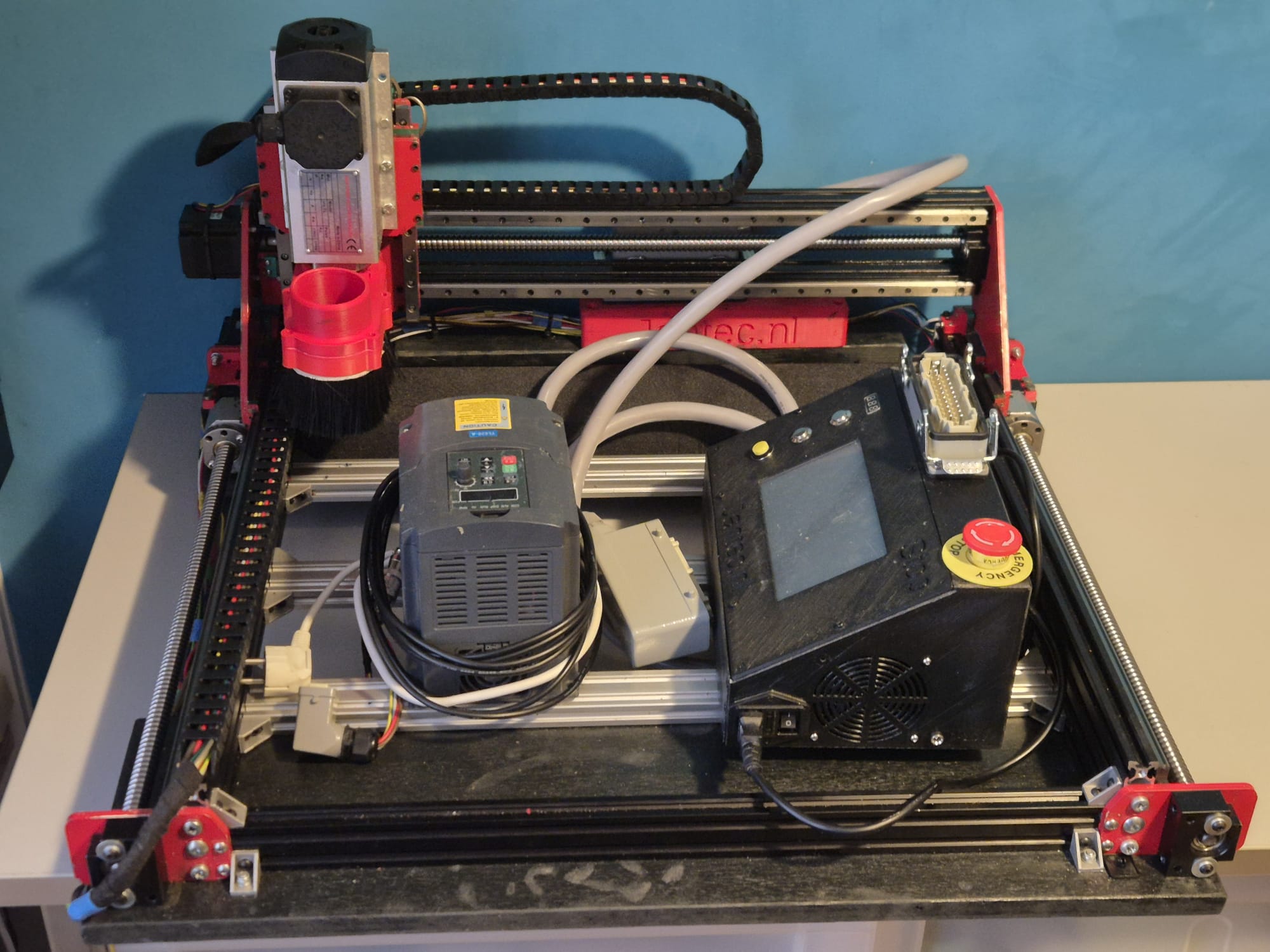
En de basisplaat met de rails en besturing, voedingen enzovoorts gemonteerd (printer omgedraaid):
Het wachten is nog op de lagers voor de Alpha-en Beta aandrijving in de gantry. Met deze lagers wordt per 2 stuks steeds een spanrol gemaakt. Hiervoor had ik oorspronkelijk spanrol lagers aangeschaft, maar de diameter van de kraag van deze lagers is net te groot.
Jammer maar dan maar even aan de Raspberry PI4B werken, in combinatie met 2 maal SKR V1.4 turbo motherboards. De PI gaat via Klipper een nieuwe config.bin maken voor de SKR V1.4 motherboards zodat de PI beide SKR boards tegelijk kan aansturen. Op het mainboard komen Alpha en Beta en de extruder plus de extruder heater, op het andere (Z)board de 4 Z-motoren en bed heater. Op zich had een Duet met expansion board ook een optie kunnen zijn, maar de Voron ontwerpers hebben het met de PI, Klipper en 2 SKR boards gemaakt. En ik probeer zo dicht mogelijk bij het ontwerp te blijven . -)
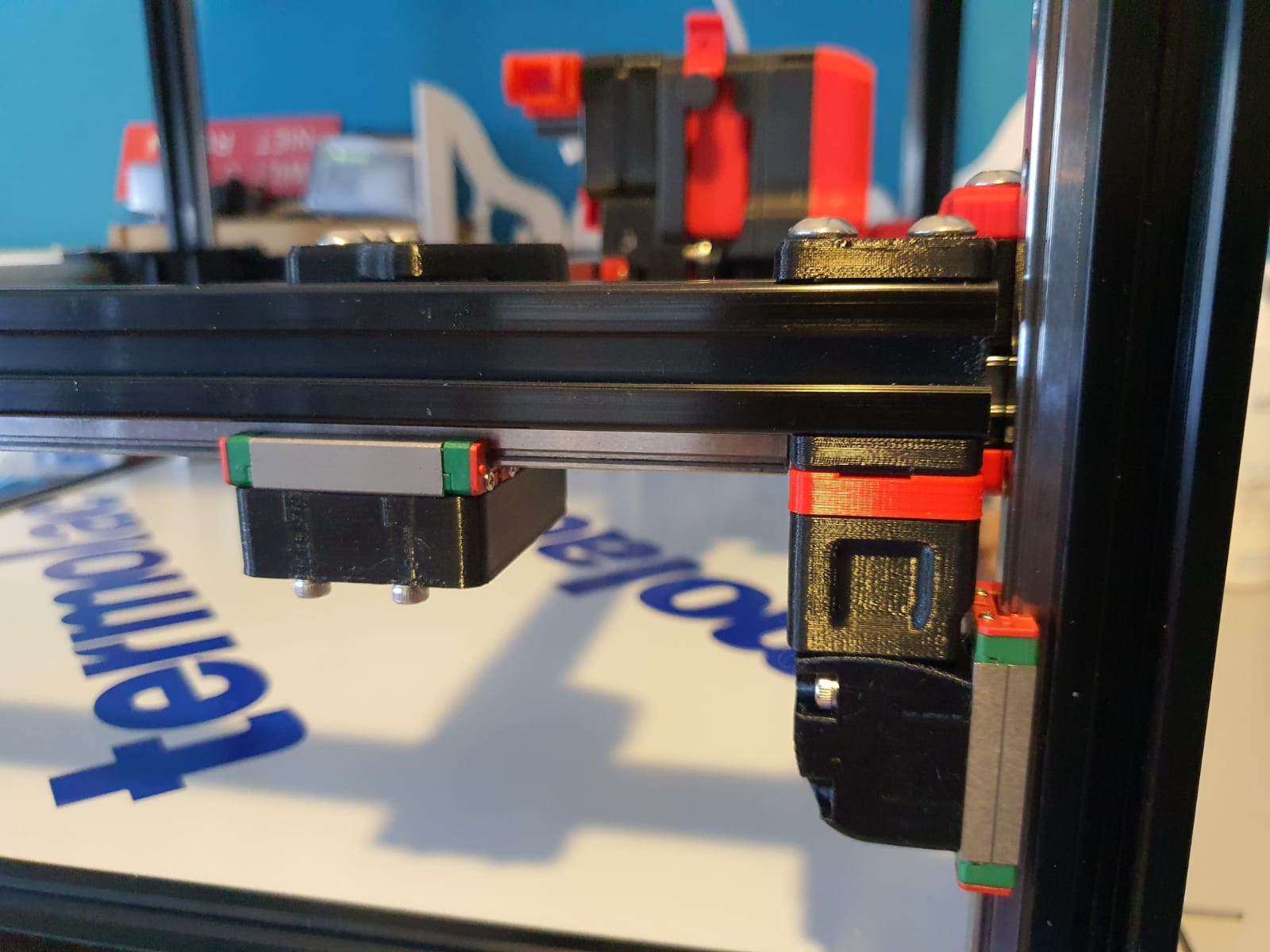
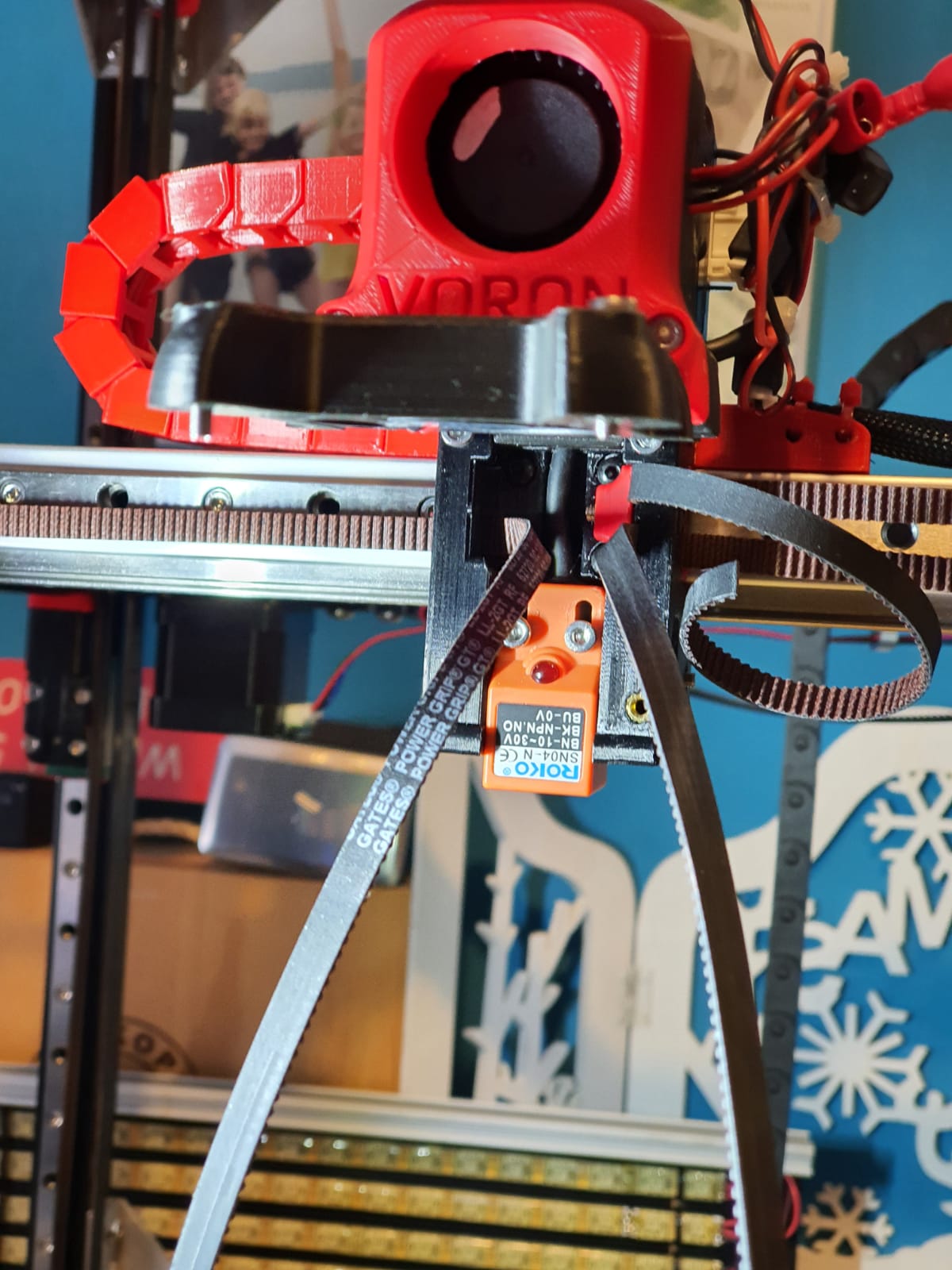
Onder: Inrijgen van de riemen, geen plaatje gebruikt. Gewoon ergens beginnen en je komt vanzelf goed uit. O ja, ook in de config nog even de sensor gewisseld van NC naar NO..
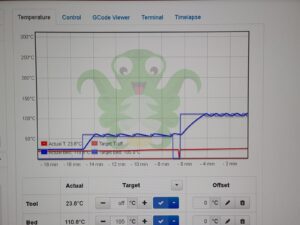
Onder: Naast het 24Volt 200 Watt hotbed toch ook het 500 Watt 230V erbij geplaatst. Het opwarmen duurde met enkel de 24V versie meer dan 20 minuten om tot 110 graden Celsius te komen…

Oud:

En nieuw: (nog geen PID run gedaan …-))
Onder: En gelijk ook de stalen plaat geplaatst, met magneetvel eronder.
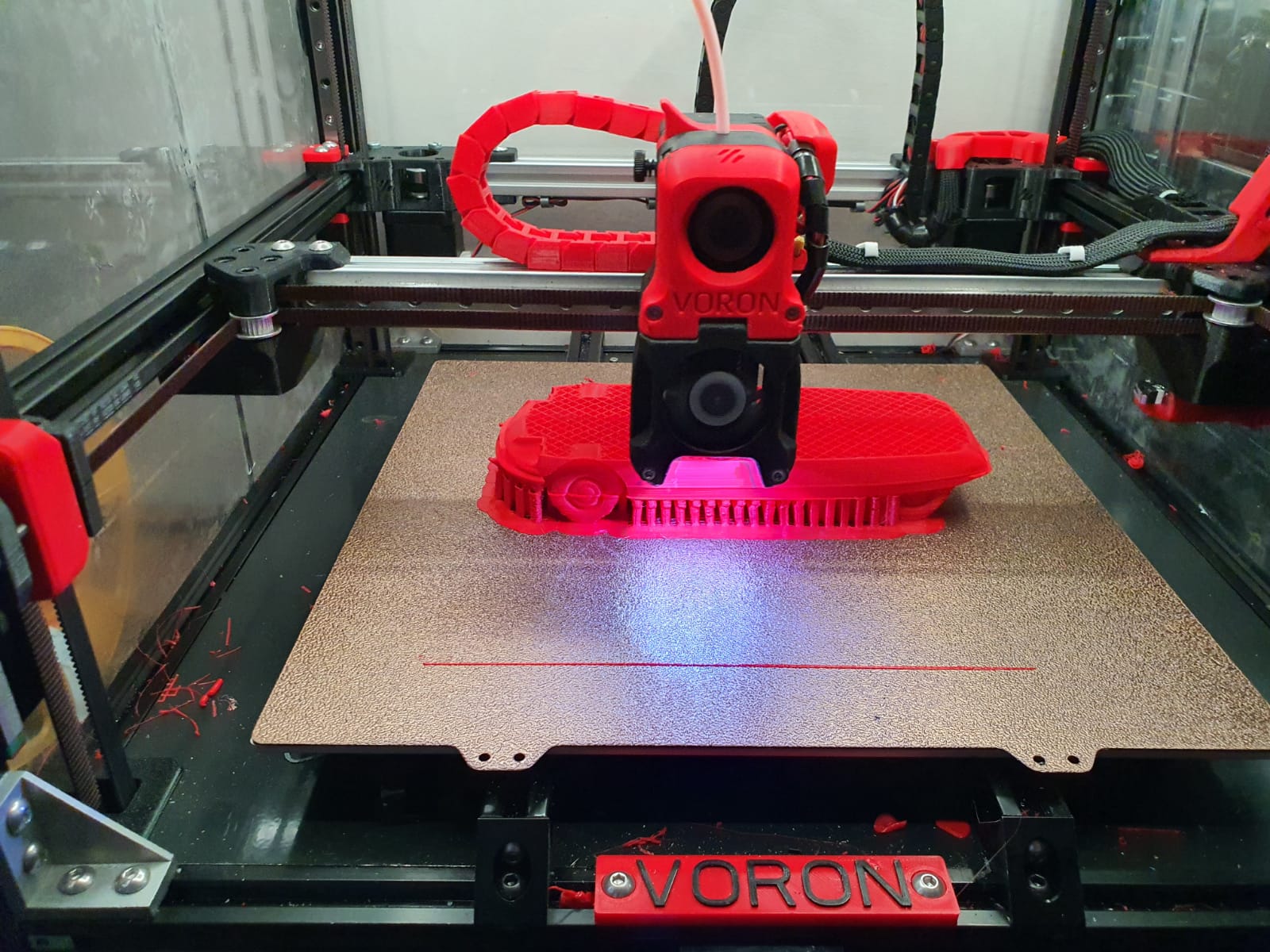
Onder: Eerste print.. Was nog wel even zoeken naar de Z offset afstelling en de extruder draaide verkeerd om. Ook de gantry levelen was even nadenken, je moet eigenlijk de basisinstelling eerst even met een maatlatje maken, anders duurt het vereffenen wel heel lang. Mooi is dat een bed mesh leveling daarna niet meer hoeft, maar natuurlijk wel kan. Je draait een home en doordat de nozzle altijd de Z op de mechanische Z endstop ijkt, en de gantry alle vereffening doet heb je altijd een goede eerste laag. Tenzij het bed warpt maar met zo’n dikke plaat lijkt dat bijna niet mogelijk. Voor de zekerheid heb ik wel een bed_mesh profiel in de config.g opgenomen. By the way heb ik gewoon een 24 V aluminium hotbed als basis gebruikt omdat mijn 8 mm 310×310 plaat een geknipte plaat bleek te zijn in plaats van gezaagd. En een geknipte plaat blijkt standaard al aan de geknipte zijden niet vlak te zijn, helaas.. Vlakken kost meer dan een nieuwe plaat, dat komt misschien nog wel een keer…
Nawoord:
In de praktijk heb ik nog een paar kleine minpuntjes opgelost, waaronder:
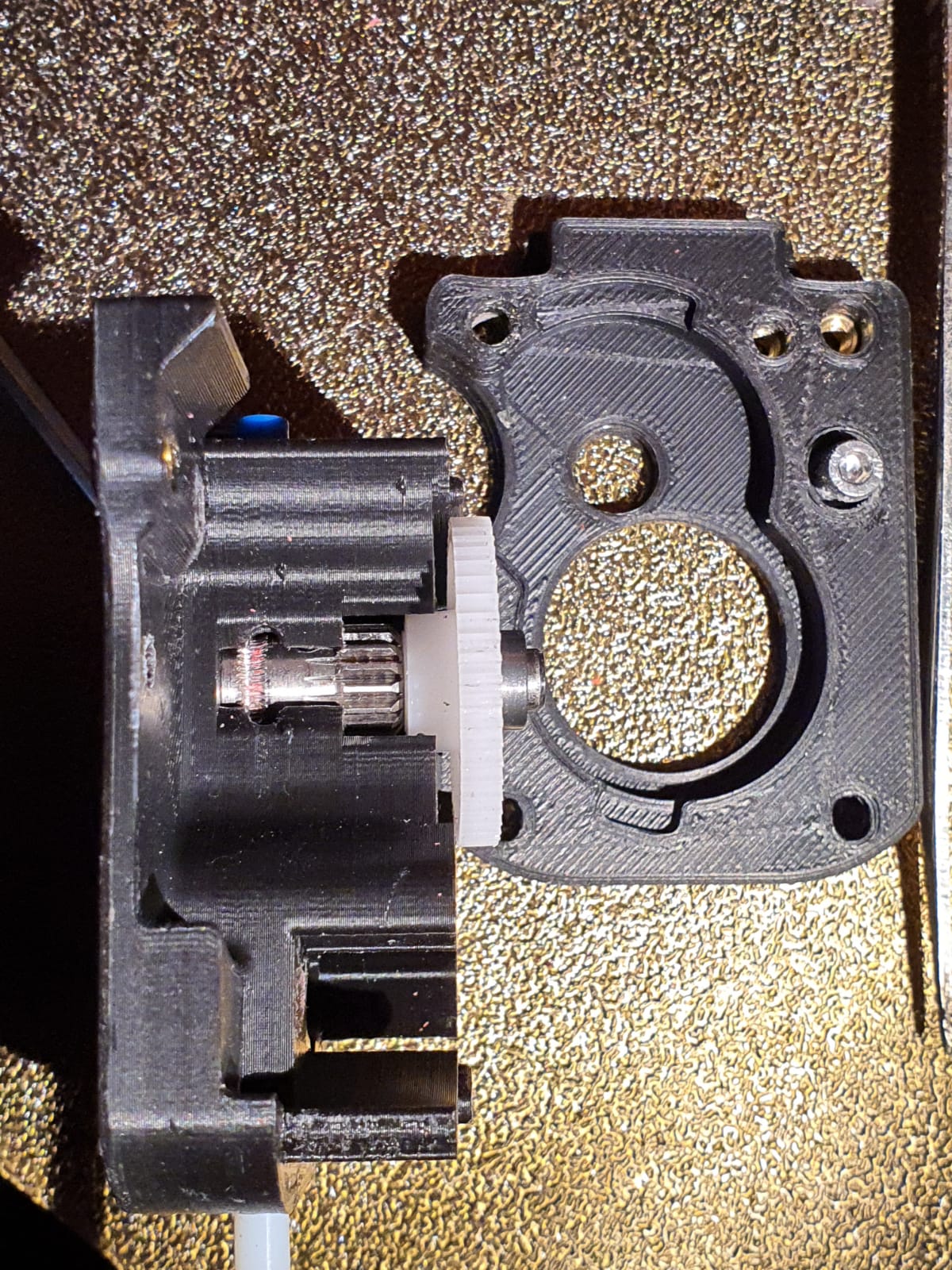
- Extruder tunen. De donor extruder bleek het filament niet goed op te pakken.
Eerst nog geprobeerd een ringetje links op de as ertussen te plaatsen, maar dan komt het nylon tandwiel rechts helemaal strak te zitten en kan de behuizng niet meer helemaal dicht….
Ik heb uiteindelijk een spare setje dual drive extruder tandwielen gebruikt en de set tandwielen verwisseld. Daarmee was het filament goed in lijn met het looppad van de tandwielen. Zie de foto van hoe het eerst zat:
- Hotend tunen
Na de PID runs van hotend en heated bed bleek mijn gekozen samenstel van het aangepaste ED6 heater block, de heatbreak pipe en het koelelement niet goed op elkaar aan te sluiten. Resultaat was dat bij een extractie van het filament steeds een diks stuk aan het eind vastzat. Dat werd veroorzaakt doordat de heatbreak pipe niet strak aansloot op de nozzle. Daar mag geen speling tussen zitten. Alles helemaal gedementeerd en de heatbreak pipe 2 slagen minder ver in het koelelement gedraaid met rode threadlocker. Dagje laten harden en daarna de rest gemonteerd. By the way heb ik ook gelijk de teflon versie van de heatbreak pipe gemonteerd in plaats van de titanium versie. De tintanium versie was naar mijn ervaring toch een beetje te stroef. Of mijn filament was te oud of inferieur. In ieder geval werkt alles na de aanpassing zonder problemen.
- Hotbed, TPU en ABS
Om TPU en ABS zonder brim of skirt zonder warping te printen heb ik een magnetisch PEI stalen plaat gekocht met grof profiel. Dat werkt echt perfect. Zowel ABS met 110 graden blijft mooi zitten en met TPU op kamertemperatuur blijft het ook mooi plakken. En het verwijderen gaat ook zonder problemen. Af en toe spuit ik een klein beetje haarlak op de plaat maar ik denk dat die lak eigenlijk helemaal niet nodig is. Het is bedoeld om het verwijderen gemakkelijker te maken.
- Tension of the belts
I tried getting the belts at the same tension, this was not that easy. Finally I ended up with a mechanical way of measuring tension after putting 1 at my desired tension and comparing this as reference with the other to be compared belts. So, for the Alpha and Beta belts I first did a ‘good feeling’ setting and then I used my old trunk scale weight device to measure the tension when pulling the belt A. Then, I used the device to measure at the same place for B. And I repeated this for the 4 vertical belts.
- Uitlijning
De machine uitlijnen is ook nog wel een dingetje…
Je moet er van uitgaan dat je frame haaks en recht is. Dat moet je terdege checken. Zowel verticaal, horizontaal als diagonaal. Daarna kun je de gantry stellen. Maak de A en B belts los en verwijder ze. Of doe de uitlijning VOOR het plaatsen van de belts.
Fixeer de horizontale positie van de Gantry anders kun je helemaal niets uitlijnen. Plaats 4 gelijke afstandsblokjes van ca. 10-15 cm onder de sliders van de verticale linear rails op de onderste 2020 profielen, in de 4 hoeken waardoor de gantry stabiel rust. Ik heb onder alle verticale MGN9 linear rails achteraf nog positiehouders geplaatst zodat de rails niet in het 20×20 V profiel kunnen schuiven. Als je ‘gewone’ 20×20 extrusieprofiel gebruikt heb je geen probleem, omdat er genoeg ‘vlees’ overblijft voor de bevestiging van je raild op het profiel. Bij V-profiel is de groef iets breder en is het erg moeilijk om zonder hulpmiddelen in de groef de rails netjes te monteren. Mijn frame is van V-rail profiel en de gantry van gewoon 2020 profiel.
Het uitlijnen van de gantry ben ik aan de achterkant gestart. Alle schroeven een beetje lossen, ook de schroeven van de bolle connectors waarmee de gantry vast zit aan de linear rails. Overigens zie ik bij sommige bouwers dat deze schroeven met meerdere veerringen zijn geplaatst. Ga ik ook doen…
Aan de achterkant van de gantry duw je de gantry volledig tegen de achterkant aan. Er mag geen ruimte zitten tussen de XY joints en het frame. PS: Laat de endstops er nog even af bij deze actie!
Zet terwijl de gantry tegen de achterkant aanzit de XY joints vast en de sliders van de X- as ook. (de kant van de endstops holder dus tijdelijk maar even met 2 schroeven)
Zet de achterste 2 gantry joints (met de bolle vlakken) ook vast. Hiermee is de achterste positie haaks gefixeerd.
Schuif de gantry voorzichtig naar voren. Dit moet zonder enige moeite kunnen. Zo niet, check of er voldoende speling is (en schroef als nodig iets los) op de gantry joints aan de voorzijde (met de bolle vlakken). Als je desondanks nog steeds geen vrije loop naar voren hebt is je frame niet goed of zitten je verticale rails niet goed. Check eerst de juiste plaatsing van je rails met je positietool (uit de geprinte voorraad) en schroef voor de zekerheid ook de 4 schroefjes aan beide voorste verticale rails los.. Probeer weer of het schuiven van de gantry soepel gaat. Nog steeds niet goed? Draai dan de procedure om en begin aan de voorkant. Probeer de gantry exact level te zetten met het frame.
Na het stellen: Test de uitlijning ook halverwege (verticaal) en bovenin!