
Door de tijd die ik als gevolg van de Corona situatie kreeg (mei, 2021), had ik wat tijd over om aan andere dingen te besteden dan alleen maar werken.
Ik had al een opgewaardeerde 3018 CNC-machine met een 0,5 kW spindelmotor:
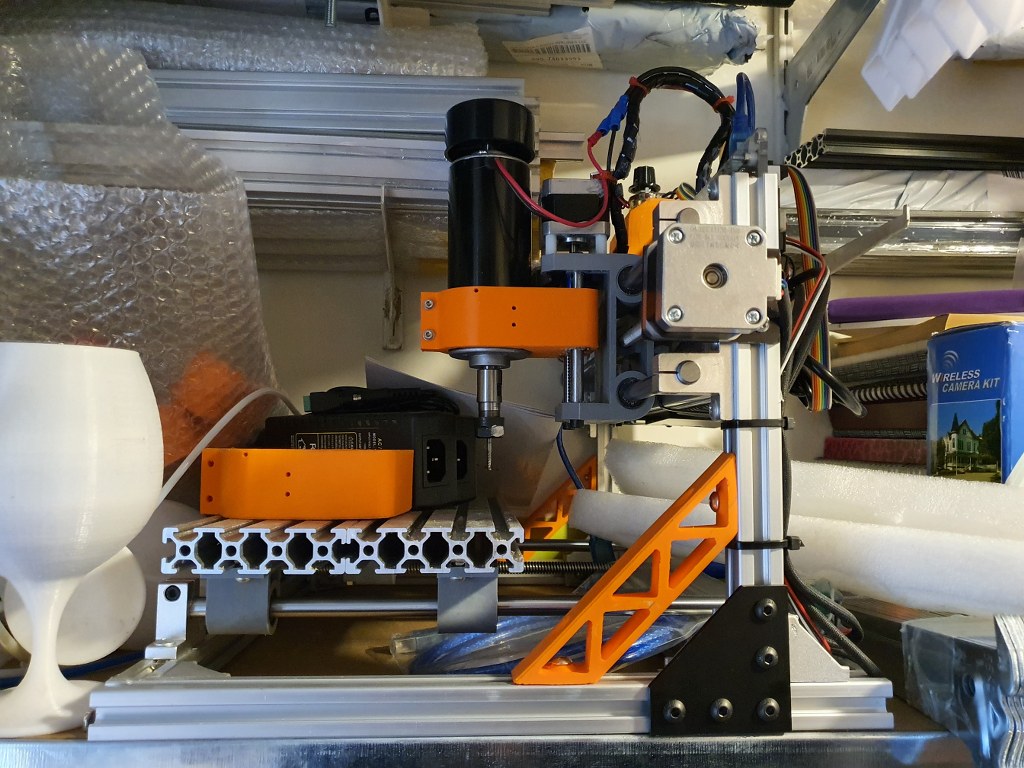
en een eenvoudig GRBL 3-assig bord dat heel goed werkt. Maar- het zou leuk zijn om een CNC machine te maken die echt met aluminium kan werken en eventueel ook met koper en messing. Ik heb in het verleden al wat onderzoek gedaan naar wat voor CNC machine geschikt zou zijn voor mijn doelen. En de IndyMill CNC macine zat al meer dan een half jaar in mijn hoofd.
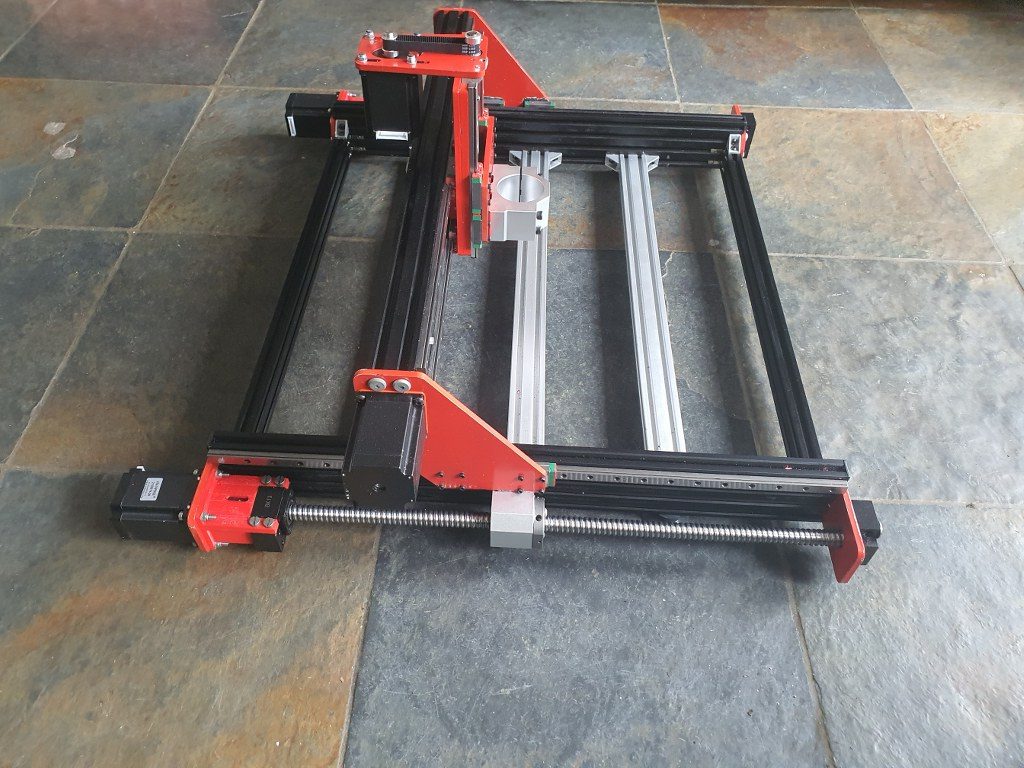
Dus- vorige week heb ik de handleiding en de stalen platen besteld:

voor de bouw en heb wat andere onderdelen besteld bij Ali. Ik heb ook al aardig wat onderdelen op voorraad, uit mijn 3d printer voorraad. De Nema23-motoren en de extrusie, moederbord, drivers, voeding, schakelaars en sondes zijn al beschikbaar.

De benodigde geprinte onderdelen worden op dit moment geprint (begin mei-2021). Ik print alle geüpgrade STL’s, de laatste versie, omdat deze vrij beschikbaar zijn op Thingiverse (zoek gewoon op IndyMill) . En dan zie je de kracht van delen: het ontwerp was al geweldig, en met de upgrades is het nog beter geworden. De geüpgrade versies van de ophangpunten voor de lineaire lagers zijn echt een stuk steviger dan het originele ontwerp en de nieuwe eindstophouders zijn erg handig om te hebben.
Ik heb de kosten voor het bouwen van deze machine ruwweg berekend en het was een stuk goedkoper dan het kopen van een vergelijkbare CNC machine van deze grootte. Als je verstandig inkoopt, kunnen de kosten voor alle materialen net onder de Euro 1000 uitkomen, als je de originele BOM volgt en inclusief de 1,5 KW luchtgekoelde spindelmotor met regelaar….
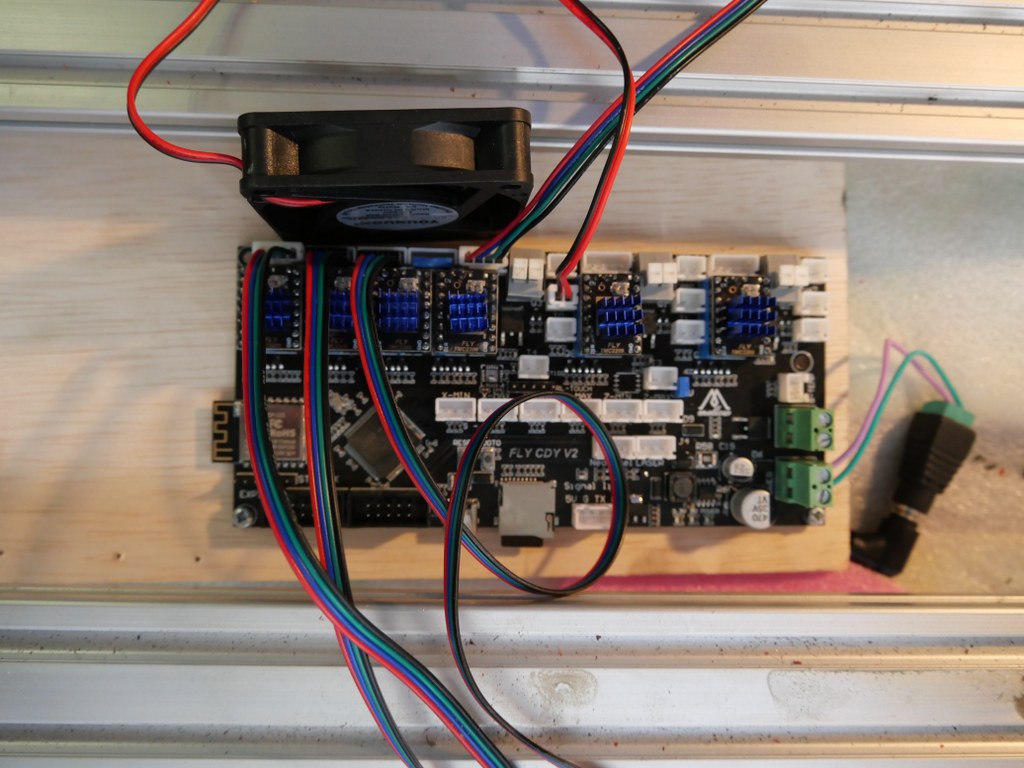
Als je een ander board wilt installeren dan de standaard Arduino UNO met het standaard Arduino CNC shield, kan dit je een extra bedrag van 120 tot 500 Euro kosten. Ik gebruik een FLY_CDY_V2 met Mellow’s originele TMC2209 stepper drivers. Vergeet NIET de schakelaars aan de onderkant van deze steppers op ON te zetten als je sensorloze homing wilt gebruiken!
Mijn toevoegingen aan de originele bouw:
Momenteel gebruik ik een 10 Ampere afneembare 24V PSU, zal een 30 Ampere worden.
Sensorloze homing met behulp van een FLY-CDY-V2 moederbord en TMC2209 stepper drivers. Dit werkt geweldig maar ik ben verder gegaan om eindstops toe te voegen en een stabielere en verwisselbare setup te maken.
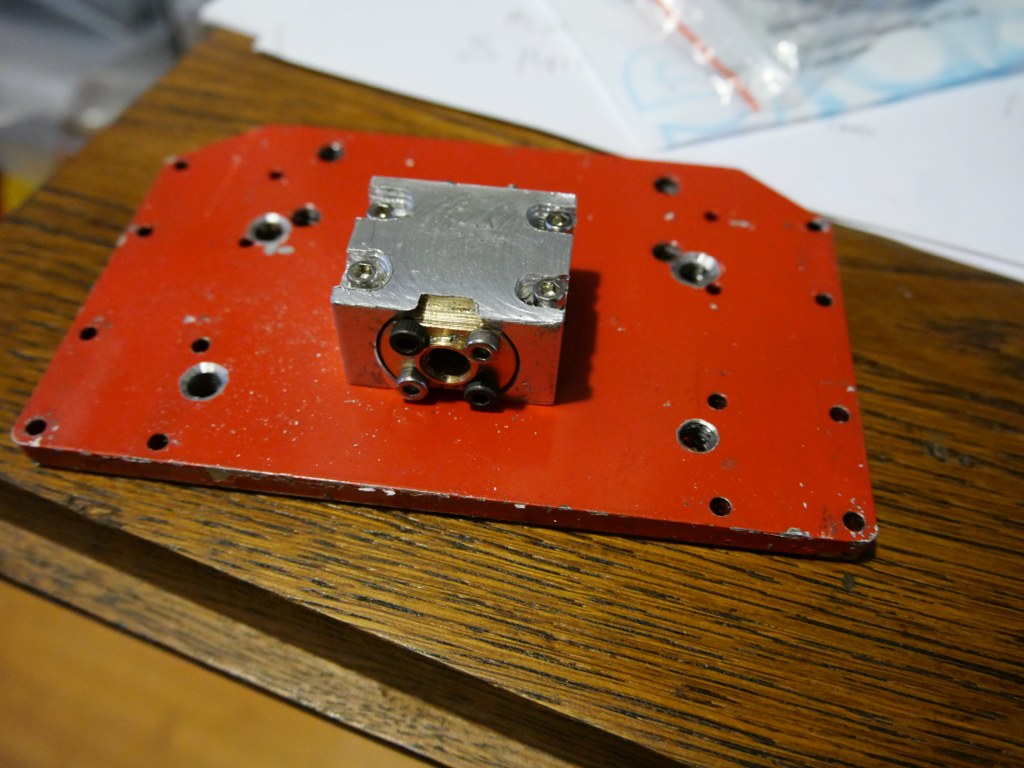
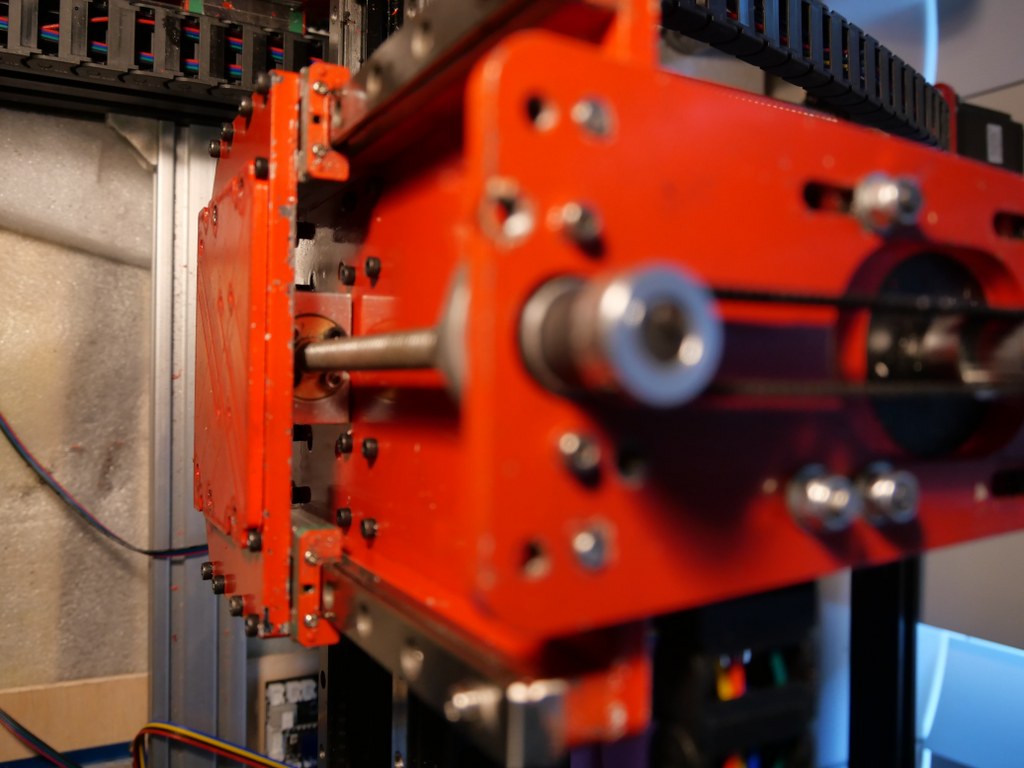
Originele bevestigingen en gebruik van de houder van de kogellagerschroefmoer, en van de originele BK12 en BF12 lagerhouders om te voorkomen dat de kogellagerschroef de verkeerde kant op beweegt.
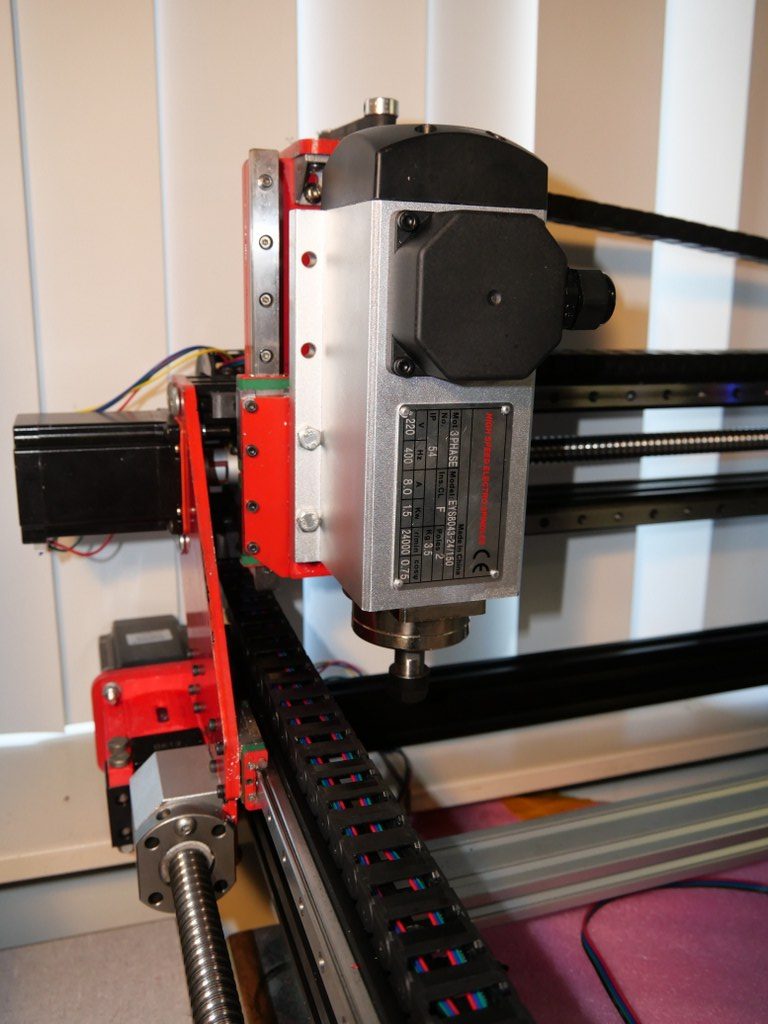
Gewijzigde Z-as opstelling met een betere moerhouder
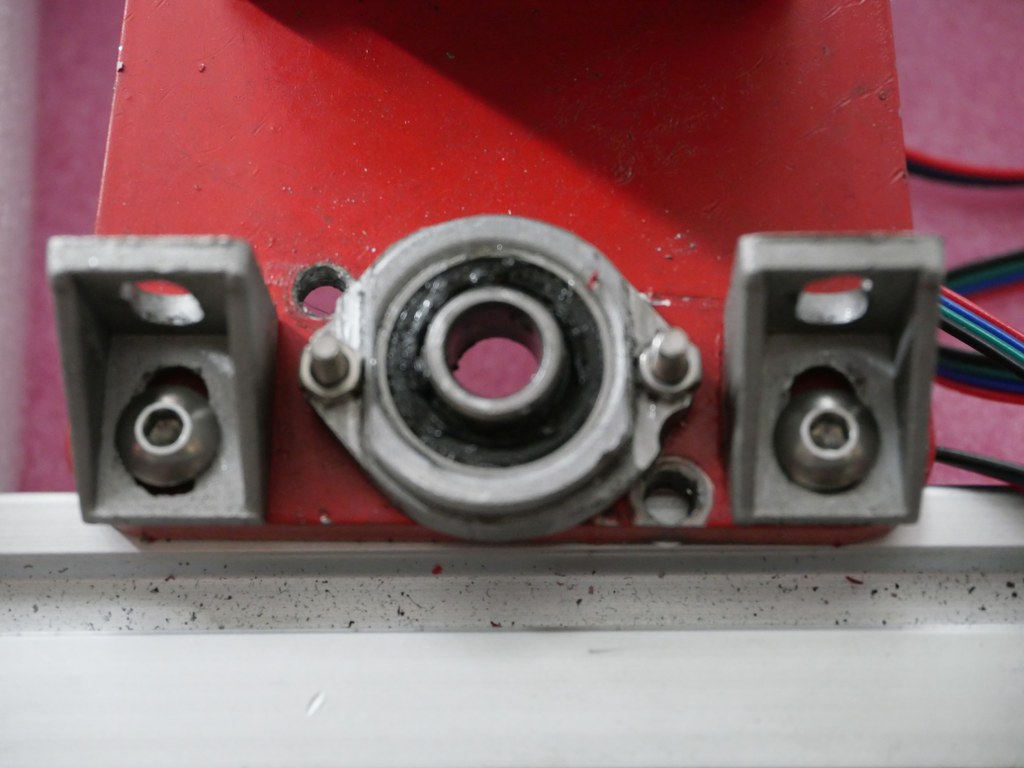
 En een verbeterd toplager voor de Z-aandrijvingsas
En een verbeterd toplager voor de Z-aandrijvingsas

 Gesloten lus NEMA23 stappenmotoren drivers MKS Servo57A V1.0 zal worden gemonteerd aan de achterkant van de steppers, nog te monteren, maar zal conflicteren met sensorloze homing
Gesloten lus NEMA23 stappenmotoren drivers MKS Servo57A V1.0 zal worden gemonteerd aan de achterkant van de steppers, nog te monteren, maar zal conflicteren met sensorloze homing

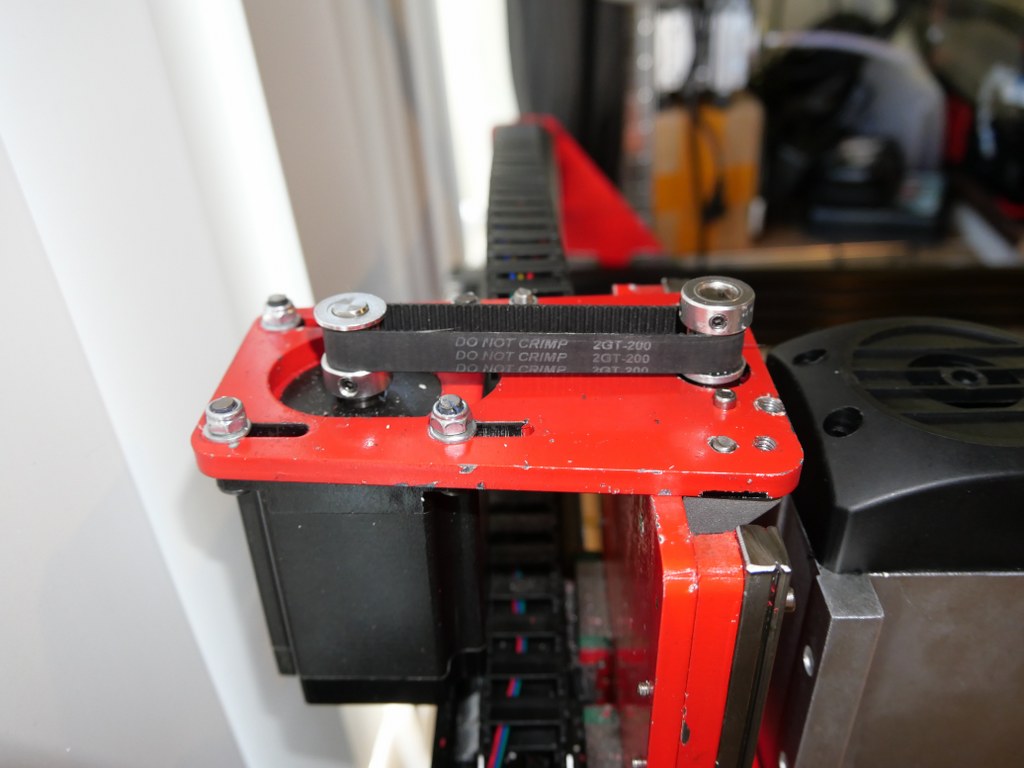
10 mm GT2 200 mm riem tussen de Z-motor en de Z-leadscrew met GT2 10 mm brede 16-tandwielen
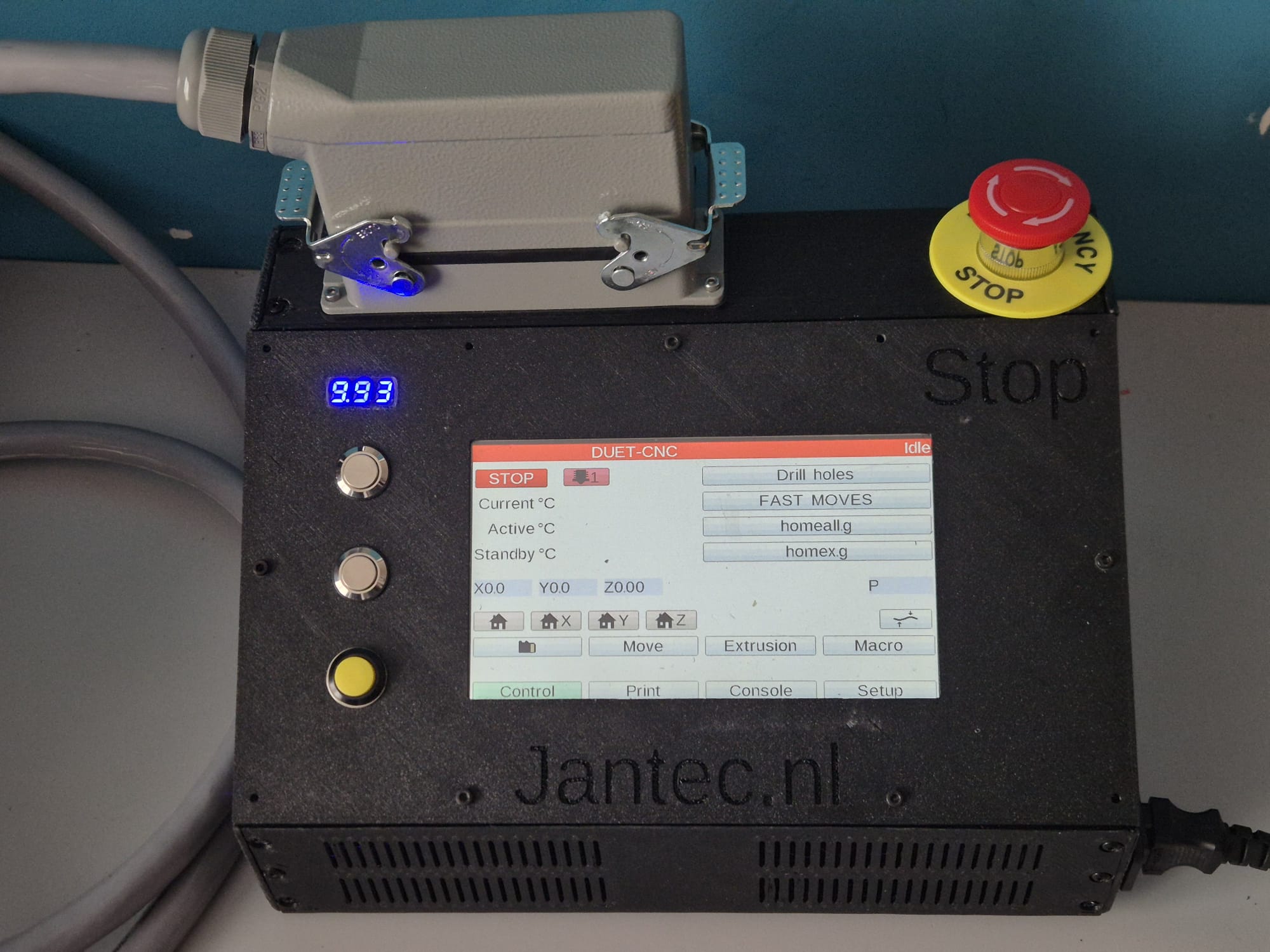
En een ‘CNC pendant’ manual control device.
Op de Duet support website is een project beschikbaar om zo’n apparaat om te bouwen naar een seriële interface, met een geprogrammeerde Arduino (pro) mircro of -nano ingebouwd het apparaat:
Stevige verbindingsplaat tussen de achterzijde van de bovenste en onderste lineaire rails van de X-as. Moet nog komen.
Piëzo-probes op alle start- en eindposities van de assen, in plaats daarvan heb ik eerst de FLY CDY V2 reprap board met TMC2209 en sensorless homing, en later met mechanische eindstops.
Koelvloeistof nevel installatie en vloeistof verzameling-, pomp, reservoir enzovoort is besteld. Moet nog geïnstalleerd worden, en de pompen leverden niet voldoende druk voor de koelvloeistofnevel, moet naar een andere oplossing zoeken.
Onafhankelijk aangedreven (en onafhankelijk afgestelde homing) Y-motoren om eventuele problemen tussen links en rechts te voorkomen. Dit werkt feilloos met de FLY_CDU_V2 reprap setup, maar het kostte me heel wat uurtjes finetunen om te werken met de 3,5 kilogram zware spindel motor…
2080 profielen rondom (ook voor en achter) met 4 extra brede hoekbeugels eronder. Ik koos ervoor om dit anders uit te voeren met 3 extra bodemverbindingen en hoekbeugels, omdat ik de voorkant van het frame laag moet zijn en plaats moet maken voor de vacuümslang van de spindel.

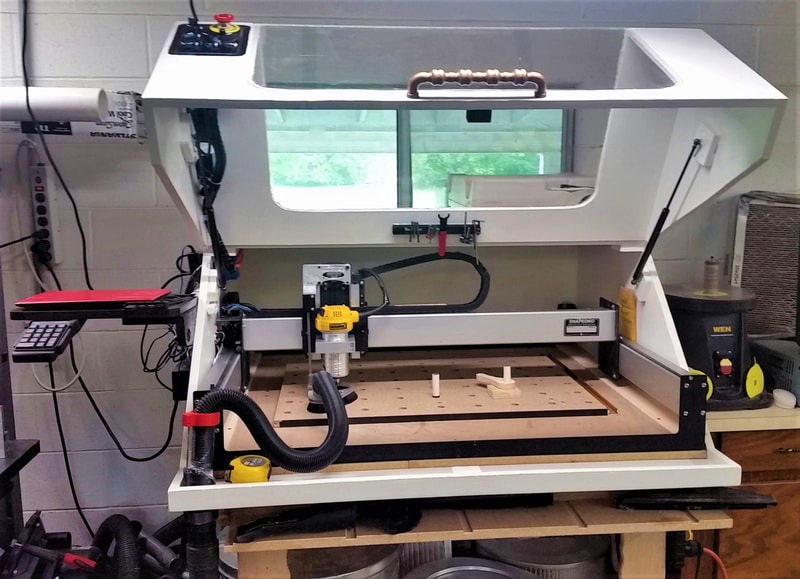
Slimme behuizing met Scheppach stofzuigeraansluiting zoals dit voorbeeld van https://www.shophacks.com/cncenclosure.html#/ DIT IS ECHT NODIG!

Beschermkappen voor alle geleidingsschroeven en lineaire rails (besteld in China)
Later indien mogelijk: Wielen aan de achterkant of aan 1 kant en een handvat aan de voorkant (of andere kant) om de machine gemakkelijker op te bergen en op te bergen, dit heb ik onder de flightcase gemonteerd!
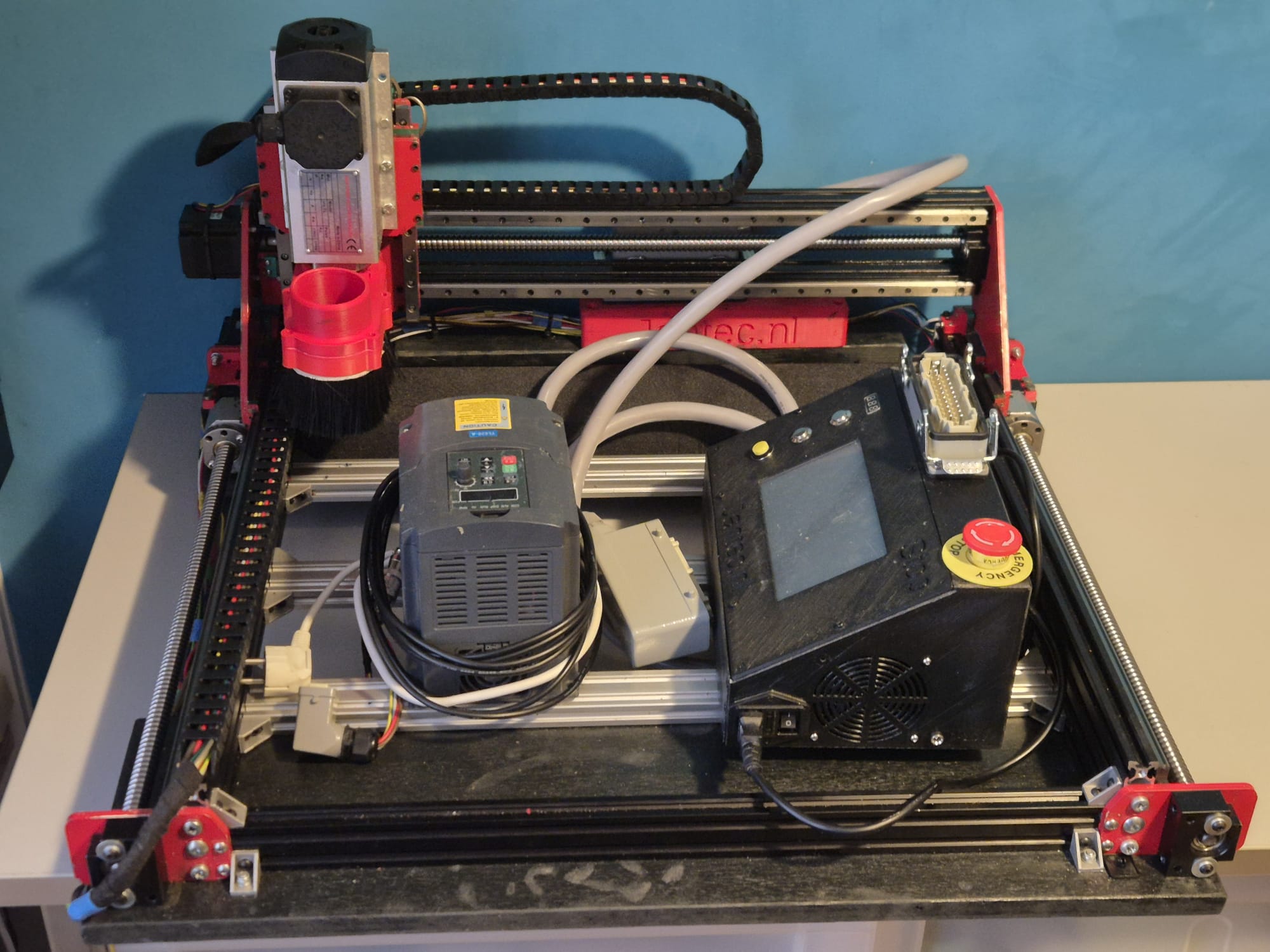
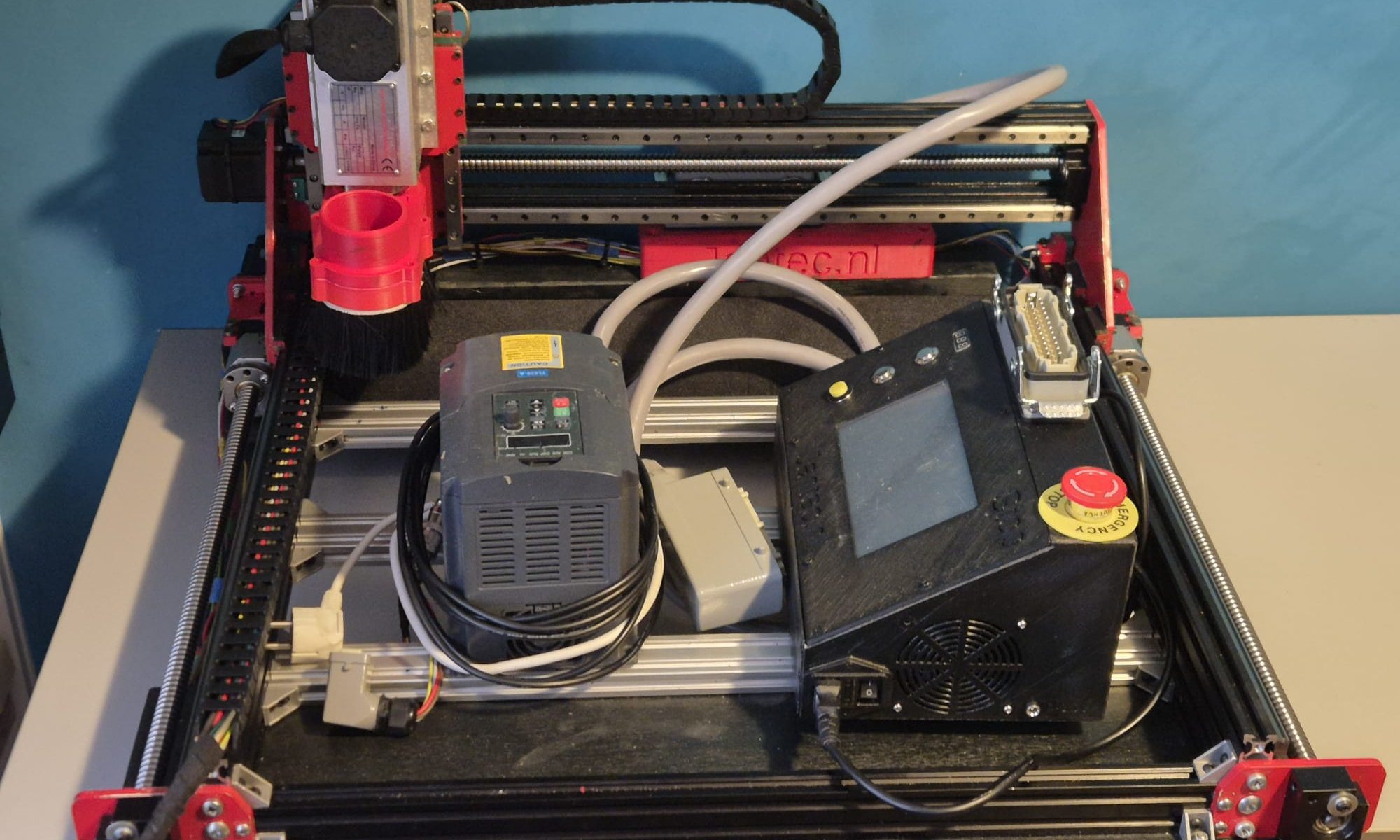
Gemakkelijk afneembare besturingseenheid (en) met stevige connectoren, is al gemaakt en in gebruik.
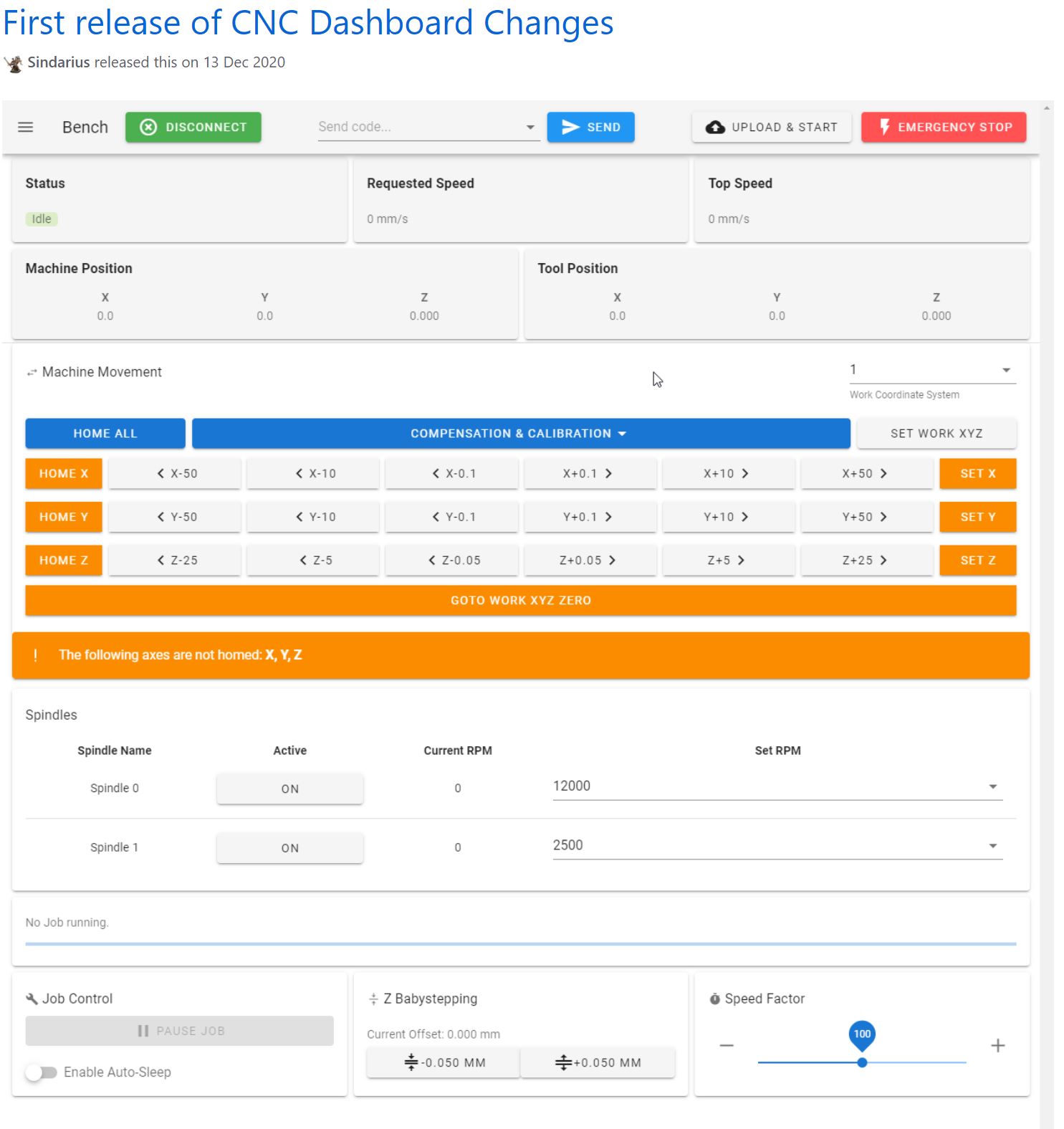
Ik ben begonnen met een FLY_CDY-V2 reprap board om te experimenteren met reprap CNC en de webinterface die voor deze setup is ontwikkeld. Dat werkt allemaal prima en is in de praktijk getest. De controle van de spindle controller loopt via een omvormer van PWM naar 0-10 Volt en werkt inmiddels ook prima via M42 S (0-1) besturing
 Dit is in eerste instantie gedaan met slimme dubbele homing van de dubbele Y assen, en geeft me veel meer controle over de machine. Het is ook al mogelijk om gewoon op GRBL gebaseerde Gcode naar de USB poort van de machine te sturen, en het reprap FLY board gewoon als gcode-interpreter te gebruiken om de machine te besturen. Maar voor nu gebruik ik de webinterface. UIteindelijk ben ik overgestapt naar het gebruik van eindstops op alle assen, vanwege de bump in omschakelen van stealthchop naar XX met de Mellow TMC2209 drivers. Dit is een vervelend bij-effect van sensorless homing.
Dit is in eerste instantie gedaan met slimme dubbele homing van de dubbele Y assen, en geeft me veel meer controle over de machine. Het is ook al mogelijk om gewoon op GRBL gebaseerde Gcode naar de USB poort van de machine te sturen, en het reprap FLY board gewoon als gcode-interpreter te gebruiken om de machine te besturen. Maar voor nu gebruik ik de webinterface. UIteindelijk ben ik overgestapt naar het gebruik van eindstops op alle assen, vanwege de bump in omschakelen van stealthchop naar XX met de Mellow TMC2209 drivers. Dit is een vervelend bij-effect van sensorless homing. 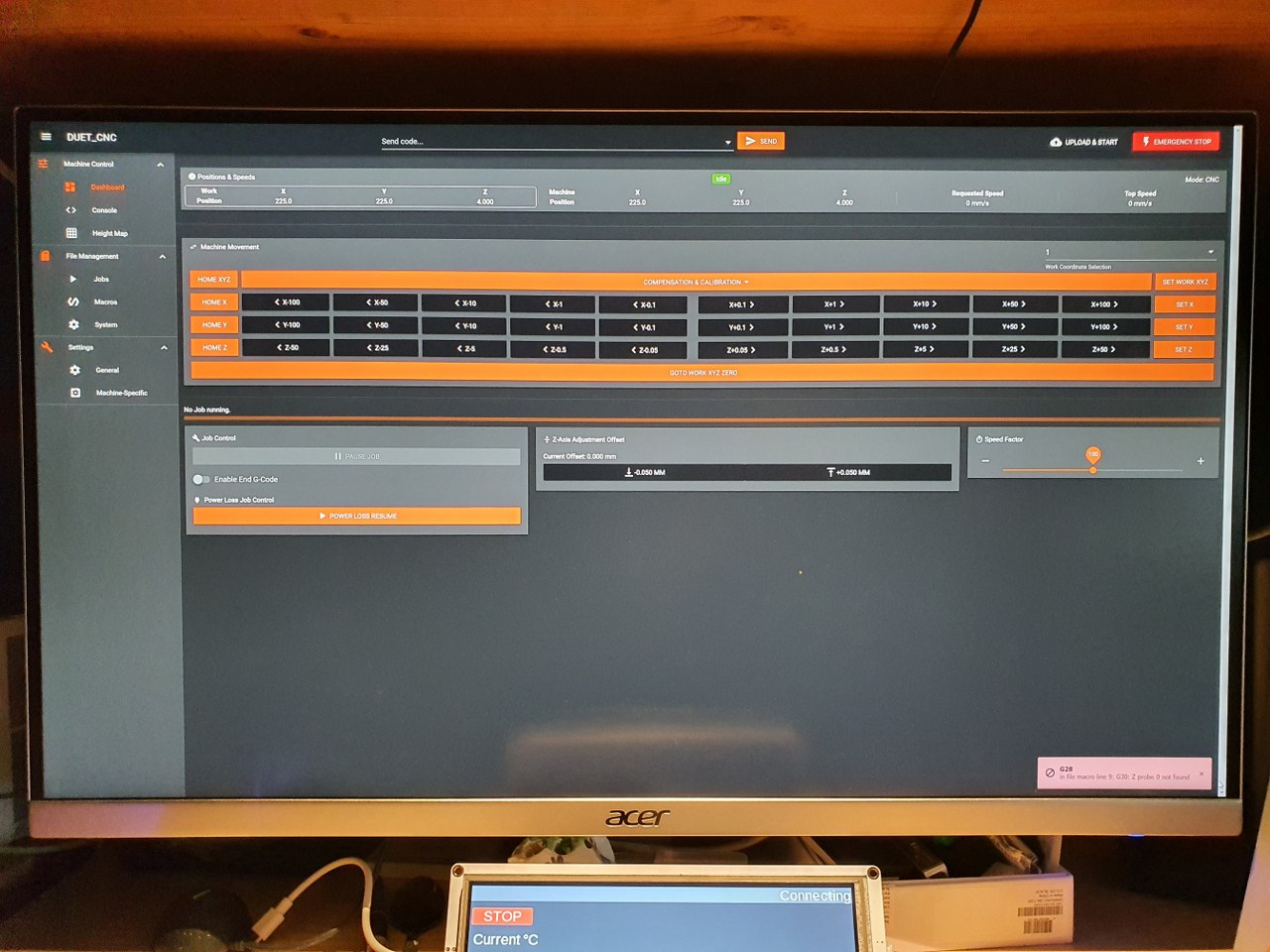
om elk gcode.nc CNC bestand te uploaden en uit te voeren, wat perfect werkt!
Foto van de CNC-aangepaste en reeds beschikbare webinterface voor reprap, speciaal op maat gemaakt voor CNC (door Sindarius, werk aan de gang):