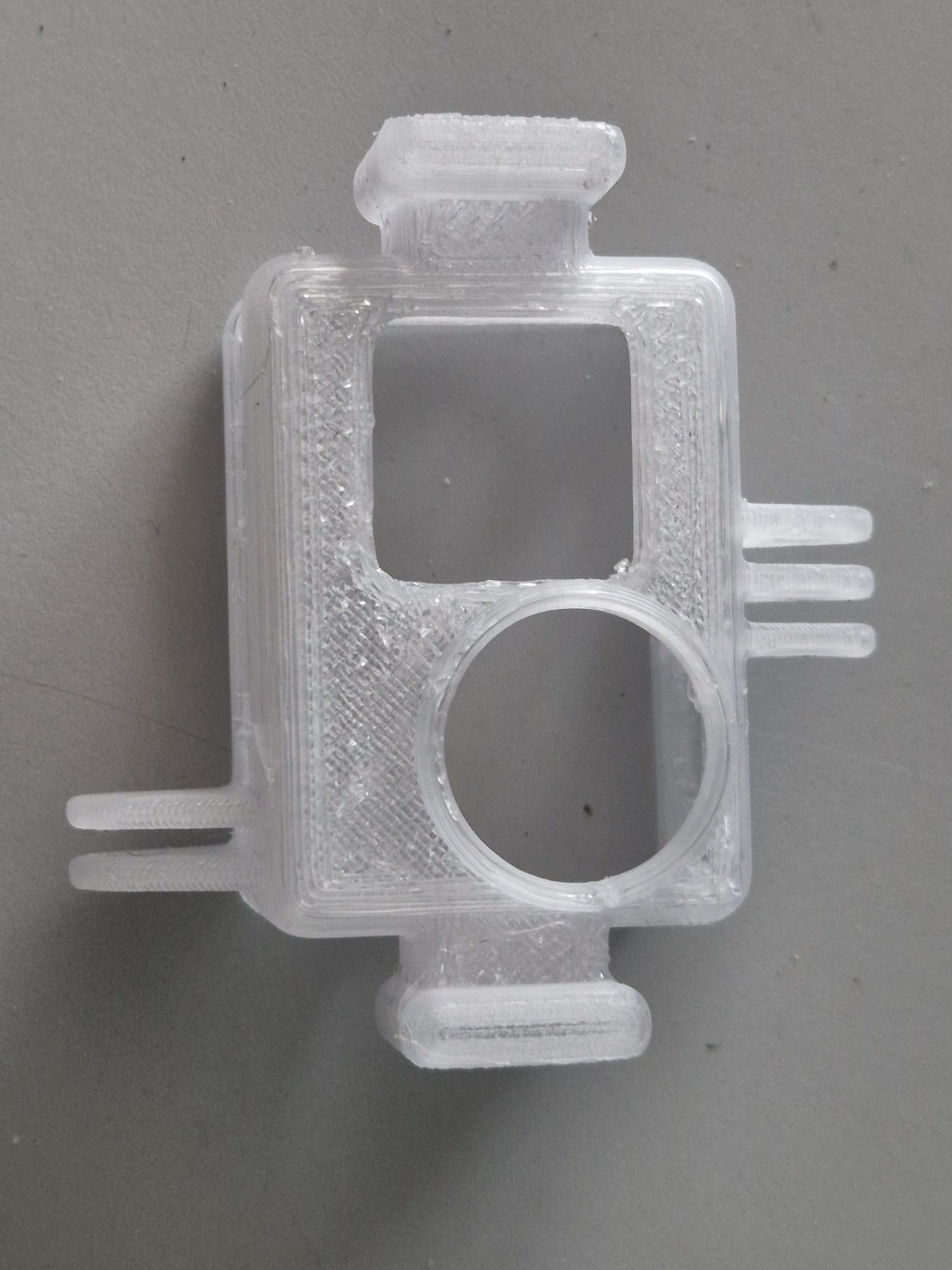
Printed on Voron 600 @ 0.3 mm LH and 0,8mm nozzle, transparant PETG. Hispeed in 1 hour at 100% infill, front down, brim 0.2 mm thick, 10mm wide. Supports everywhere in matrix mode @ 10mm wide, big gap 0.5mm top of Z and 1.2 mm on X/Y spacing. Temp 235 deg nozzle, 85 deg bed. 100% fan except for 1st 3 layers.
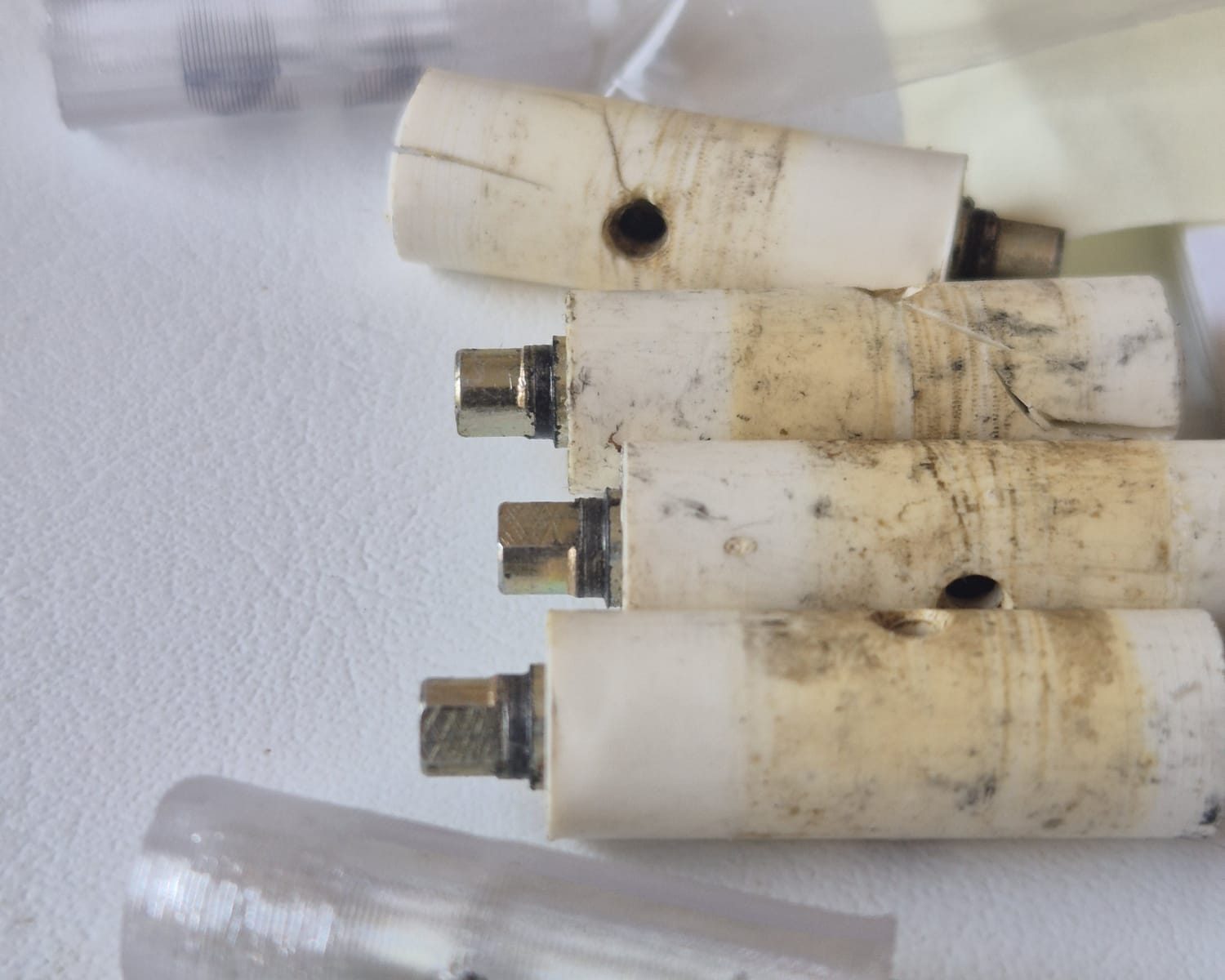
Een van mijn zeer oude zelfgemaakte elektro-akoestische gitaren had kapotte stemmechanieken. Ik wilde geen nieuwe bestellen, omdat de mechanica nog in orde was, alleen de plastic hulzen om de tunerassen waren kapot.
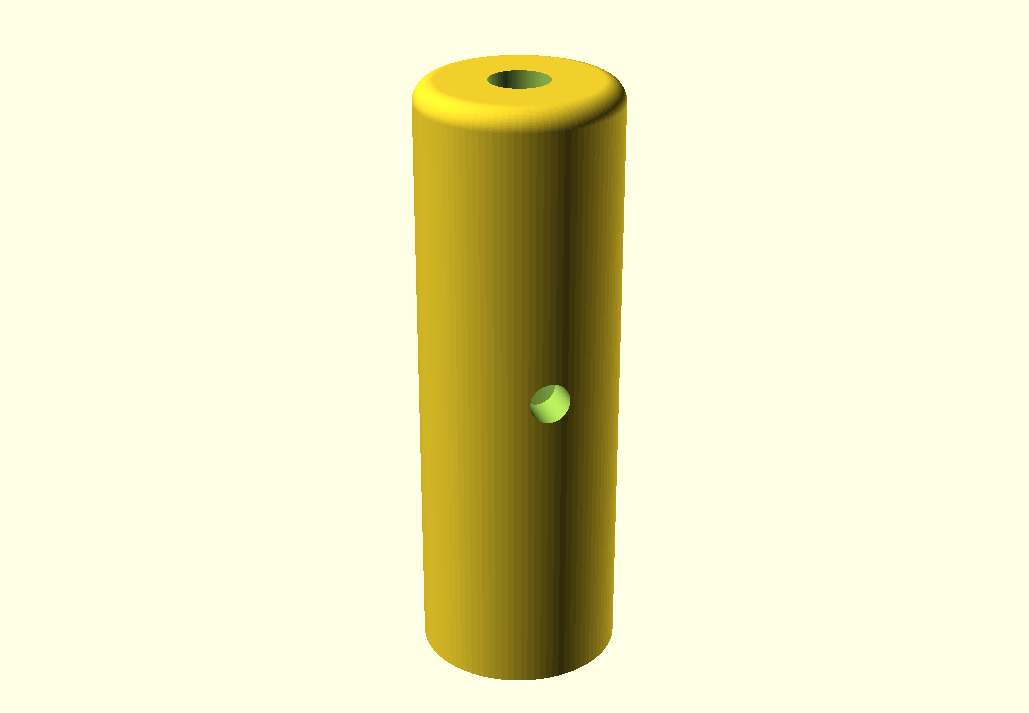
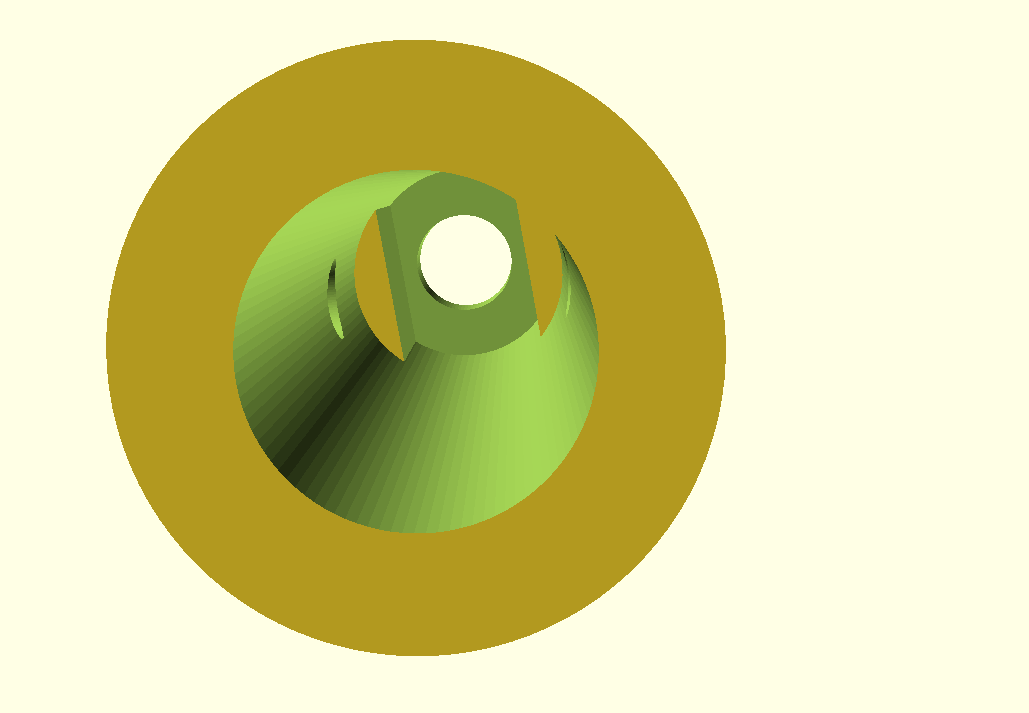
In Openscad ontwierp ik 3D-geprinte hulzen die om de metalen stemmechanieken passen.
Ik heb 6 hulzen in transparant PETG geprint op de Voron 600 (0,8 mm spuitmond, 0,3 mm LH, 235 graden spuitmond//85 graden bed).
Geen steunen, hoewel ik wel een stevige rand rond de as heb gebruikt. Ik heb de hulzen één voor één geprint, elk in 7 minuten.
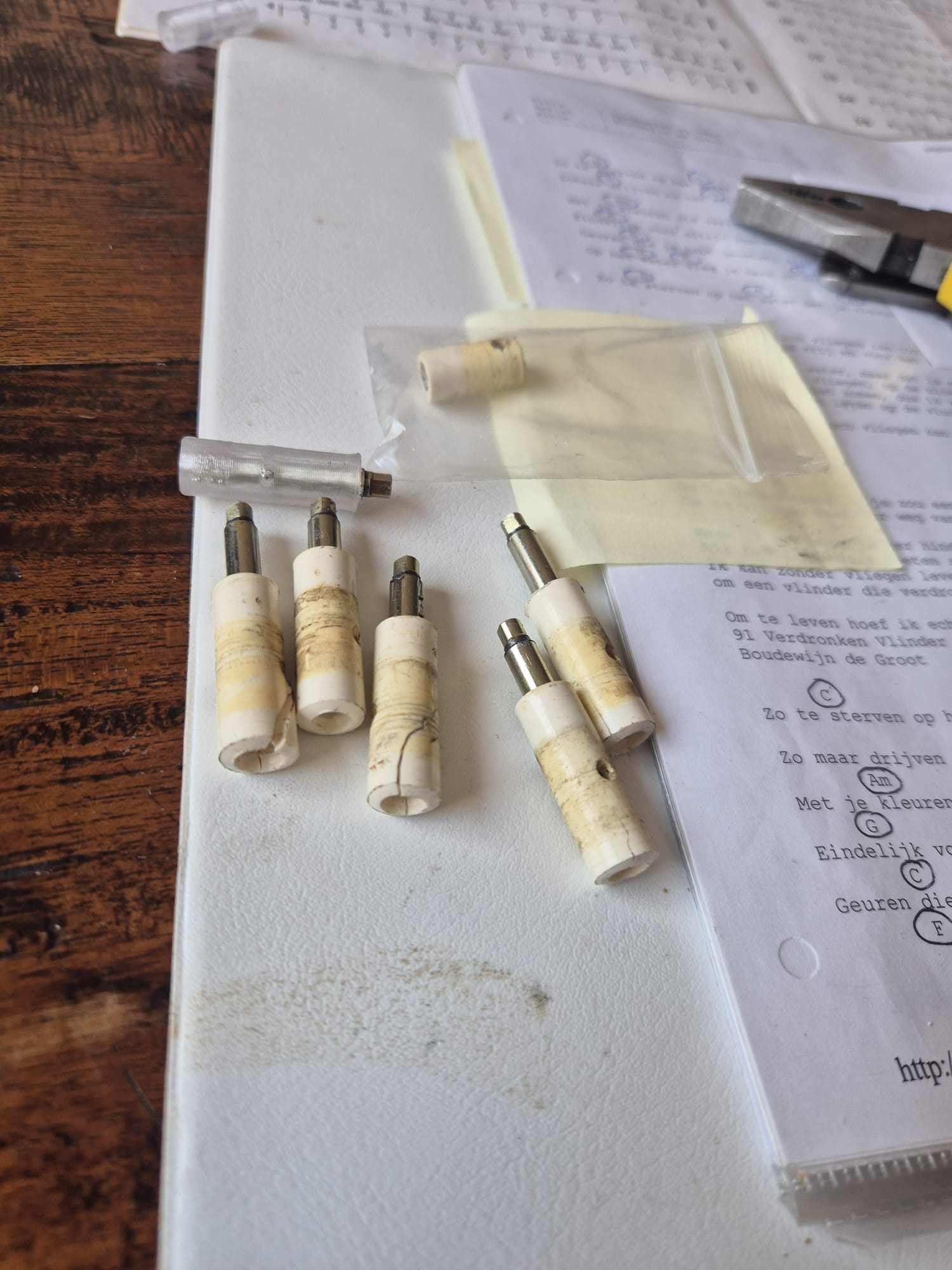
De oude assen zijn uit de metalen assen getikt. Ik heb mijn bankschroef gebruikt en de bek van de bankschroef net genoeg geopend om de assen uit de hulzen te tikken.
Het monteren van de hulzen rond de assen is vrij eenvoudig, omdat het gat in de assen en hulzen op elkaar kan worden uitgelijnd dankzij de transparantie van het PETG-materiaal.
De assen passen gemakkelijk in de hulzen, hoewel ik de bankschroef heb gebruikt om de as de laatste 1-2 cm erin te duwen, vanwege de strakke pasvorm van de as in de uitsparing van de binnenkant van de huls, waardoor de huls de cirkelvormige beweging van de assen volgt bij het stemmen van de snaren.
Bij het installeren van de stemmechanieken heb ik wat vaseline aangebracht rond de plastic hulzen waar ze in contact komen met de gaten in het hout van de losse kop, zodat de hulzen niet vast komen te zitten.
Het proces van het demonteren en monteren van de hulzen en de stemmechanieken spreekt voor zich. Bekijk de onderstaande foto’s!
Ik heb trouwens 2 versies van de hulzen gemaakt.
De versie die ik op mijn snelle Voron600 heb gebruikt, is aan de binnenkant iets breder (asdiameter +0,4 mm).
Dit is nodig omdat kleine gaatjes op mijn Voron600 met het 0,8 mm-mondstuk altijd kleiner worden geprint dan ontworpen.
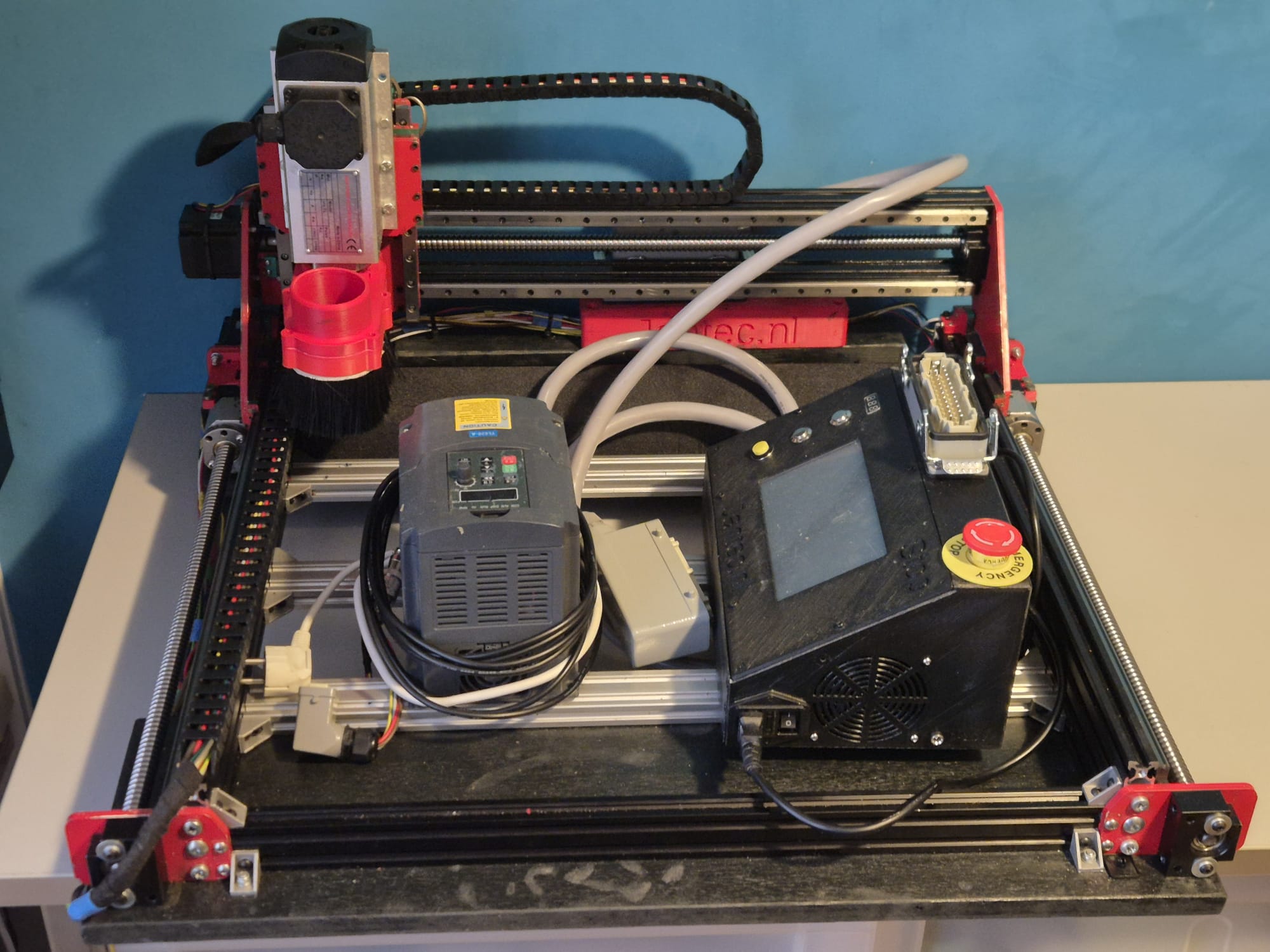
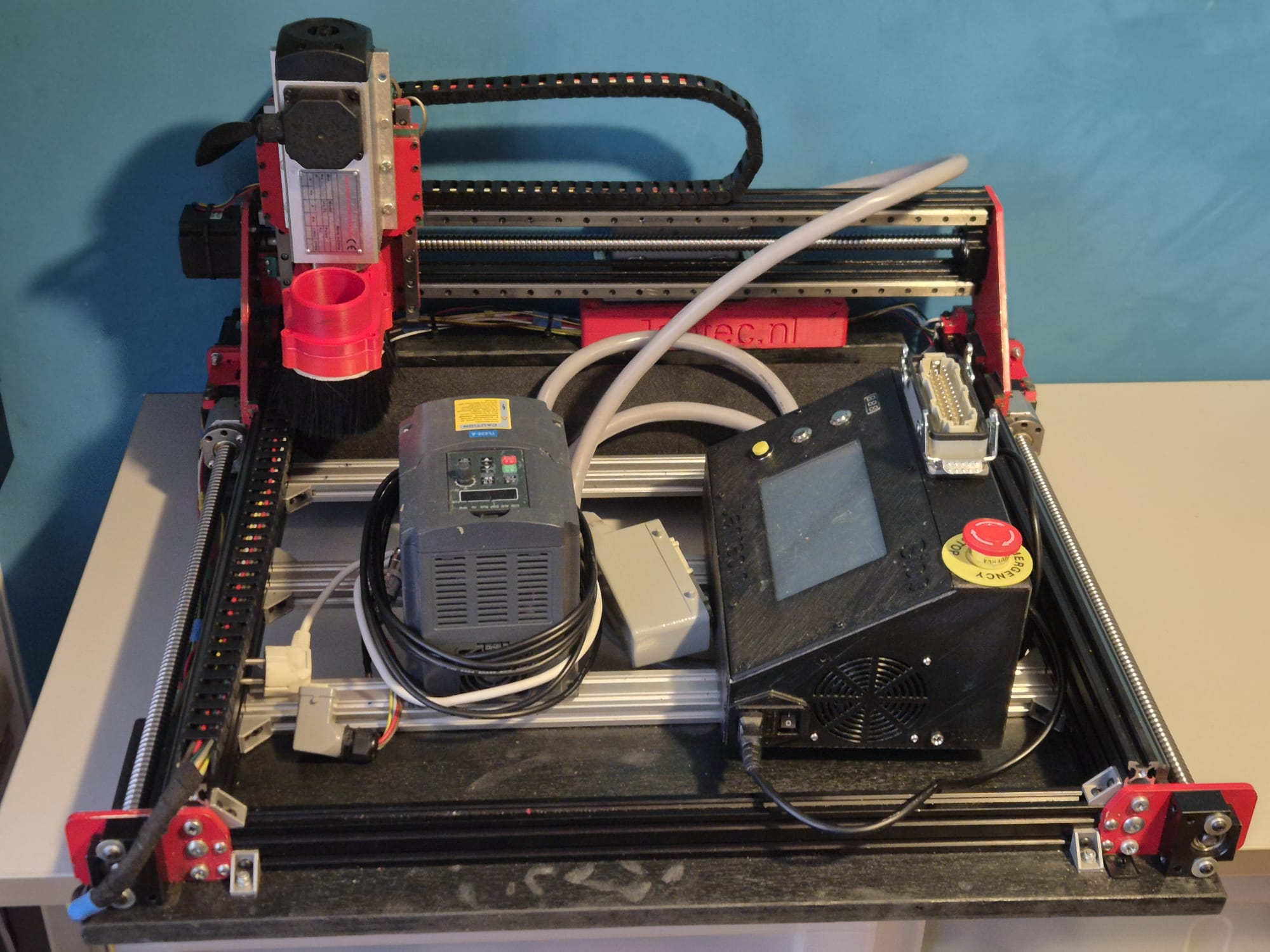
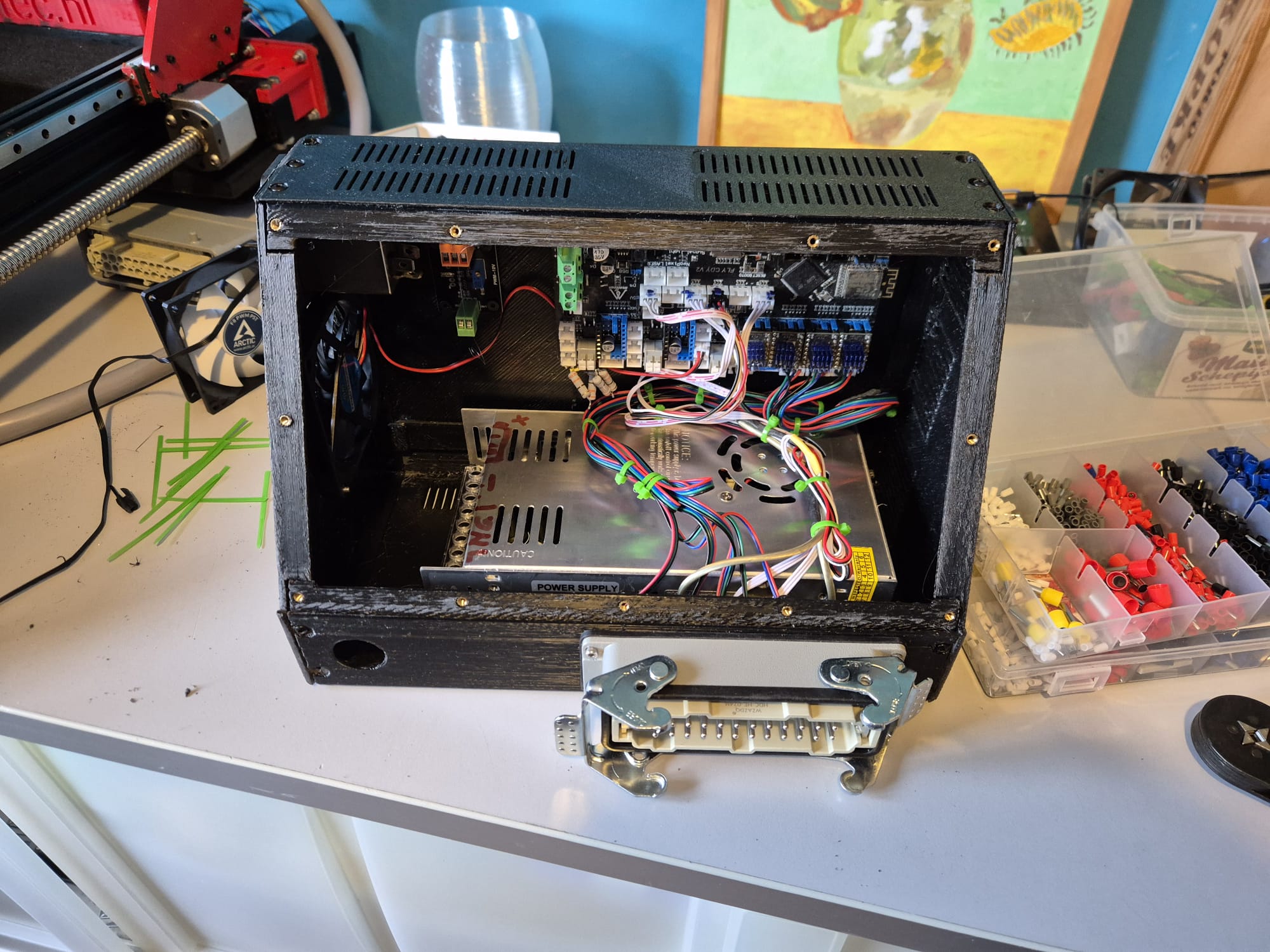
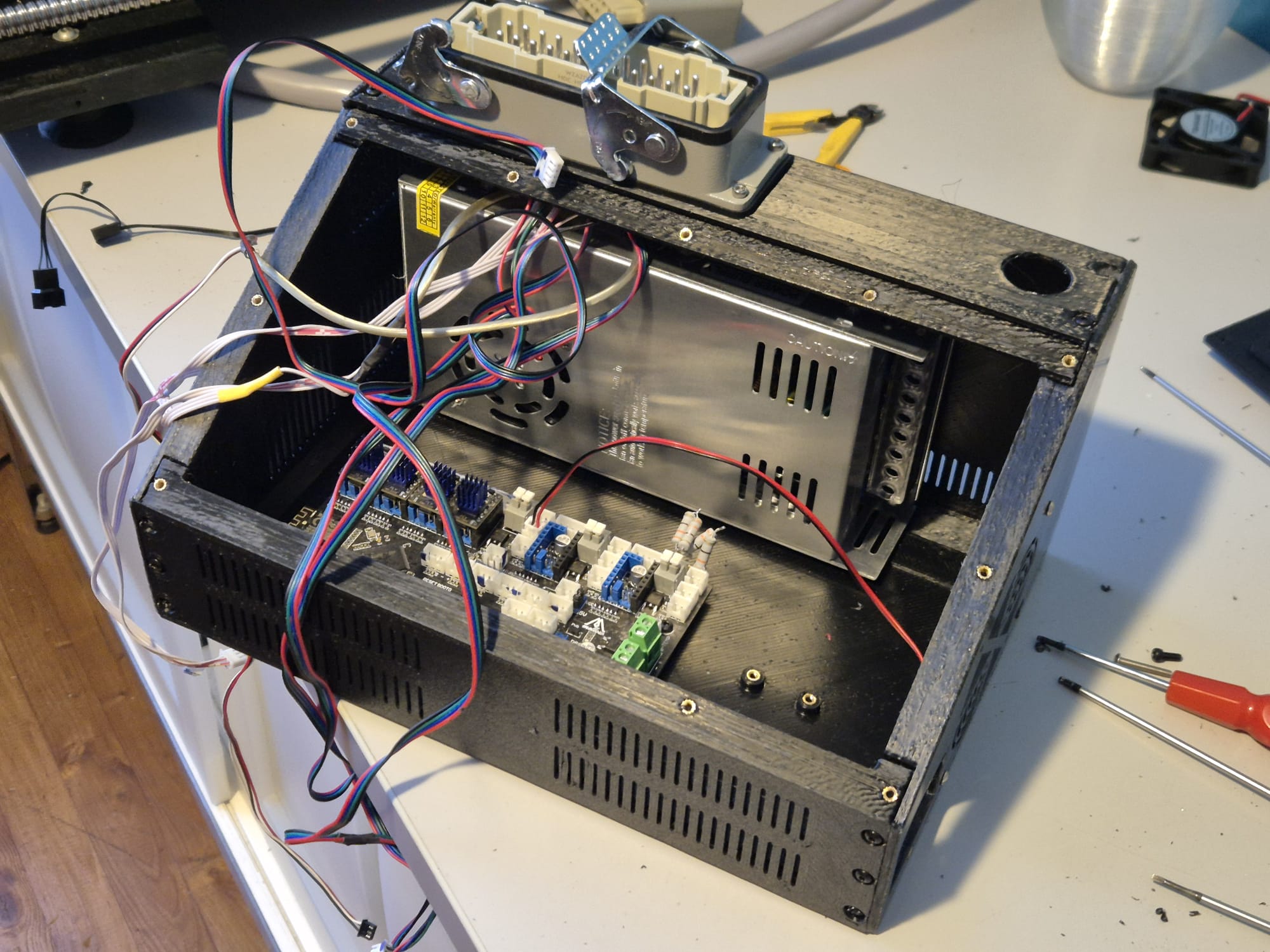
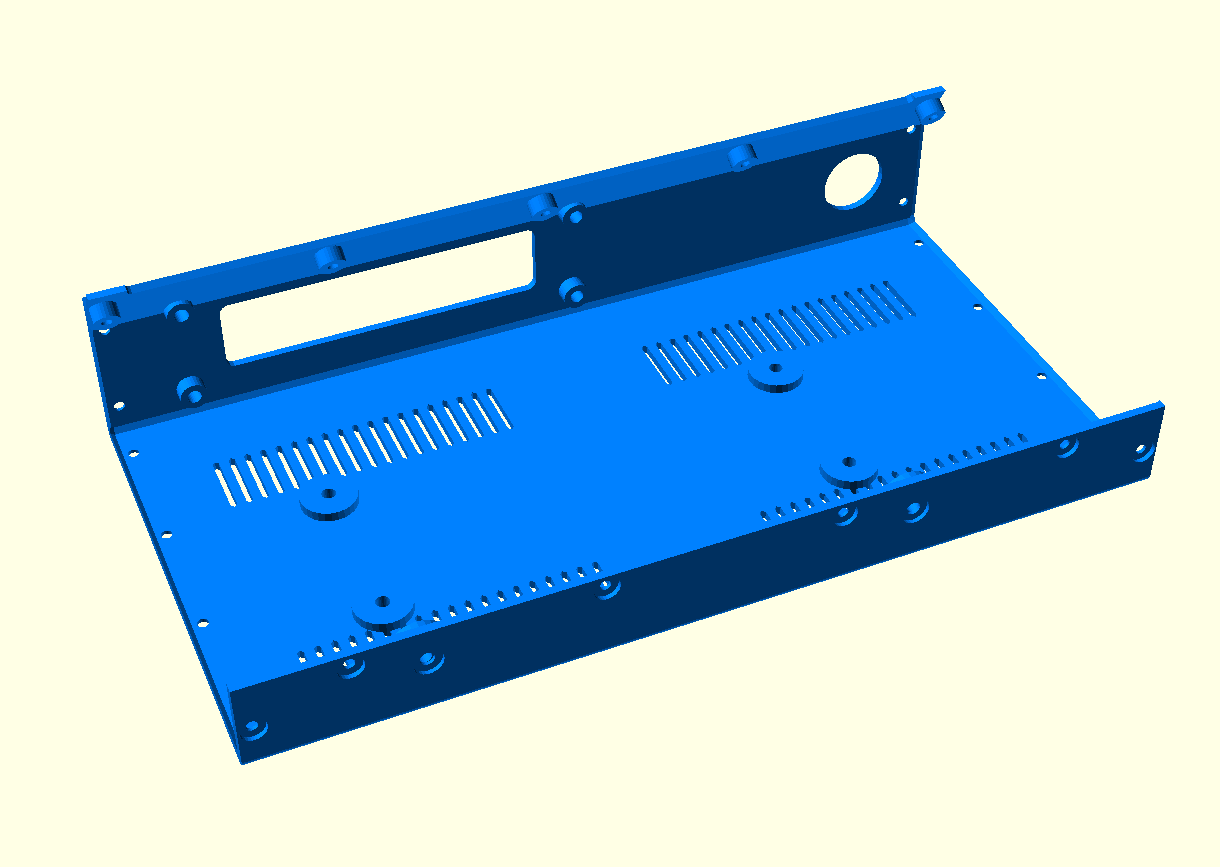
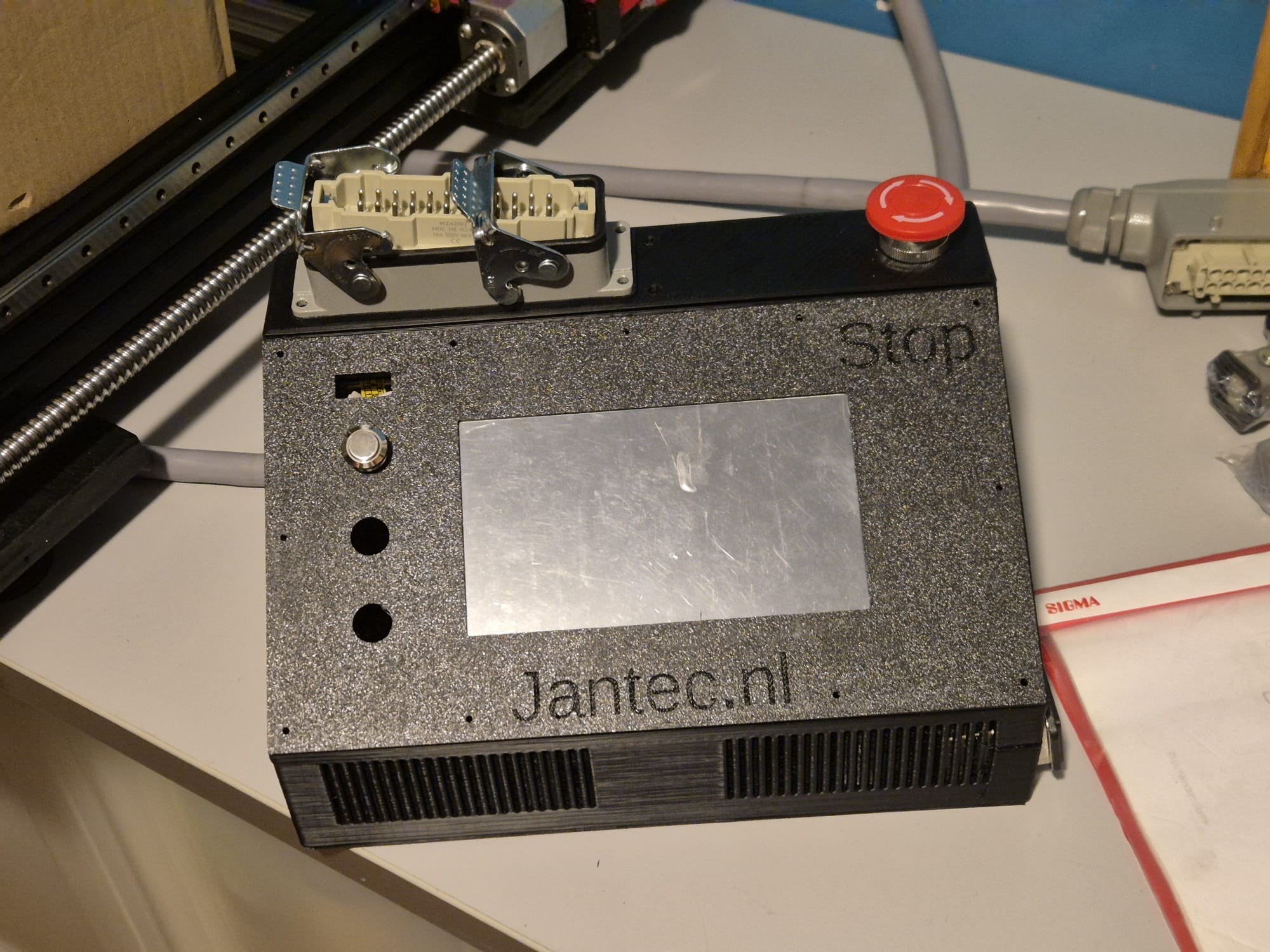
DE Indymill CNC machine met erop de frequentieregelaar links en de CNC controller rechts
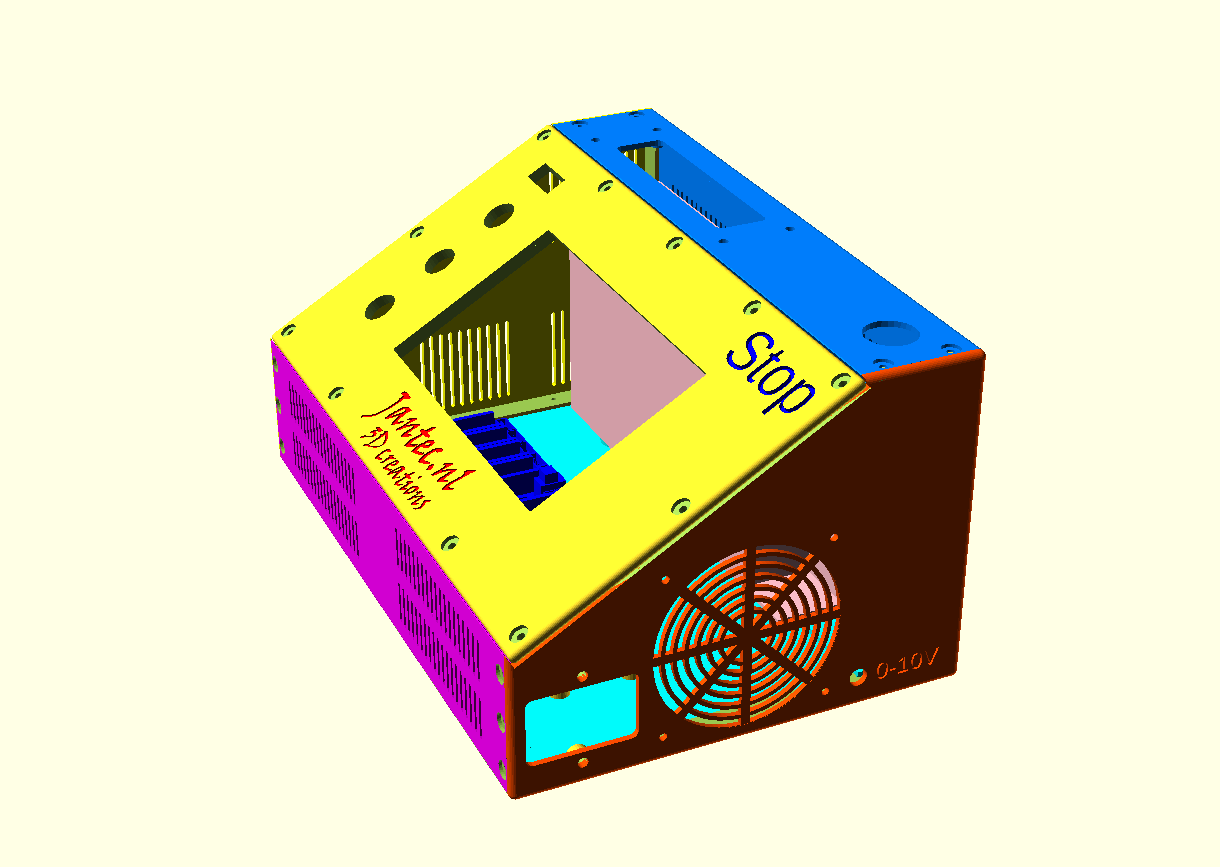
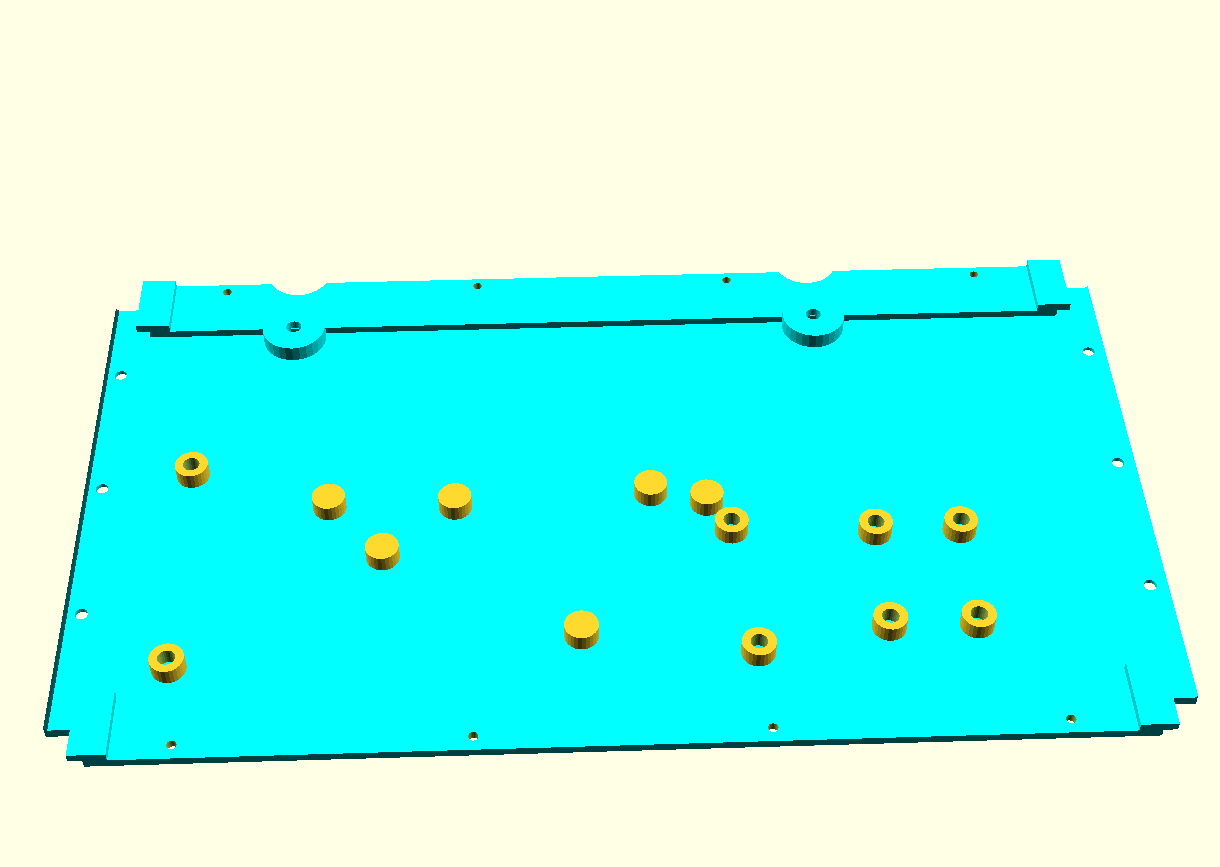
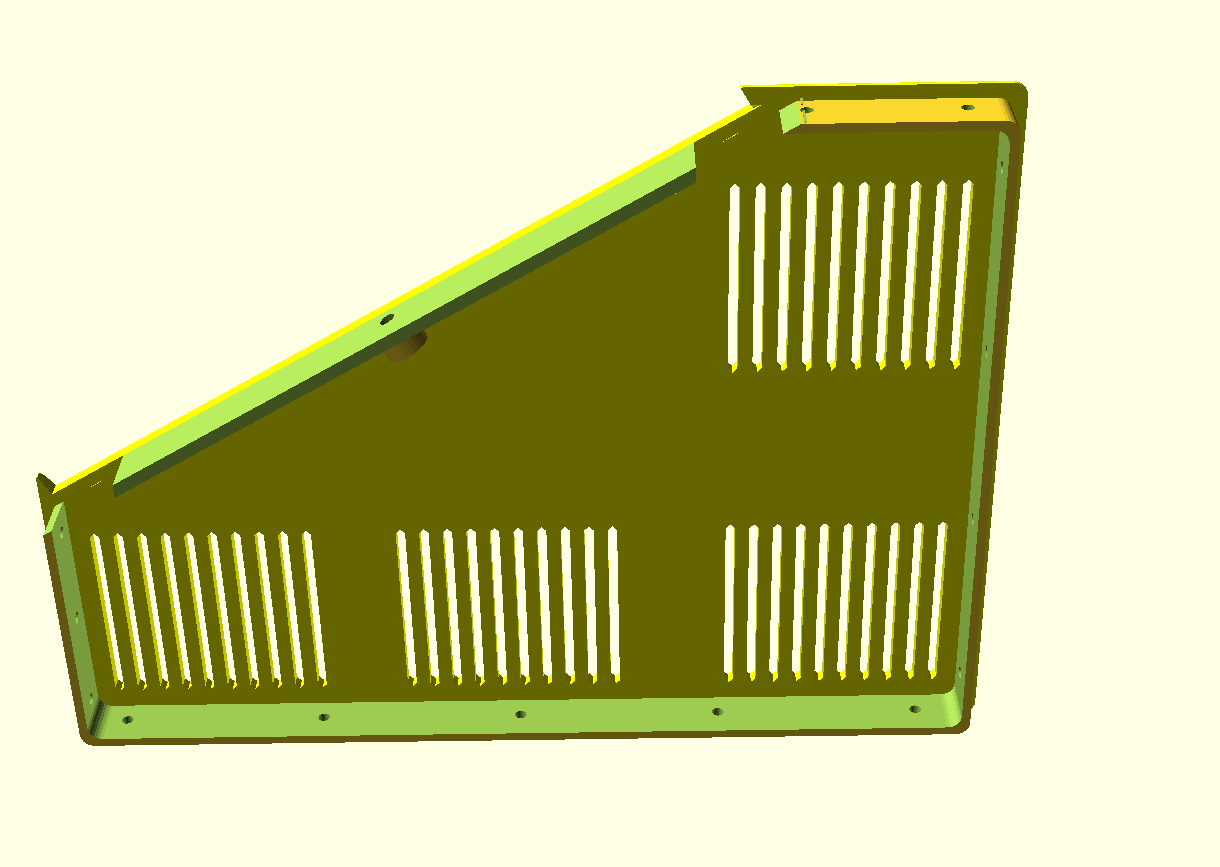
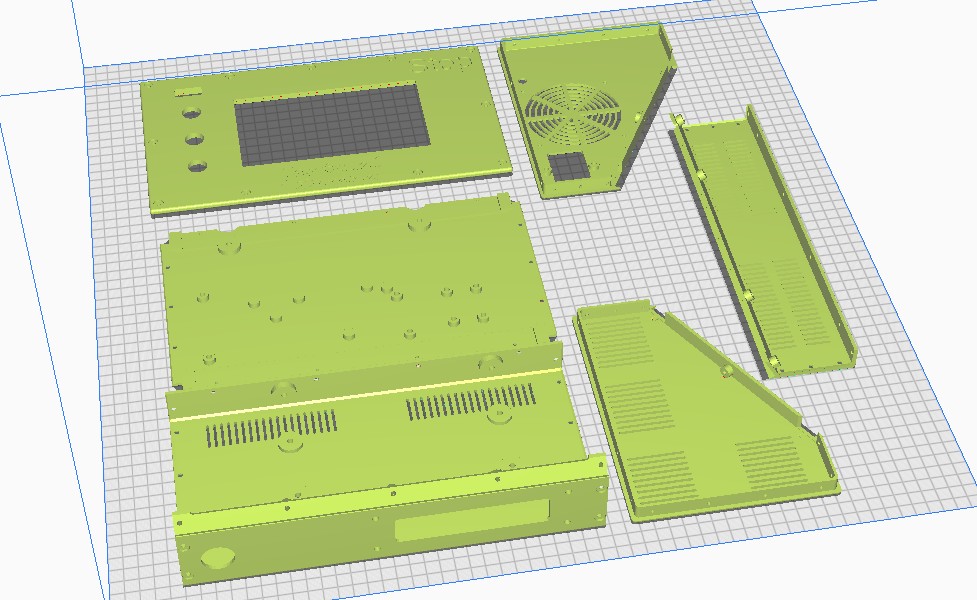
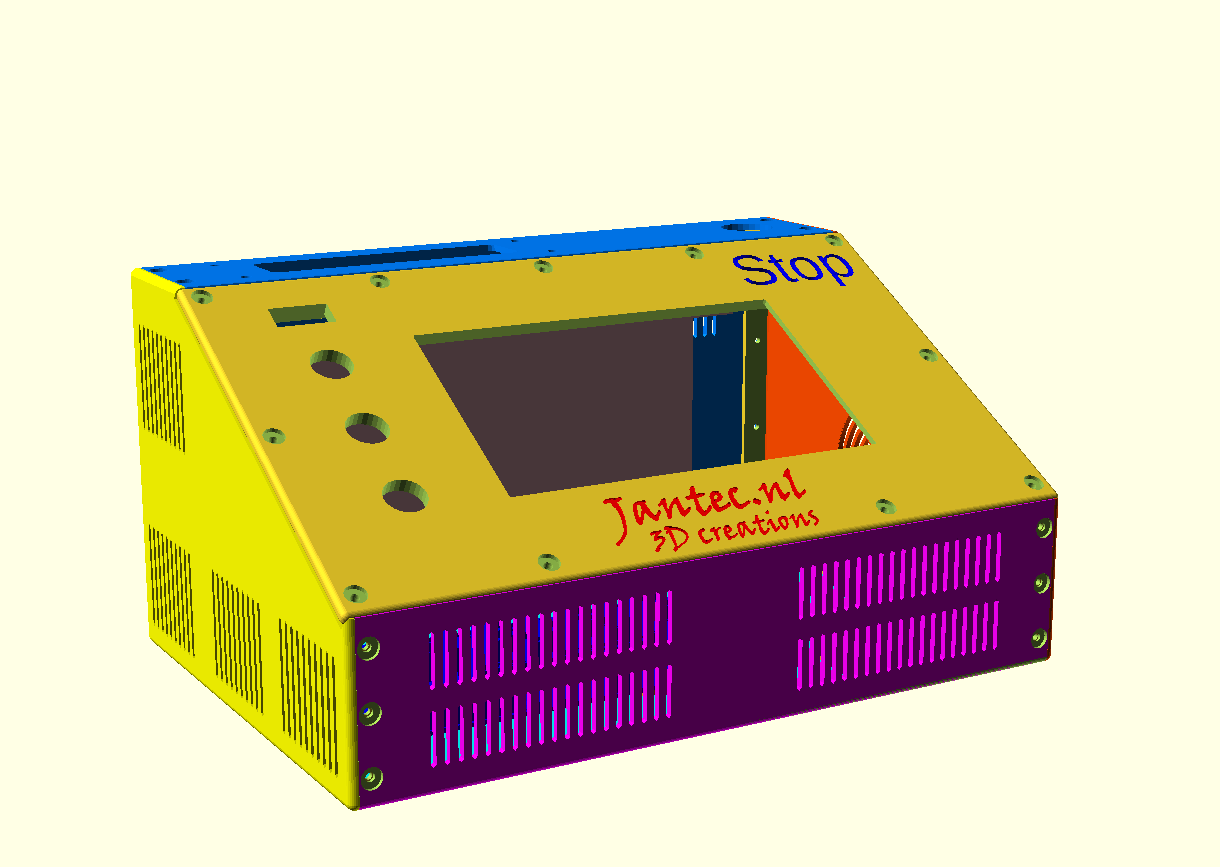
Download het ontwerp van de CNC controller box via de zip-download link bovenaan deze post. Het duurt ongeveer een dag of meer om de 6 delen te printen.
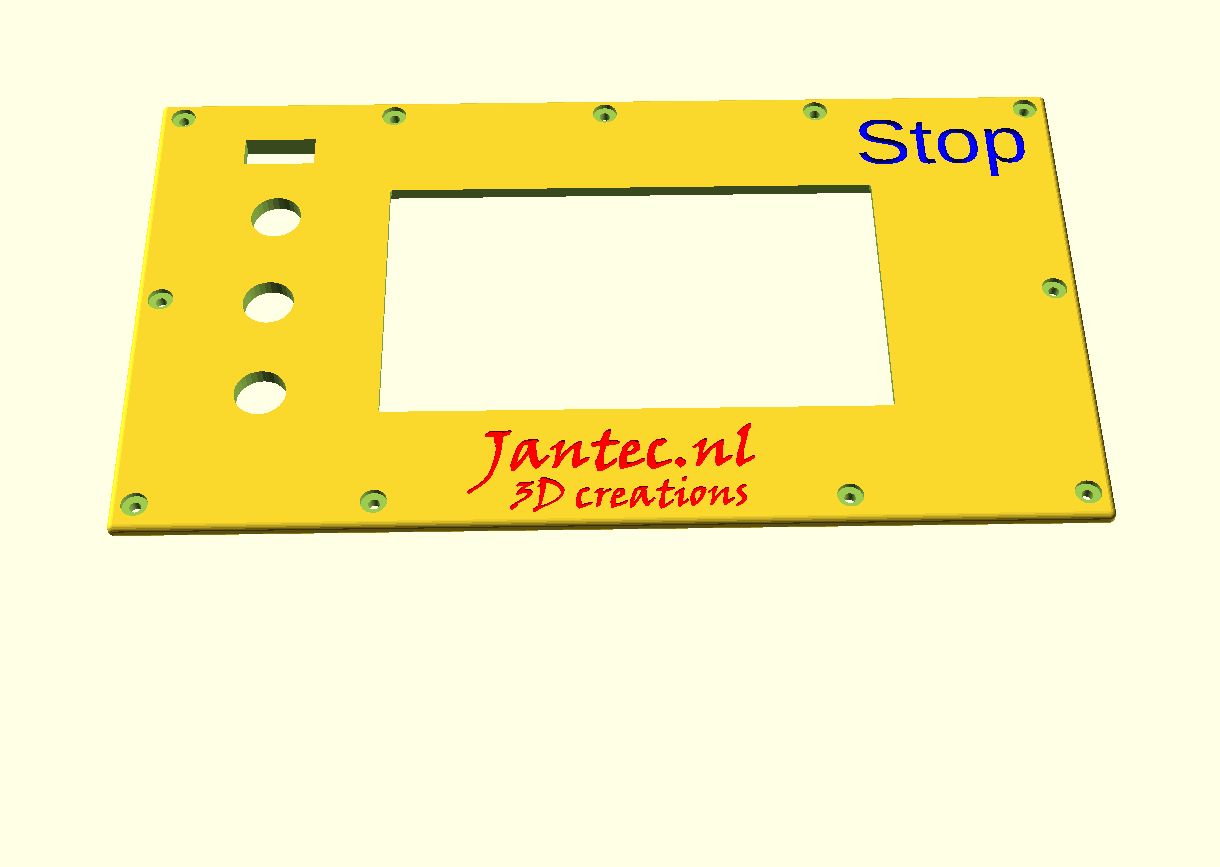
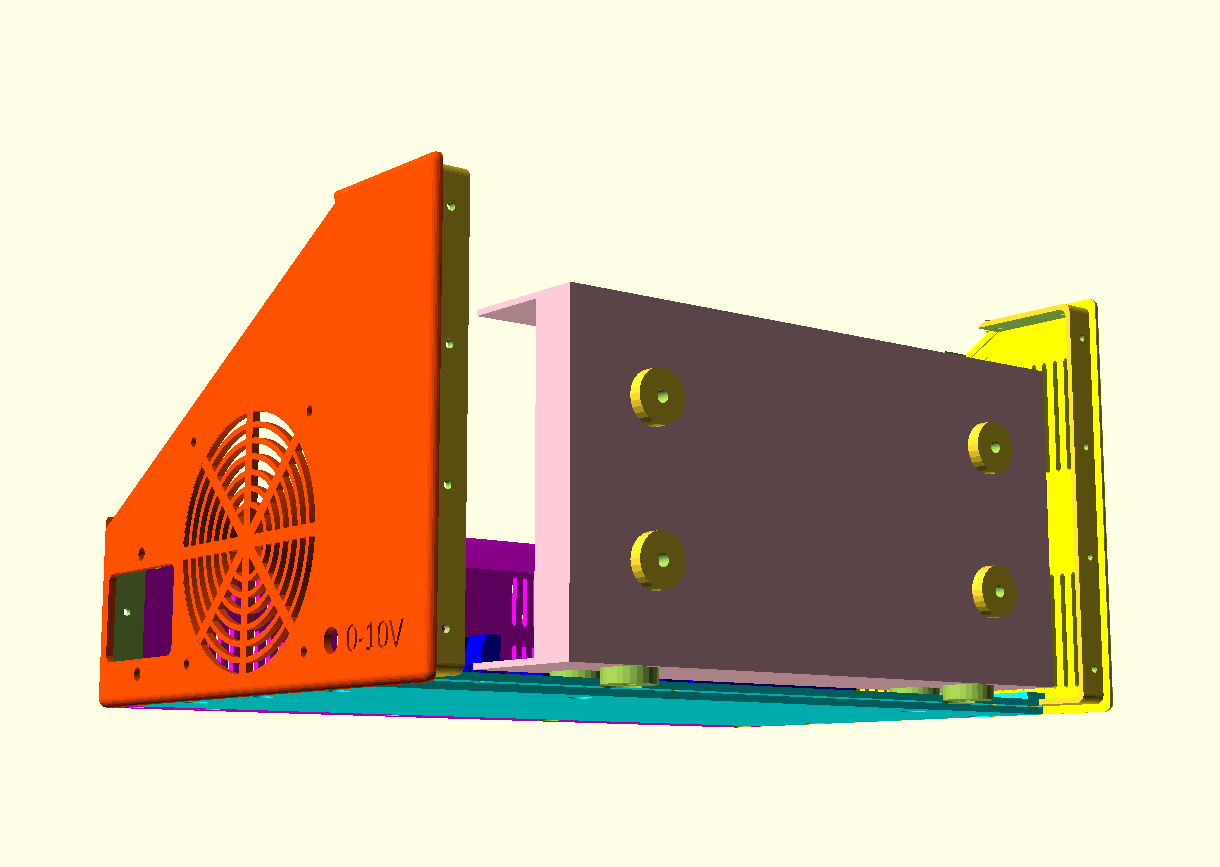
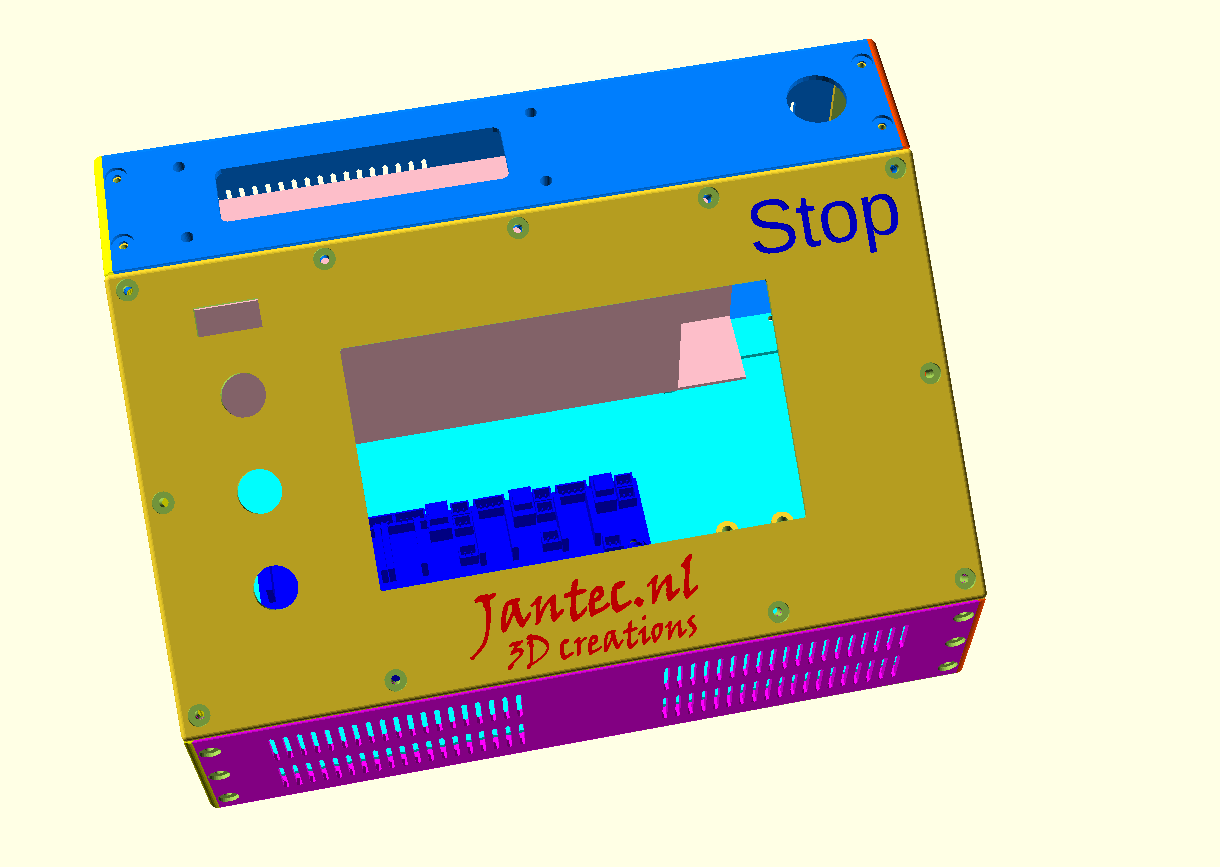
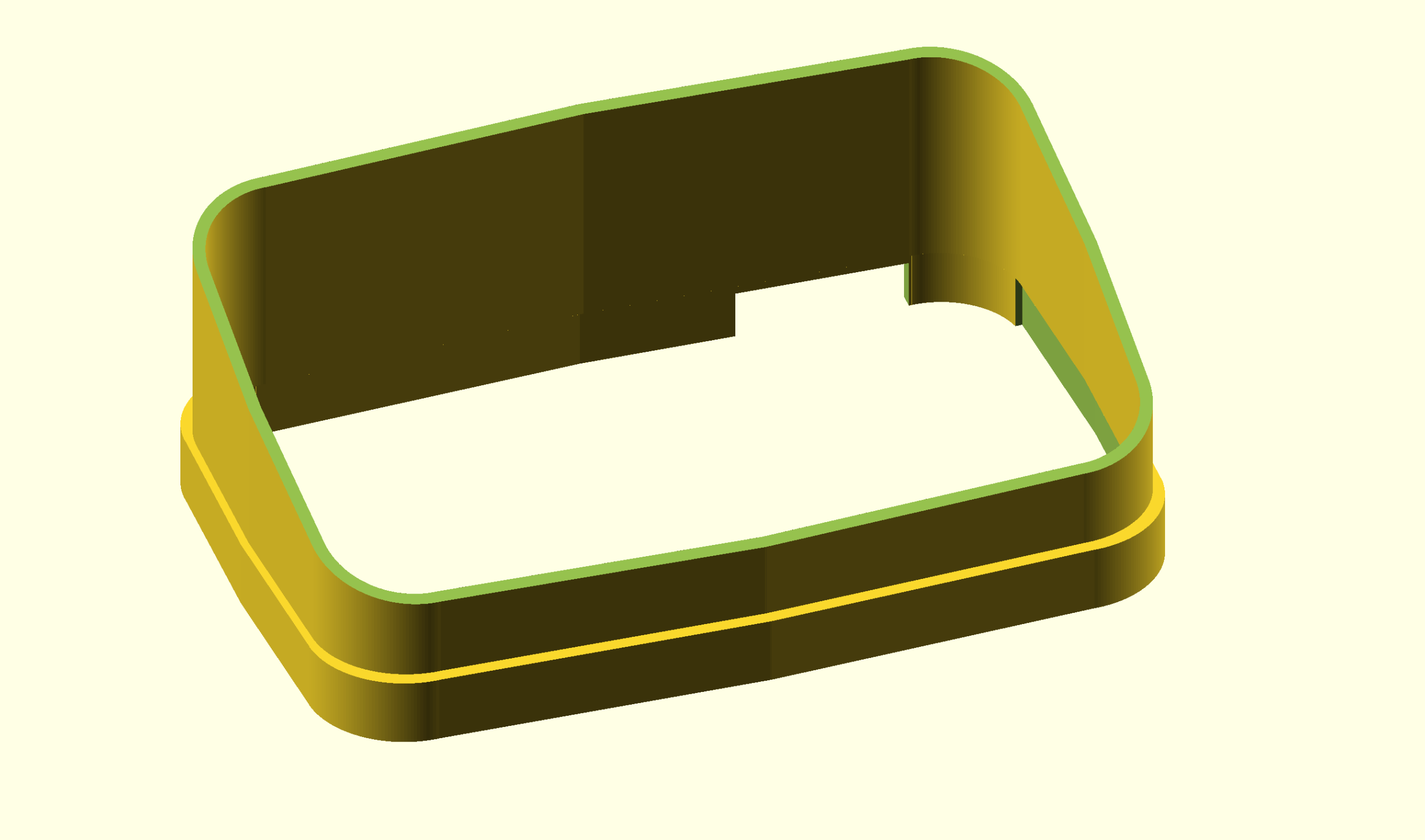
Het gekantelde LCD-bovenpaneel bevat een FysetC Duepanel 7 inch LCD-module welke kan worden aangesloten op de FlyCDY2 of 3 (en natuurlijk ook op een standaard Duet 2- of 3 board ).
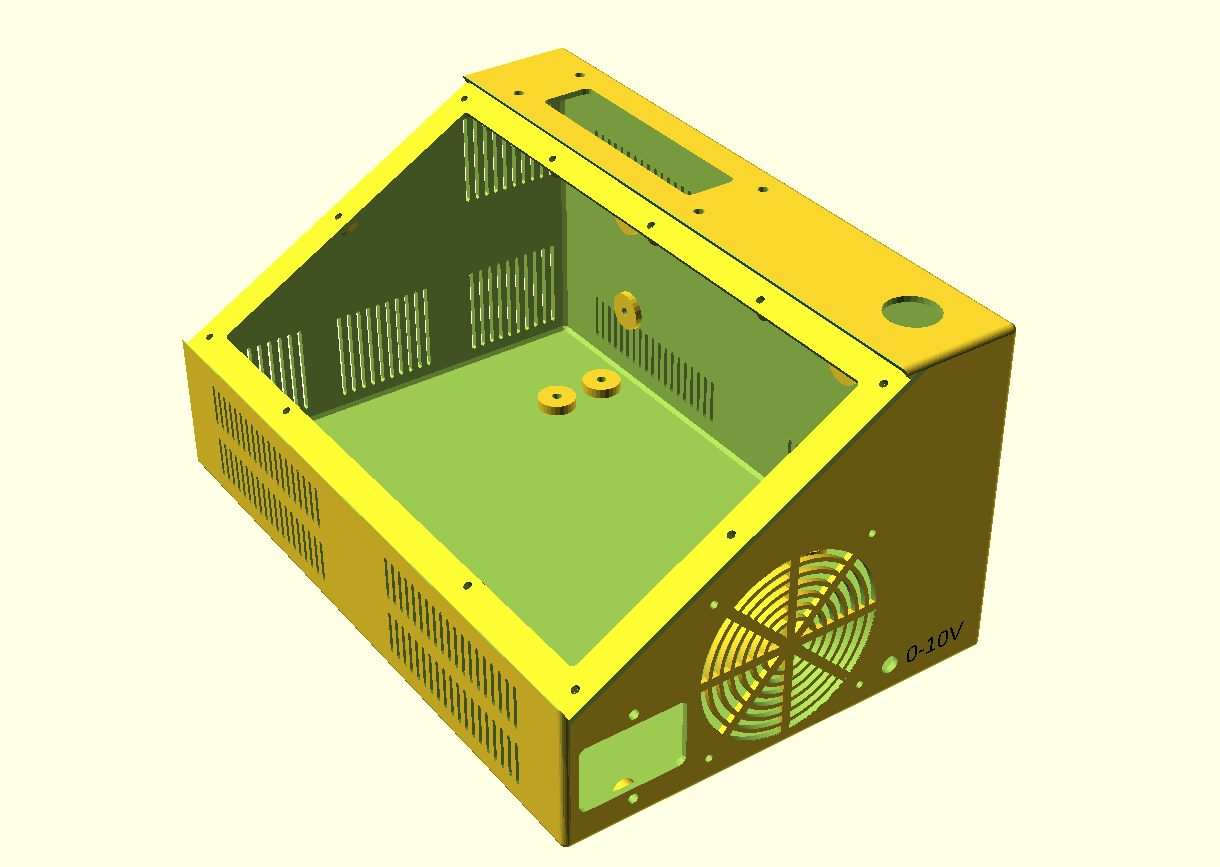
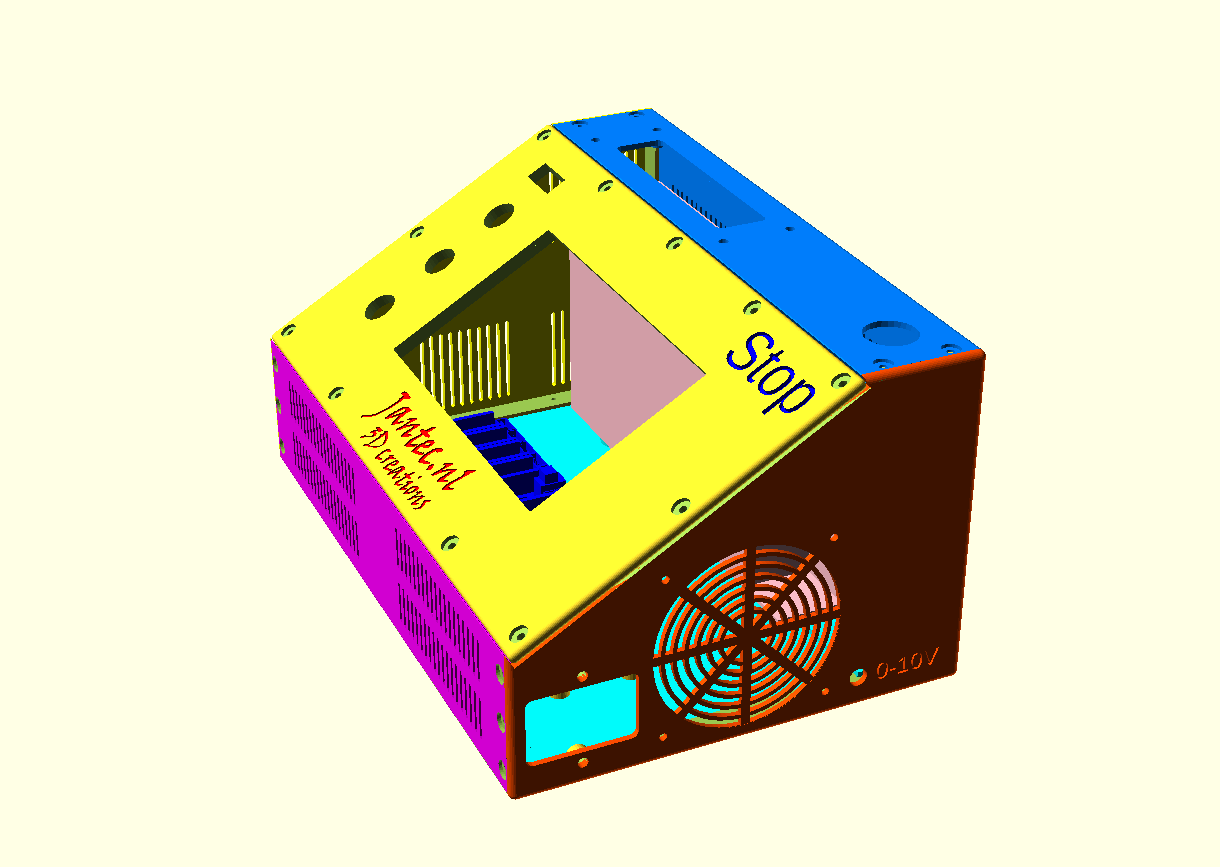
De box en het LCD-paneel bevatten ook:
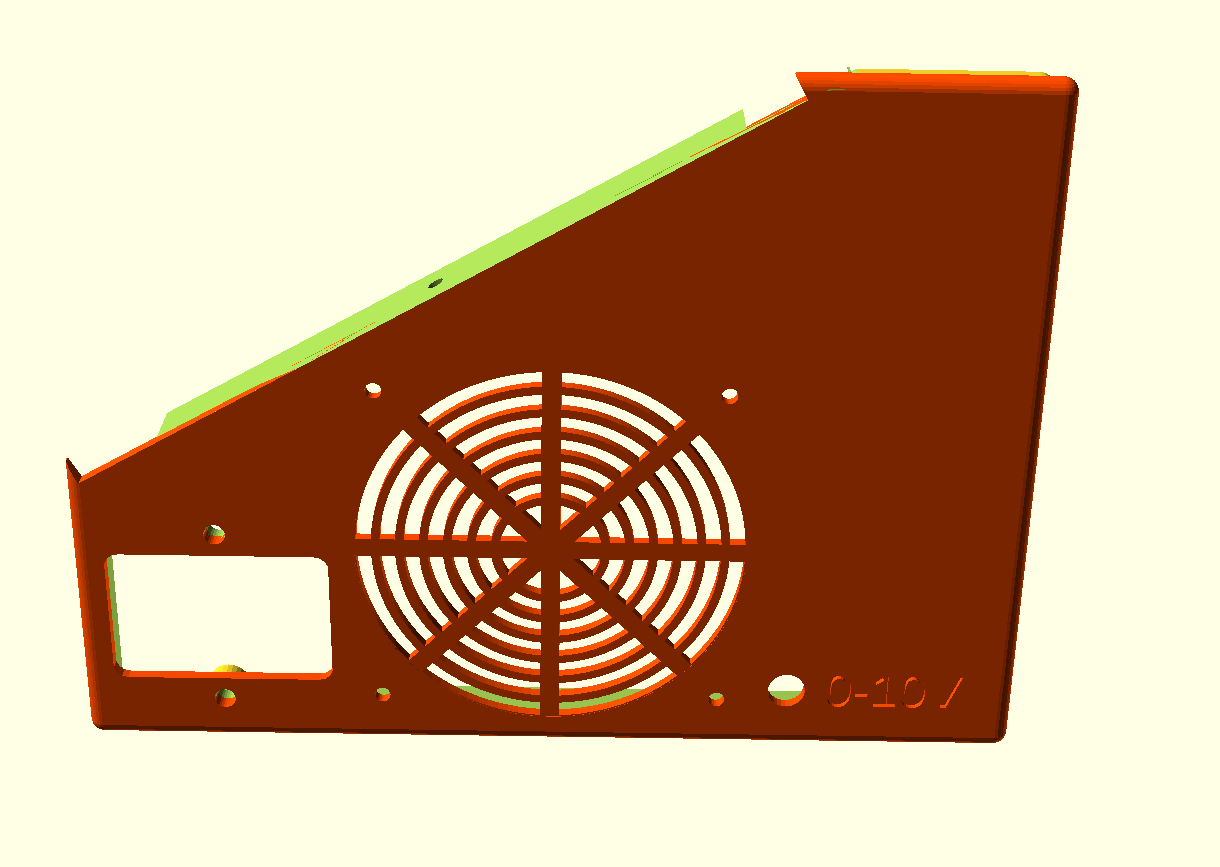
gaten voor een forse 24-pins multiconnector aan de linker bovenkant,
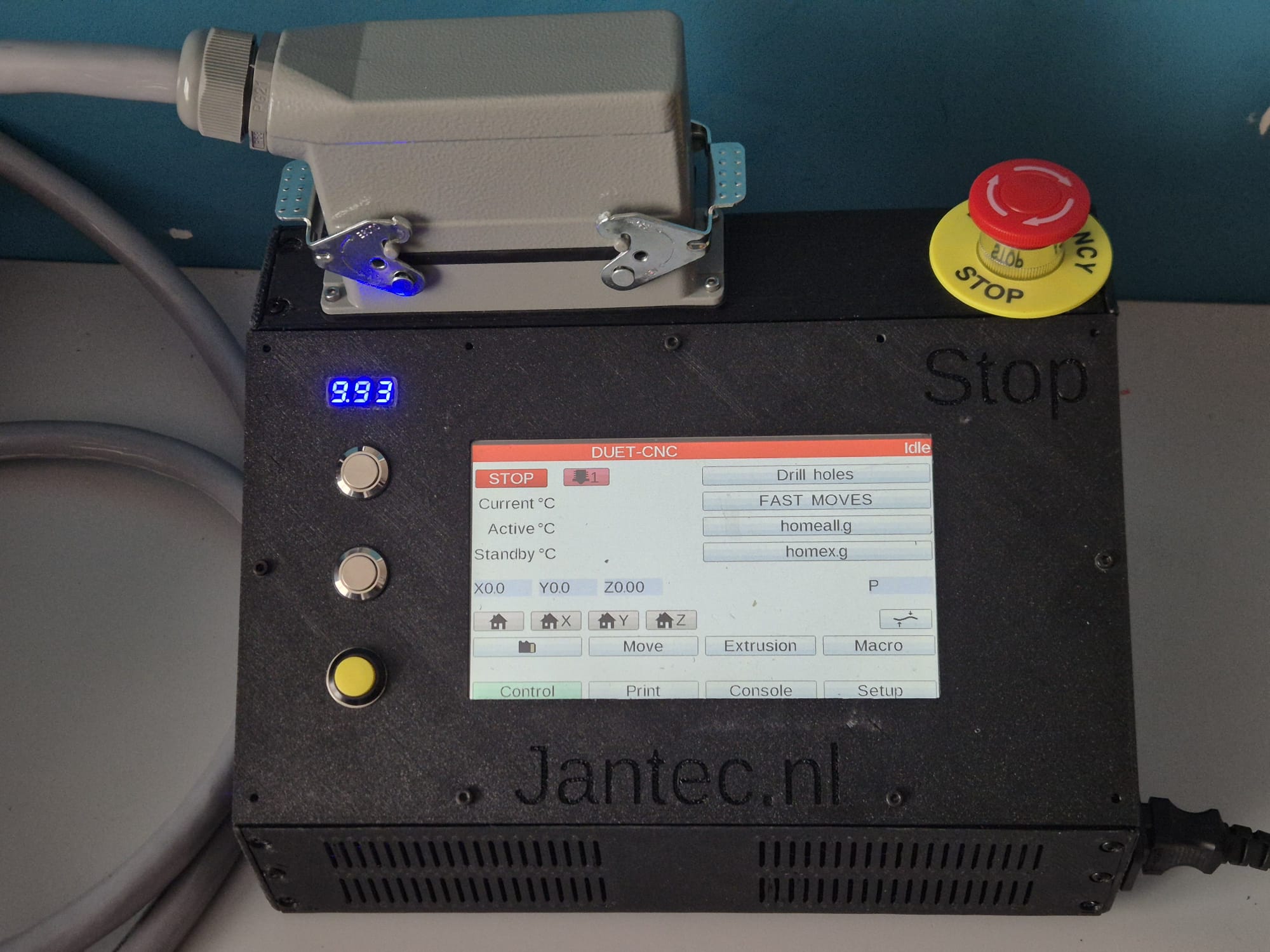
een paniekknop aan de rechter bovenkant,
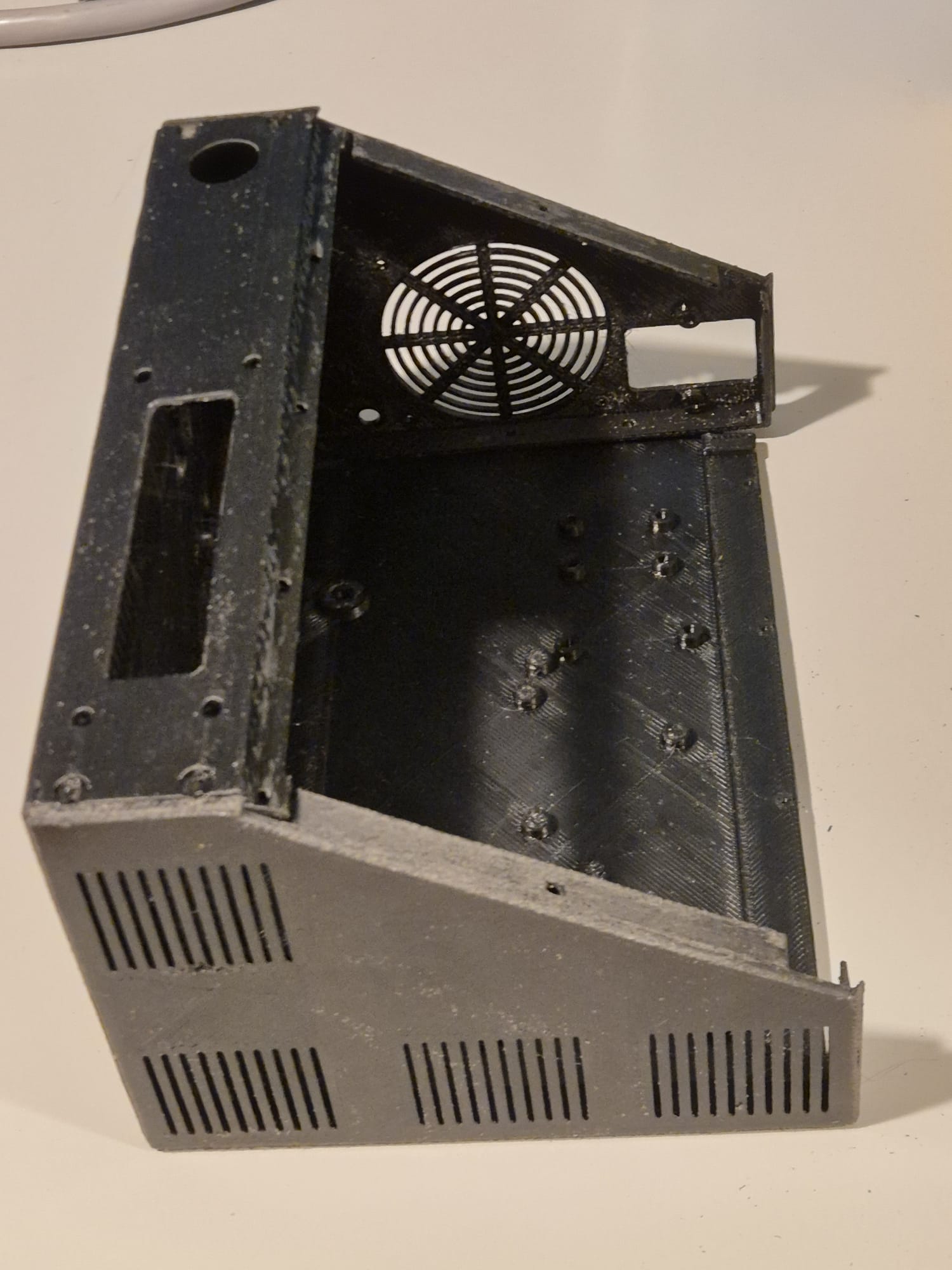
een 80mm ventilatoreenheid aan de zijkant,
een gefilterde voedingsingang (in mijn geval voor 230V Europa standaard)
een DC 0-10 Volt output bus rechts voor de aansluiting naar de spindle besturingskast voor de frequentiesturing,
3 knopgaten op het gekantelde paneel,
een klein gat voor een spanning uitleesunit 0-10V voor de spindle
Eventuele andere benodigde gaten kunnen het beste na het printen worden aangebracht. Gewoon met normaal gereedschap, en eerst met schilderstape om de behuizing zo min mogelijk te beschadigen.
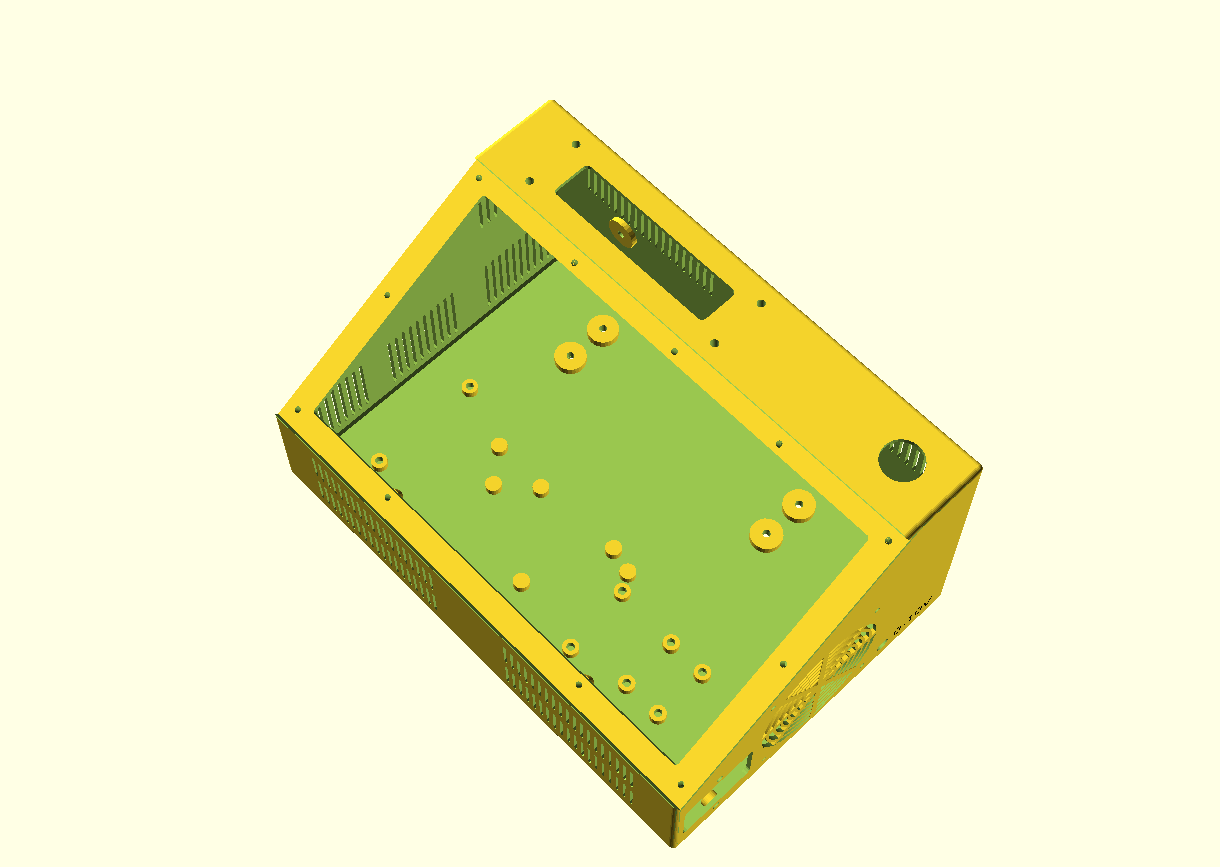
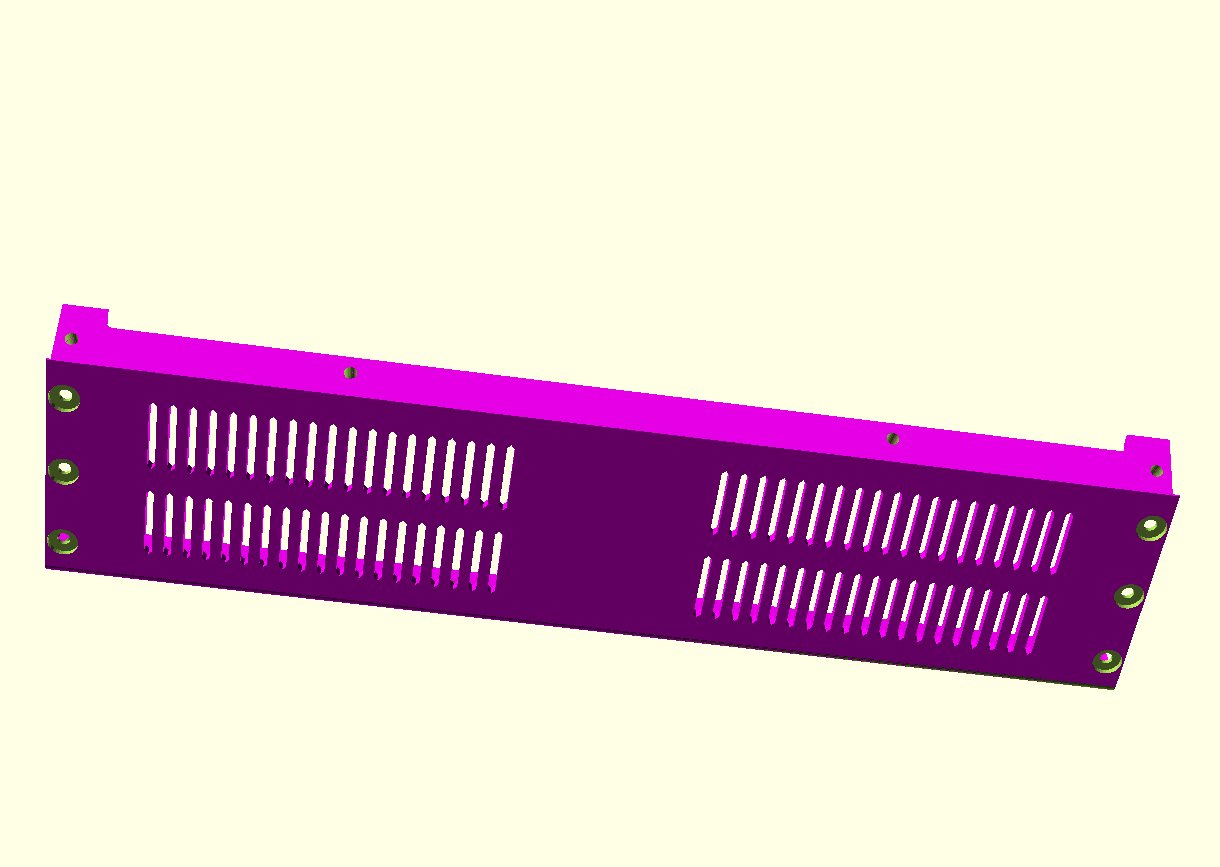
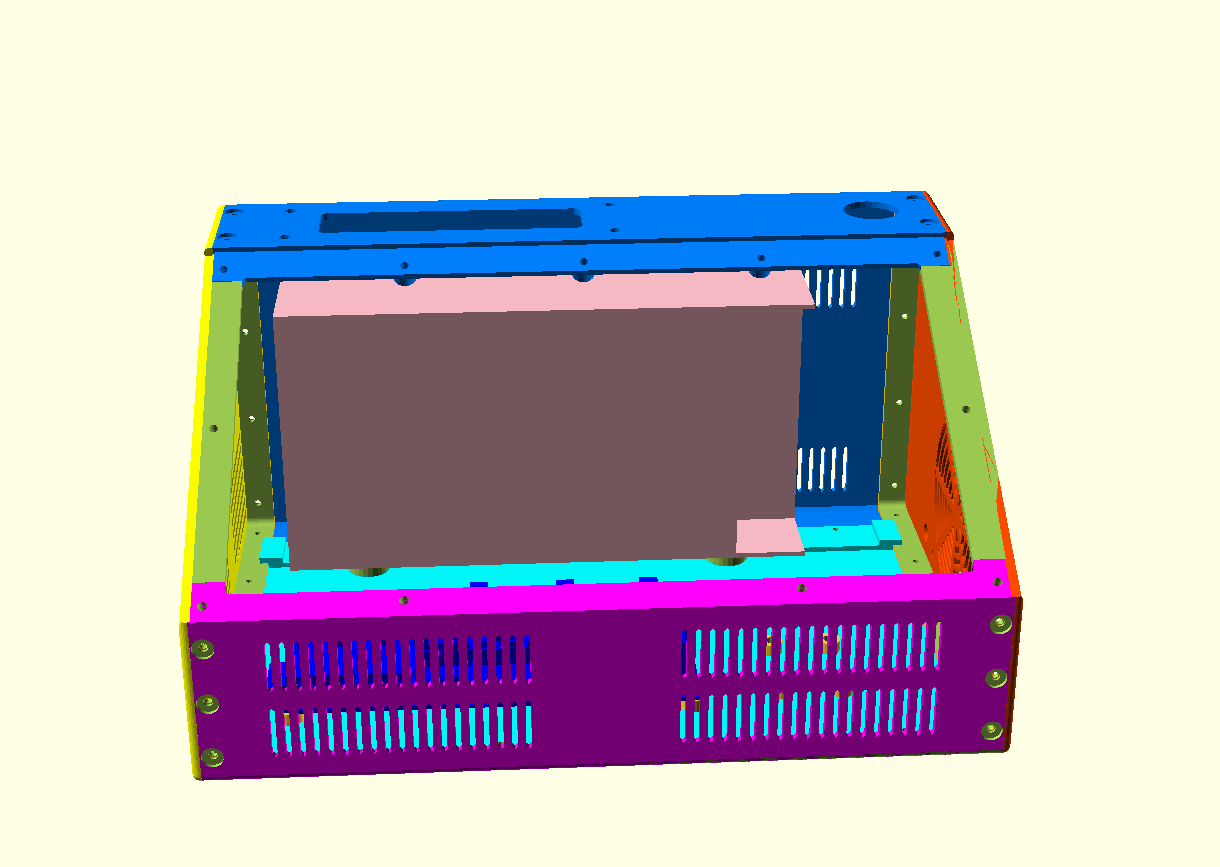
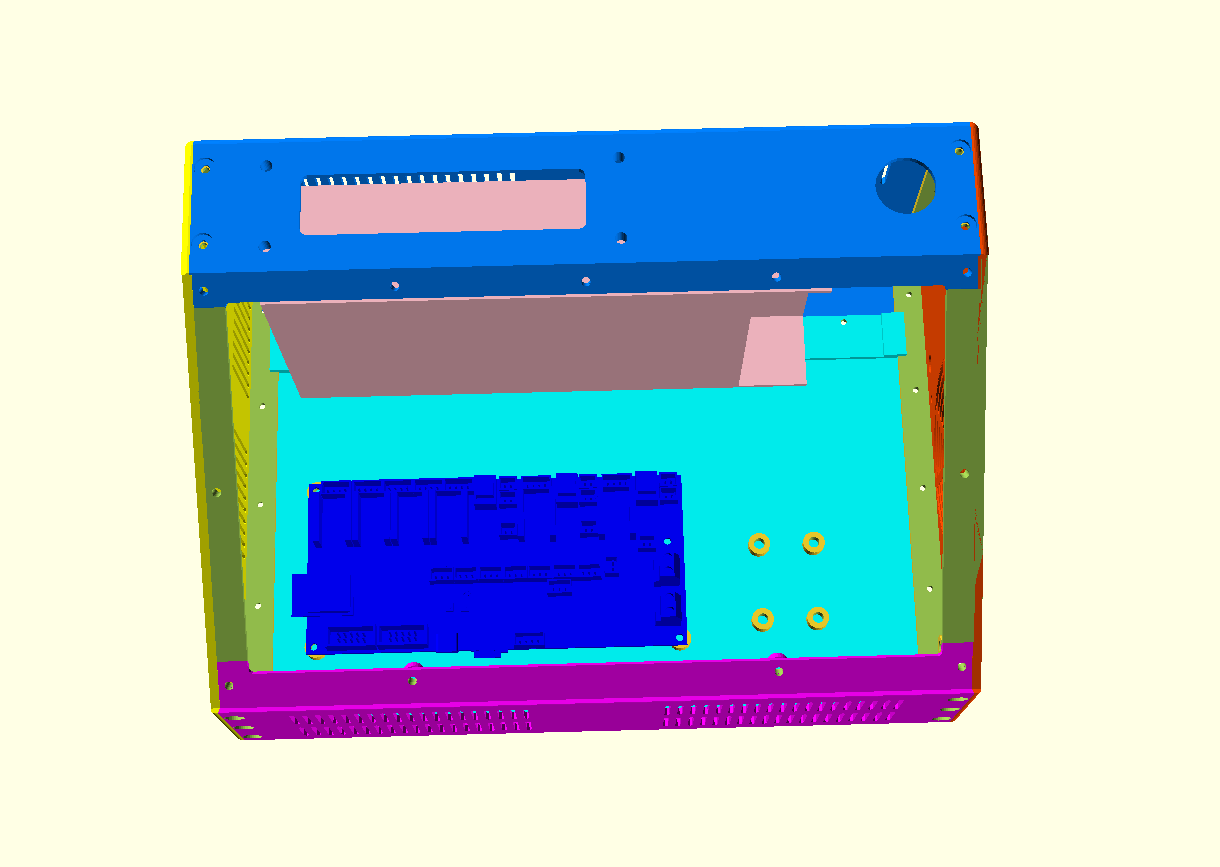
Alle onderdelen die erop of erin geschroefd worden, kunnen gebruik maken van M3 schroefdraadinserts op de montagepunten binnenin. De gaten ondersteunen deze.
Dit is niet gedaan voor de voedingseenheid (PSU), hier komen korte M4 schroeven door de behuizing in de PSU
De ventilator wordt gemonteerd met M3-schroeven van buitenaf door de behuizing en wordt vastgezet met moeren tegen het frame van de ventilator.
Ik print gereedschap en behuizingen altijd in ABS op 260-270 graden, 100% fan en 100% infill. Het voorpaneel heb ik ook geprint met 100% infill. Gebruik minimale support voor deze onderdelen, maar altijd maximale hechting! Ik heb ook ironing aan staan, zodat alles netjes past en er goed uitziet.
Stel Cura ook in op een krimpcorrectie van 100,7%, vanwege het feit dat de behuizing een krimp had van 2,2 mm aan de lange zijde. (De xSize moet 295mm zijn en gemeten bleek dit 292,9 mm te zijn na het printen.)
Om de behuizing te monteren met 6 afzonderlijk geprinte onderdelen, verbindt je eerst de bodemplaat aan de voorkant en achterkant en verbindt je daarna deze onderdelen met schroeven zonder lijm aan de zijkanten.
Schroef de delen met button head M3 schroeven van max. 8mm lang vast.
Waar nodig vijl of schuur je de pasdelen ietsje dunner zodat alles goed past. Let op dat je de slicer instelt op ‘ironing, in ieder geval voor het voorpaneel en het achterpaneel zodat de pasvlakken goed worden geprint.
Je kan er voor kiezen alle delen extra stevig aan elkaar te verbinden door een klein beetje superglue in de naden te laten lopen.
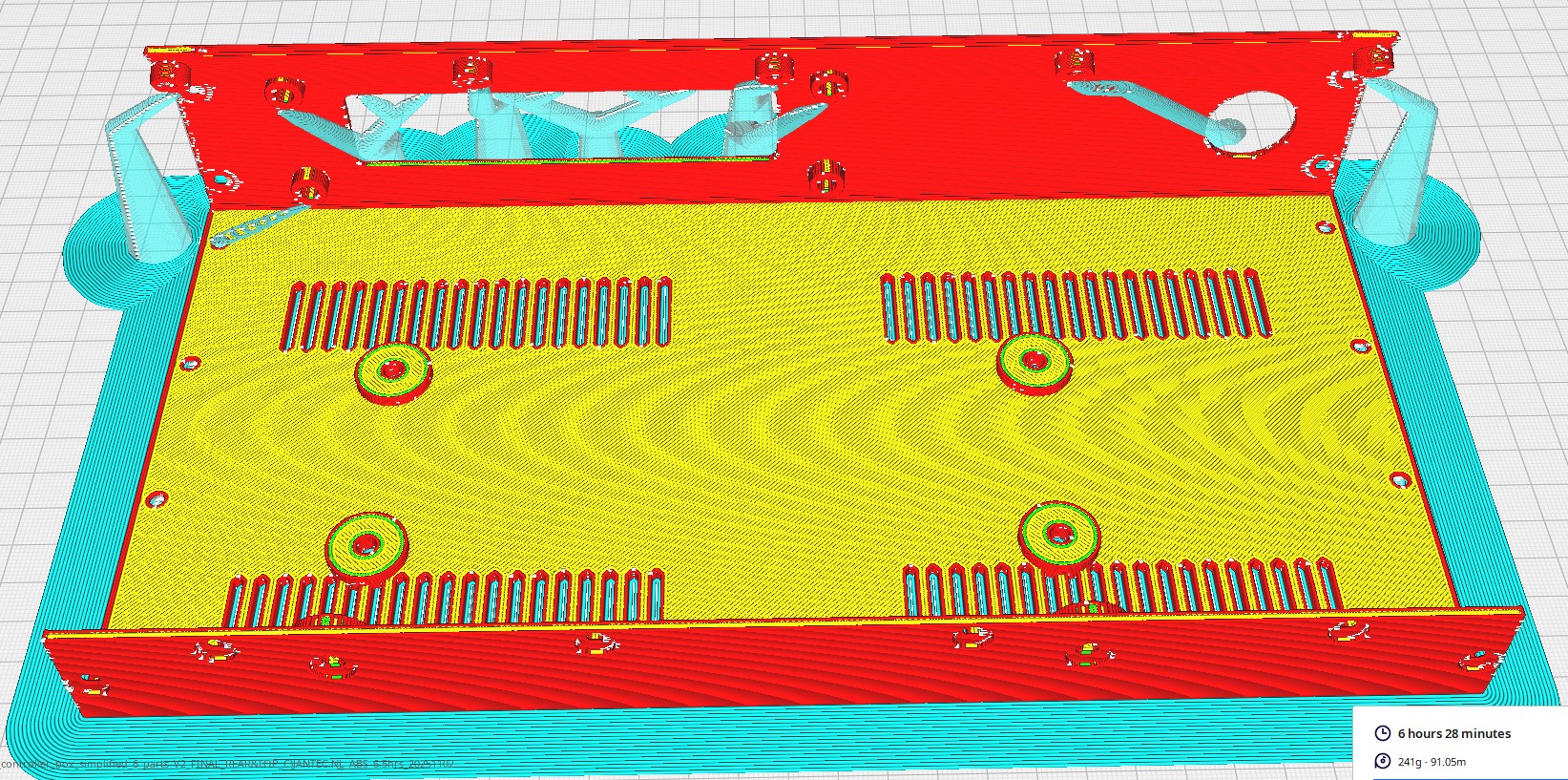
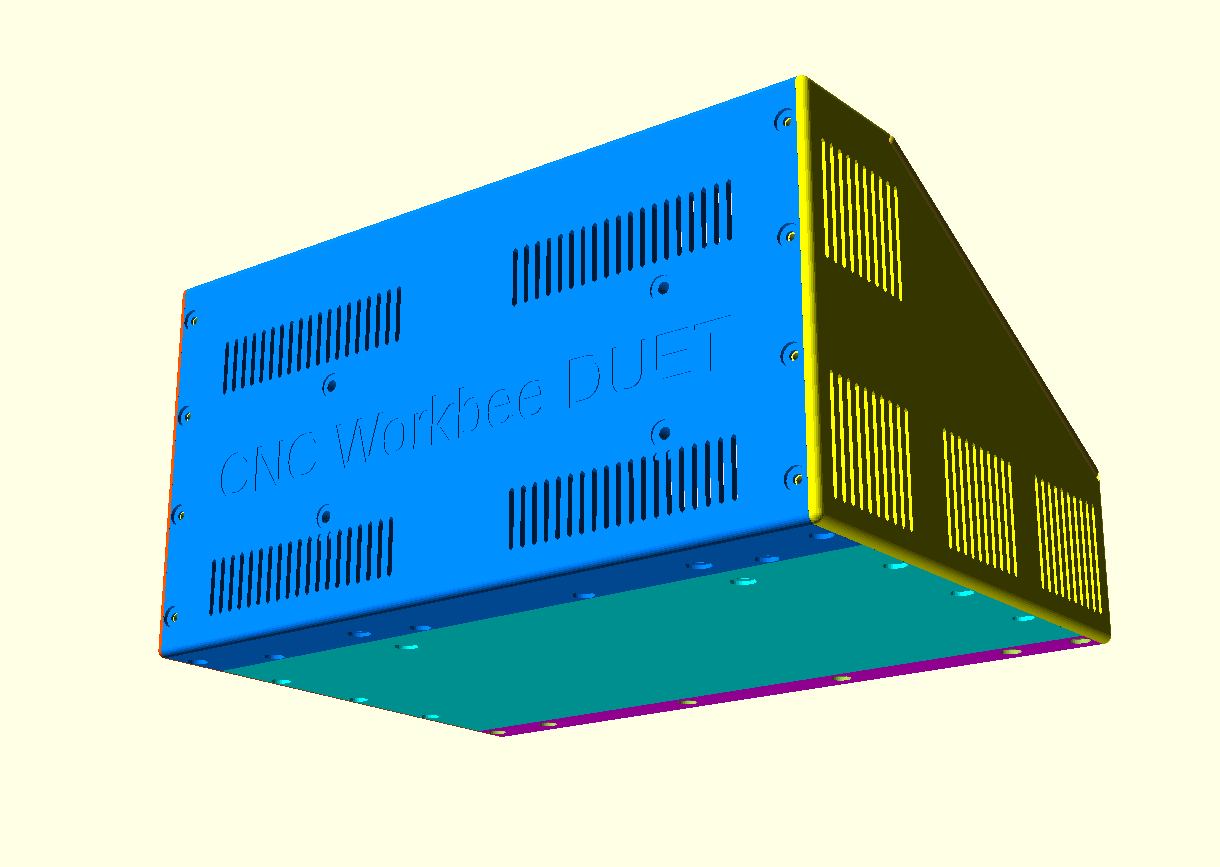
Let op dat je de alle delen print met de rasters naar beneden op de bodemplaat van de printer.
Alle onderdelen worden het beste geprint met 85% ondersteuning EN alleen hechting aan de buitenzijde van het object.
Printsupport in tree mode zet je aan op een hoek vanaf 85 graden zodat de M3-bus supports vanaf de onderkant goed worden ondersteund bij het printen.
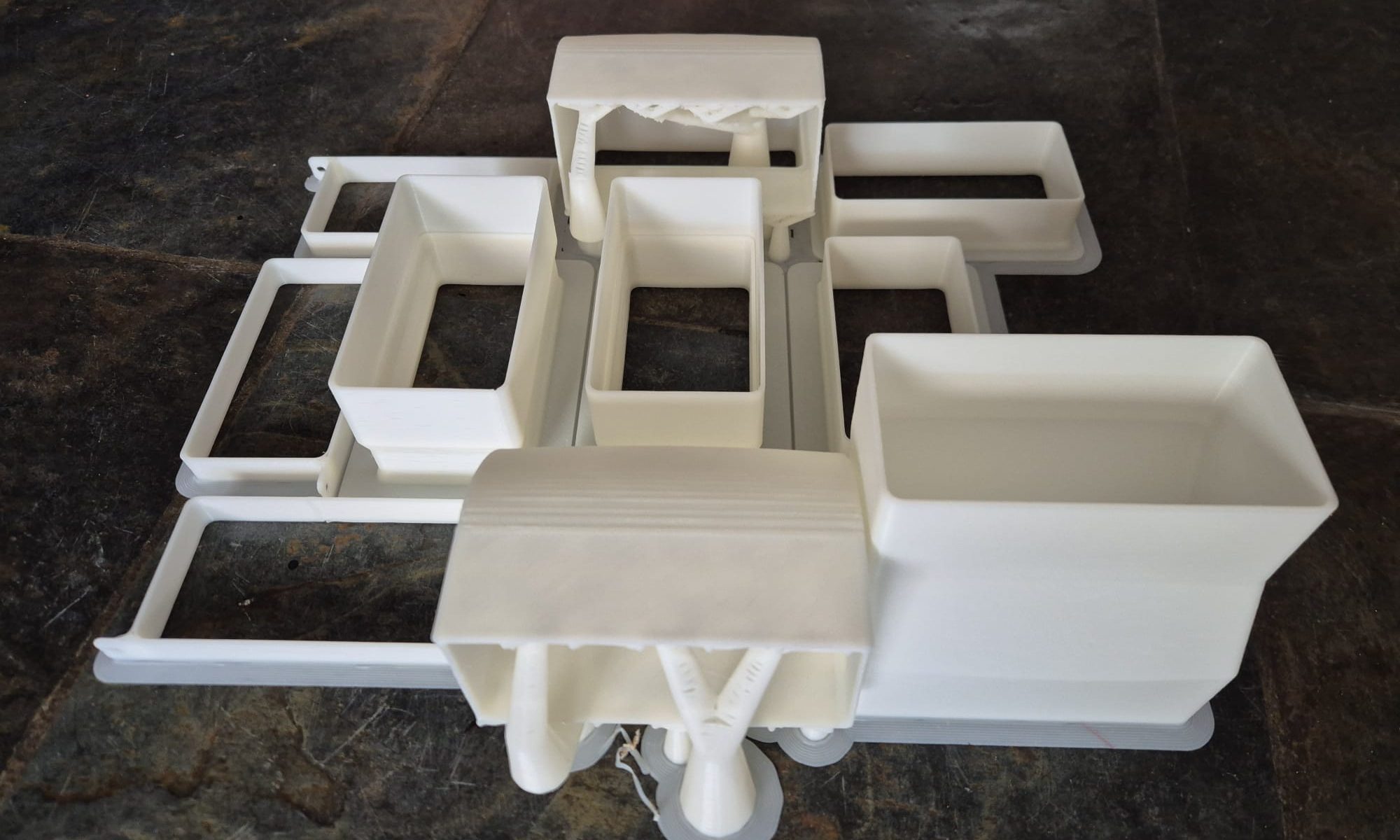
PRINTORIËNTATIE VOORBEELD (Cura, VORON 2.4-600)
Houd er rekening mee dat het 6-delige ontwerp is ontwikkeld met het oog op 3d printen, dus in de afdrukstand zoals hierboven is getoond.
Dit is de enige manier om ‘overhang’ bij de in elkaar grijpende richels te voorkomen.
Dat gaat ook op ook voor het individueel printen van elk deel.
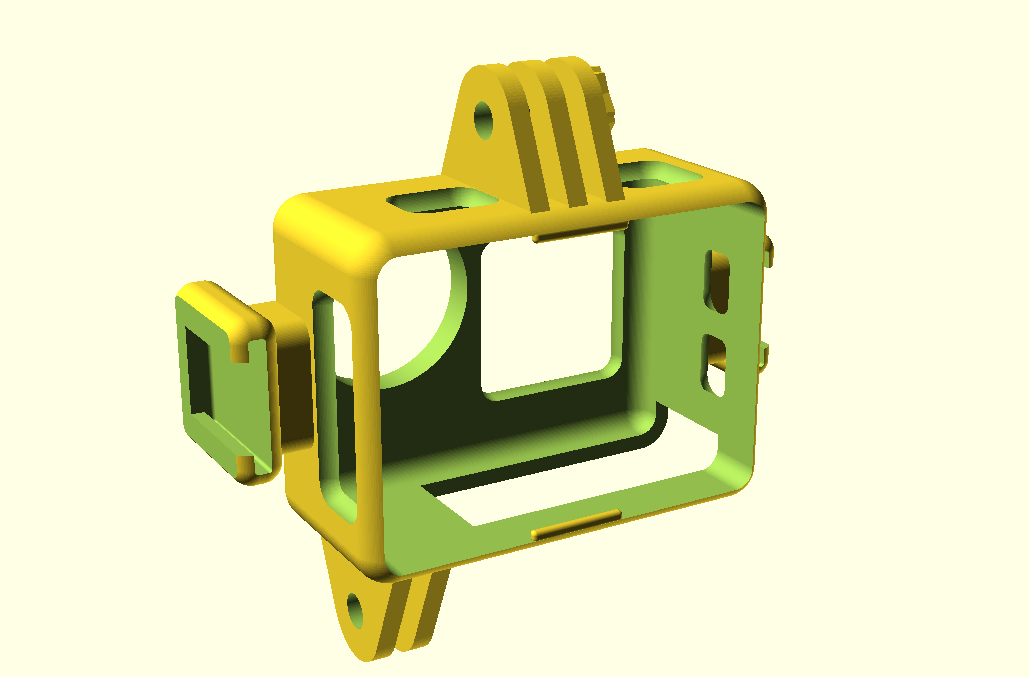
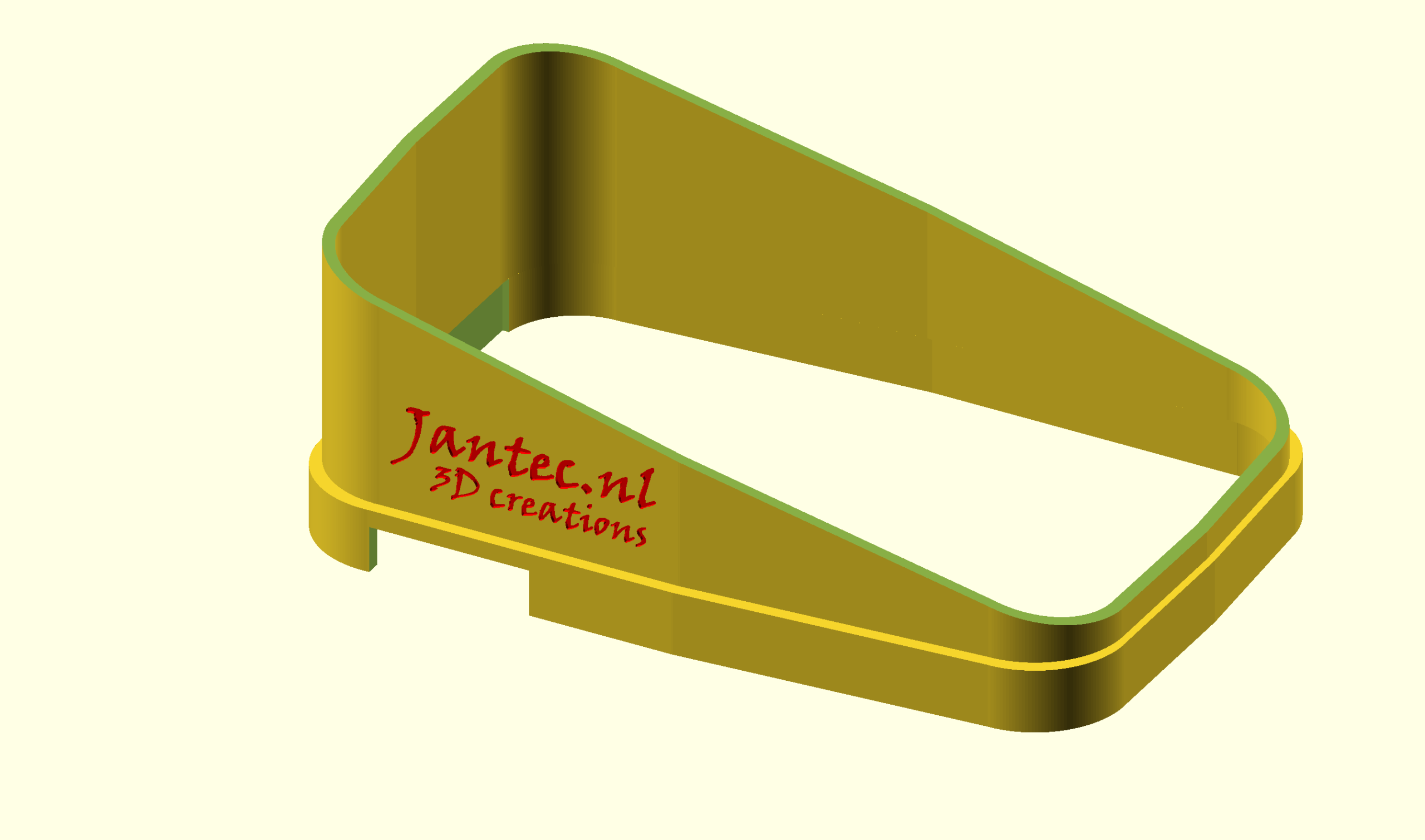
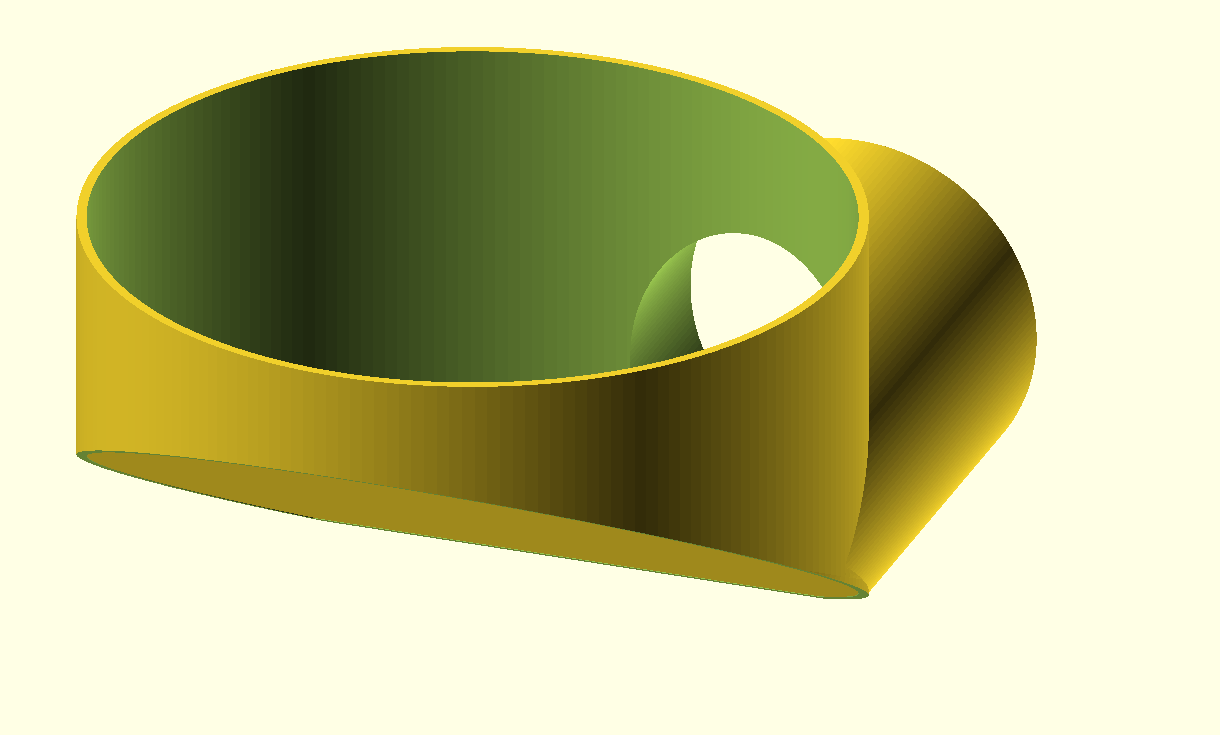
Ik heb dit ontworpen in Openscad en het kostte me 2 dagen (met tussenpozen) om het perfect te krijgen. Ik ben begonnen met een horizontale zonnekap die ik ooit een keer gedeeltelijk had ontworpen.
Maar ik wilde per sé een verticale kap maken omdat ik mijn tomtom rider altijd in die stand gebruik op mijn motorfiets.
Dus veranderde ik de horizontale zonnekap die ik eerder had gemaakt in een verticale, wat heel eenvoudig was toen ik de horizontale versie eenmaal perfect had. Het kostte me een paar pasbeurten voordat ik hem goed genoeg had.
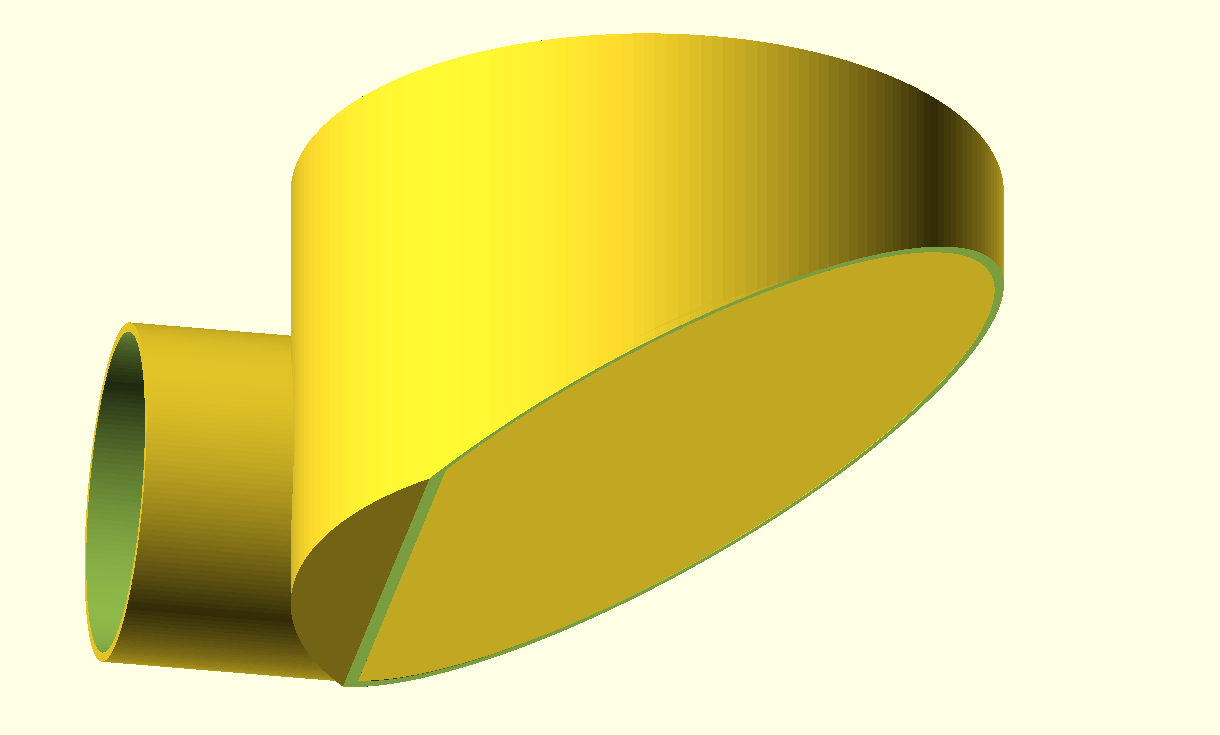
Ik heb dit allemaal geprint op mijn Voron600, met zwart ABS op 275 graden, een nozzle van 0,8 mm en een laagdikte van 0,4 mm. Het duurde 32 minuten om de complete zonneklep voor mijn Tomtom Rider 550 te printen. Ik zet de object fan altijd op 60%, behalve voor de eerste 3 lagen en ik print op 120 mms behalve de eerste laag, die 20 mms is.
Ik gebruik een vrij hoge instelling voor de Z-hop-hoogte bij laagwisselingen, omdat dit specifieke ABS-filament bij deze temperatuur een kleine blob kan geven aan het einde van de printlijnen en ik niet wil dat de nozzle hierin vastloopt bij laagwisselingen. Ik wil ook niet meer dan 0,2 mm retracten, omdat ik niet wil dat er filament vast komt te zitten in mijn cold-end.
De zonnekap past goed om de Rider 550, maar als je vindt dat hij niet strak genoeg zit, print de zonnekap dan op 99 % voor de X- en Y-vermenigvuldigingsfactoren van je slicer.
En ja, je zou dit STL-bestand op elke 3D-printer met elk filament moeten kunnen afdrukken en je eigen voorkeursinstellingen voor de printer moeten kunnen gebruiken.
Je krijgt veel mooiere afdrukken als je een 0,4-nozzle in je hotend gebruikt en deze instelt op een laagdikte van 0,2 mm. Het afdrukken duurt dan ongeveer 2 +- uur. Veel succes!
Objectventilator: 25% max vanaf 5e laag, daaronder 0%
MIJN GEBRUIK VAN ABS
Ik gebruik bijna uitsluitend ABS voor mijn professionele prints met een 0,6 of 0,8 nozzle.
Dat komt omdat het goedkoop is, zeer stevige prints oplevert en bestand is tegen vrij hoge temperaturen.
Ik gebruik ABS voornamelijk voor auto-interieuronderdelen, tuinartikelen enzovoort.
Voor alles wat in contact komt met voedsel, kinderen enzovoort gebruik ik PETG.
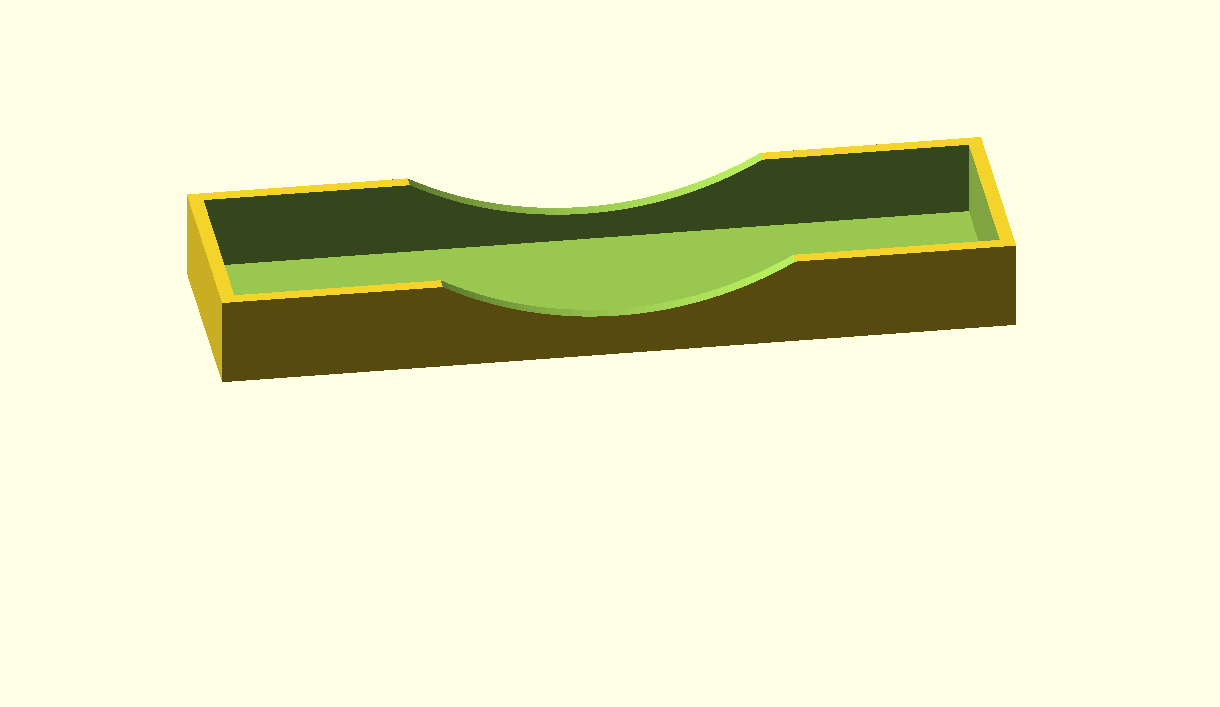
PETG transparant testprint
Voor alle andere prints en alle meerkleurige prints gebruik ik PLA.
Omdat ik voor elk type filament een speciale printer gebruik, heb ik bijna nooit last van verstoppingen of mislukte prints.
ABS – mijn ervaringen
Er is eigenlijk geen standaard voor ABS-instellingen. Dat komt doordat niet alle ABS op de markt echt van hetzelfde type is.
Ik kan wel enkele tips geven voor verschillende soorten ABS-filament van 1,75 mm, op basis van mijn ervaring met die specifieke soorten filament.
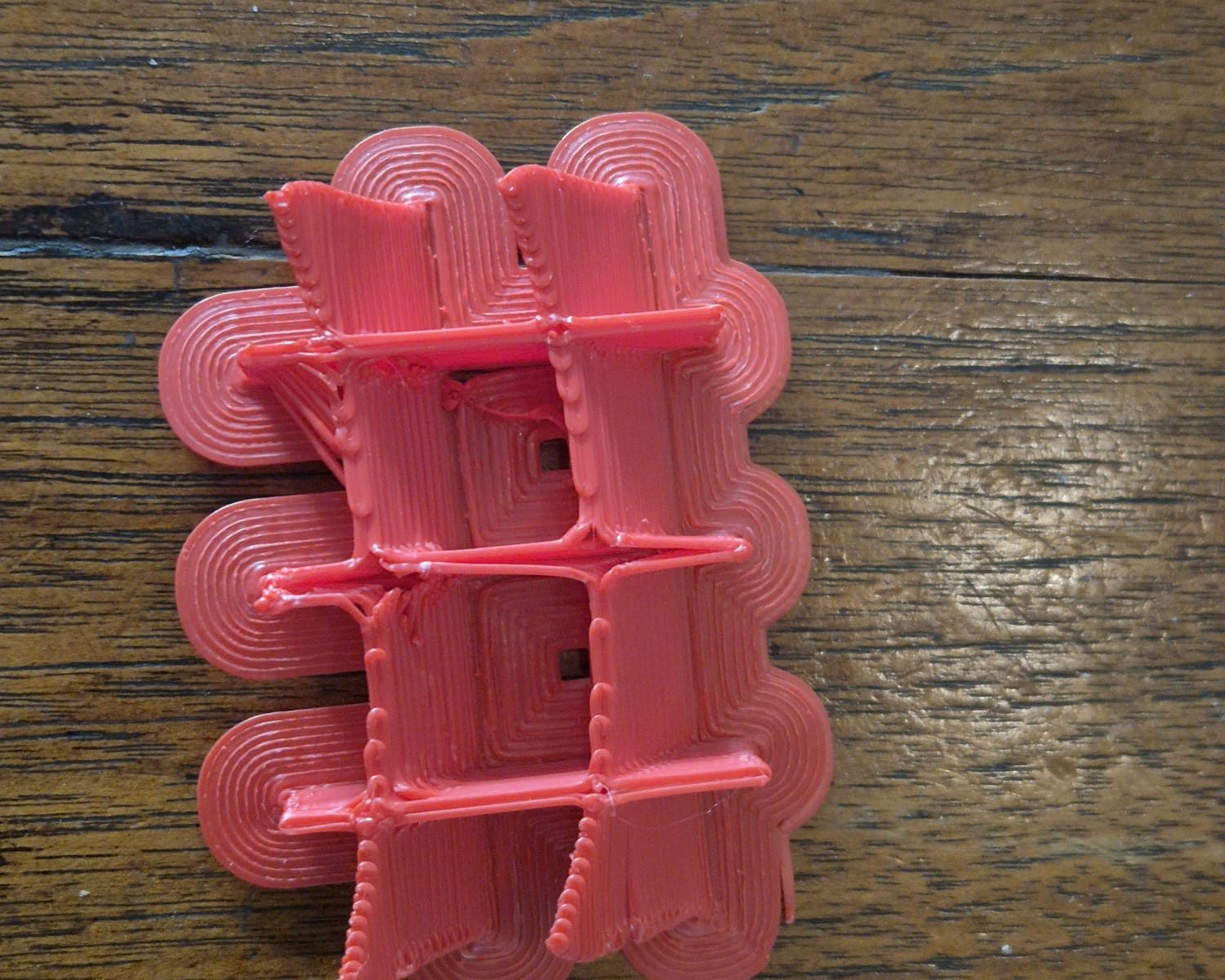
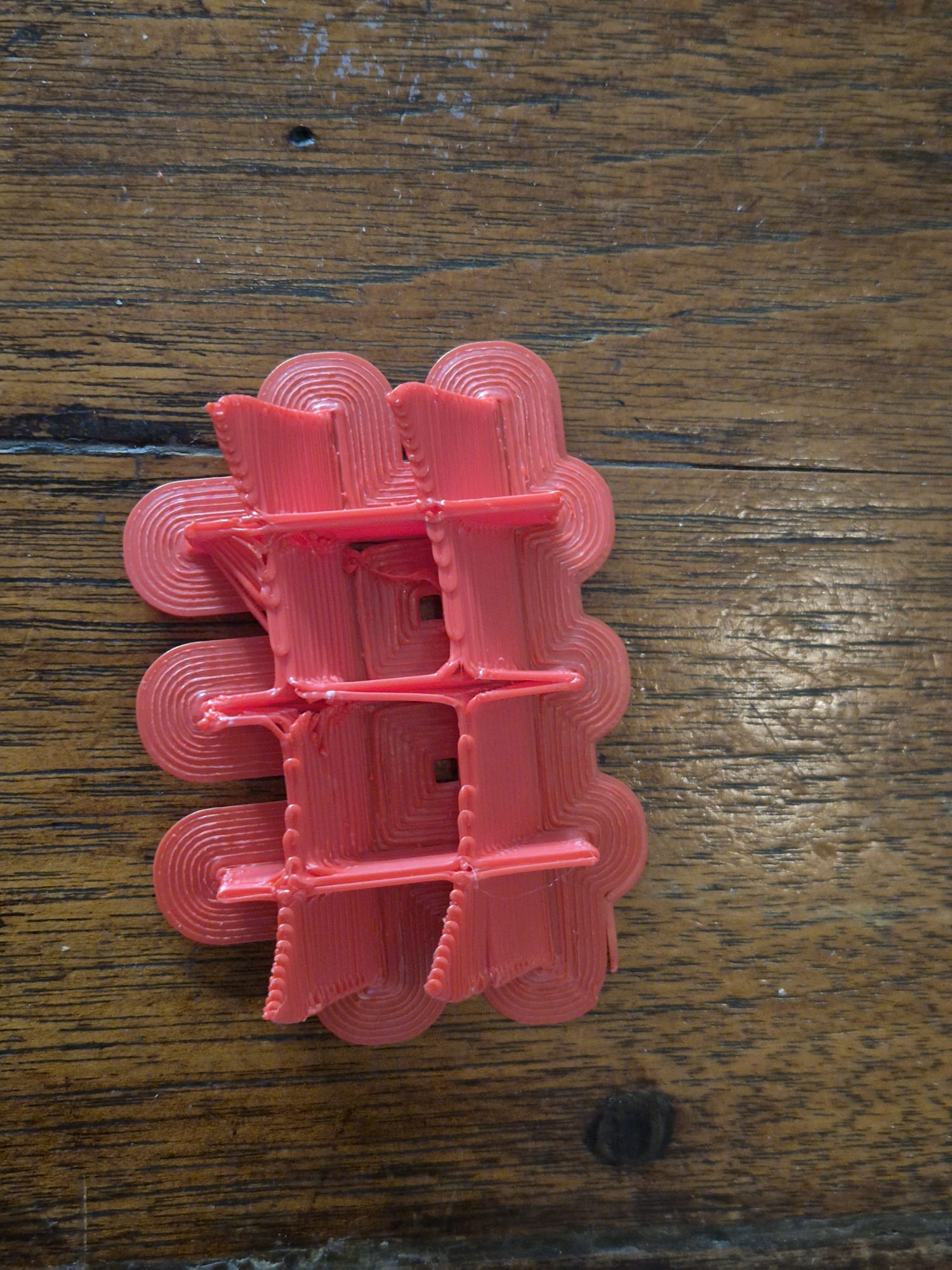
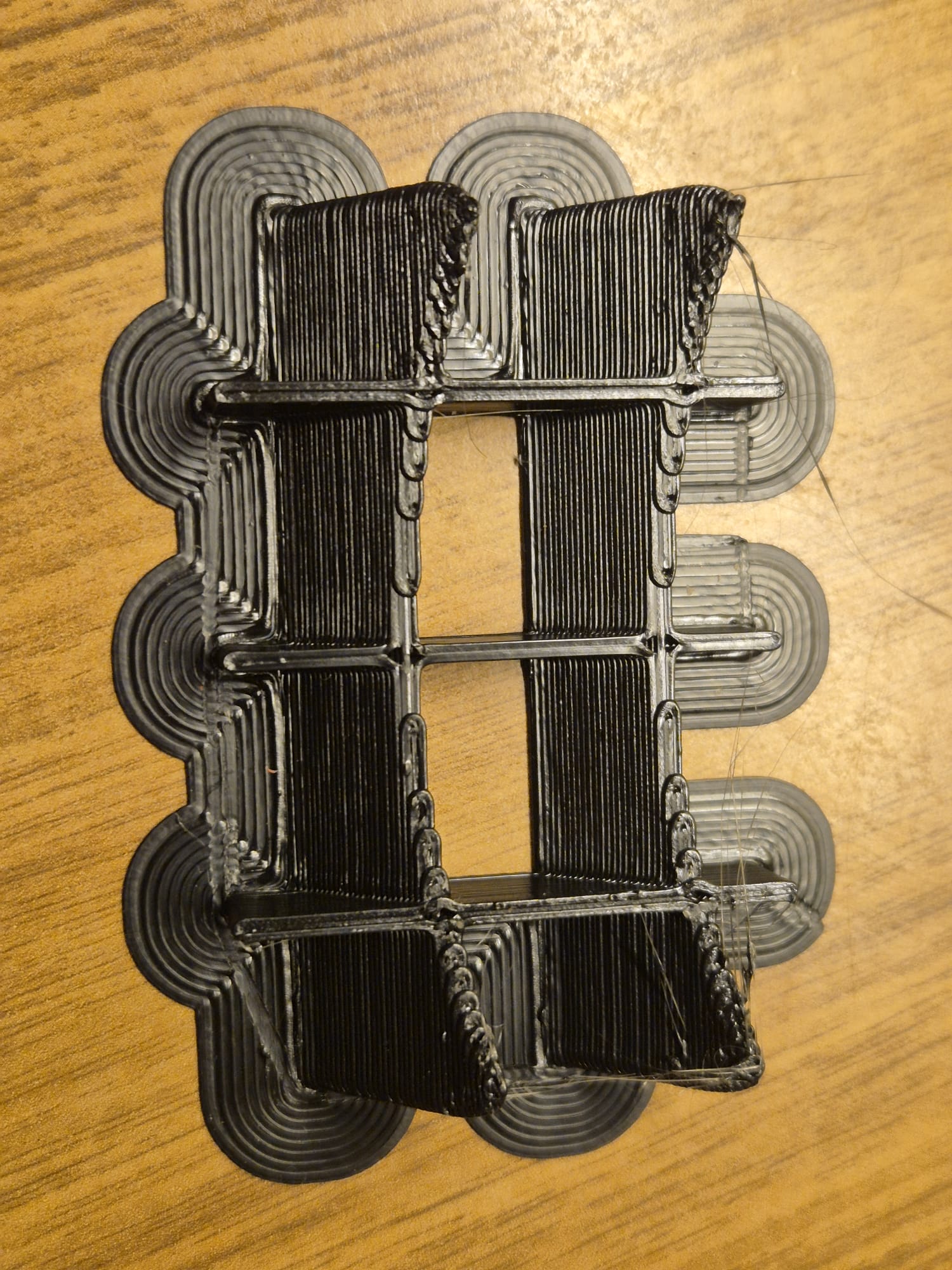
AANBEVELING: PRINT MIJN TESTOBJECT VOORDAT JE EEN OBJECT PRINT en controleer de rand, de stevigheid van de wandhechting en de laaghechting.
Gewoon ABS: nozzletemperatuur 270 °C (15 °C te laag), bed 120 °C, objectventilator 30% (moet 0% zijn), 0,8 nozzle bij 0,4 mm laagdikte, printsnelheid ingesteld op 120 mm/s, overal GROTE BRIM, brim ook bij LH 0,4 mm, lijnbreedte precies ingesteld op 0,8, alles gesneden in Cura
Als de print uit elkaar valt wanneer u deze met weinig kracht probeert te breken, zoals op de bovenstaande afbeelding, is de printtemperatuur te laag. Hetzelfde geldt voor de vleugels van het teststuk als voor de hechting van de lagen.
Als u een bubbelachtig oppervlak ziet, is uw ABS nat. Het zal waarschijnlijk niet meer te redden zijn. U kunt proberen het te drogen in een oven of in een voedseldehydrator bij 80 °C, gedurende ten minste 10 uur. Mijn ervaring is dat dit een verspilling van tijd en energie is. Gooi het gewoon weg in de plastic recyclingbak.
ALGEMENE ABS-OMGEVINGSVOORWAARDEN
Voor alle ABS-materialen heb je een hotbed nodig van minimaal 90 °C, maar 120 °C is beter;
U hebt ook een hotbed topplaat nodig met een laag glad PEI erop, OF een hotbed topplaat met gestructureerd PEI, die ik vooral gebruik voor mijn prints met een spuitmond van 0,8 mm;
Gebruik in het algemeen nooit een toolfan. Tenzij u ABS met een lage temperatuur gebruikt, zoals EASY ABS, met de vereiste lagere bed- en spuitmondtemperatuurinstellingen;
Gebruik altijd een volledig afsluitende behuizing voor je printer;
Maak altijd een bedmesh dat echt werkt voordat u ABS afdrukt en zorg ervoor dat dit wordt gedaan bij bedrijfstemperaturen van zowel het bed als de spuitmond;
Print overal met een echt grote rand (BRIM) om het te printen object, minimaal 10 lijnen breed, ook voor uw ondersteuningsstructuur;
Print de eerste laag met minimaal uw normale printtemperatuur, NOOIT lager;
GEEN objectventilator op de eerste 4 lagen!
SUNLU ABS (WIT EN ZWART)
Sunlu heeft ABS-filament dat glanzend is op de spoel en bij de juiste temperatuur glanzend kan worden geprint. Dit filament is niet erg gevoelig voor kromtrekken. Het is mijn favoriete versie ABS.
Slagvast en zonder problemen in de zak houdbaar, vrijwel ongevoelig voor vocht.
Ik heb hiermee vulplaatjes gemaakt voor mijn kapotte onderkant van de bestekbak van de Indesit vaatwasser, dat gaat al jaren mee zonder problemen:
click on the picture to download my original STL file
Nozzle: 265 °C-280 °C
Bed: 120 °C
Objectventilator: 30% -50% max = normaal, geen objectventilator op de eerste 4 lagen
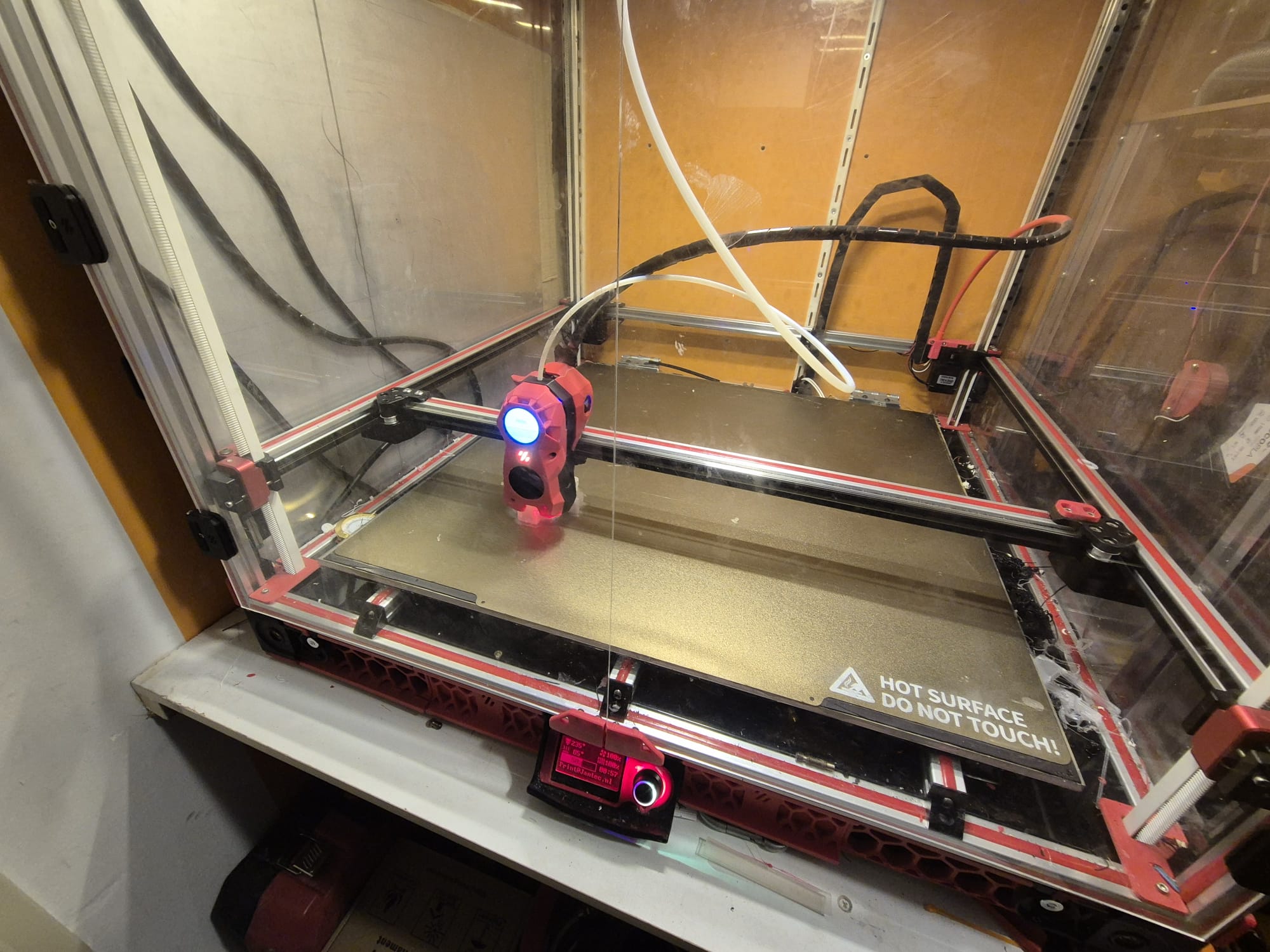
Sunlu black abs @275 deg, 50% fan, Voron 600 bed 120deg, 0.8 nozzle at 0.75LW _0.4LH 20251105bed adhesion Sunlu black abs @275 deg, 50% fan, Voron 600 bed 120deg, 0.8 nozzle at 0.75LW _0.4LH 20251105
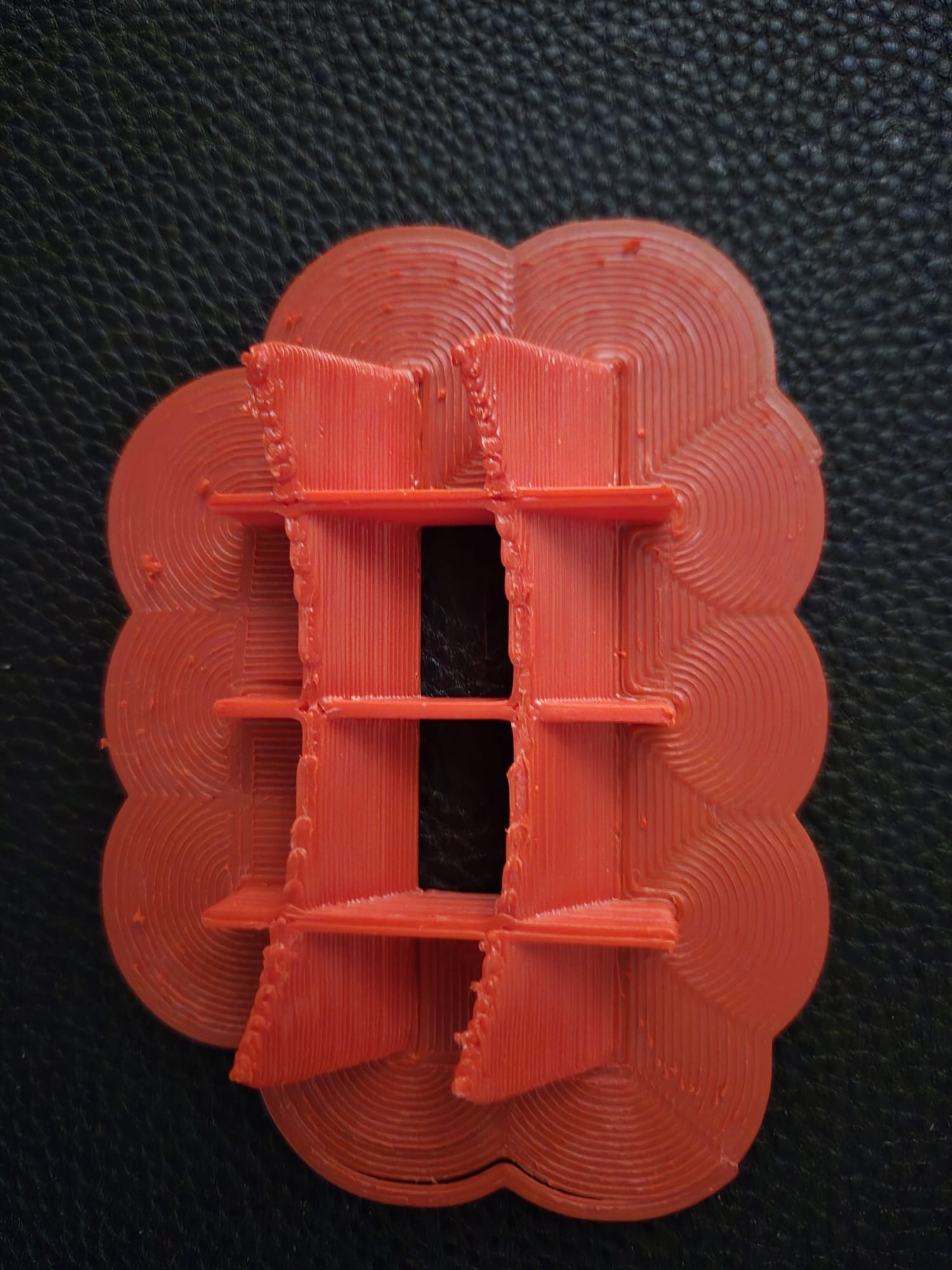
EASY ABS (ROOD)
Dit ABS is ook glanzend, zorgt voor zeer stevige prints en heeft een lagere temperatuur nodig dan algemeen ABS. En het vereist een behoorlijk beetje objectventilatorsnelheid. De prints komen glanzend uit de printer. Voor zover ik heb ervaren, is dit type ABS helemaal niet gevoelig voor kromtrekken.
MAAR- dit is het enige type ABS of ASA dat ik ben tegenkomen tot nu toe, dat NIET tegen de vaatwasser kan. Het komt er flexibel uit, als je na het ‘gereed’ piepje de vaatwasser opent.
Nozzle: 235 °C -245 °C
Bed: 70 °C -90 °C
Objectventilator: 60% -100% max = normaal, geen objectventilator op de eerste 2 lagen
MICROZEY RED ABS
Microzey ABS, 285deg nozzle, 130 deg bed, no fan. Printed on Voron 300, 0.8 nozzle, 0.75Layer Width and 0.4Layer Height
GENERIEK ABS (ROOD, mat)
Dit is het moeilijkst te printen matte rode ABS (op de spoel) en vereist een zeer hoge printtemperatuur. Het kan geen enkel percentage objectventilator aan. De prints komen er mat uit wanneer ze onder 270 graden worden geprint en bij 285 graden zijn ze glanzend. Dit type ABS is zeer gevoelig voor kromtrekken. Dit is waarschijnlijk een type ABS zonder toevoegingen.
Nozzle: 285 °C
Bed: 120 °C
Objectventilator: 0% max=normaal, geen objectventilator op de eerste 4 lagen
Supersterke print met dit filament en bovenstaande settings!
In mijn kleine tuin staat een muur van de aanbouw van mijn buurman naar mijn gevoel altijd nogal zichtbaar in de weg. Ik heb lang nagedacht over hoe ik deze muur wat aantrekkelijker kon maken terwijl ik in mijn tuin zit, en kwam tot het volgende idee:
Ik heb een opstelling gemaakt met geïmpregneerde houten tuinplanken, die ik in de lengte heb gezaagd met mijn kleine draagbare zaagmachine. Het hout draagt ongeveer 30 kleine 3D-geprinte bloempotten in allerlei kleuren en vormen.
In de bloempotten heb ik verschillende kleine plantjes gezet waarvan de meeste de Nederlandse winter kunnen doorstaan, zodat ik de planten volgend jaar niet allemaal hoef te vervangen.
Daarnaast heb ik een automatisch bewateringssysteem op zonne-energie geïnstalleerd dat gebruikmaakt van de 2 kleine regentonnen.
Ik ben erg blij met het resultaat!
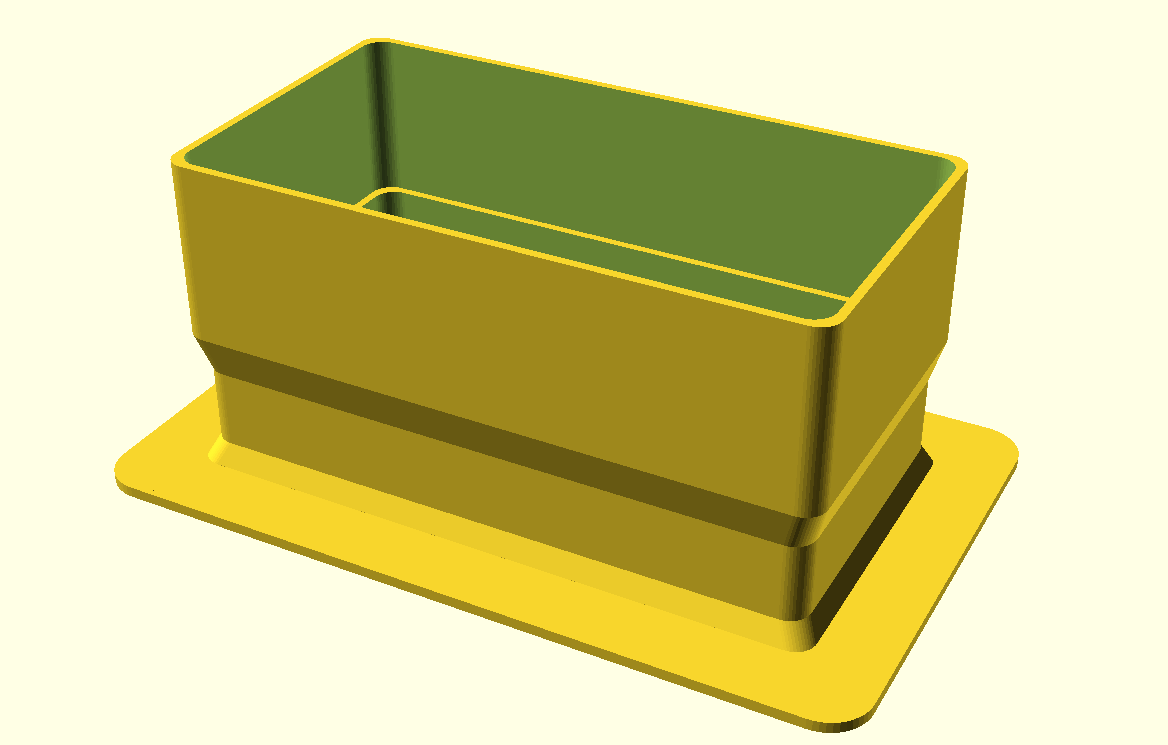
Hieronder heb ik mijn bloempotontwerpen voor deze muur verzameld.
Als je op de link klikt, wordt het STL-bestand automatisch naar je apparaat gedownload.
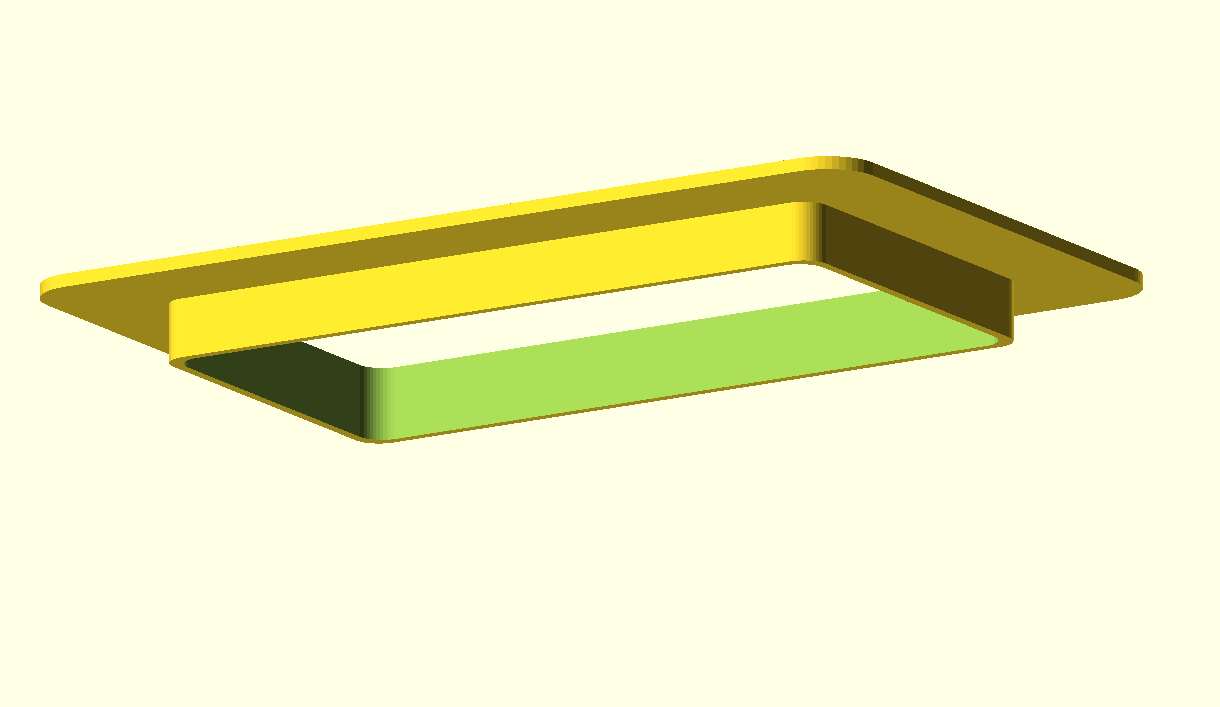
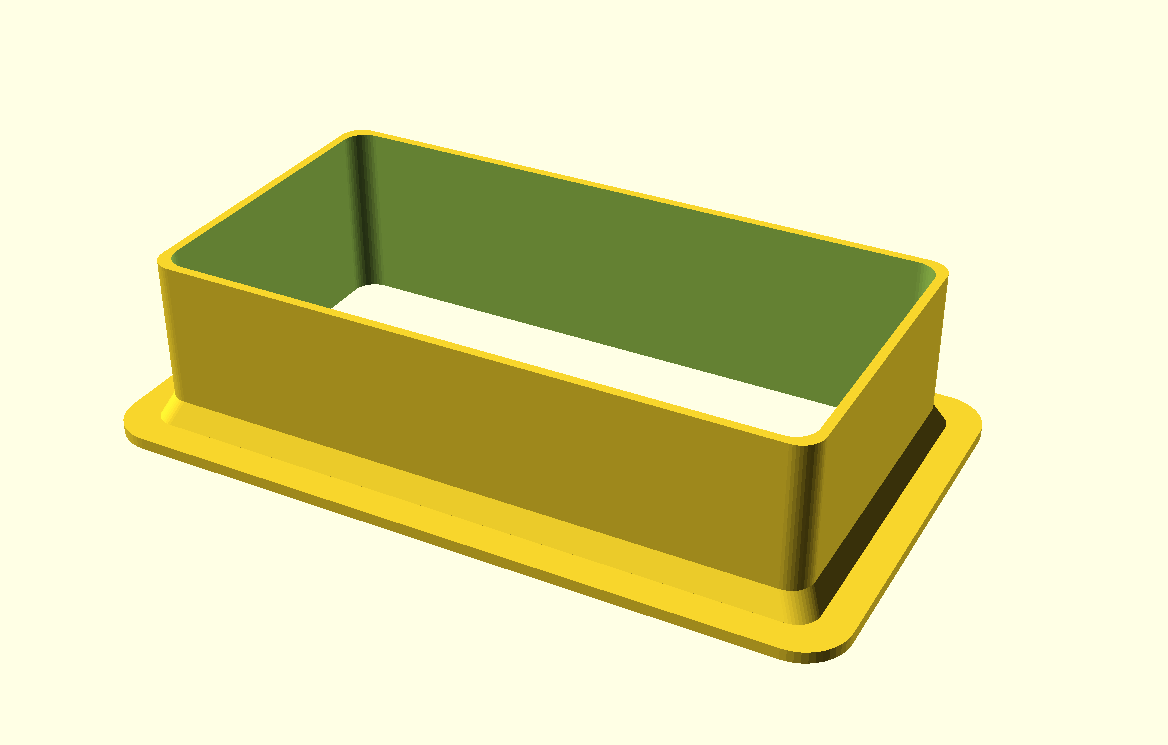
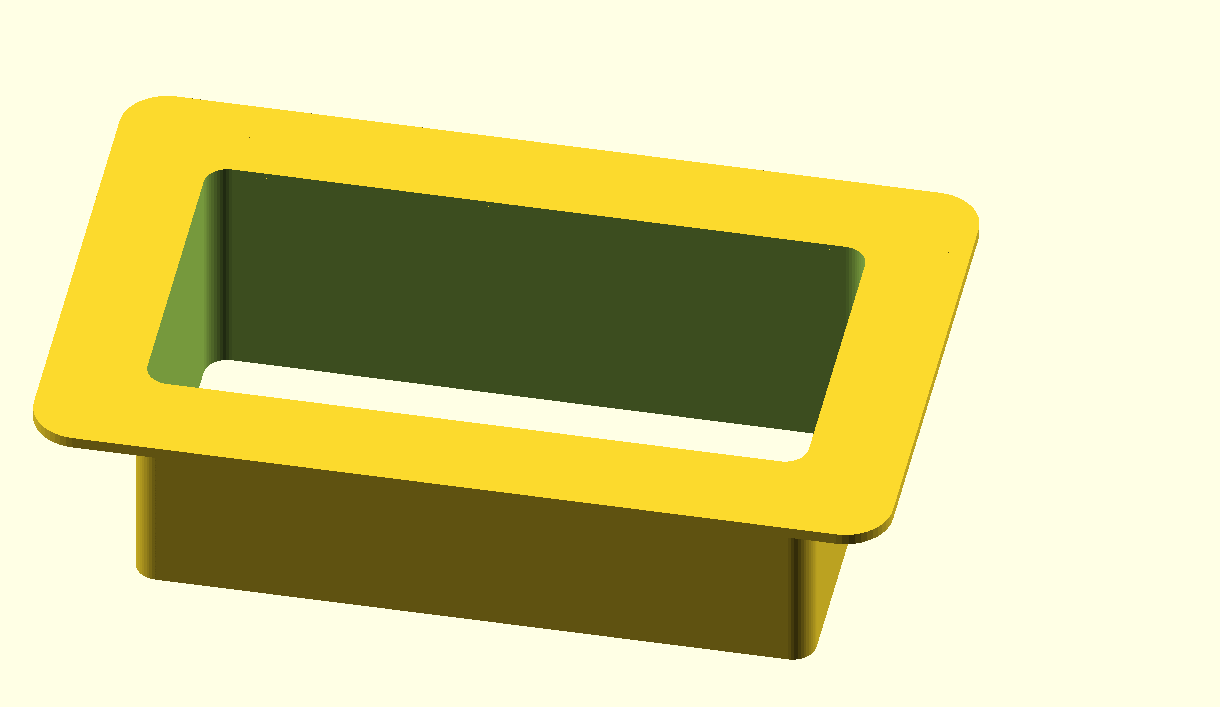
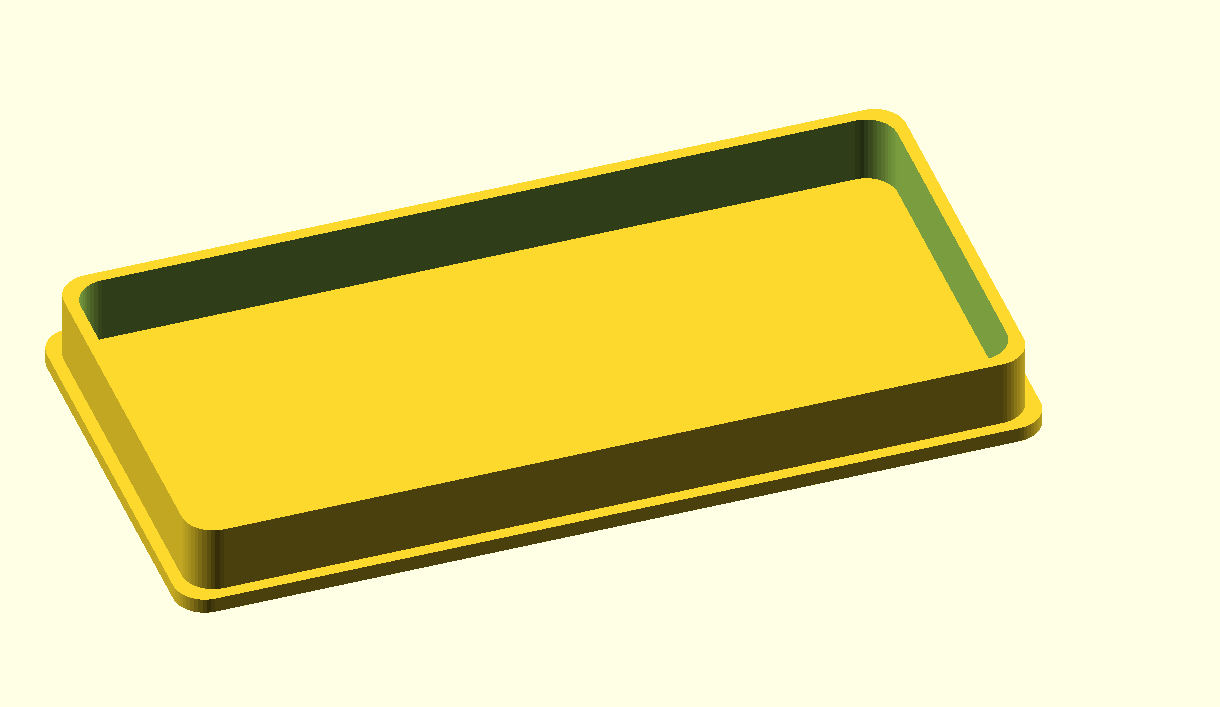
10mm wall plate for 55x110mm air duct. The wall plates are glued in place in the wall and are also used for covering the sides of the through-hole in the wall. The 55×110 air duct will then pass through the glued-in wall plates on either side of the wall.
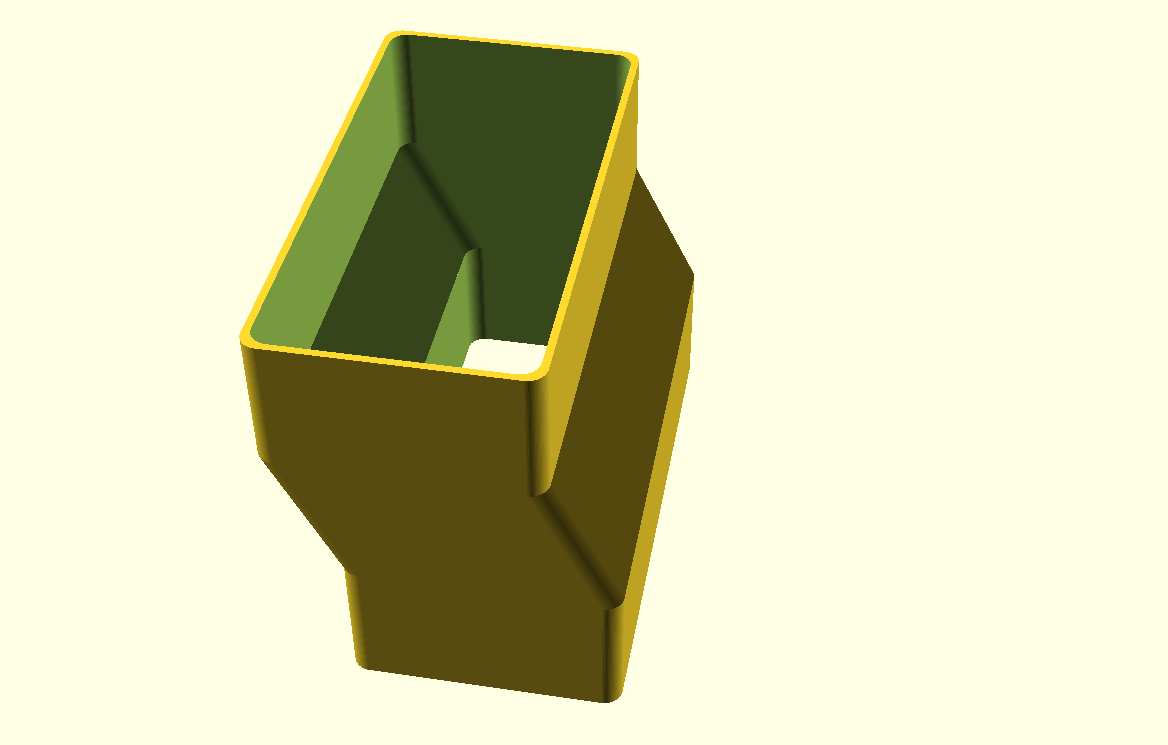
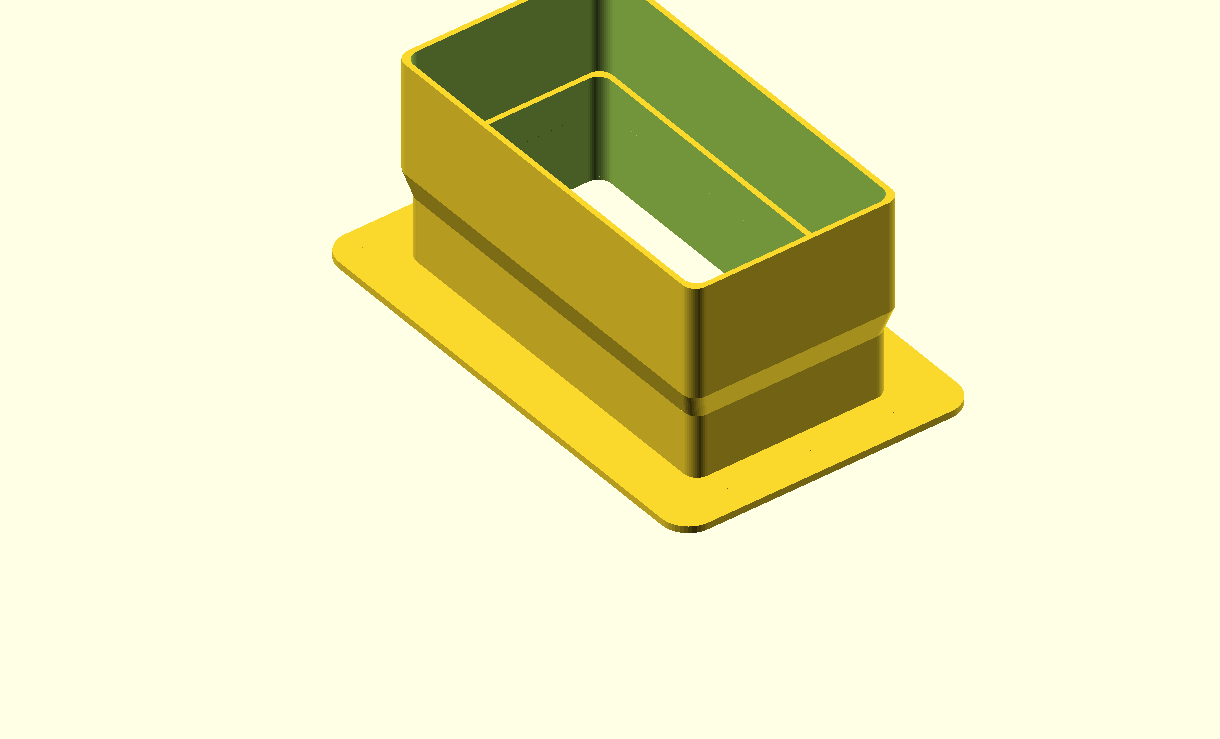
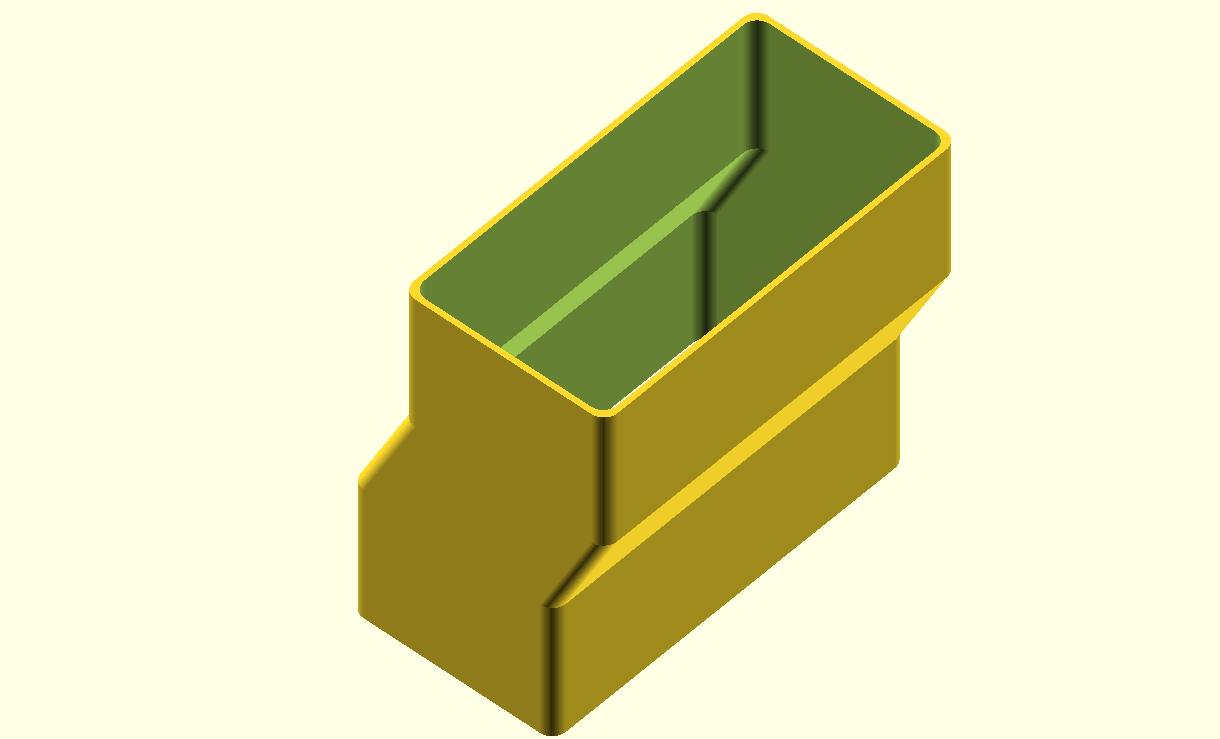
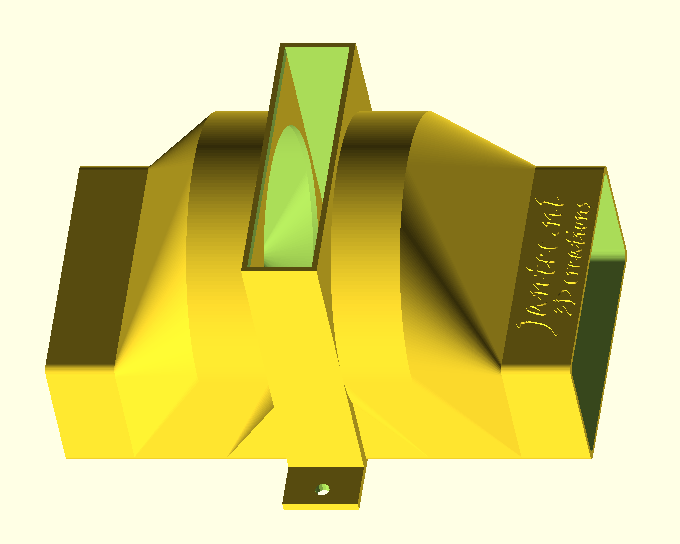
40mm wall plate for 55x110mm air duct.wall_plate, extended to 60mm for 55x110mm air duct. This piece connects through the wall and fits in one of the above wall plate-pieceswall plate with short 90 degrees angled bend. Both sides connect to a 55x110mm air duct
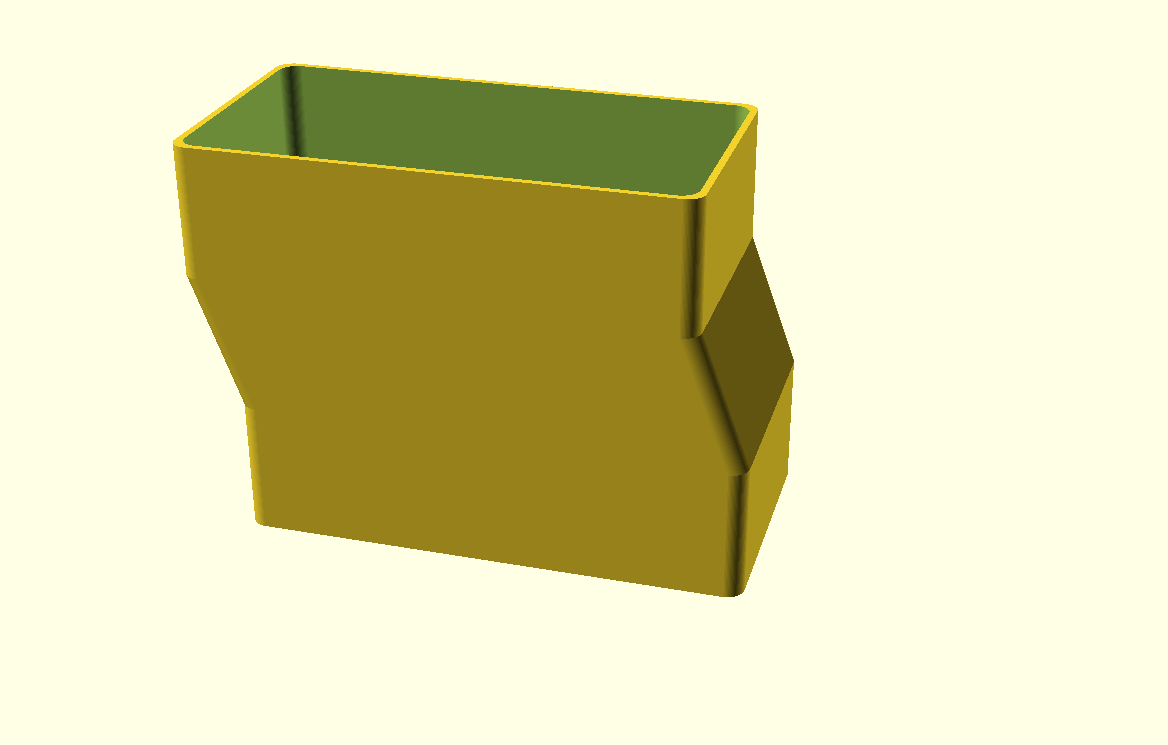
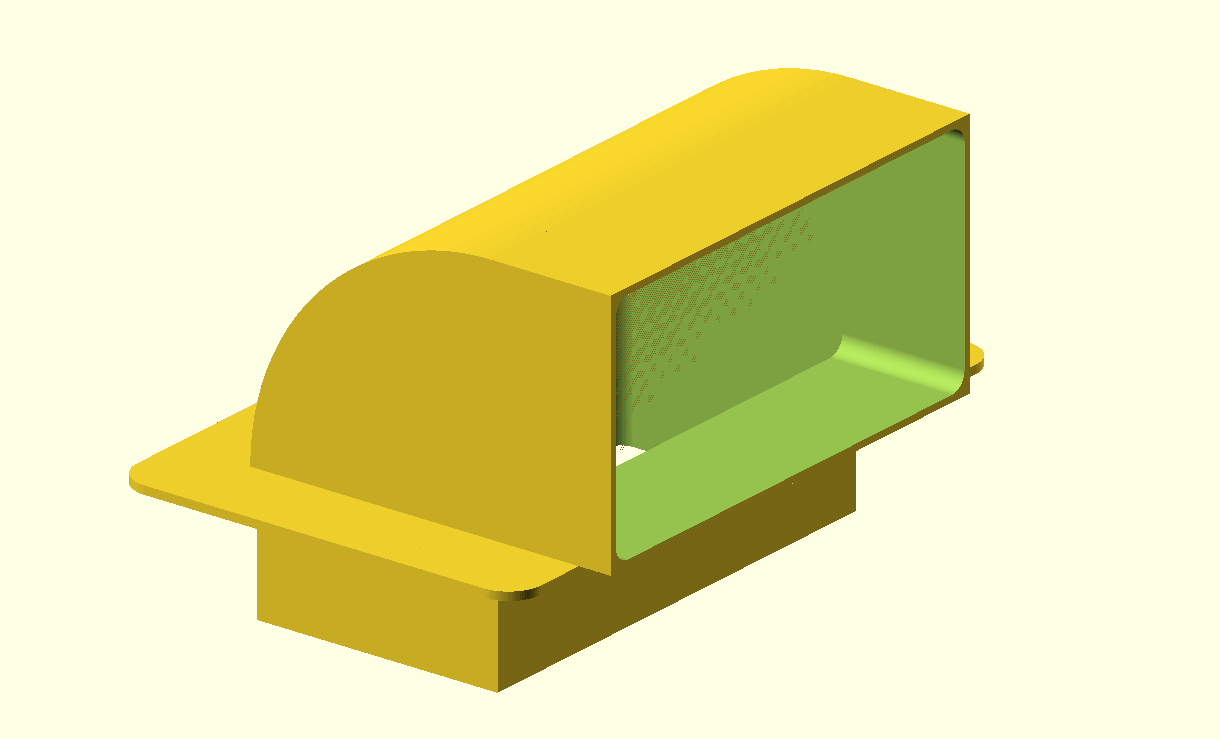
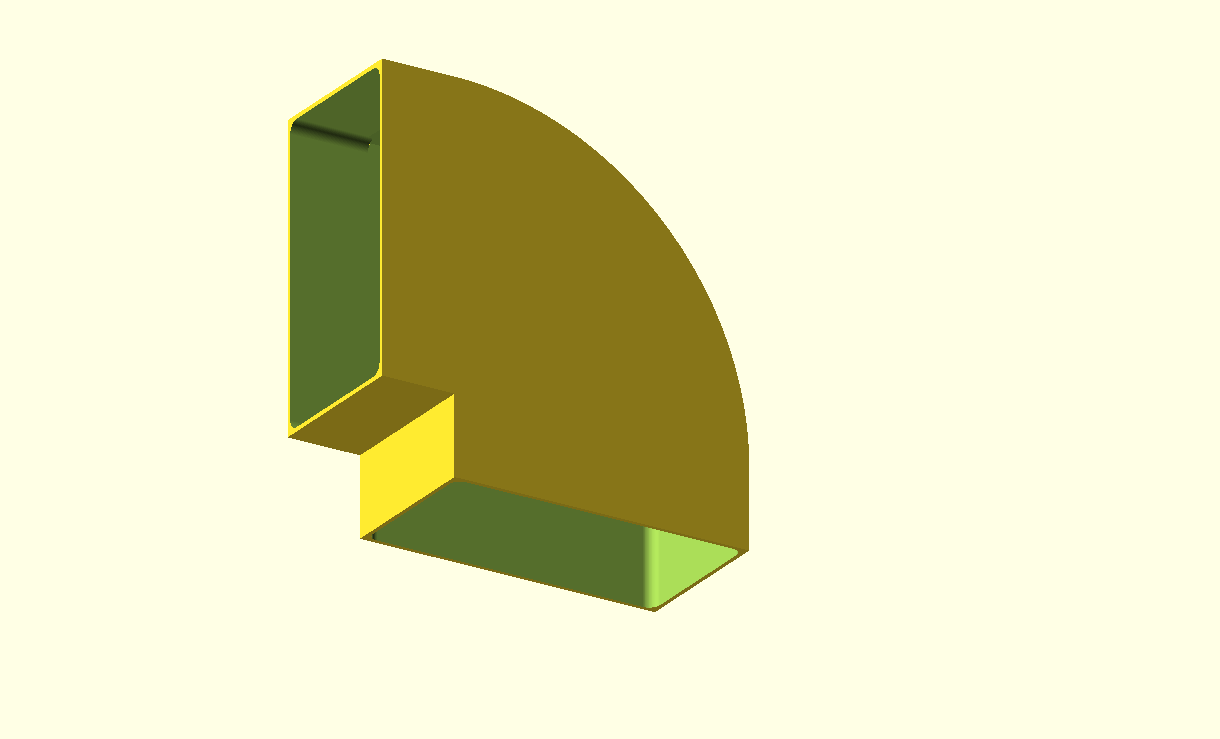
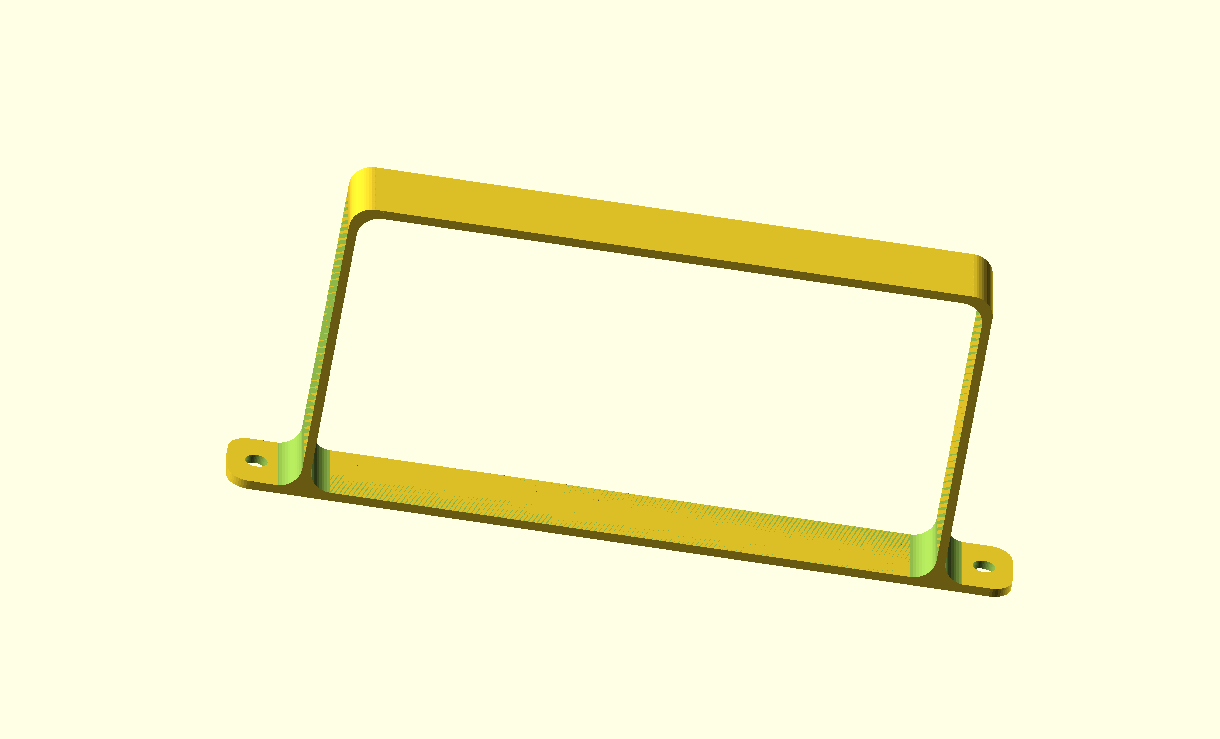
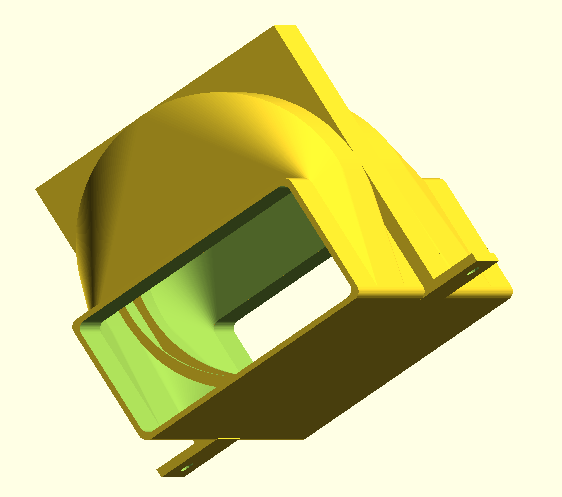
90 degrees bend for 55x110mm air duct90 degrees bend for 110x55mm air ductpipe connector piece with 15mm offset, both sides connect to a 55x110mm air ductslim mounting bracket for 55x110mm air ducts
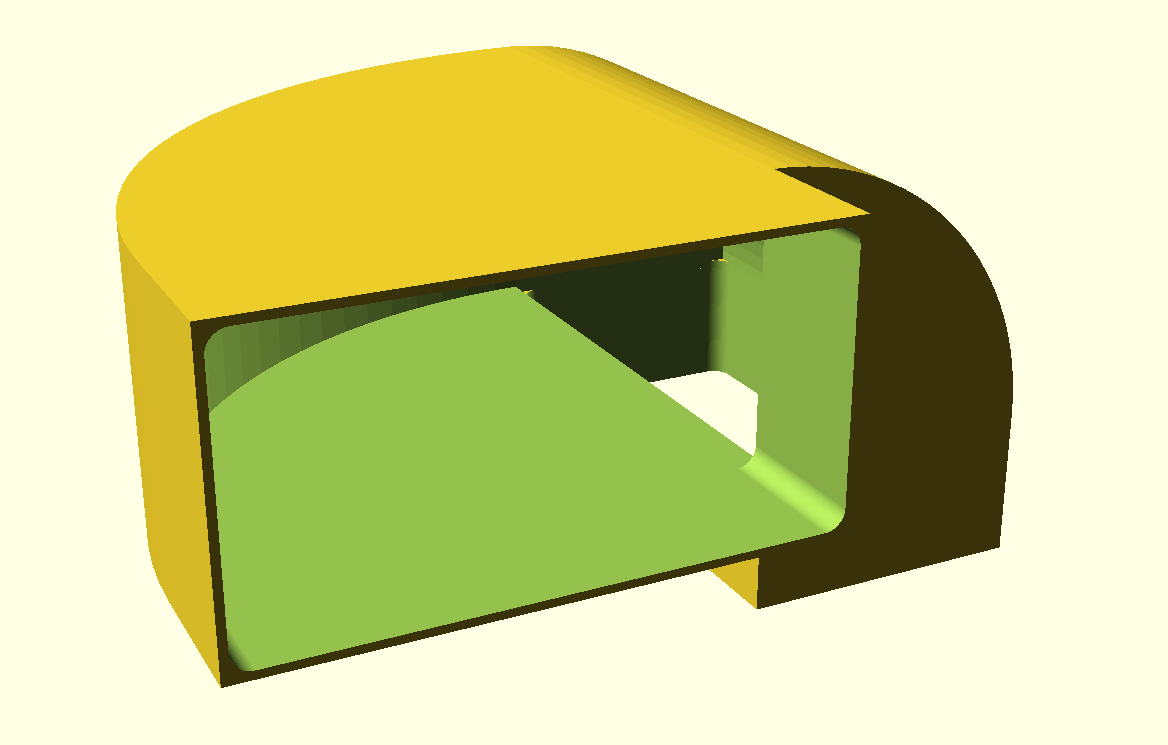
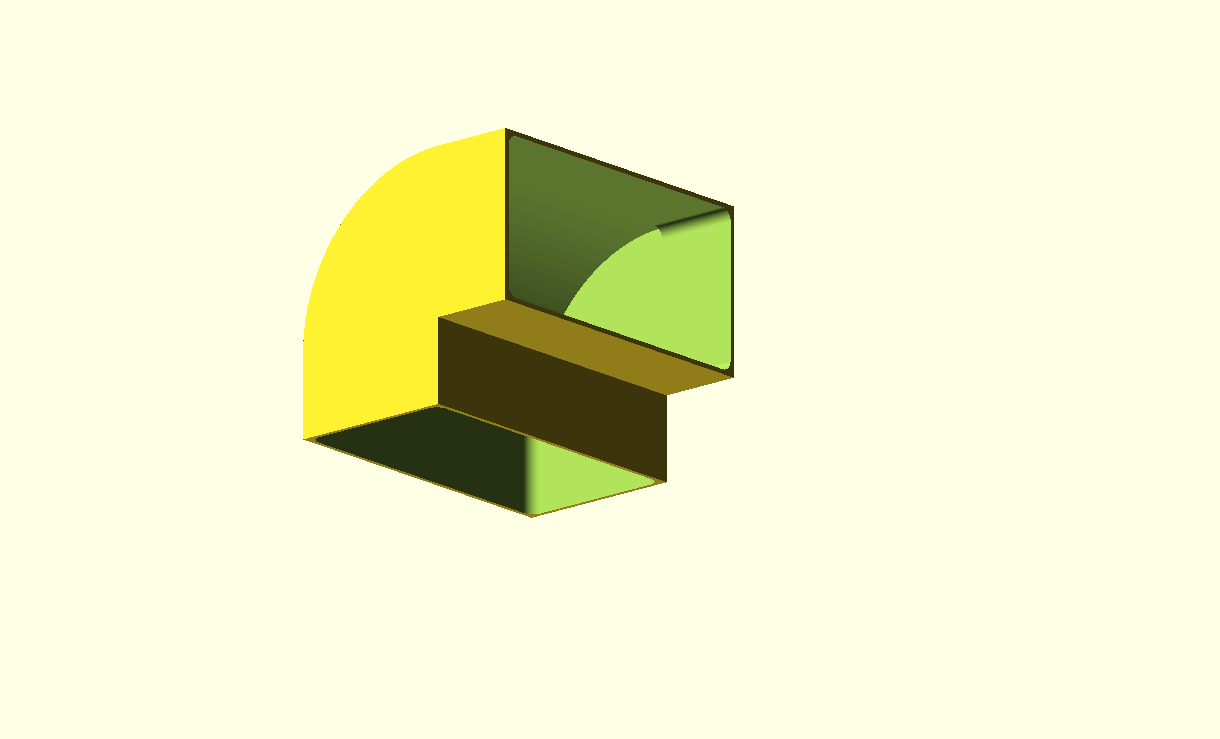
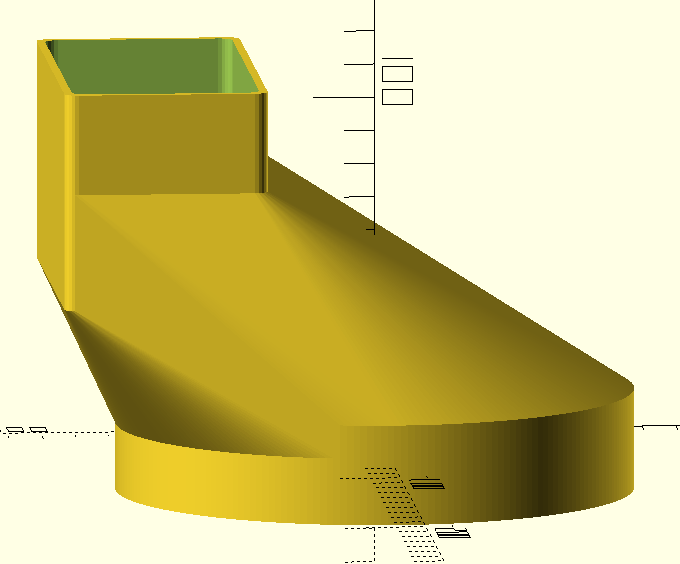
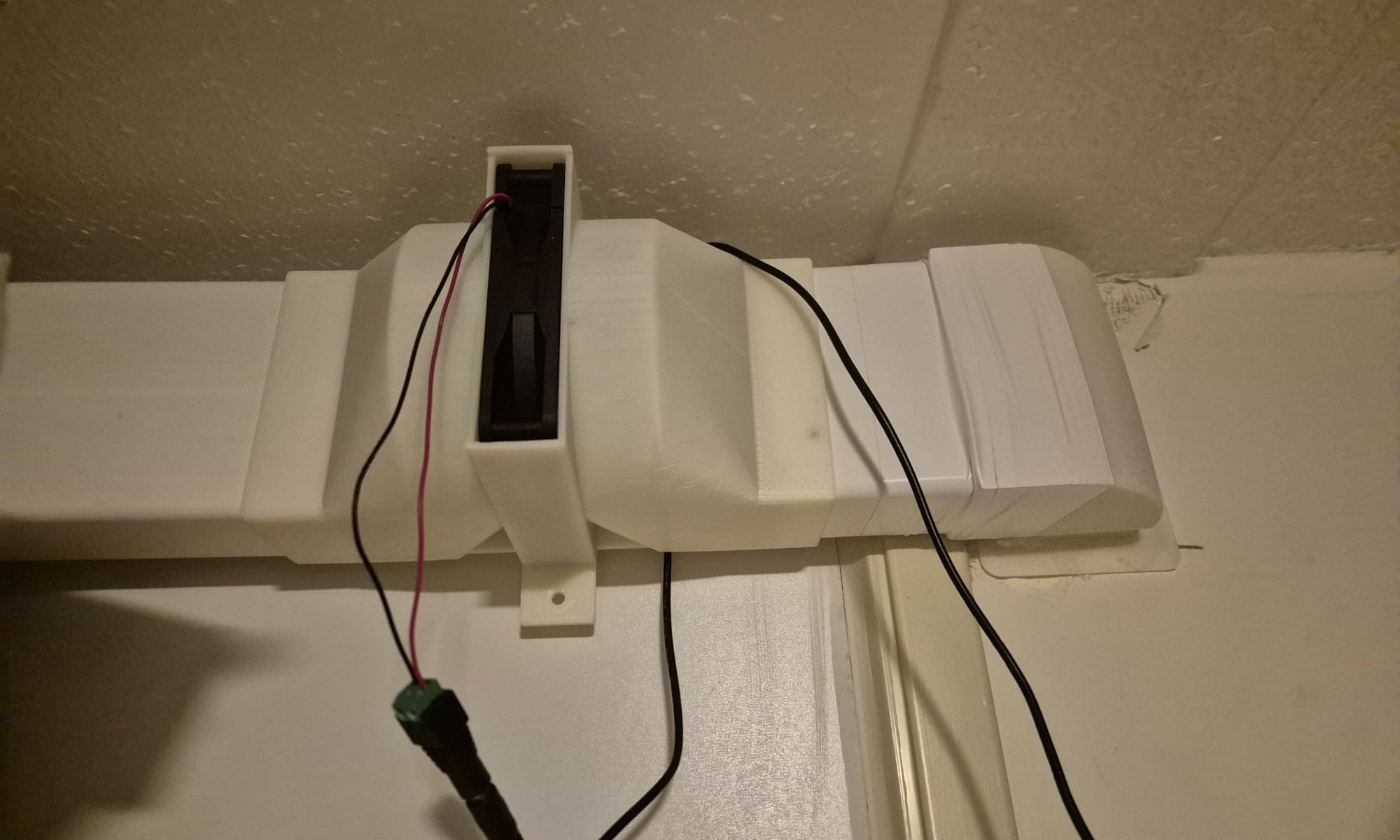
transition piece from round 150mm air filter box output to 55x110mm air duct, wall_mountedendcap for 55x110mm air duct