

Mijn E3D toolchanger bleek steeds wat af te wijken van de exacte X-Y locaties elke keer dat ik een homing van de machine uitvoerde,.
Dit werd duidelijk nadat ik probeerde de exacte posities van de pickup van het gereedschap af te stellen, nadat ik had gehomed.
Elke keer als ik de pick-up posities opnieuw afstelde, werkte hij goed en de volgende dag was hij net weer een beetje anders. Dan stemde ik hem opnieuw af, en na een dag zat hij er weer naast. Niet veel, maar slechts 0,1 mm of iets meer. Maar het gaf wel problemen met het wisselen van de Tools.
Dus- na wat lezen vond ik dat anderen dit probleem ook hadden en kwam met een oplossing: Gewoon een paar goede X- en Y-homeschakelaars plaatsen!
Ik vond zelfs de te printen 3d-onderdelen voor de montage van deze schakelaars. Bedankt hiervoor, mensen!
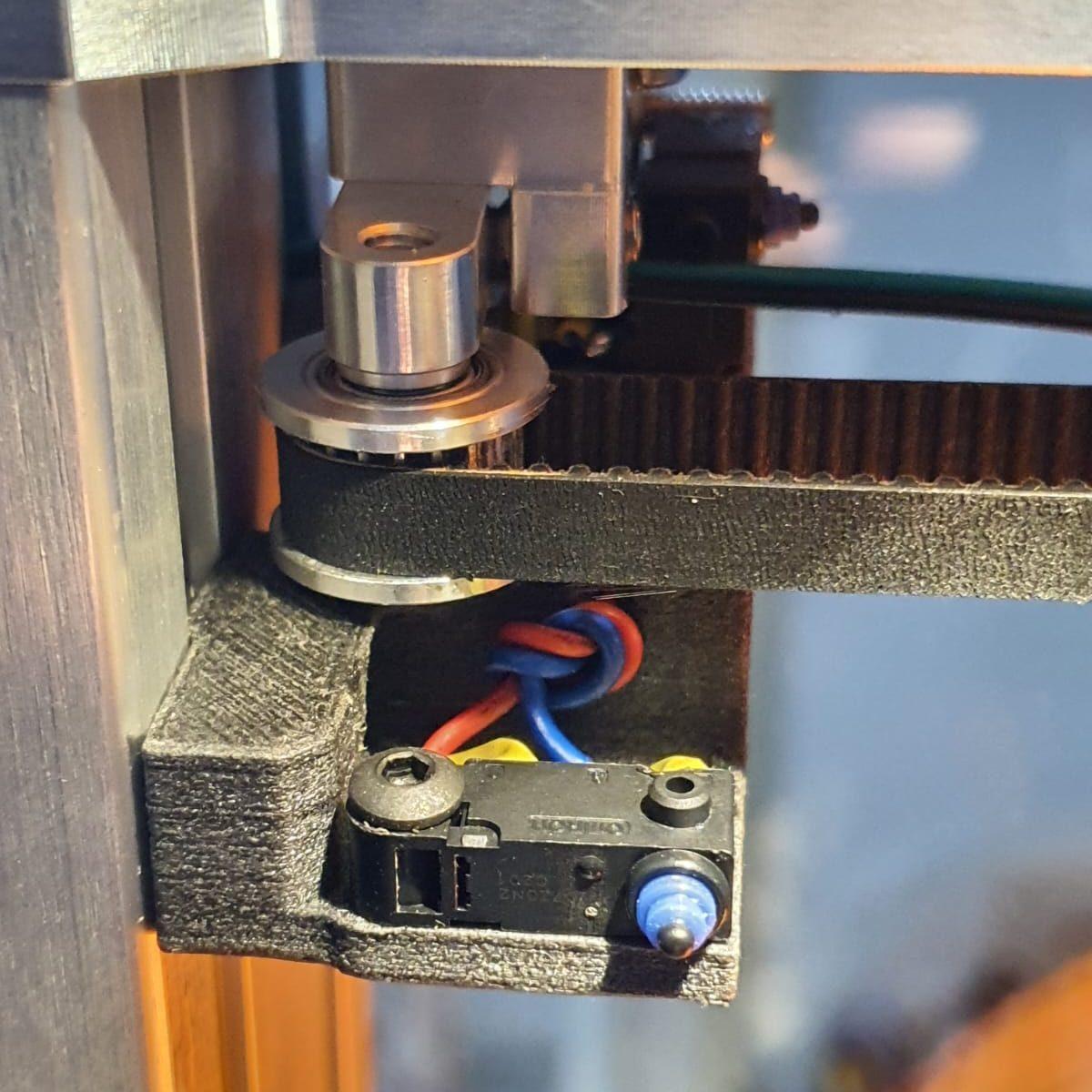
De schakelaars zijn van hetzelfde type als voor de Z-schakelaar.
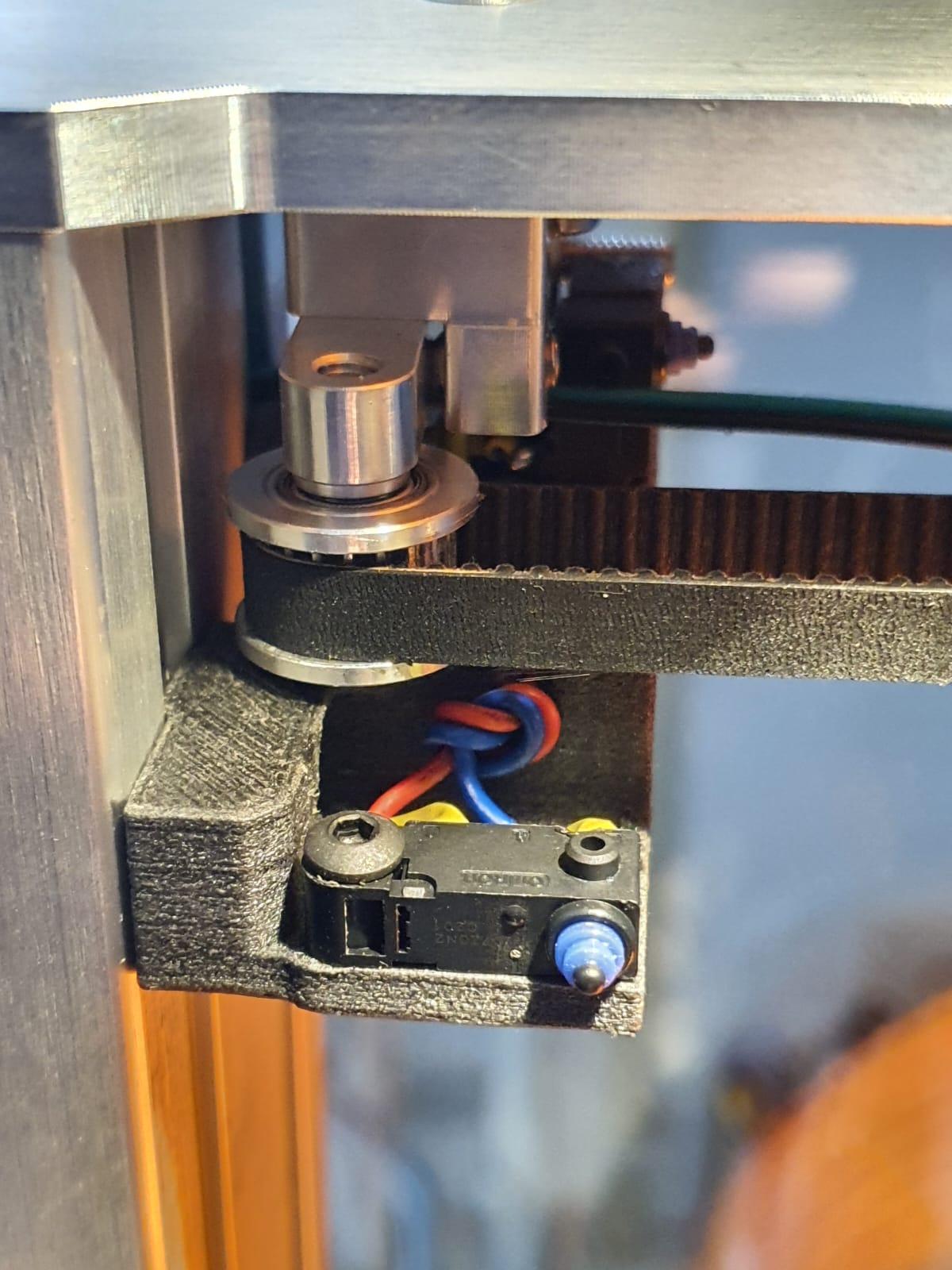
Ik heb de mounts in PETG carbon geprint op mijn Prusa mini en beide schakelaars op de E3D toolchanger gemonteerd.
Hierna heb ik config. g en de homing files aangepast, zie hiervoor de rest van mijn post:
CONFIG.G CHANGES
; Endstops
M574 X1 S1 P”xstop” ; X min active high endstop switch
M574 Y1 S1 P”ystop” ; Y min active high endstop switch
M574 C0 ; no C endstop
M574 Z0 P”nil” ; no Z endstop switch, free up Z endstop input as Z endstop switch. (I changed this part for correct working with RRF3.3+)
NEW HOMING FILES:
; homex.g
; called to home the x axis
M98 P”homey.g” ; Home Y always before homing X
G91 ; use relative positioning
G1 H2 Z3 F5000 ; lift Z 3mm
G1 H1 X-400 F15000 ; move left 400mm, stopping at the endstop
G1 X5 F15000 ; move away from end
G1 H1 X-400 F2000 ; move left 400mm, stopping at the endstop
G1 X2 F2000 ; move away from end
G1 H2 Z-3 F1200 ; lower Z
G90 ; back to absolute positioning
; homeall.g
; called to home all axes;
M98 P”homec.g” ; Home C (ToolHead)
M98 P”homex.g” ; Home X
M98 P”homez.g” ; Home Z
G1 X150 Y-49 Z20 F15000 ; Park
; homey.g
; called to home the Y axis
G91 ; use relative positioning
G1 H2 Z3 F5000 ; lift Z 3mm BED DOWN
G1 H1 Y-400 F15000 ; move to the front 400mm, stopping at the endstop
G1 Y5 F15000 ; move away from end
G1 H1 Y-400 F2000 ; move to the front 400mm, stopping at the endstop
G1 Y2 F2000 ; move away from end
G1 H2 Z-3 F1200 ; move Z BED UP
G90 ; back to absolute positioning
Z homing did not change and remains as is:
; homez.g
; called to home the Z axis
M98 P”Coupler – Unlock.g” ; Open Coupler
G91 ; Relative mode
G1 H2 Z5 F5000 ; Lower the bed
G90 ; back to absolute positioning
G1 X150 Y100 F50000 ; Position the endstop above the bed centre
M558 F1000 ; speed to 1000
G30 ; probe x 1
M558 F300 ; speed to 300
G30 ; probe x 1