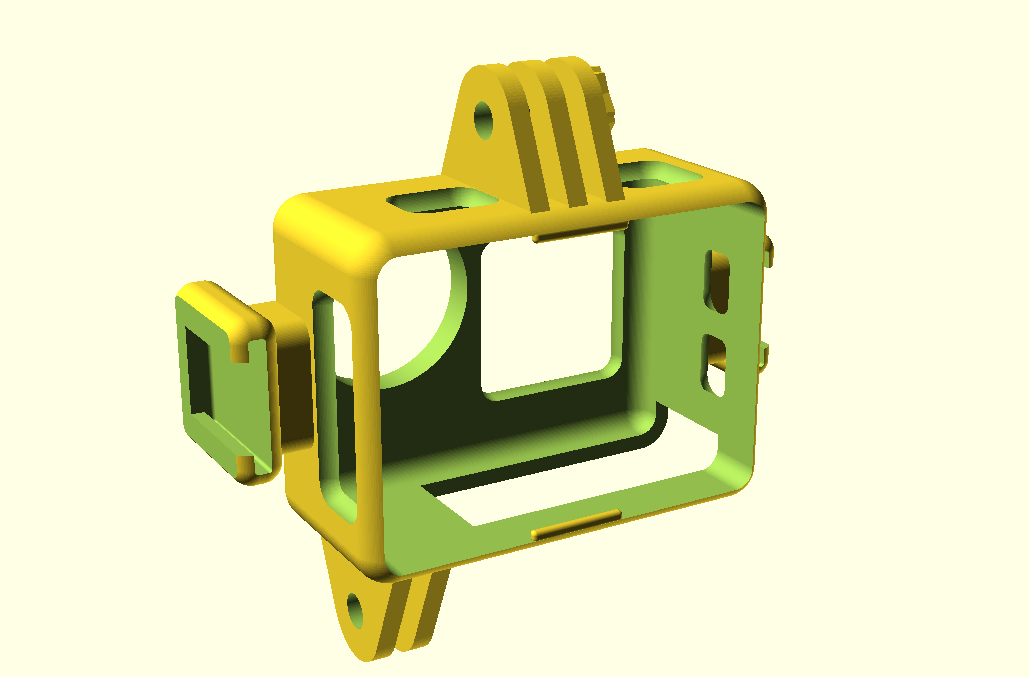
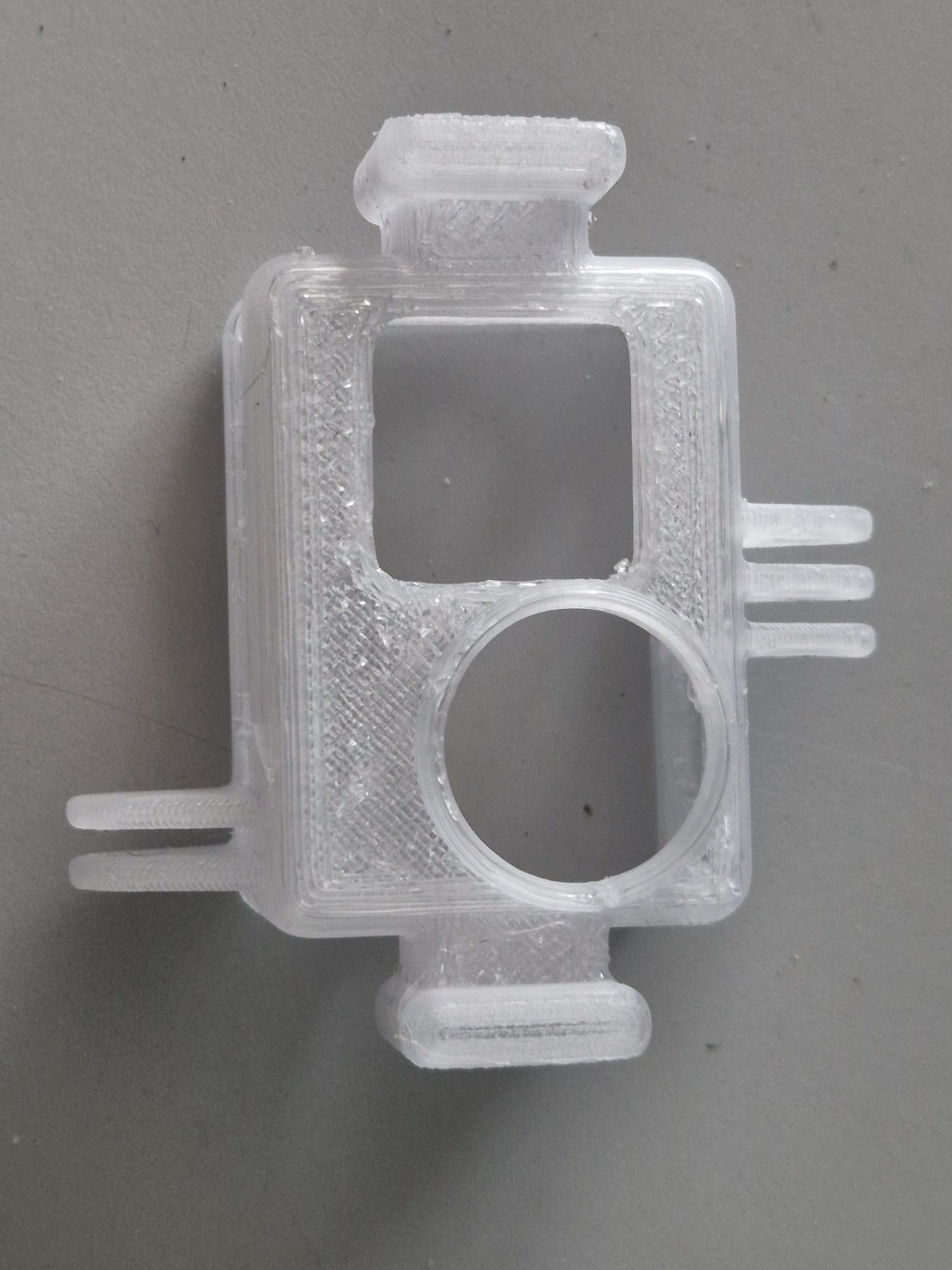
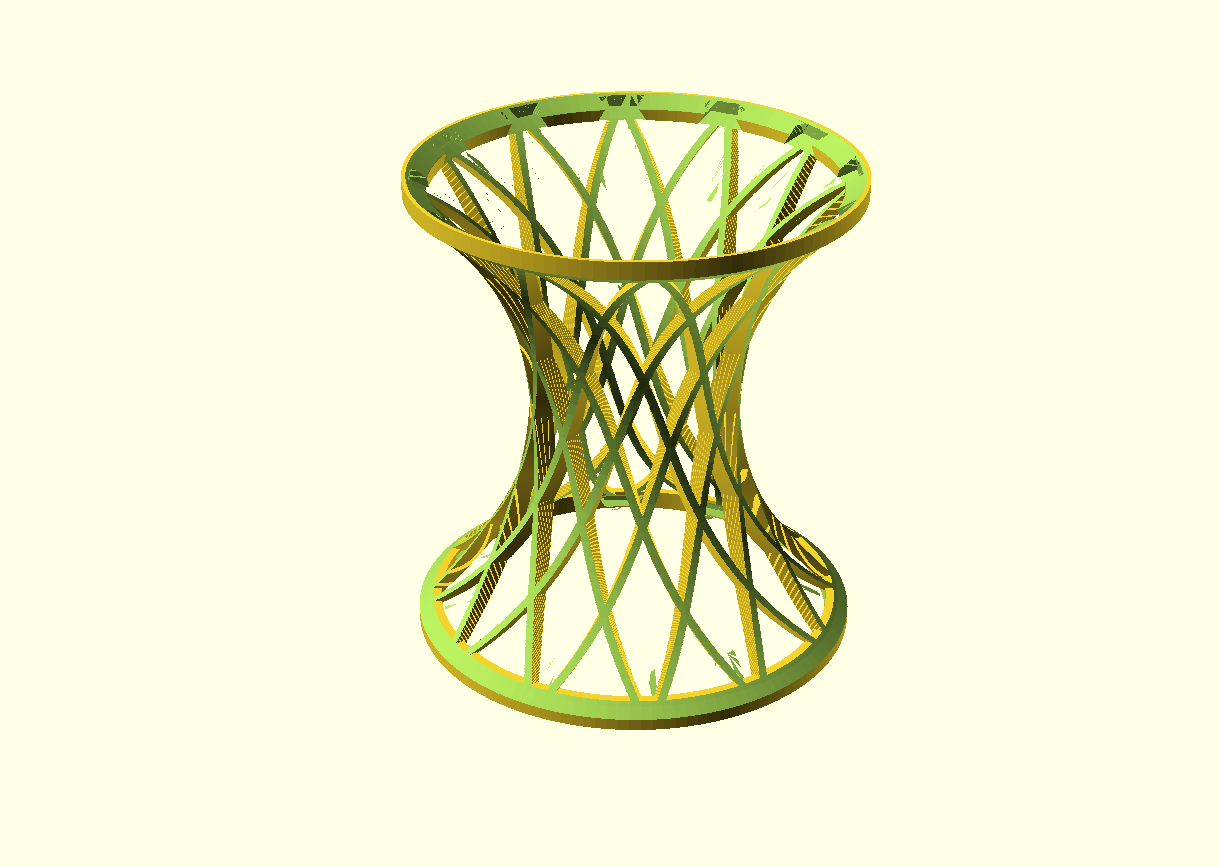
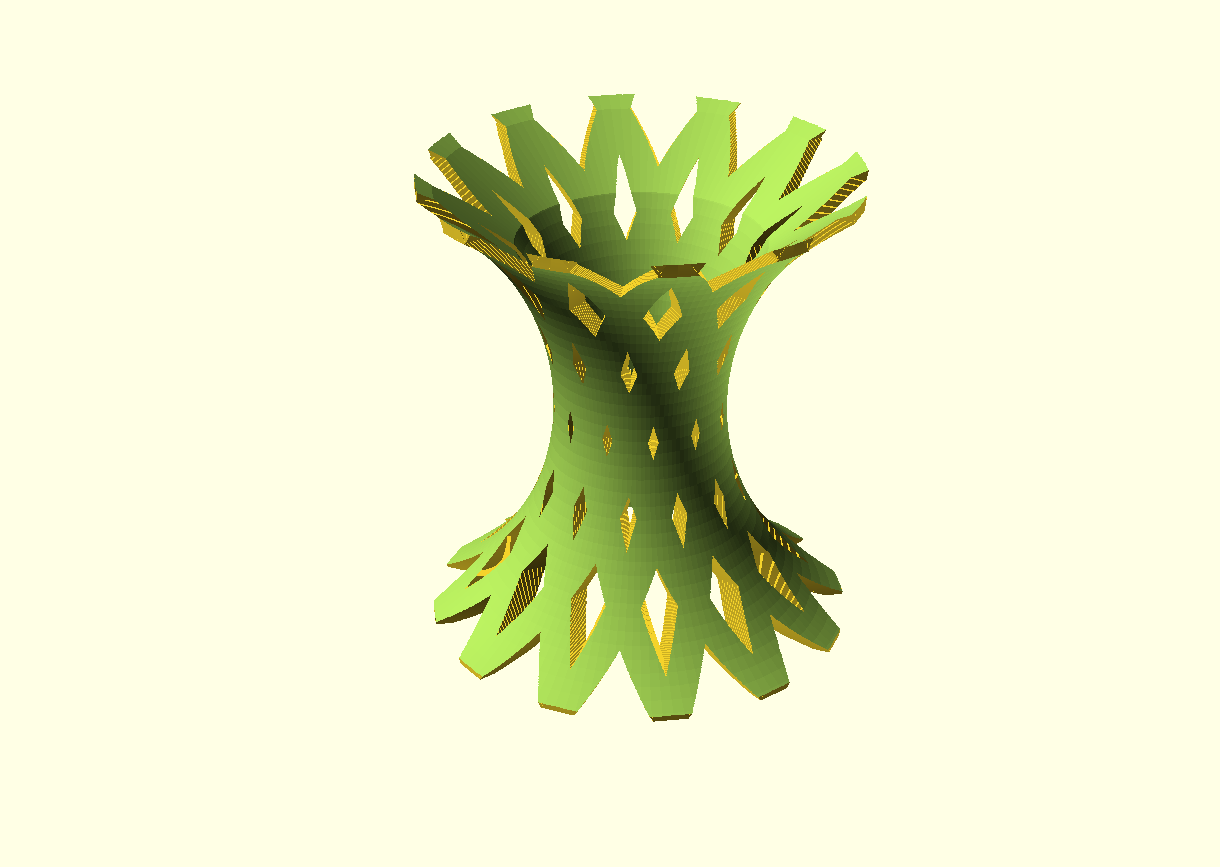
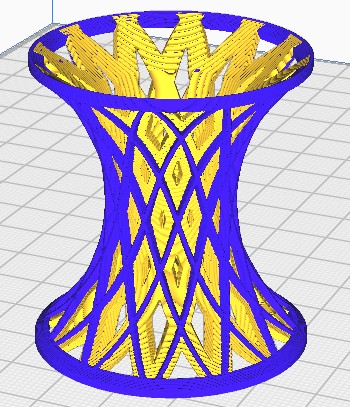
Printed on Voron 600 @ 0.3 mm LH and 0,8mm nozzle, transparant PETG. Hispeed in 1 hour at 100% infill, front down, brim 0.2 mm thick, 10mm wide. Supports everywhere in matrix mode @ 10mm wide, big gap 0.5mm top of Z and 1.2 mm on X/Y spacing. Temp 235 deg nozzle, 85 deg bed. 100% fan except for 1st 3 layers.
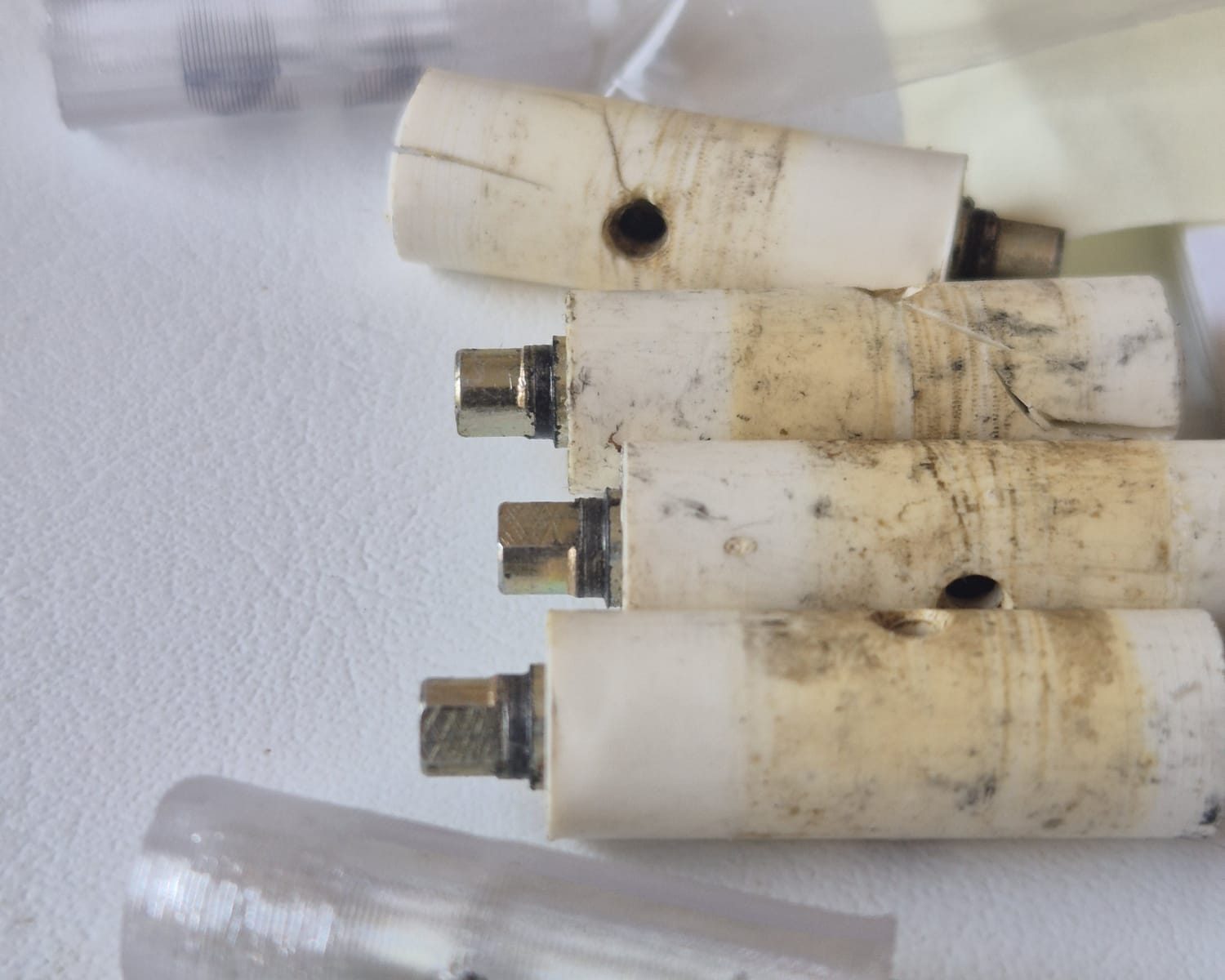
Een van mijn zeer oude zelfgemaakte elektro-akoestische gitaren had kapotte stemmechanieken. Ik wilde geen nieuwe bestellen, omdat de mechanica nog in orde was, alleen de plastic hulzen om de tunerassen waren kapot.
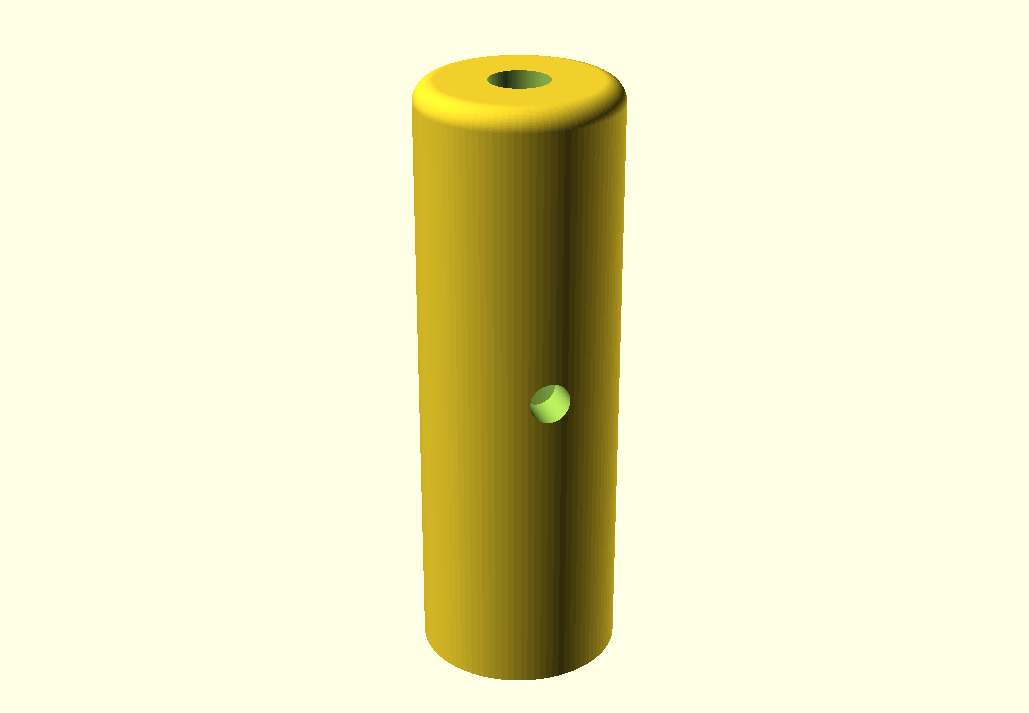
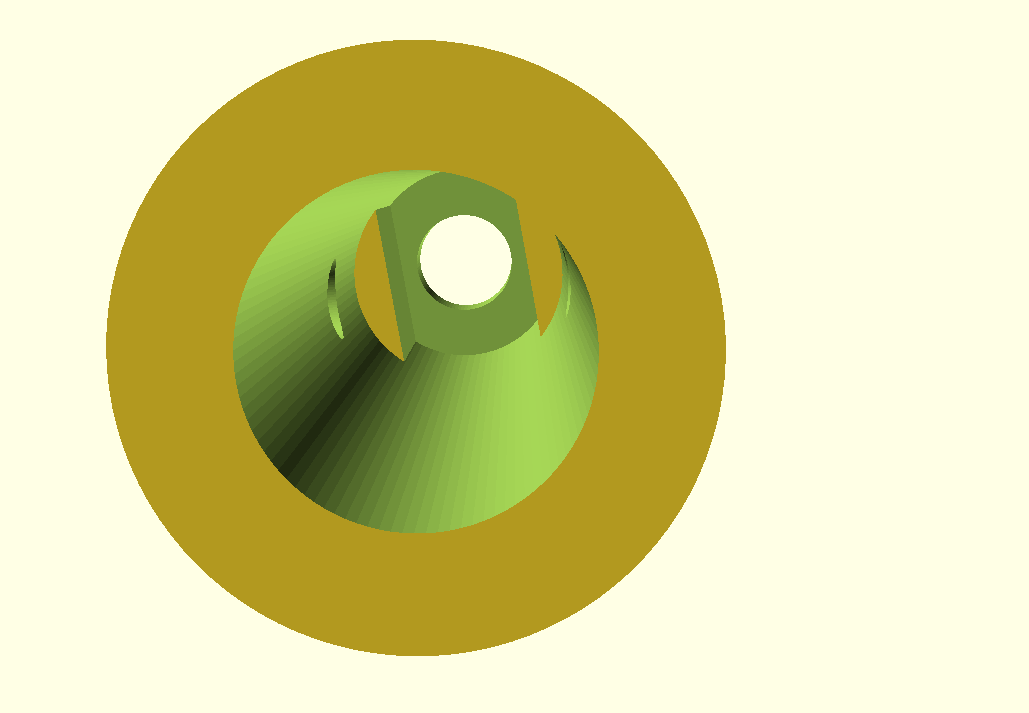
In Openscad ontwierp ik 3D-geprinte hulzen die om de metalen stemmechanieken passen.
Ik heb 6 hulzen in transparant PETG geprint op de Voron 600 (0,8 mm spuitmond, 0,3 mm LH, 235 graden spuitmond//85 graden bed).
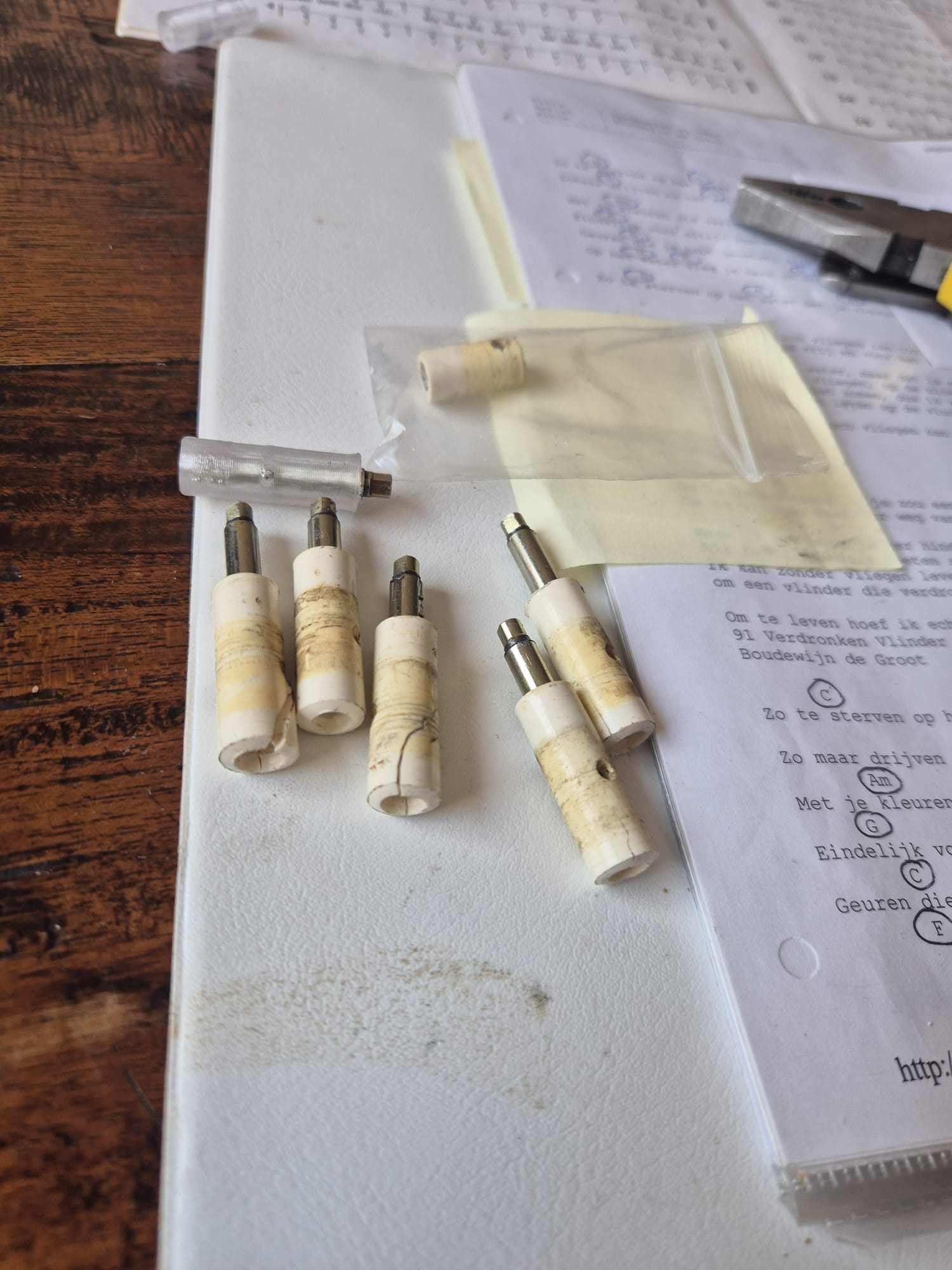
Geen steunen, hoewel ik wel een stevige rand rond de as heb gebruikt. Ik heb de hulzen één voor één geprint, elk in 7 minuten.
De oude assen zijn uit de metalen assen getikt. Ik heb mijn bankschroef gebruikt en de bek van de bankschroef net genoeg geopend om de assen uit de hulzen te tikken.
Het monteren van de hulzen rond de assen is vrij eenvoudig, omdat het gat in de assen en hulzen op elkaar kan worden uitgelijnd dankzij de transparantie van het PETG-materiaal.
De assen passen gemakkelijk in de hulzen, hoewel ik de bankschroef heb gebruikt om de as de laatste 1-2 cm erin te duwen, vanwege de strakke pasvorm van de as in de uitsparing van de binnenkant van de huls, waardoor de huls de cirkelvormige beweging van de assen volgt bij het stemmen van de snaren.
Bij het installeren van de stemmechanieken heb ik wat vaseline aangebracht rond de plastic hulzen waar ze in contact komen met de gaten in het hout van de losse kop, zodat de hulzen niet vast komen te zitten.
Het proces van het demonteren en monteren van de hulzen en de stemmechanieken spreekt voor zich. Bekijk de onderstaande foto’s!
Ik heb trouwens 2 versies van de hulzen gemaakt.
De versie die ik op mijn snelle Voron600 heb gebruikt, is aan de binnenkant iets breder (asdiameter +0,4 mm).
Dit is nodig omdat kleine gaatjes op mijn Voron600 met het 0,8 mm-mondstuk altijd kleiner worden geprint dan ontworpen.
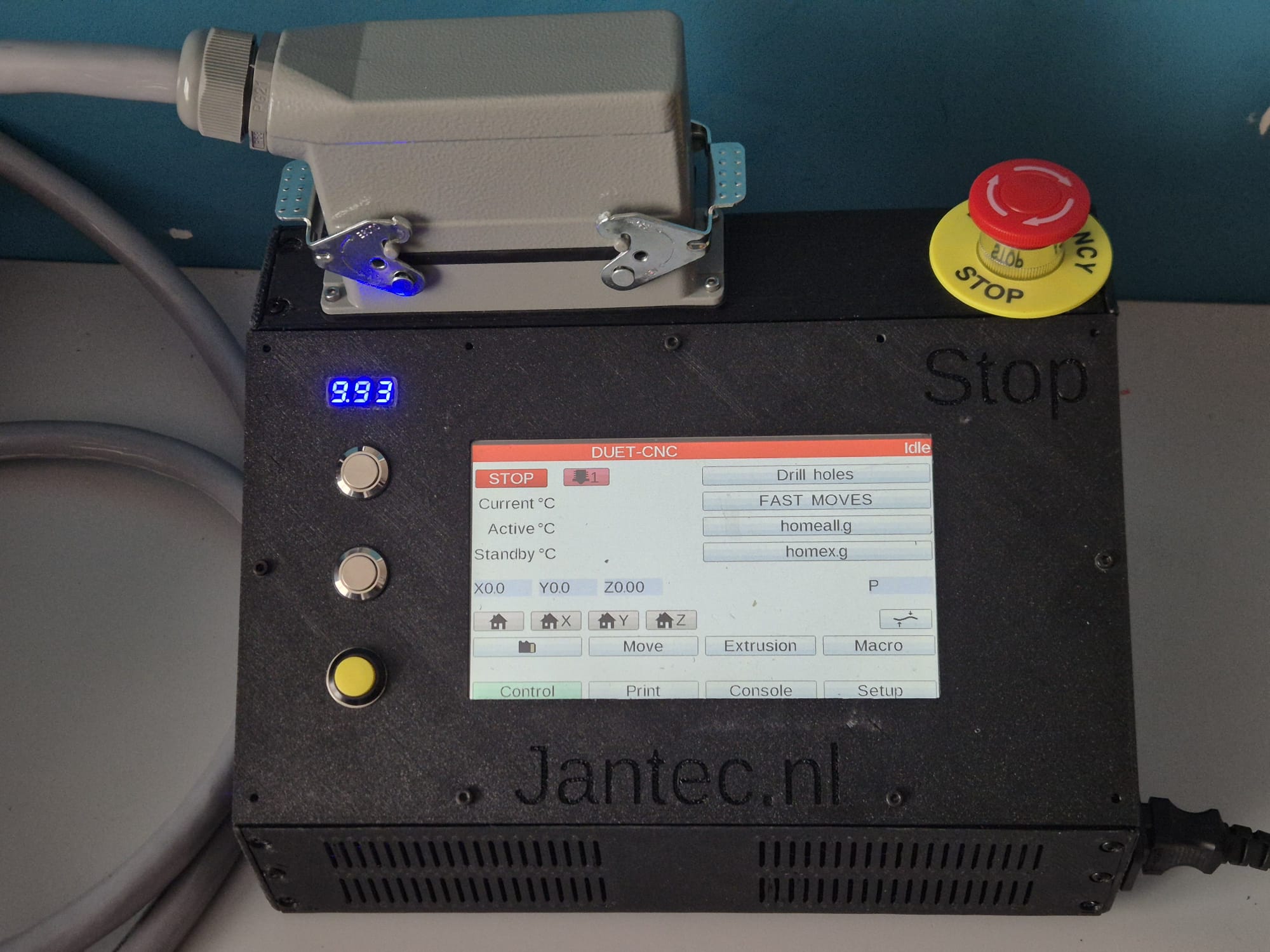
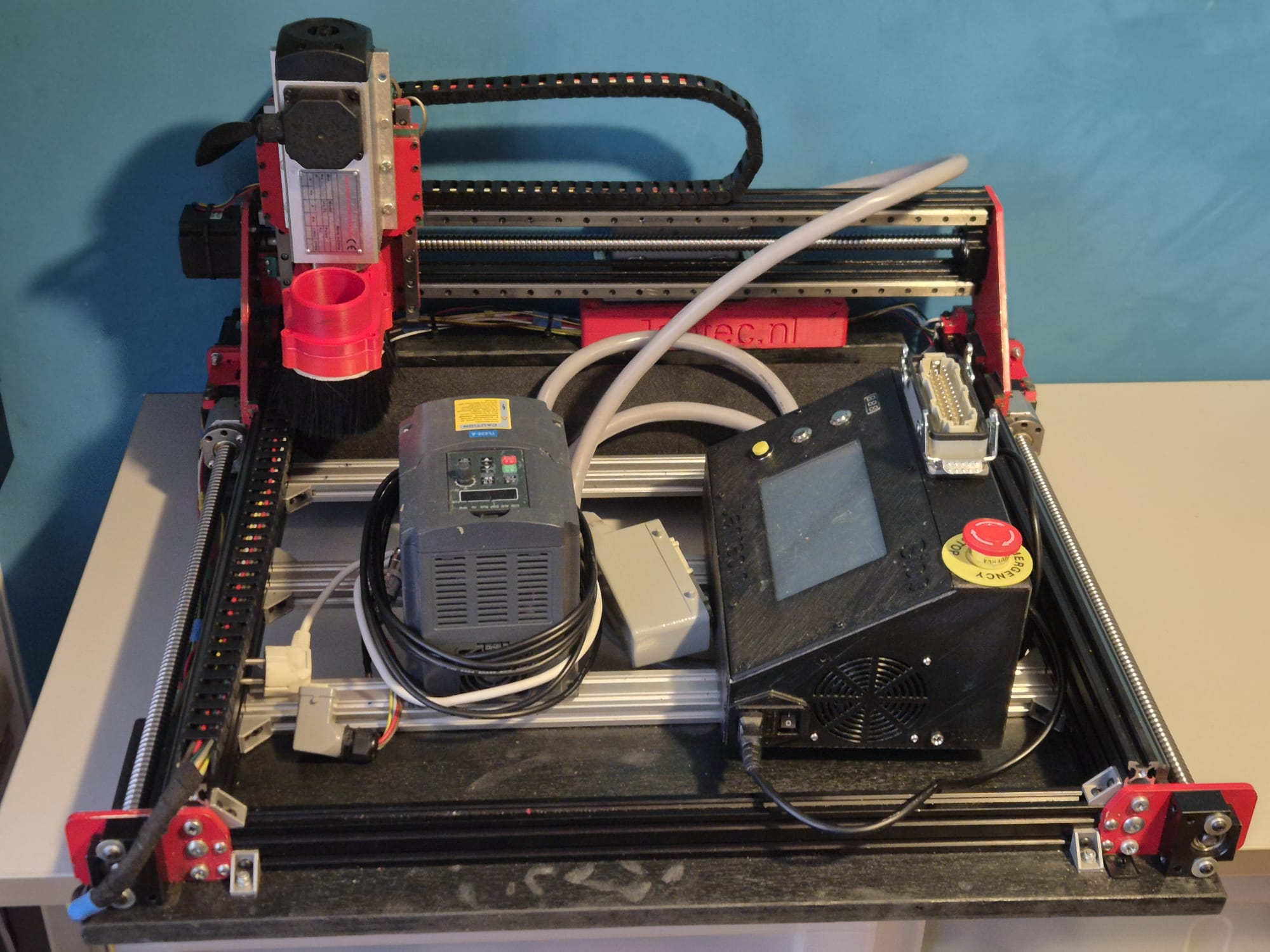
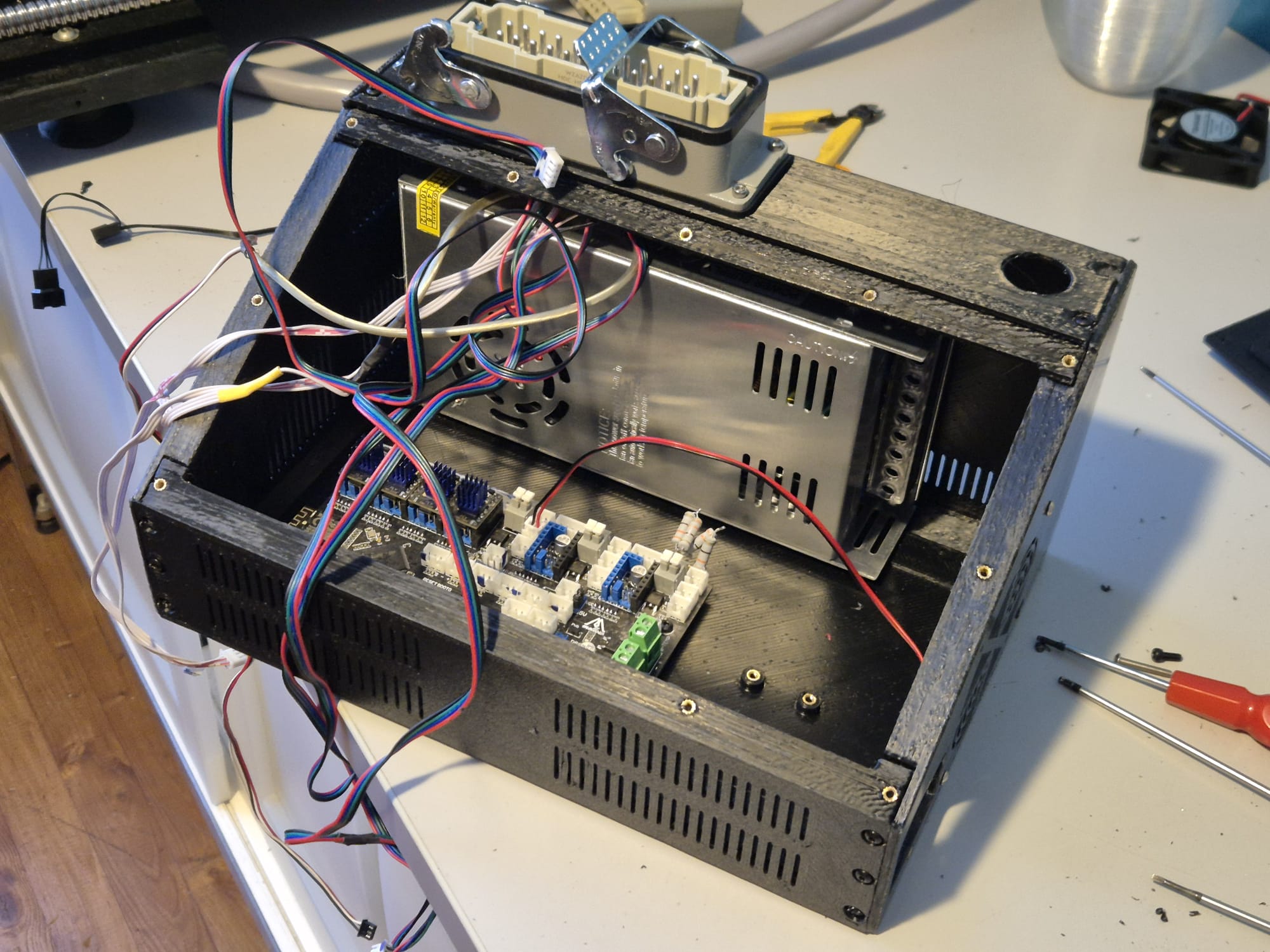
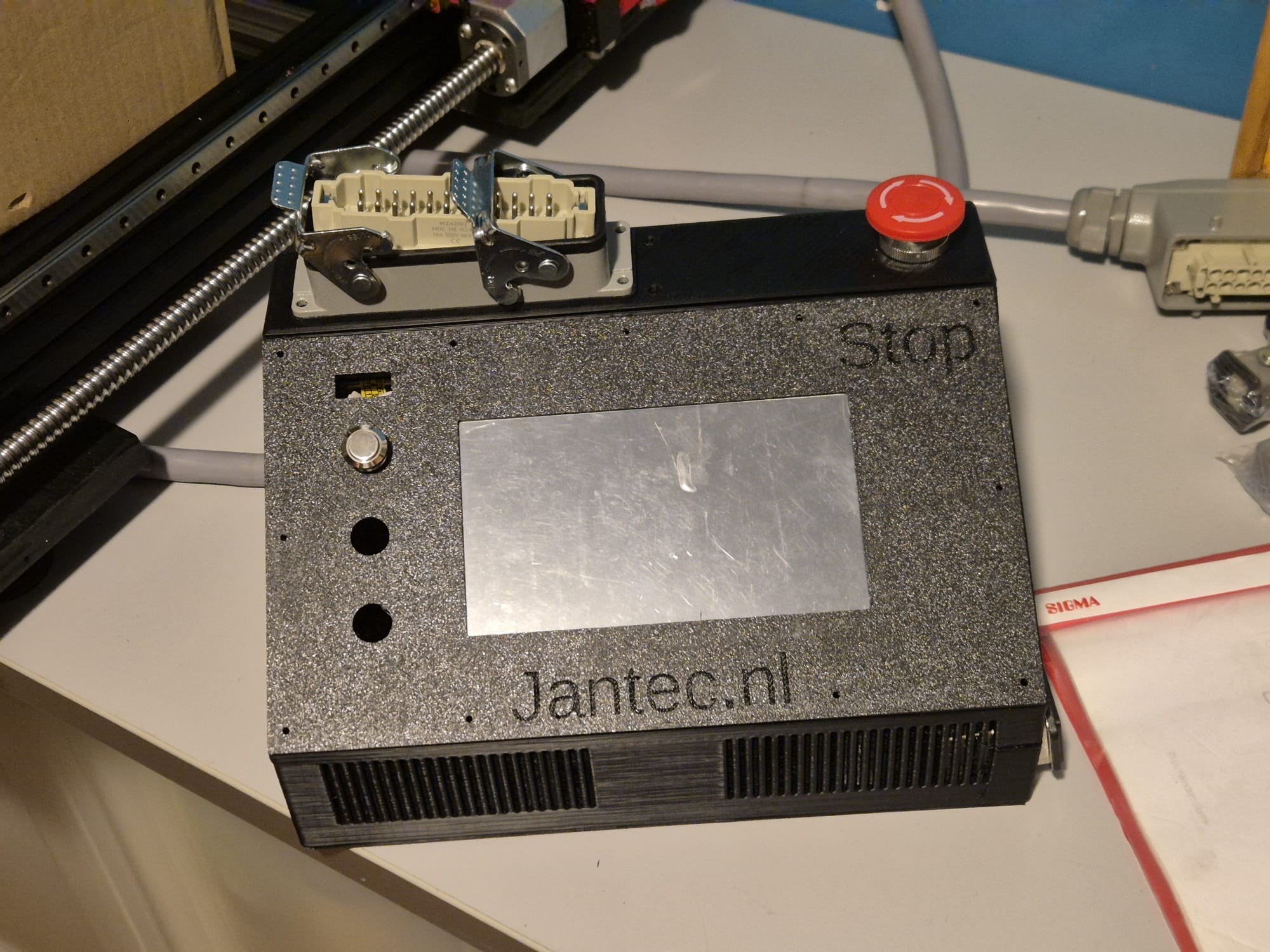
DE Indymill CNC machine met erop de frequentieregelaar links en de CNC controller rechts
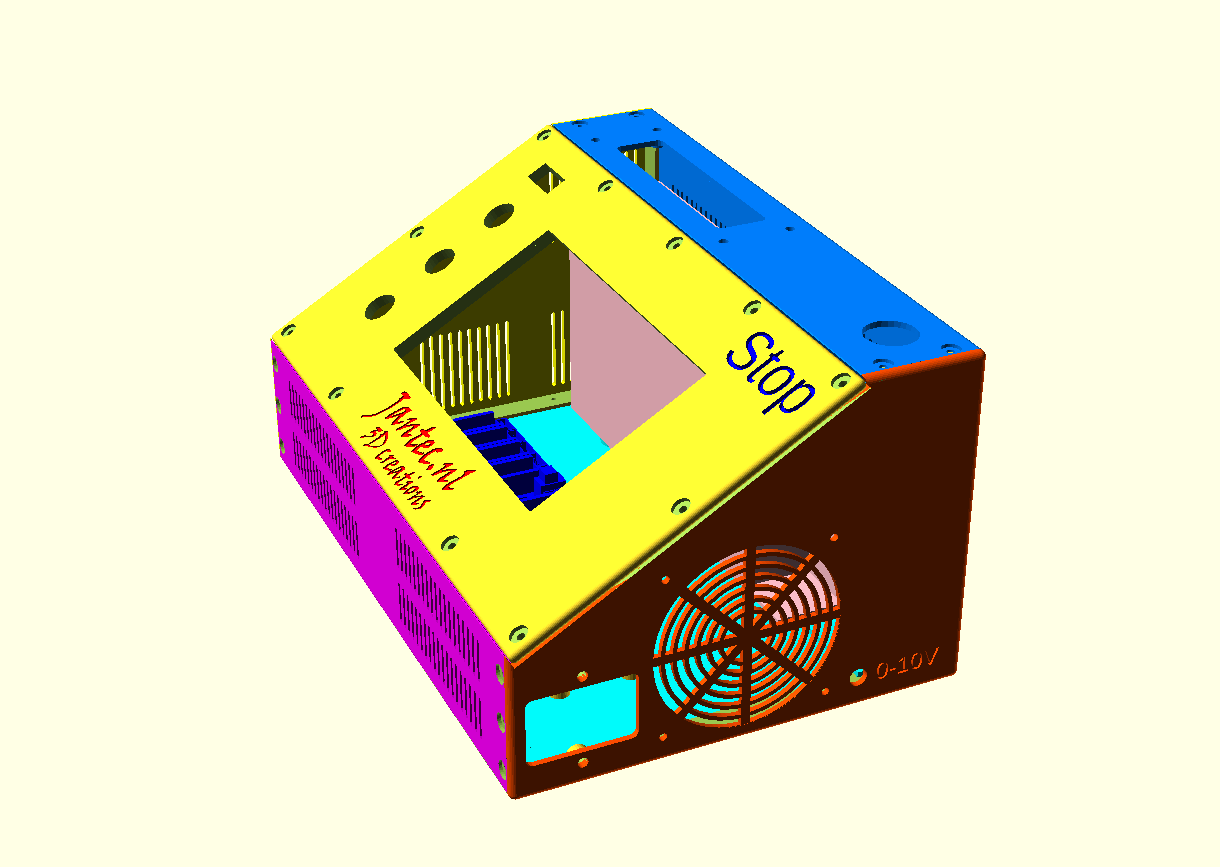
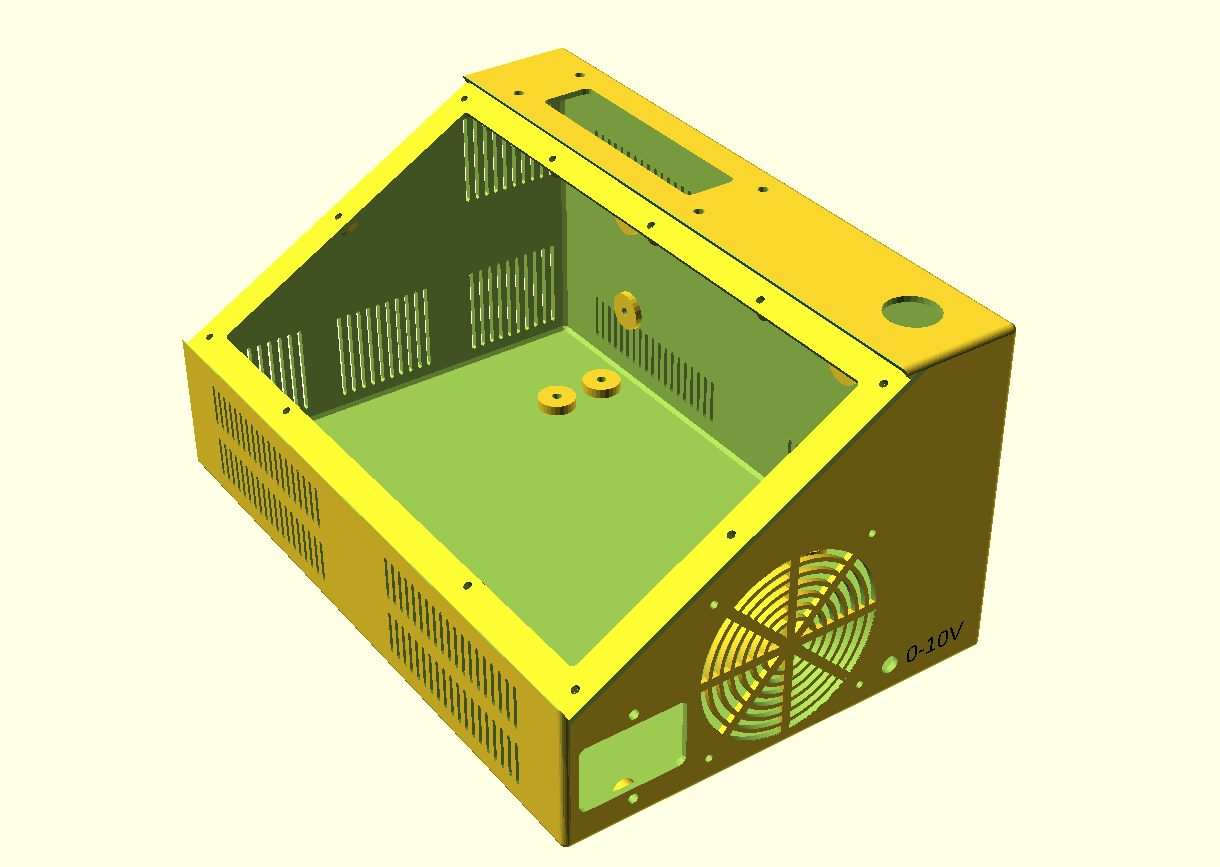
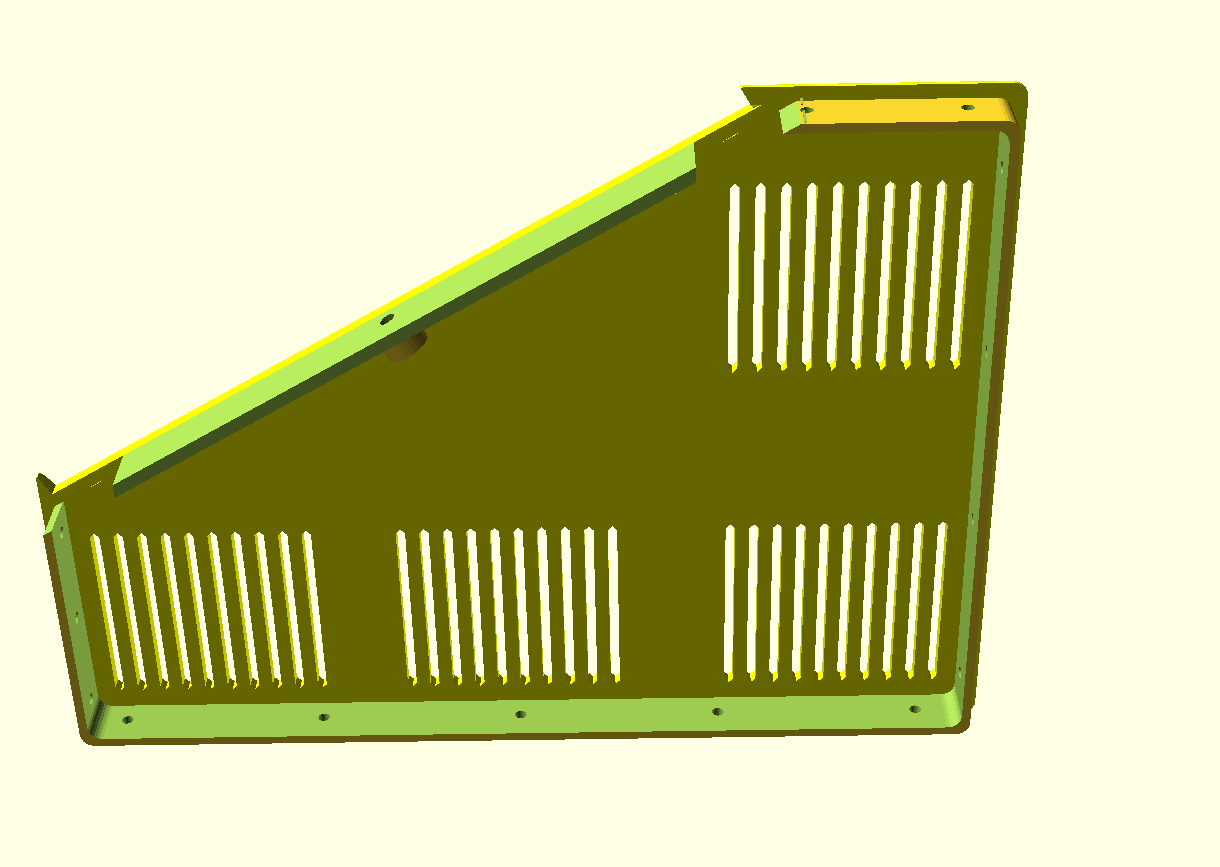
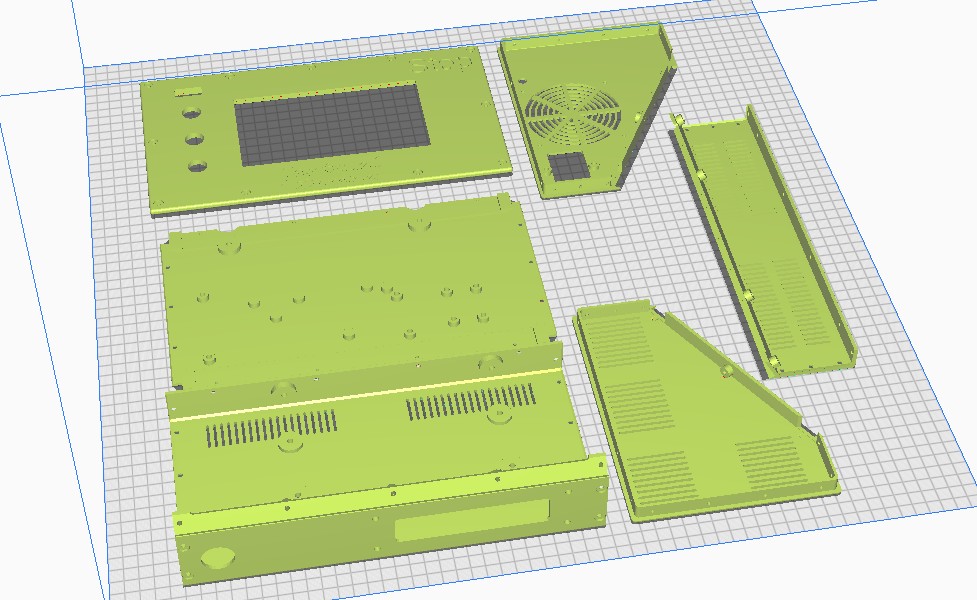
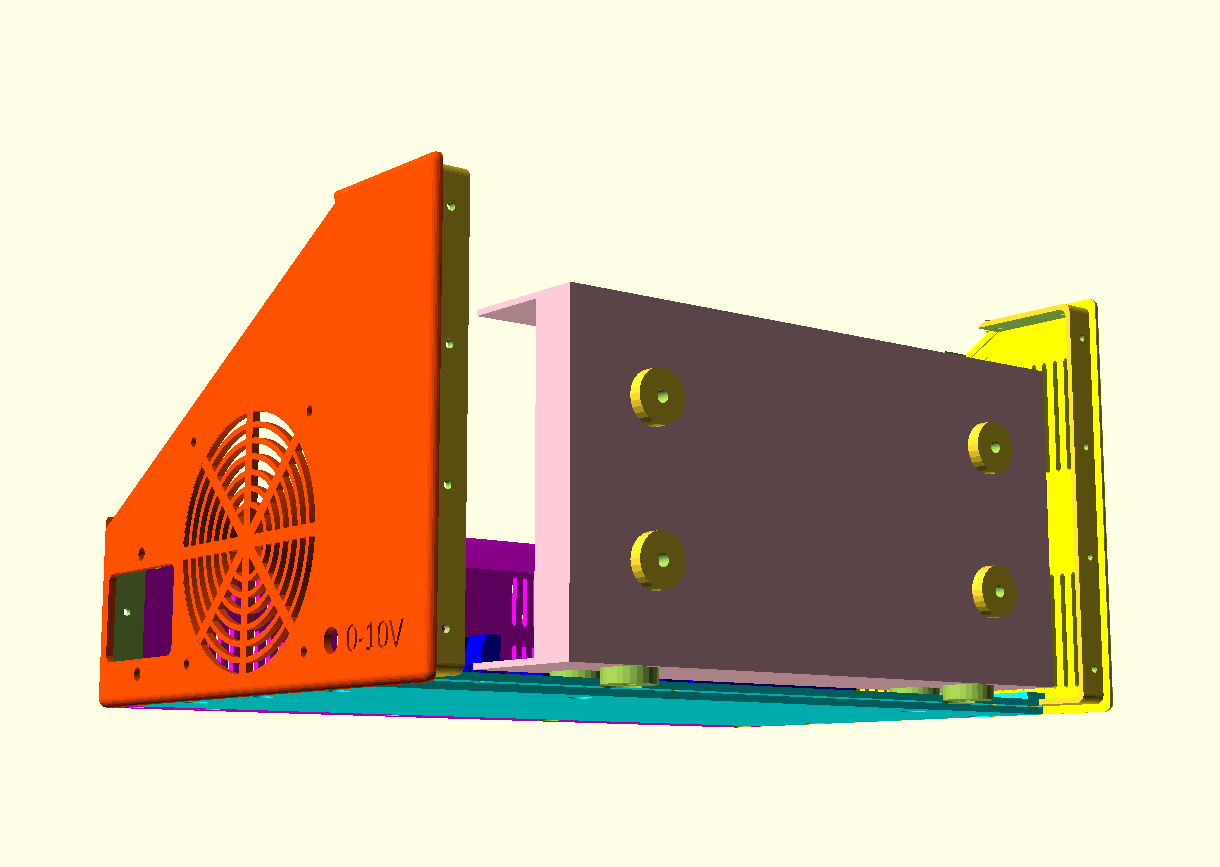
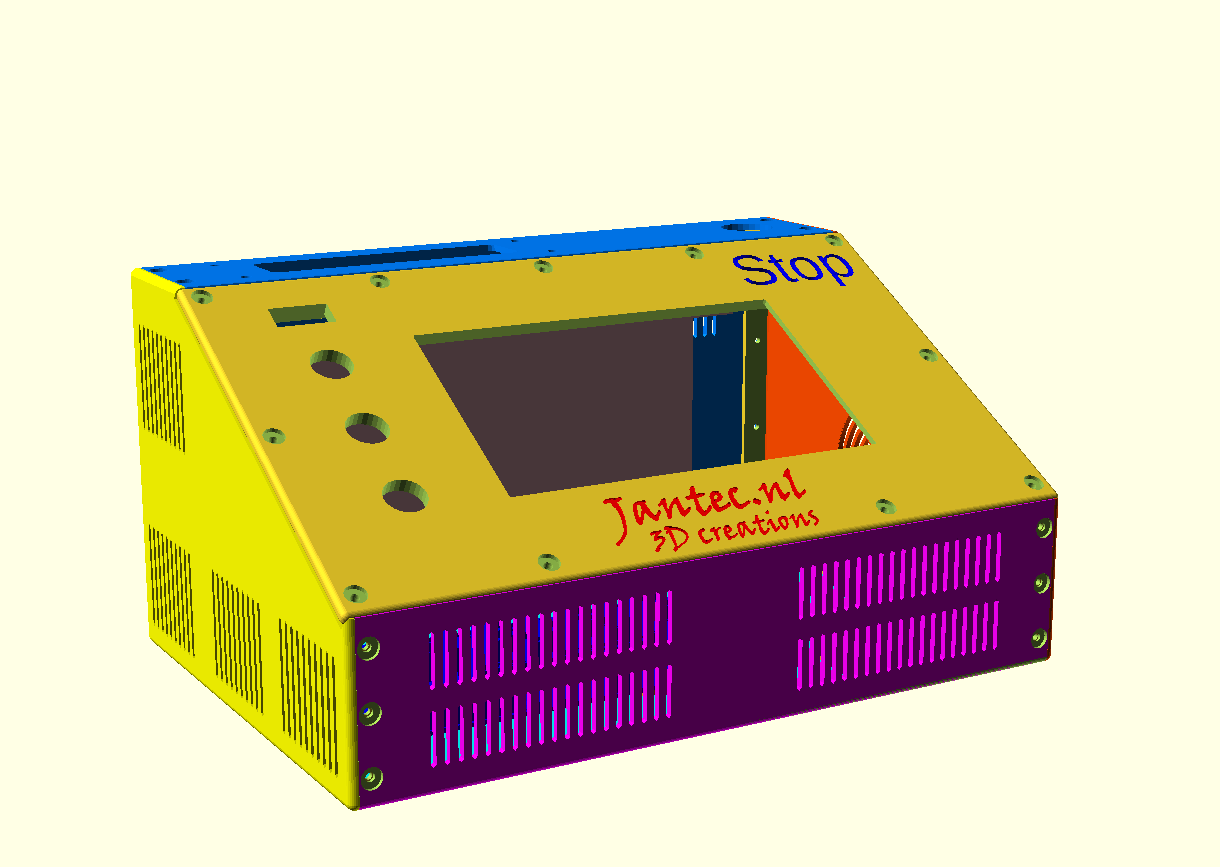
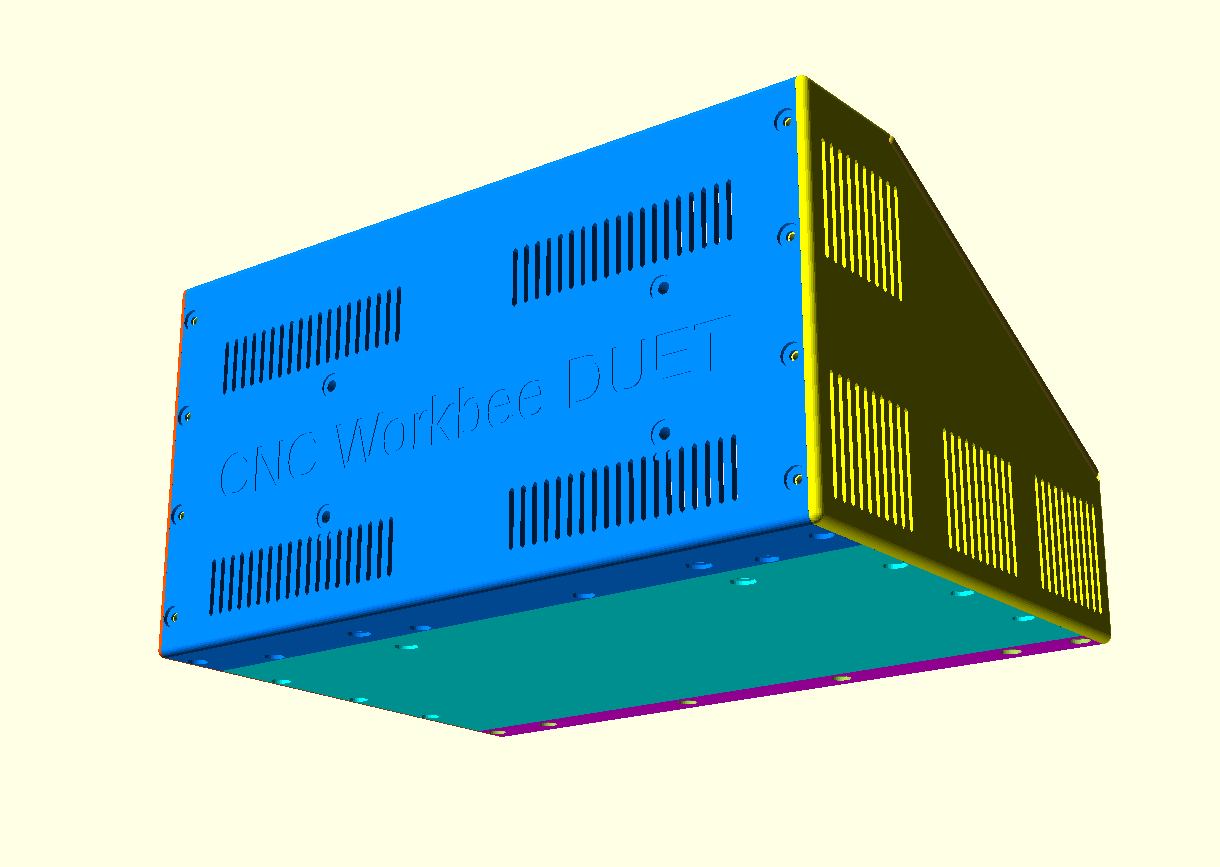
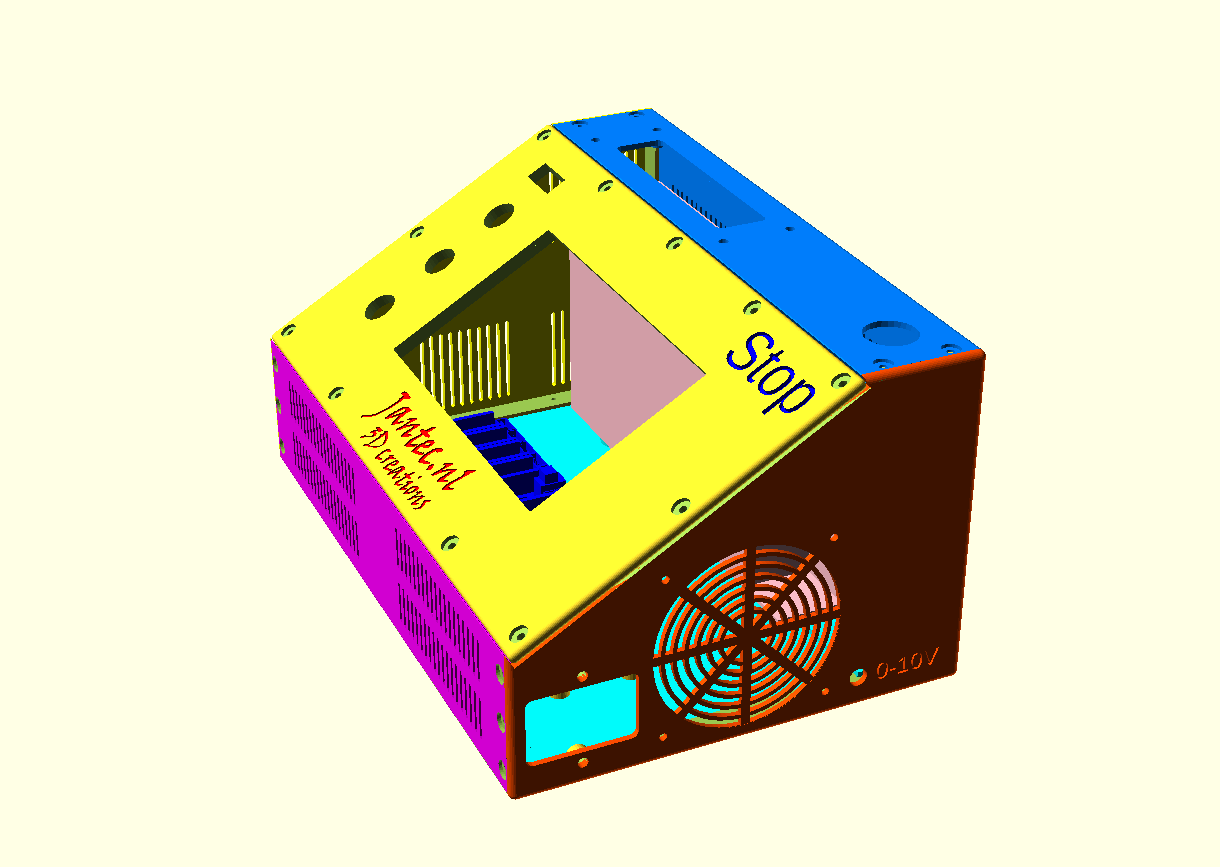
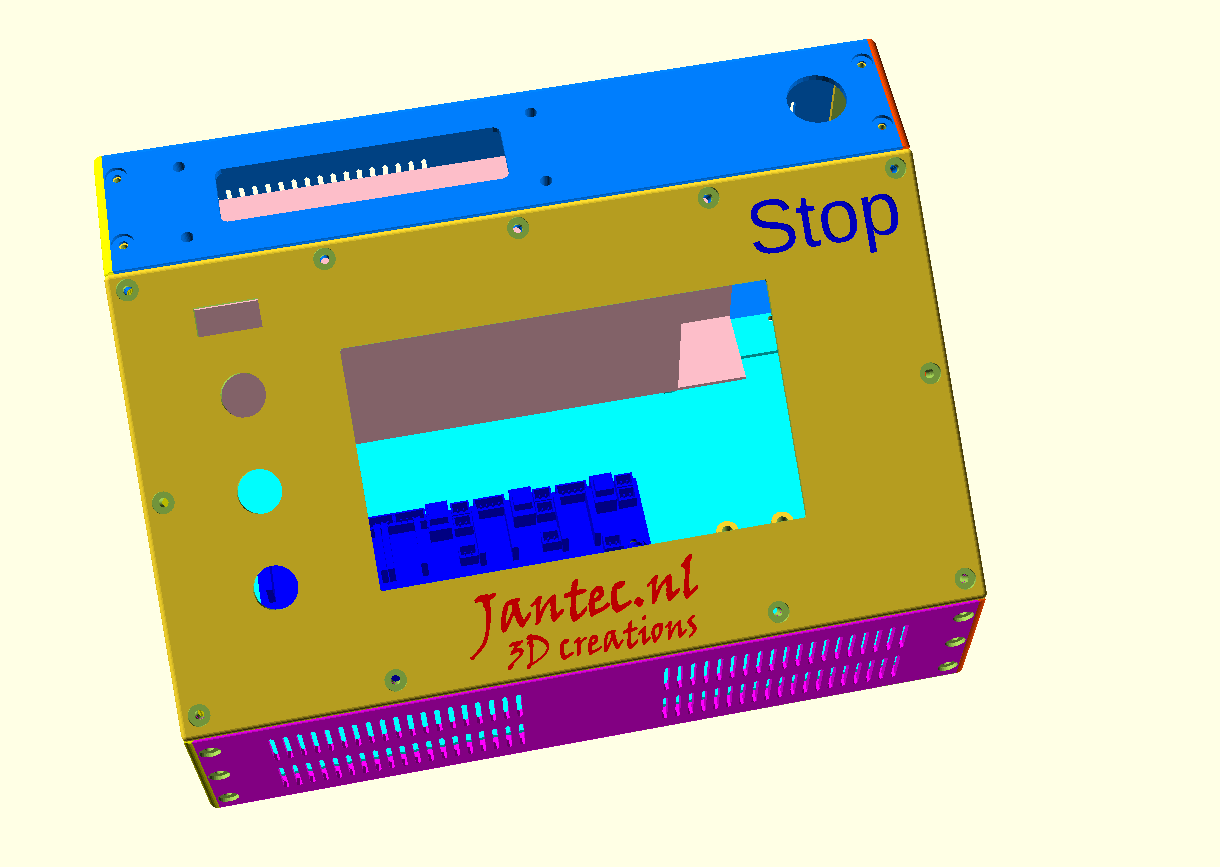
Download het ontwerp van de CNC controller box via de zip-download link bovenaan deze post. Het duurt ongeveer een dag of meer om de 6 delen te printen.
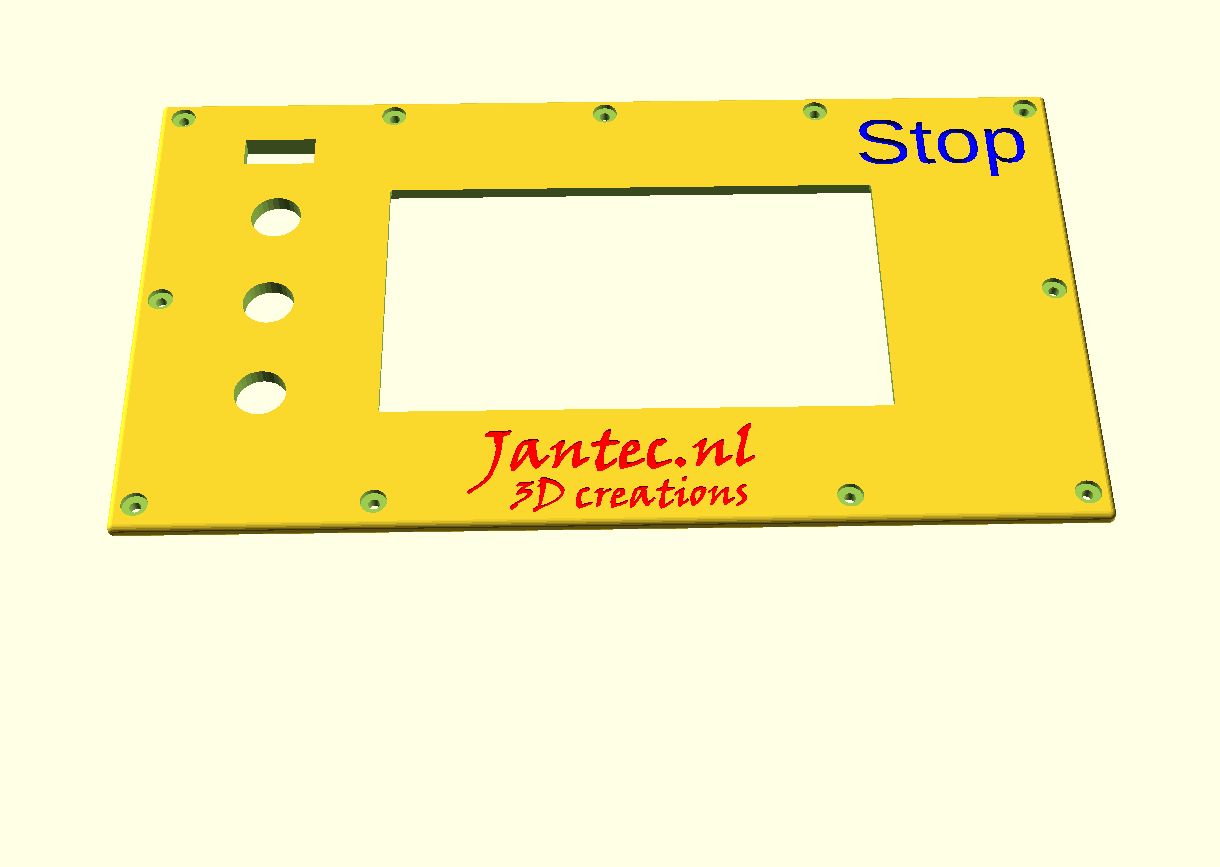
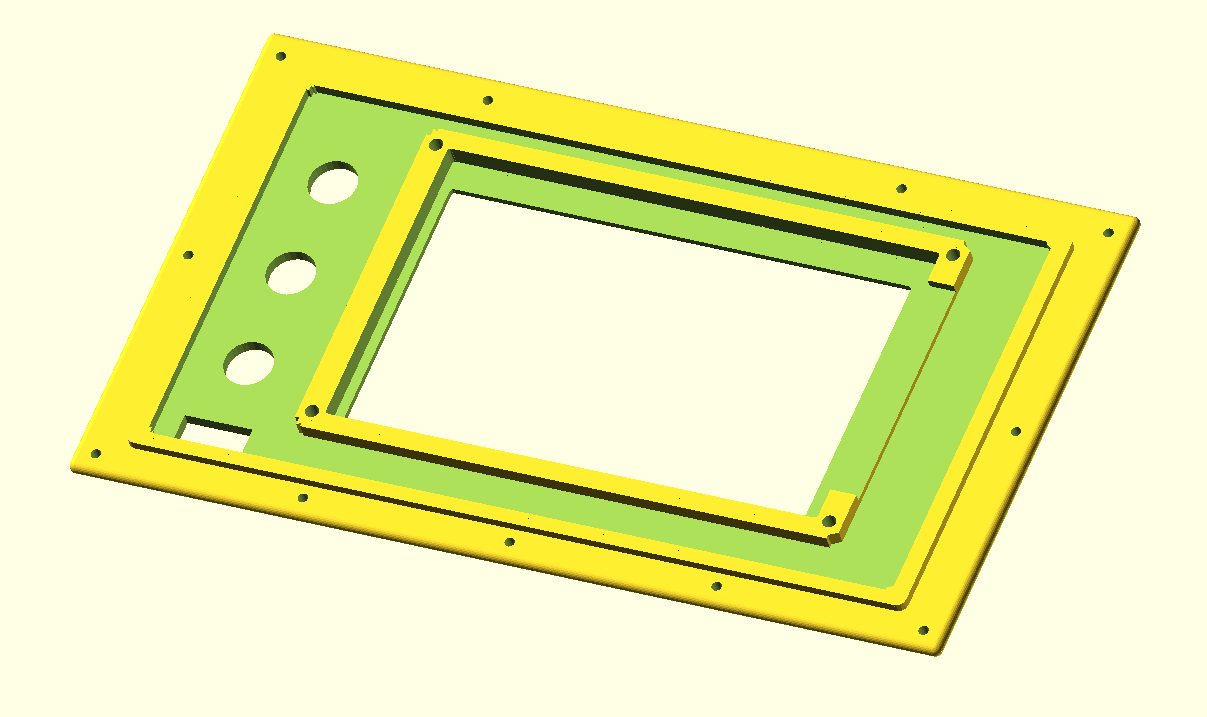
Het gekantelde LCD-bovenpaneel bevat een FysetC Duepanel 7 inch LCD-module welke kan worden aangesloten op de FlyCDY2 of 3 (en natuurlijk ook op een standaard Duet 2- of 3 board ).
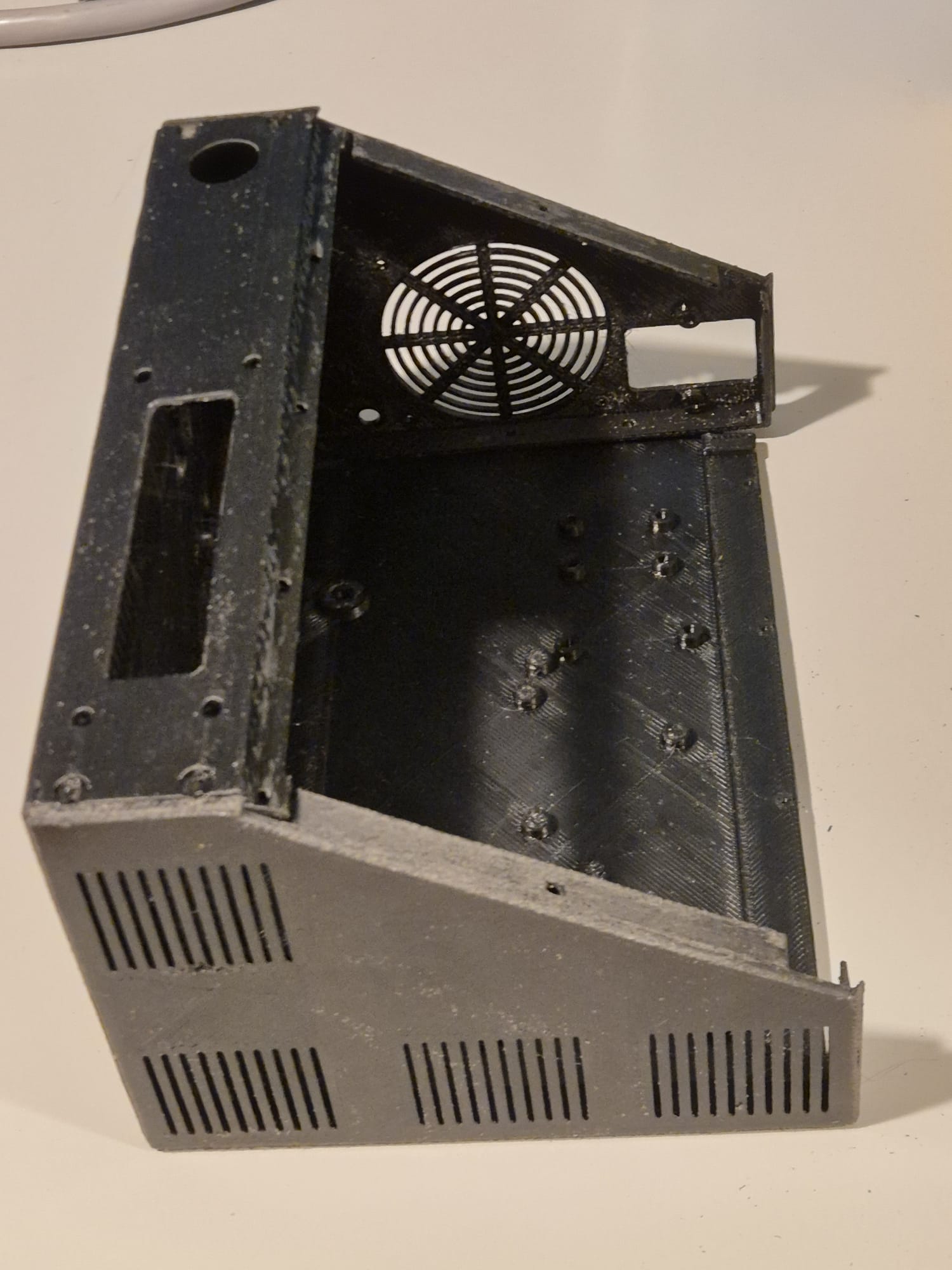
De box en het LCD-paneel bevatten ook:
gaten voor een forse 24-pins multiconnector aan de linker bovenkant,
een paniekknop aan de rechter bovenkant,
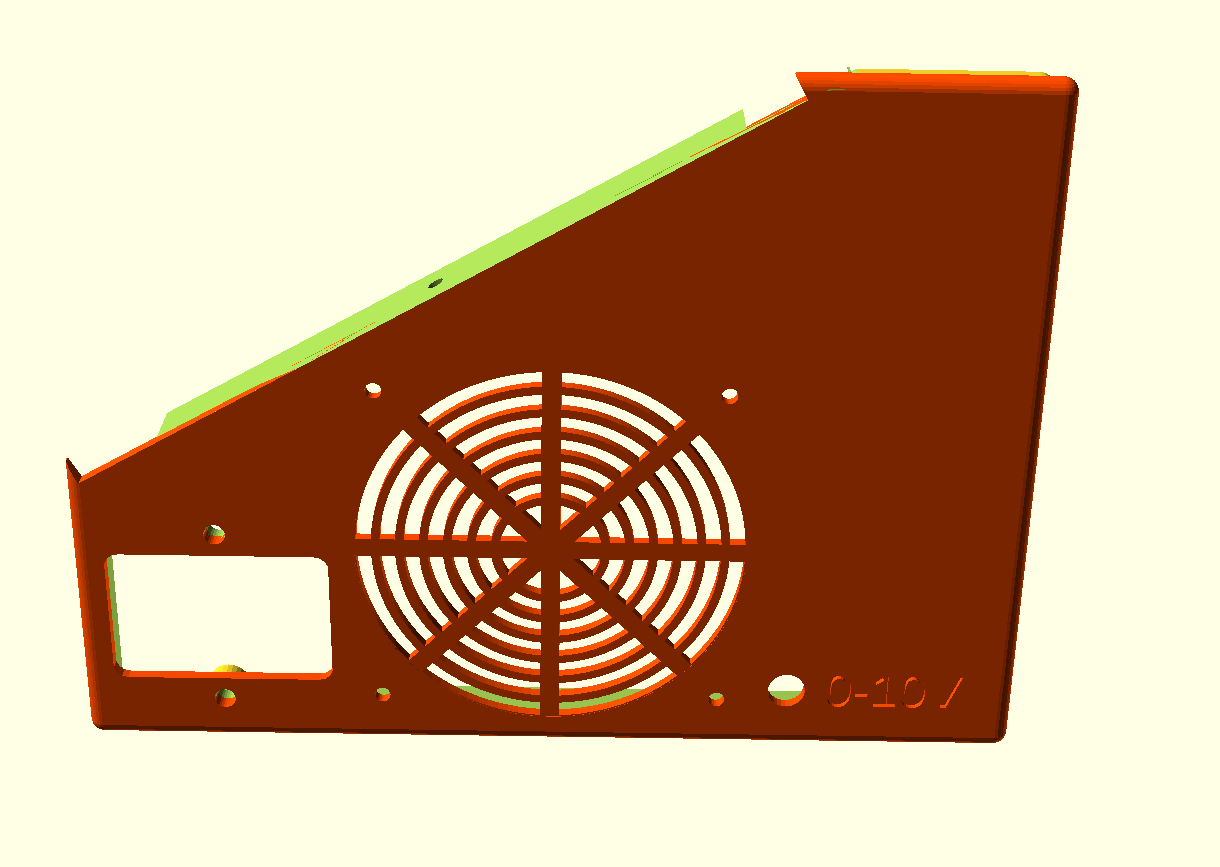
een 80mm ventilatoreenheid aan de zijkant,
een gefilterde voedingsingang (in mijn geval voor 230V Europa standaard)
een DC 0-10 Volt output bus rechts voor de aansluiting naar de spindle besturingskast voor de frequentiesturing,
3 knopgaten op het gekantelde paneel,
een klein gat voor een spanning uitleesunit 0-10V voor de spindle
Eventuele andere benodigde gaten kunnen het beste na het printen worden aangebracht. Gewoon met normaal gereedschap, en eerst met schilderstape om de behuizing zo min mogelijk te beschadigen.
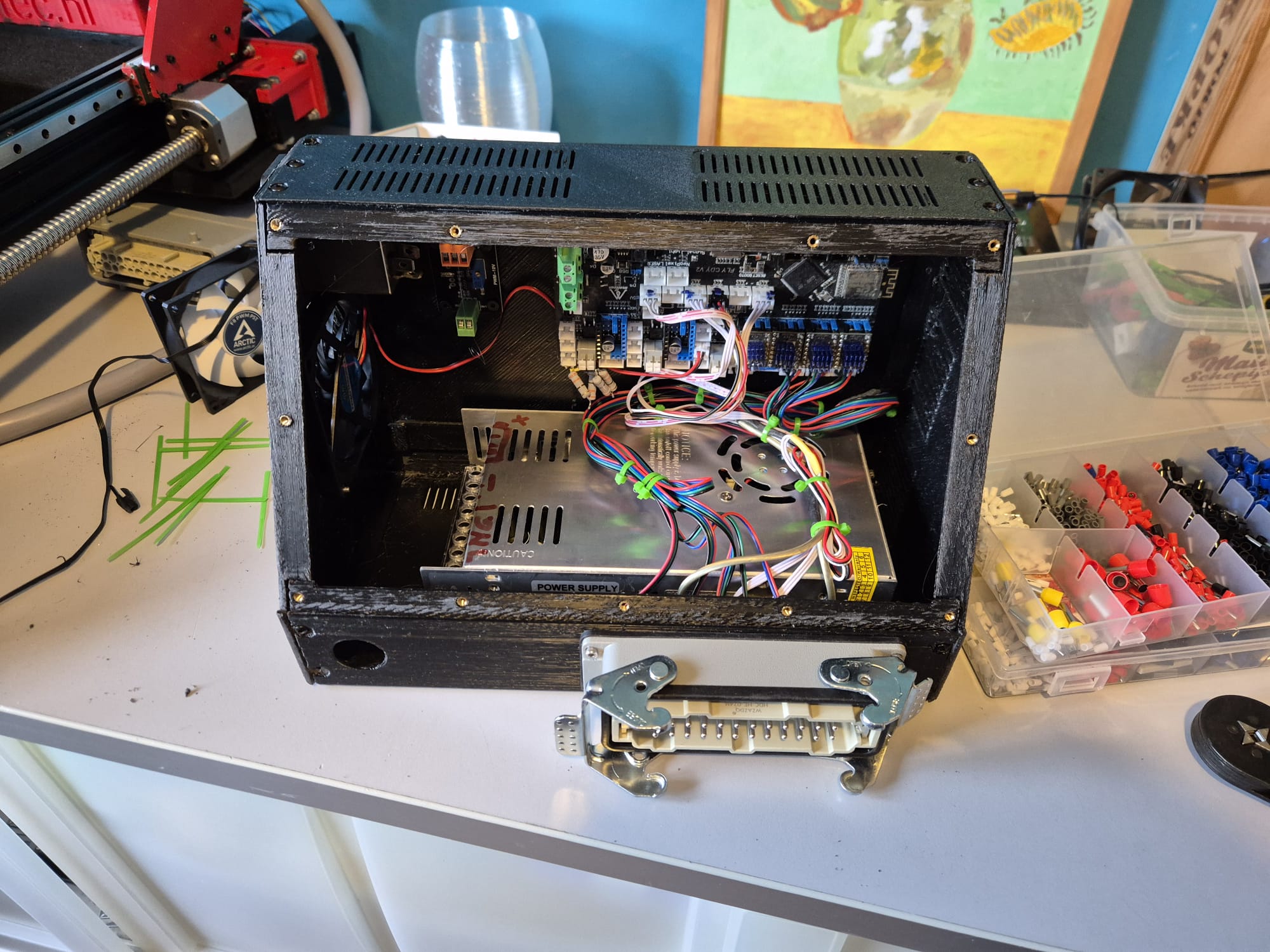
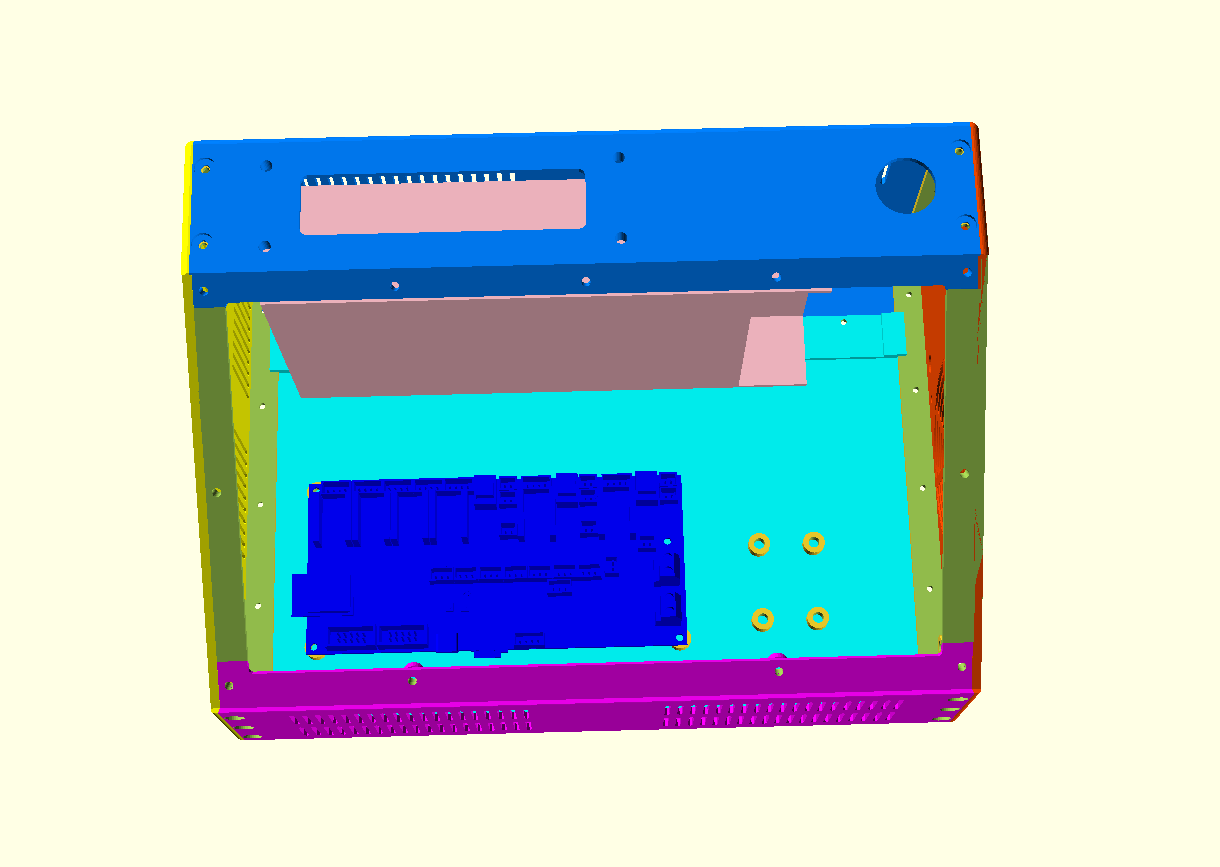
Alle onderdelen die erop of erin geschroefd worden, kunnen gebruik maken van M3 schroefdraadinserts op de montagepunten binnenin. De gaten ondersteunen deze.
Dit is niet gedaan voor de voedingseenheid (PSU), hier komen korte M4 schroeven door de behuizing in de PSU
De ventilator wordt gemonteerd met M3-schroeven van buitenaf door de behuizing en wordt vastgezet met moeren tegen het frame van de ventilator.
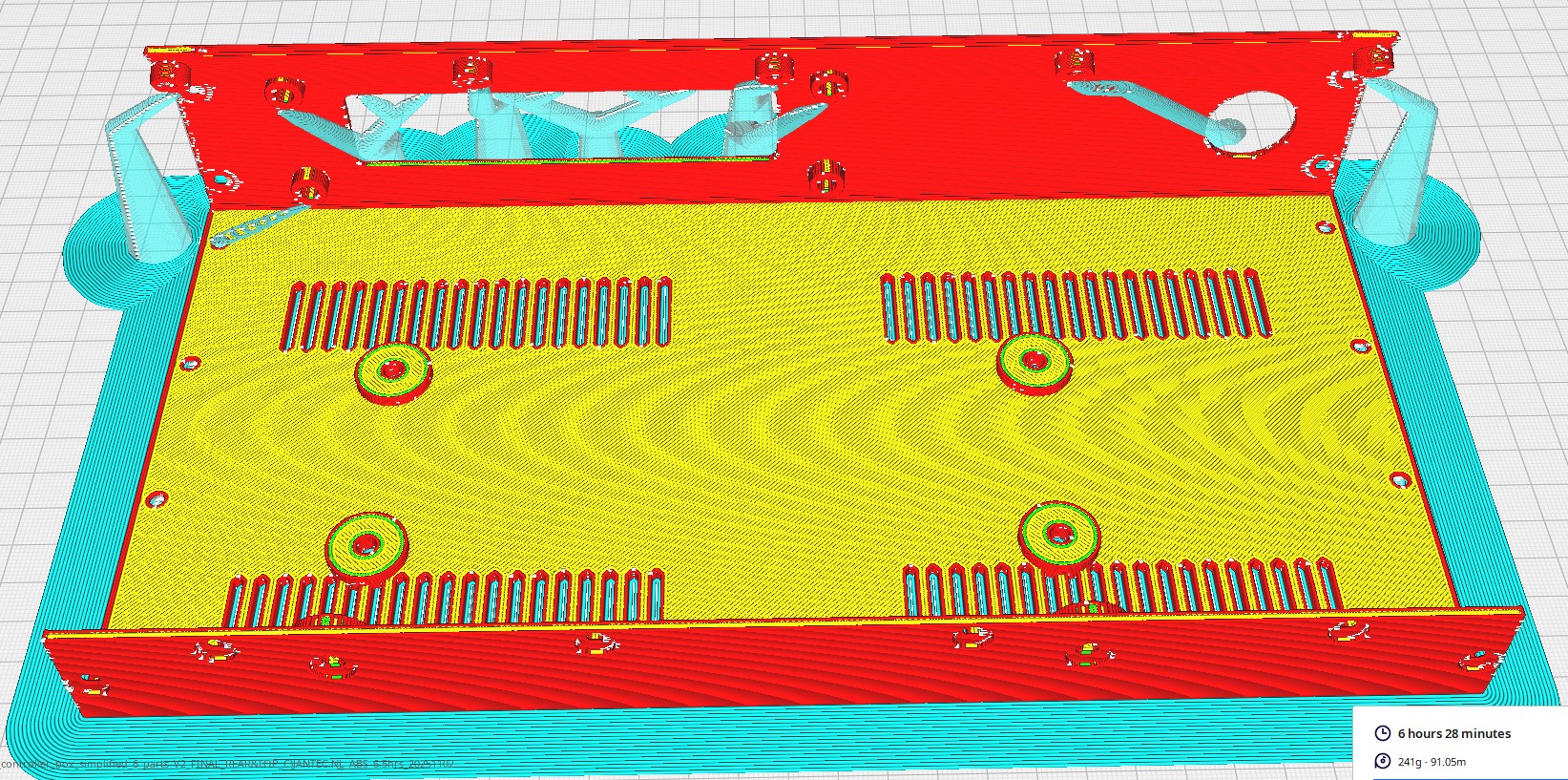
Ik print gereedschap en behuizingen altijd in ABS op 260-270 graden, 100% fan en 100% infill. Het voorpaneel heb ik ook geprint met 100% infill. Gebruik minimale support voor deze onderdelen, maar altijd maximale hechting! Ik heb ook ironing aan staan, zodat alles netjes past en er goed uitziet.
Stel Cura ook in op een krimpcorrectie van 100,7%, vanwege het feit dat de behuizing een krimp had van 2,2 mm aan de lange zijde. (De xSize moet 295mm zijn en gemeten bleek dit 292,9 mm te zijn na het printen.)
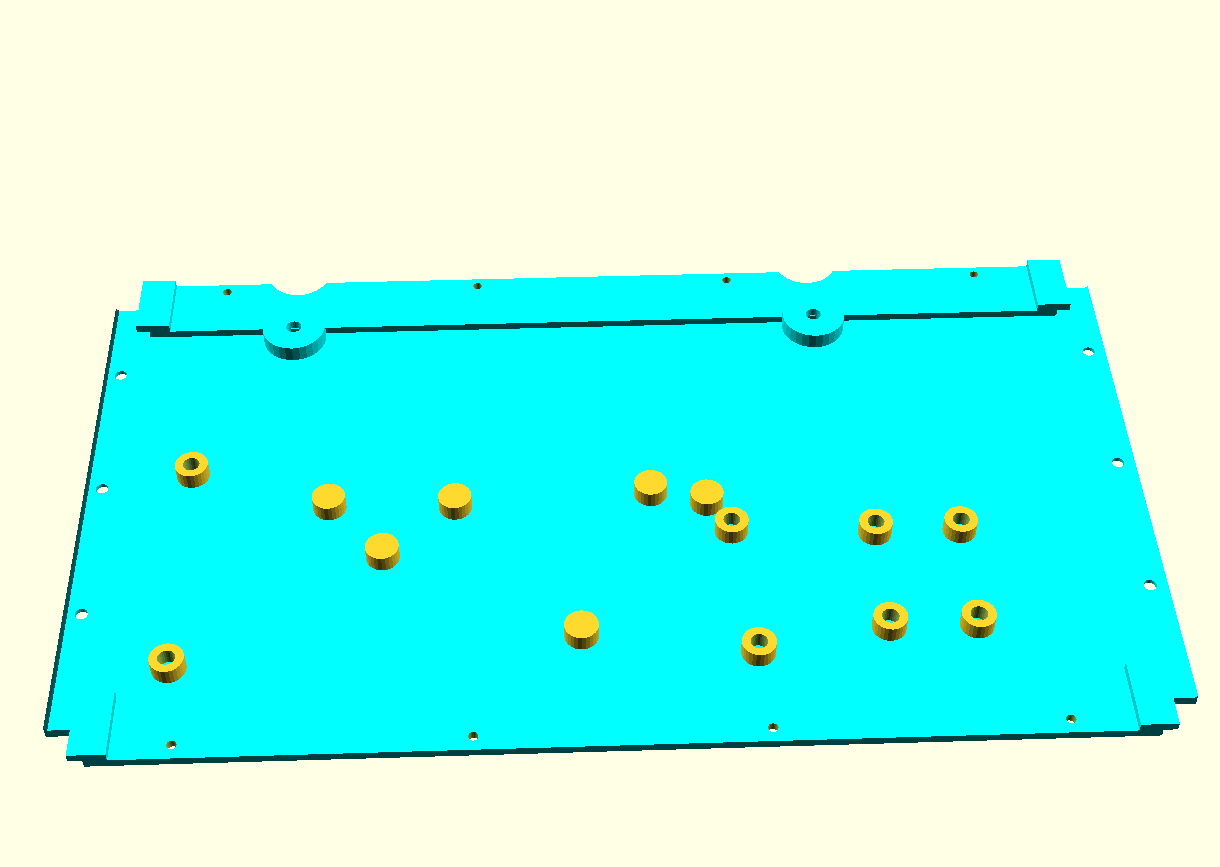
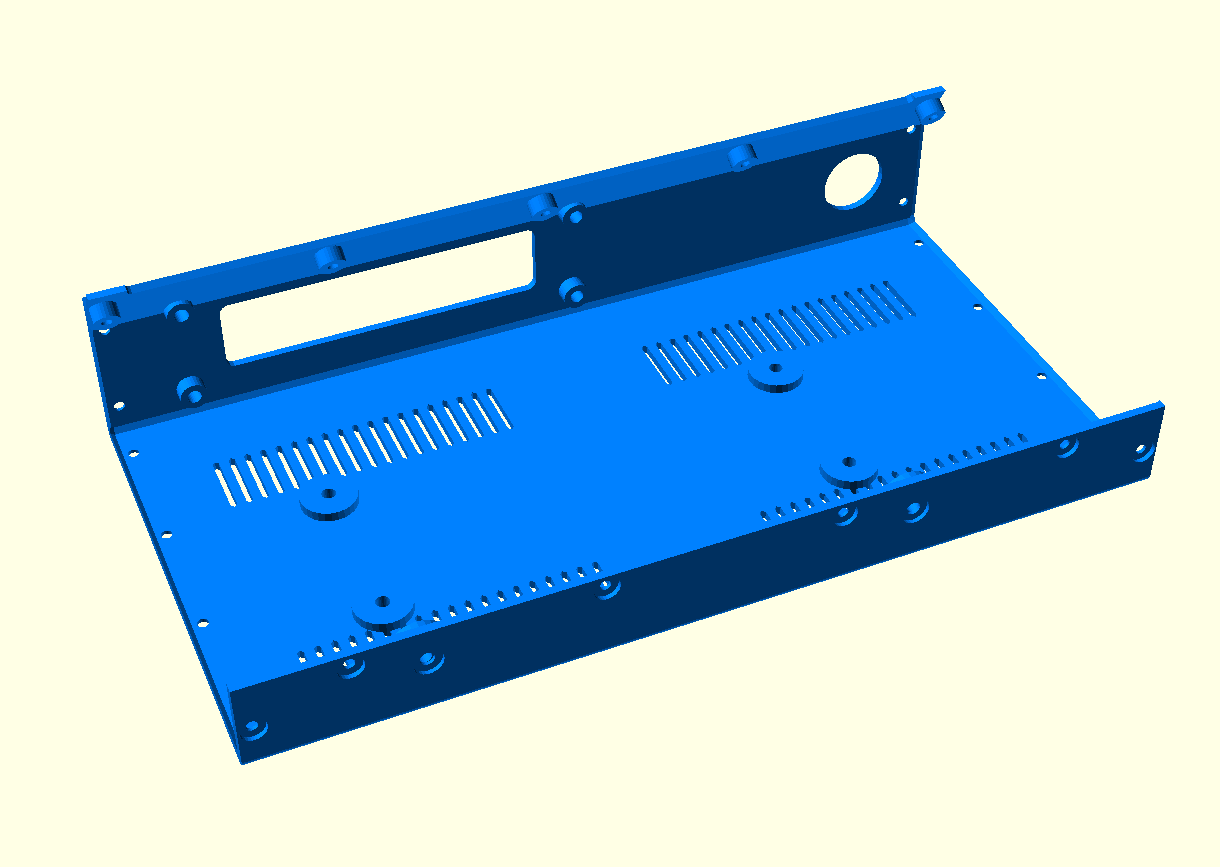
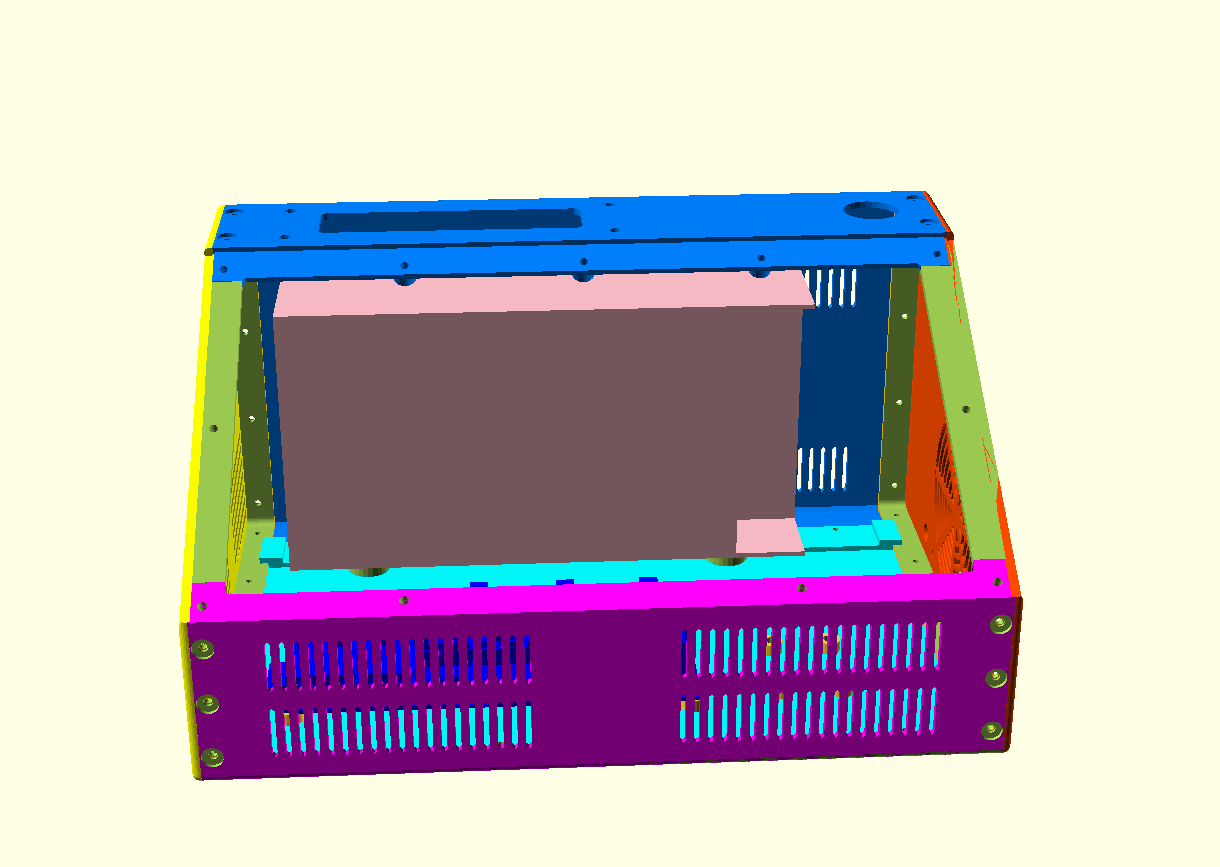
Om de behuizing te monteren met 6 afzonderlijk geprinte onderdelen, verbindt je eerst de bodemplaat aan de voorkant en achterkant en verbindt je daarna deze onderdelen met schroeven zonder lijm aan de zijkanten.
Schroef de delen met button head M3 schroeven van max. 8mm lang vast.
Waar nodig vijl of schuur je de pasdelen ietsje dunner zodat alles goed past. Let op dat je de slicer instelt op ‘ironing, in ieder geval voor het voorpaneel en het achterpaneel zodat de pasvlakken goed worden geprint.
Je kan er voor kiezen alle delen extra stevig aan elkaar te verbinden door een klein beetje superglue in de naden te laten lopen.
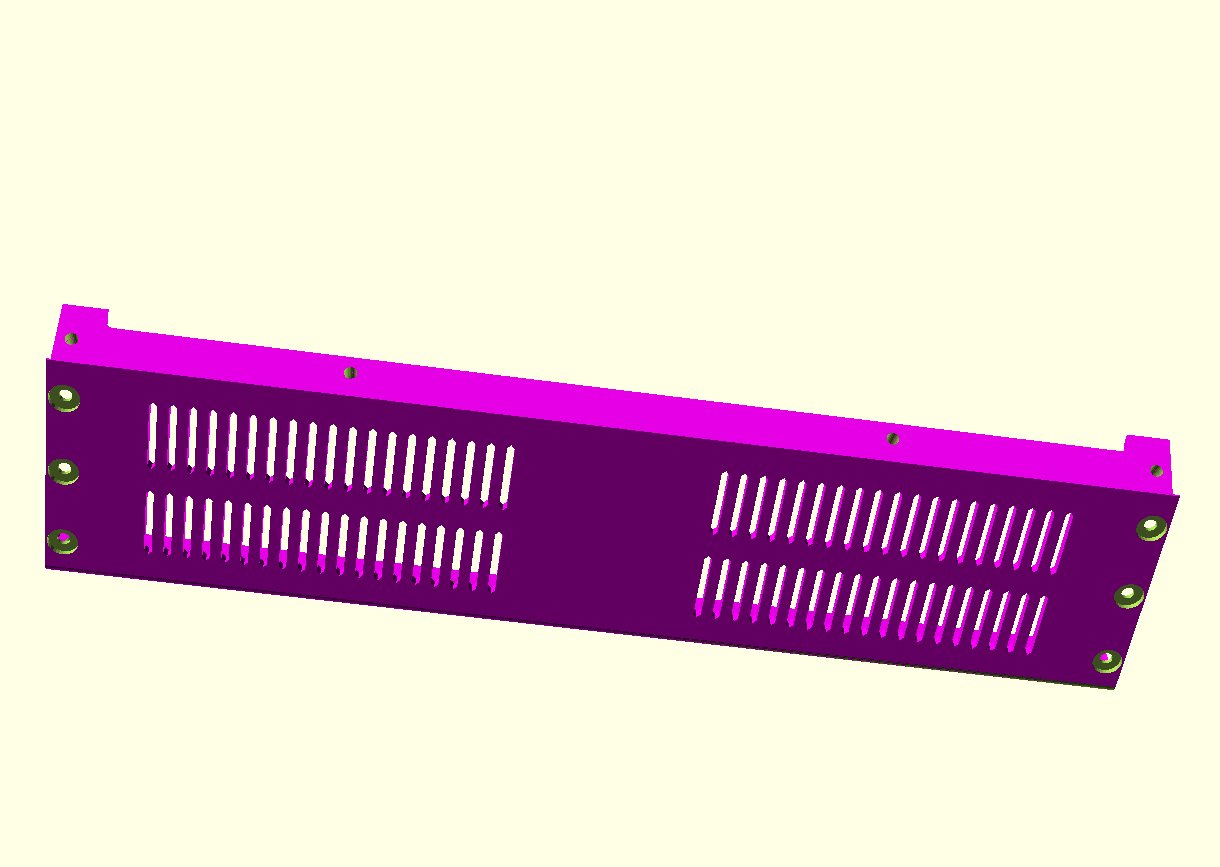
Let op dat je de alle delen print met de rasters naar beneden op de bodemplaat van de printer.
Alle onderdelen worden het beste geprint met 85% ondersteuning EN alleen hechting aan de buitenzijde van het object.
Printsupport in tree mode zet je aan op een hoek vanaf 85 graden zodat de M3-bus supports vanaf de onderkant goed worden ondersteund bij het printen.
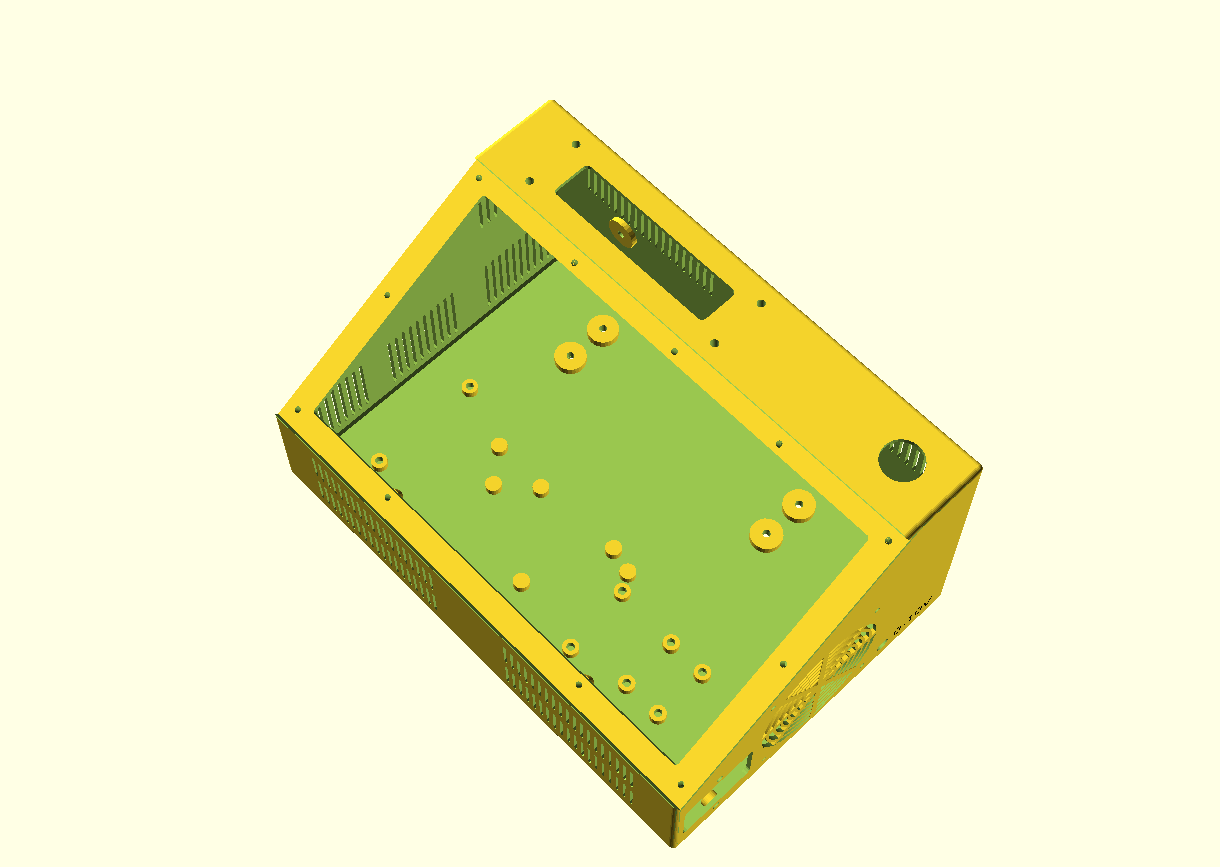
PRINTORIËNTATIE VOORBEELD (Cura, VORON 2.4-600)
Houd er rekening mee dat het 6-delige ontwerp is ontwikkeld met het oog op 3d printen, dus in de afdrukstand zoals hierboven is getoond.
Dit is de enige manier om ‘overhang’ bij de in elkaar grijpende richels te voorkomen.
Dat gaat ook op ook voor het individueel printen van elk deel.
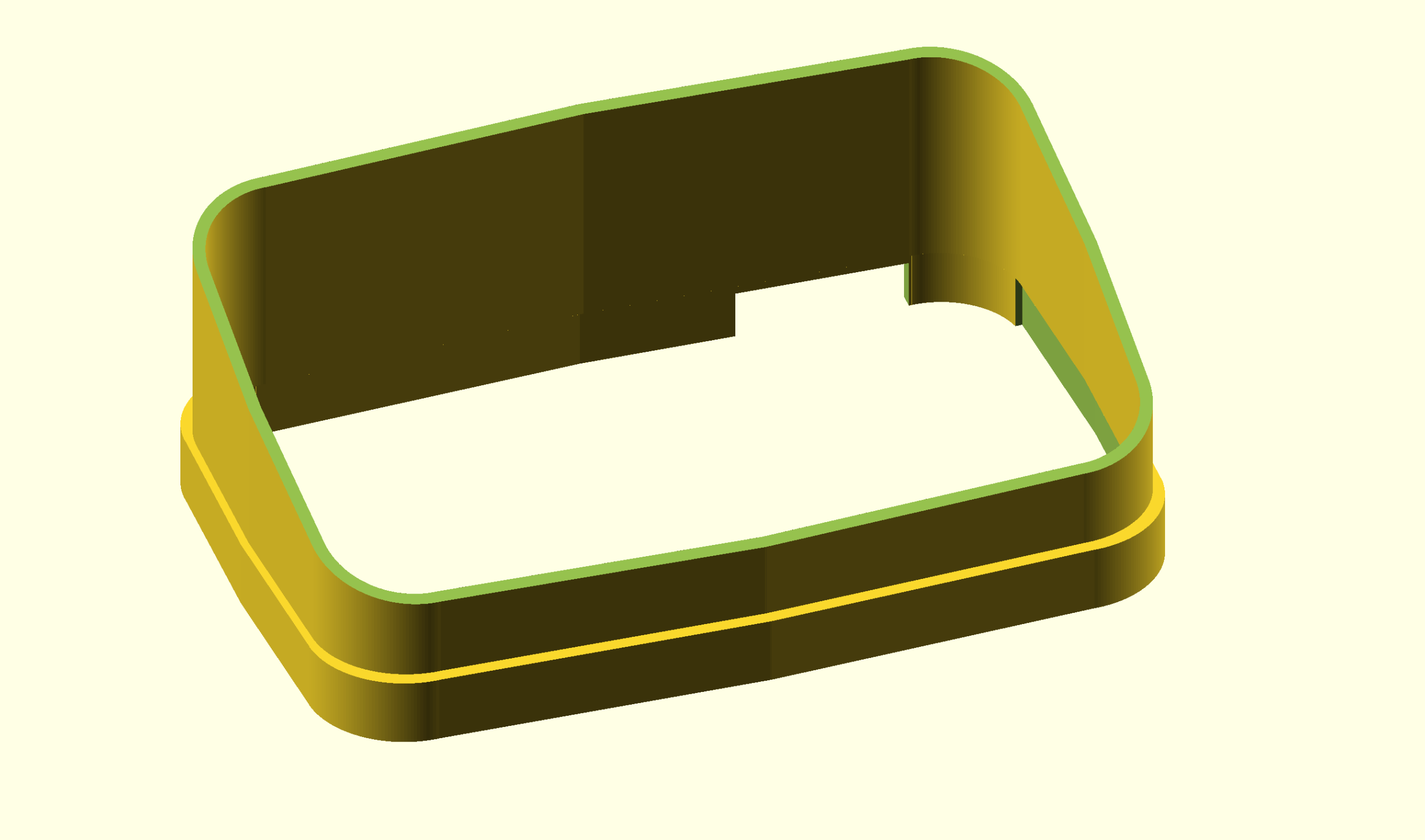
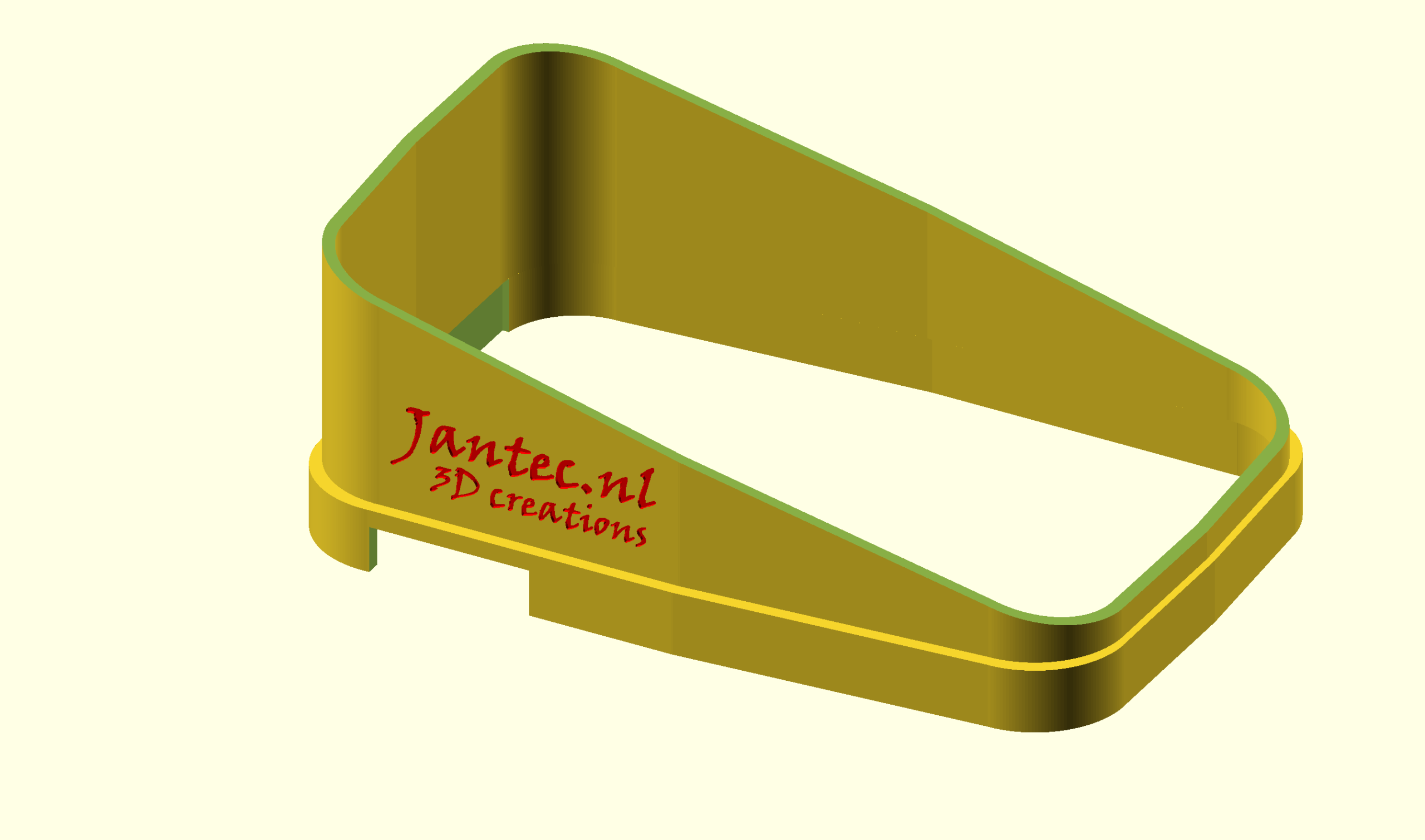
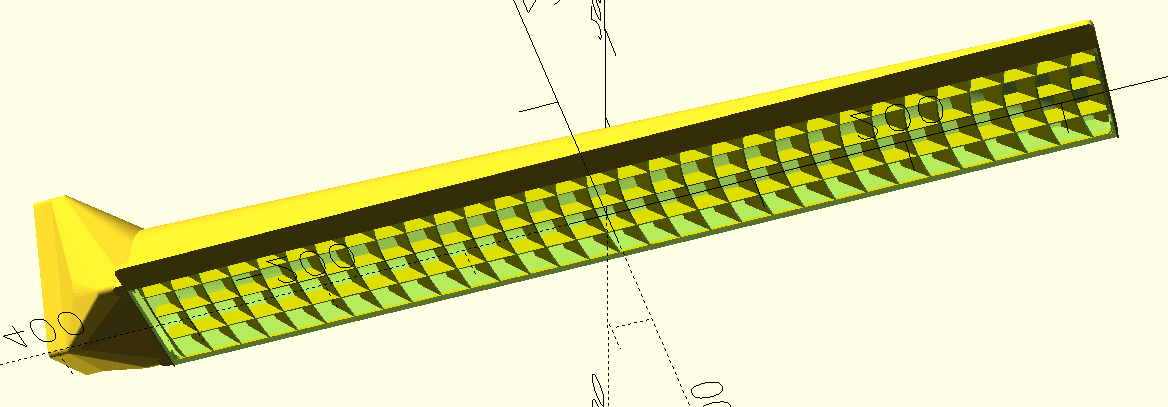
Ik heb dit ontworpen in Openscad en het kostte me 2 dagen (met tussenpozen) om het perfect te krijgen. Ik ben begonnen met een horizontale zonnekap die ik ooit een keer gedeeltelijk had ontworpen.
Maar ik wilde per sé een verticale kap maken omdat ik mijn tomtom rider altijd in die stand gebruik op mijn motorfiets.
Dus veranderde ik de horizontale zonnekap die ik eerder had gemaakt in een verticale, wat heel eenvoudig was toen ik de horizontale versie eenmaal perfect had. Het kostte me een paar pasbeurten voordat ik hem goed genoeg had.
Ik heb dit allemaal geprint op mijn Voron600, met zwart ABS op 275 graden, een nozzle van 0,8 mm en een laagdikte van 0,4 mm. Het duurde 32 minuten om de complete zonneklep voor mijn Tomtom Rider 550 te printen. Ik zet de object fan altijd op 60%, behalve voor de eerste 3 lagen en ik print op 120 mms behalve de eerste laag, die 20 mms is.
Ik gebruik een vrij hoge instelling voor de Z-hop-hoogte bij laagwisselingen, omdat dit specifieke ABS-filament bij deze temperatuur een kleine blob kan geven aan het einde van de printlijnen en ik niet wil dat de nozzle hierin vastloopt bij laagwisselingen. Ik wil ook niet meer dan 0,2 mm retracten, omdat ik niet wil dat er filament vast komt te zitten in mijn cold-end.
De zonnekap past goed om de Rider 550, maar als je vindt dat hij niet strak genoeg zit, print de zonnekap dan op 99 % voor de X- en Y-vermenigvuldigingsfactoren van je slicer.
En ja, je zou dit STL-bestand op elke 3D-printer met elk filament moeten kunnen afdrukken en je eigen voorkeursinstellingen voor de printer moeten kunnen gebruiken.
Je krijgt veel mooiere afdrukken als je een 0,4-nozzle in je hotend gebruikt en deze instelt op een laagdikte van 0,2 mm. Het afdrukken duurt dan ongeveer 2 +- uur. Veel succes!
Objectventilator: 25% max vanaf 5e laag, daaronder 0%
MIJN GEBRUIK VAN ABS
Ik gebruik bijna uitsluitend ABS voor mijn professionele prints met een 0,6 of 0,8 nozzle.
Dat komt omdat het goedkoop is, zeer stevige prints oplevert en bestand is tegen vrij hoge temperaturen.
Ik gebruik ABS voornamelijk voor auto-interieuronderdelen, tuinartikelen enzovoort.
Voor alles wat in contact komt met voedsel, kinderen enzovoort gebruik ik PETG.
PETG transparant testprint
Voor alle andere prints en alle meerkleurige prints gebruik ik PLA.
Omdat ik voor elk type filament een speciale printer gebruik, heb ik bijna nooit last van verstoppingen of mislukte prints.
ABS – mijn ervaringen
Er is eigenlijk geen standaard voor ABS-instellingen. Dat komt doordat niet alle ABS op de markt echt van hetzelfde type is.
Ik kan wel enkele tips geven voor verschillende soorten ABS-filament van 1,75 mm, op basis van mijn ervaring met die specifieke soorten filament.
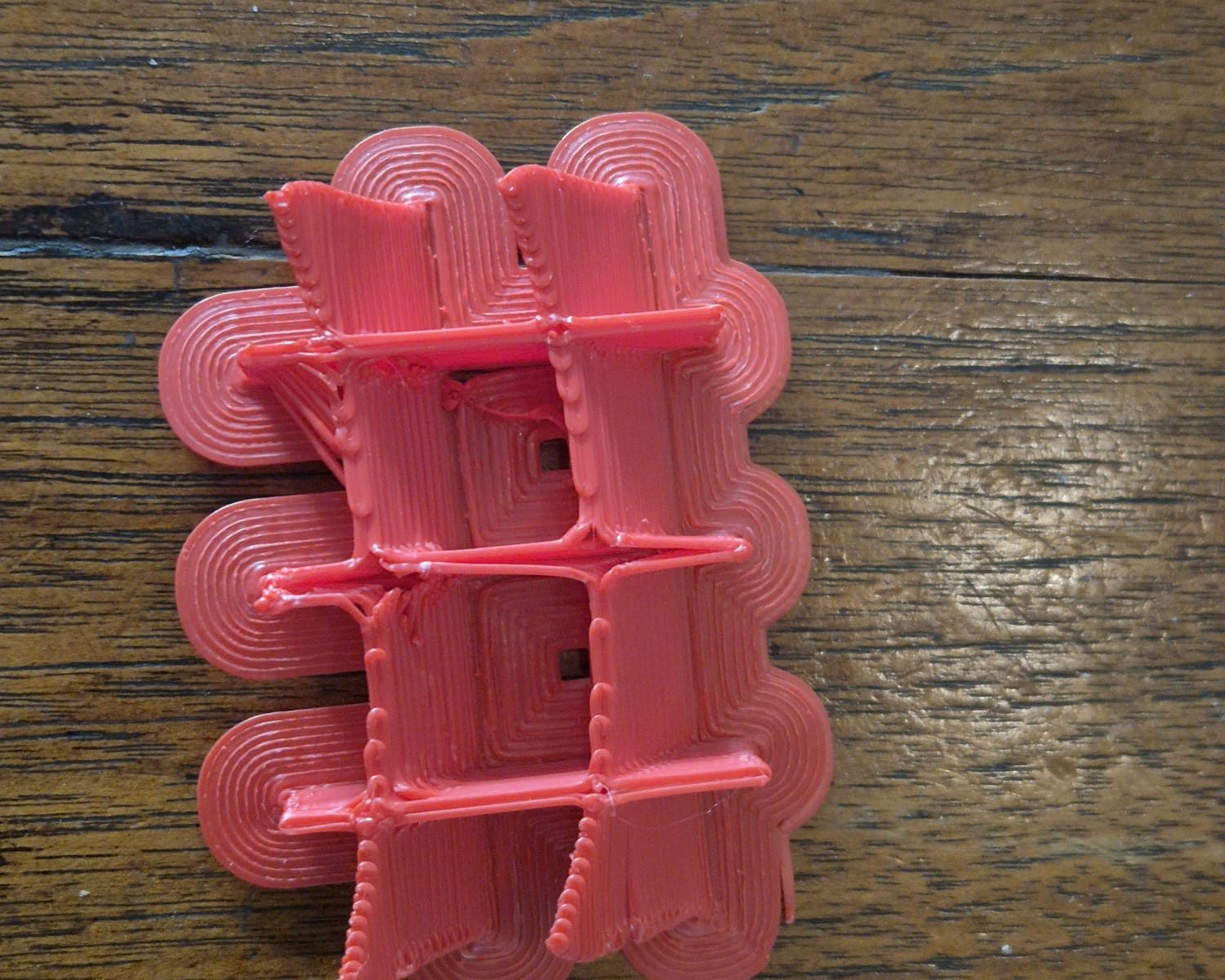
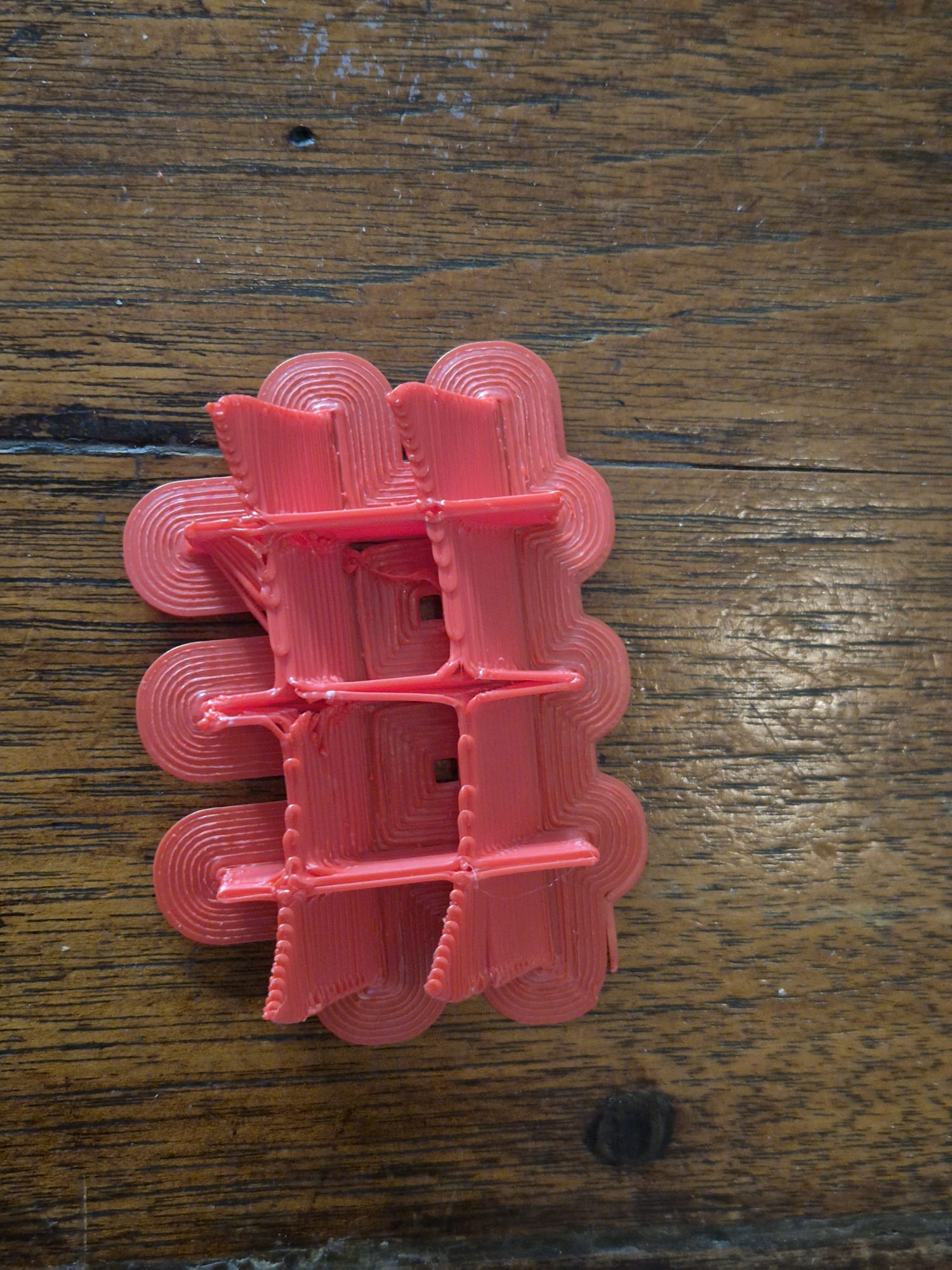
AANBEVELING: PRINT MIJN TESTOBJECT VOORDAT JE EEN OBJECT PRINT en controleer de rand, de stevigheid van de wandhechting en de laaghechting.
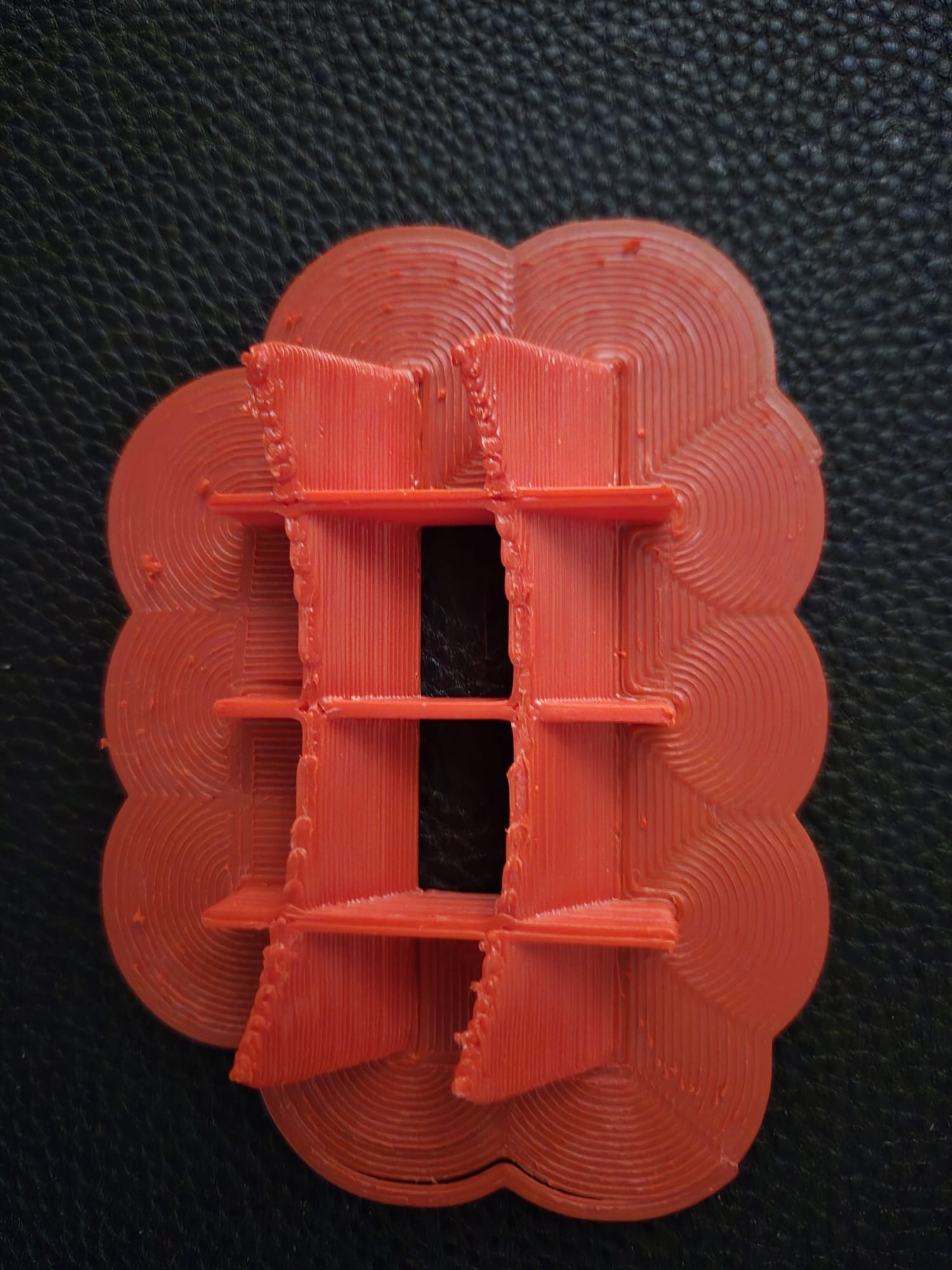
Gewoon ABS: nozzletemperatuur 270 °C (15 °C te laag), bed 120 °C, objectventilator 30% (moet 0% zijn), 0,8 nozzle bij 0,4 mm laagdikte, printsnelheid ingesteld op 120 mm/s, overal GROTE BRIM, brim ook bij LH 0,4 mm, lijnbreedte precies ingesteld op 0,8, alles gesneden in Cura
Als de print uit elkaar valt wanneer u deze met weinig kracht probeert te breken, zoals op de bovenstaande afbeelding, is de printtemperatuur te laag. Hetzelfde geldt voor de vleugels van het teststuk als voor de hechting van de lagen.
Als u een bubbelachtig oppervlak ziet, is uw ABS nat. Het zal waarschijnlijk niet meer te redden zijn. U kunt proberen het te drogen in een oven of in een voedseldehydrator bij 80 °C, gedurende ten minste 10 uur. Mijn ervaring is dat dit een verspilling van tijd en energie is. Gooi het gewoon weg in de plastic recyclingbak.
ALGEMENE ABS-OMGEVINGSVOORWAARDEN
Voor alle ABS-materialen heb je een hotbed nodig van minimaal 90 °C, maar 120 °C is beter;
U hebt ook een hotbed topplaat nodig met een laag glad PEI erop, OF een hotbed topplaat met gestructureerd PEI, die ik vooral gebruik voor mijn prints met een spuitmond van 0,8 mm;
Gebruik in het algemeen nooit een toolfan. Tenzij u ABS met een lage temperatuur gebruikt, zoals EASY ABS, met de vereiste lagere bed- en spuitmondtemperatuurinstellingen;
Gebruik altijd een volledig afsluitende behuizing voor je printer;
Maak altijd een bedmesh dat echt werkt voordat u ABS afdrukt en zorg ervoor dat dit wordt gedaan bij bedrijfstemperaturen van zowel het bed als de spuitmond;
Print overal met een echt grote rand (BRIM) om het te printen object, minimaal 10 lijnen breed, ook voor uw ondersteuningsstructuur;
Print de eerste laag met minimaal uw normale printtemperatuur, NOOIT lager;
GEEN objectventilator op de eerste 4 lagen!
SUNLU ABS (WIT EN ZWART)
Sunlu heeft ABS-filament dat glanzend is op de spoel en bij de juiste temperatuur glanzend kan worden geprint. Dit filament is niet erg gevoelig voor kromtrekken. Het is mijn favoriete versie ABS.
Slagvast en zonder problemen in de zak houdbaar, vrijwel ongevoelig voor vocht.
Ik heb hiermee vulplaatjes gemaakt voor mijn kapotte onderkant van de bestekbak van de Indesit vaatwasser, dat gaat al jaren mee zonder problemen:
click on the picture to download my original STL file
Nozzle: 265 °C-280 °C
Bed: 120 °C
Objectventilator: 30% -50% max = normaal, geen objectventilator op de eerste 4 lagen
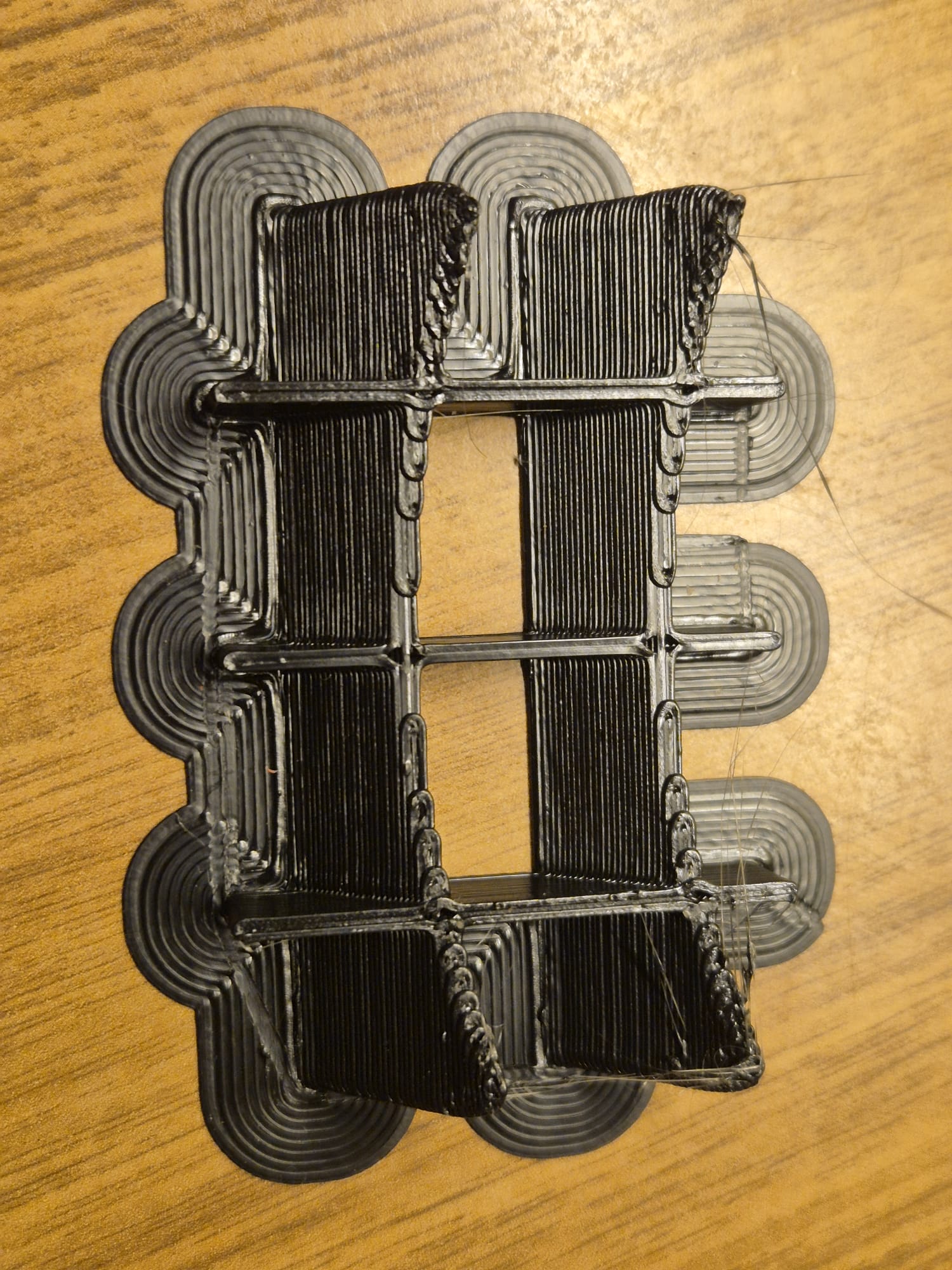
Sunlu black abs @275 deg, 50% fan, Voron 600 bed 120deg, 0.8 nozzle at 0.75LW _0.4LH 20251105bed adhesion Sunlu black abs @275 deg, 50% fan, Voron 600 bed 120deg, 0.8 nozzle at 0.75LW _0.4LH 20251105
EASY ABS (ROOD)
Dit ABS is ook glanzend, zorgt voor zeer stevige prints en heeft een lagere temperatuur nodig dan algemeen ABS. En het vereist een behoorlijk beetje objectventilatorsnelheid. De prints komen glanzend uit de printer. Voor zover ik heb ervaren, is dit type ABS helemaal niet gevoelig voor kromtrekken.
MAAR- dit is het enige type ABS of ASA dat ik ben tegenkomen tot nu toe, dat NIET tegen de vaatwasser kan. Het komt er flexibel uit, als je na het ‘gereed’ piepje de vaatwasser opent.
Nozzle: 235 °C -245 °C
Bed: 70 °C -90 °C
Objectventilator: 60% -100% max = normaal, geen objectventilator op de eerste 2 lagen
MICROZEY RED ABS
Microzey ABS, 285deg nozzle, 130 deg bed, no fan. Printed on Voron 300, 0.8 nozzle, 0.75Layer Width and 0.4Layer Height
GENERIEK ABS (ROOD, mat)
Dit is het moeilijkst te printen matte rode ABS (op de spoel) en vereist een zeer hoge printtemperatuur. Het kan geen enkel percentage objectventilator aan. De prints komen er mat uit wanneer ze onder 270 graden worden geprint en bij 285 graden zijn ze glanzend. Dit type ABS is zeer gevoelig voor kromtrekken. Dit is waarschijnlijk een type ABS zonder toevoegingen.
Nozzle: 285 °C
Bed: 120 °C
Objectventilator: 0% max=normaal, geen objectventilator op de eerste 4 lagen
Supersterke print met dit filament en bovenstaande settings!
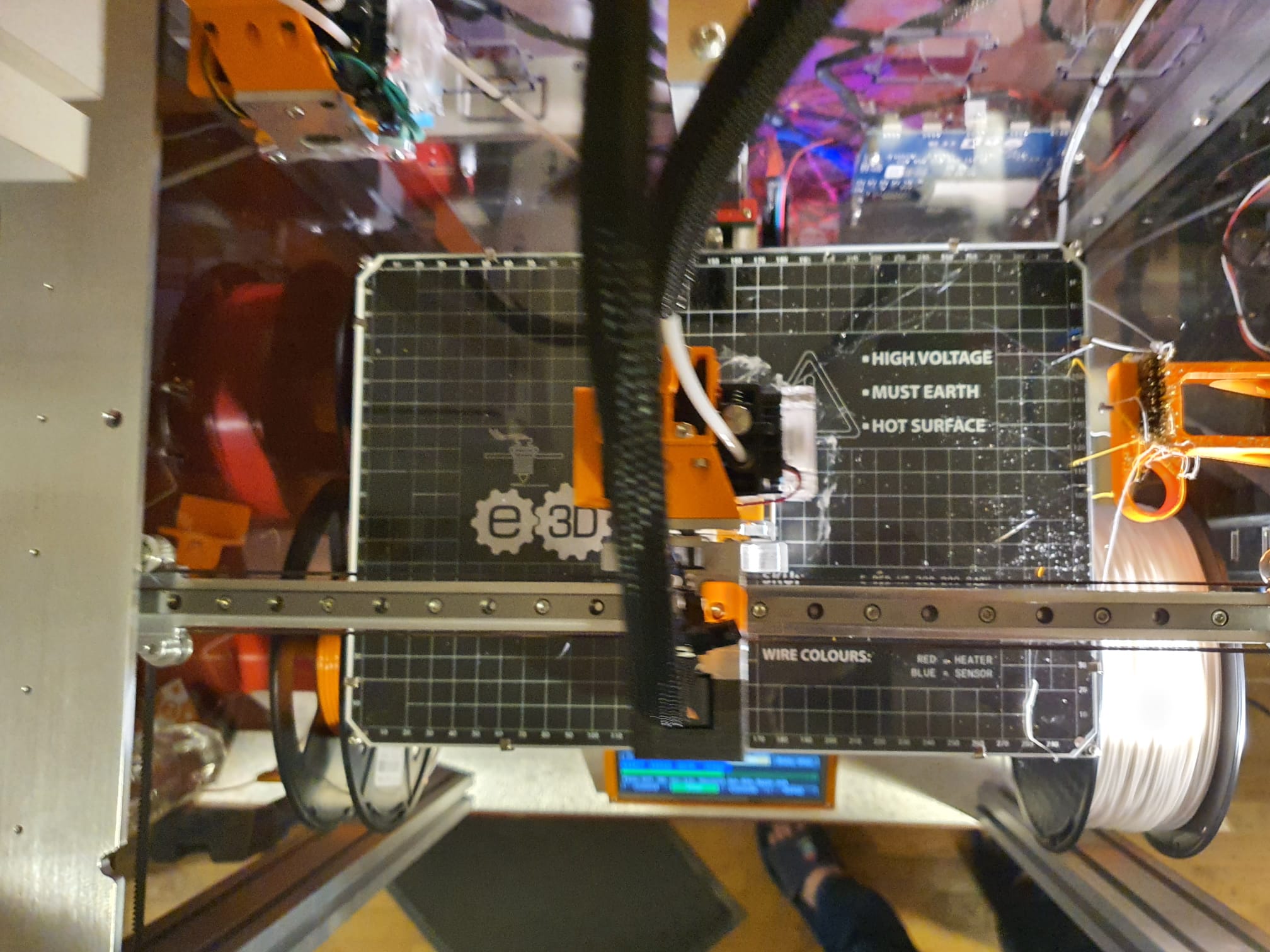
Het systeem waarbij de E3D toolchanger de Z-waarde van de 4 tools bepaalt ligt vast in de vooringestelde systeemfiles. Dat betekent dat je per tool een Z-homing papertest doet om te bepalen wat de afwijking per tool is ten opzichte van T0, dat is de meest linker tool. Het resultaat zet je in de config file als Z-waarde per tool\ waarbij ik voor T0 meestal ‘0’ gebruik en de Z-probe algemene waarde gebruik, die ik bepaal als verschil tussen manuele probe op het wagentje versus de nozzle hoogte van T0.
Eerst moet je dan dus bepalen wat de Z-afwijking is van T0 ten opzichte van de Z-waarde van het wagentje dat de tools oppikt. Dat gebeurt door dat kale wagentje met een Z-probe schakelaartje onder het wagentje de Z-waarde=0 op het bed te laten homen.
Daarna doe je een tool pickup van T0 en meet je wat de hoogte van T0 is als Z waarde. Die waarde vul je dus in bij de probe waarde in je config file. Dat vind ik allemaal best omslachtig, ook al omdat alles steeds verandert wanneer je bijvoorbeeld een keer een nozzle verwisselt.
GEWENSTE SITUATIE
Het liefst zou ik elk van de 4 Tools, dus T0 t/m T3 gewoon elke printbeurt X,Y en Z laten homen, en dan kan je er ook gelijk één uitkiezen om de bed mesh te doen.
Die 4 Z-waardes neem je vervolgens als Z=0 waarde per Tool en klaar. Dat werkt bij de Voron die ik met TAP Z-homing heb draaien geweldig! Wat je ook doet met je bed of met je hotend, gantry enzovoorts. Het maakt niet uit want de nozzle wordt als mechanische Z- homing tip gebruikt.
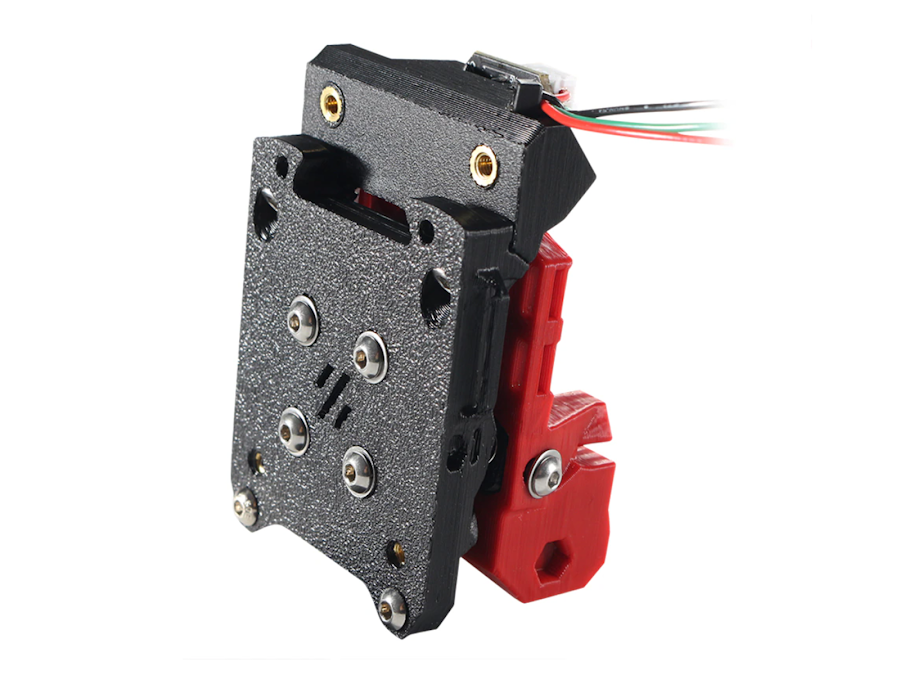
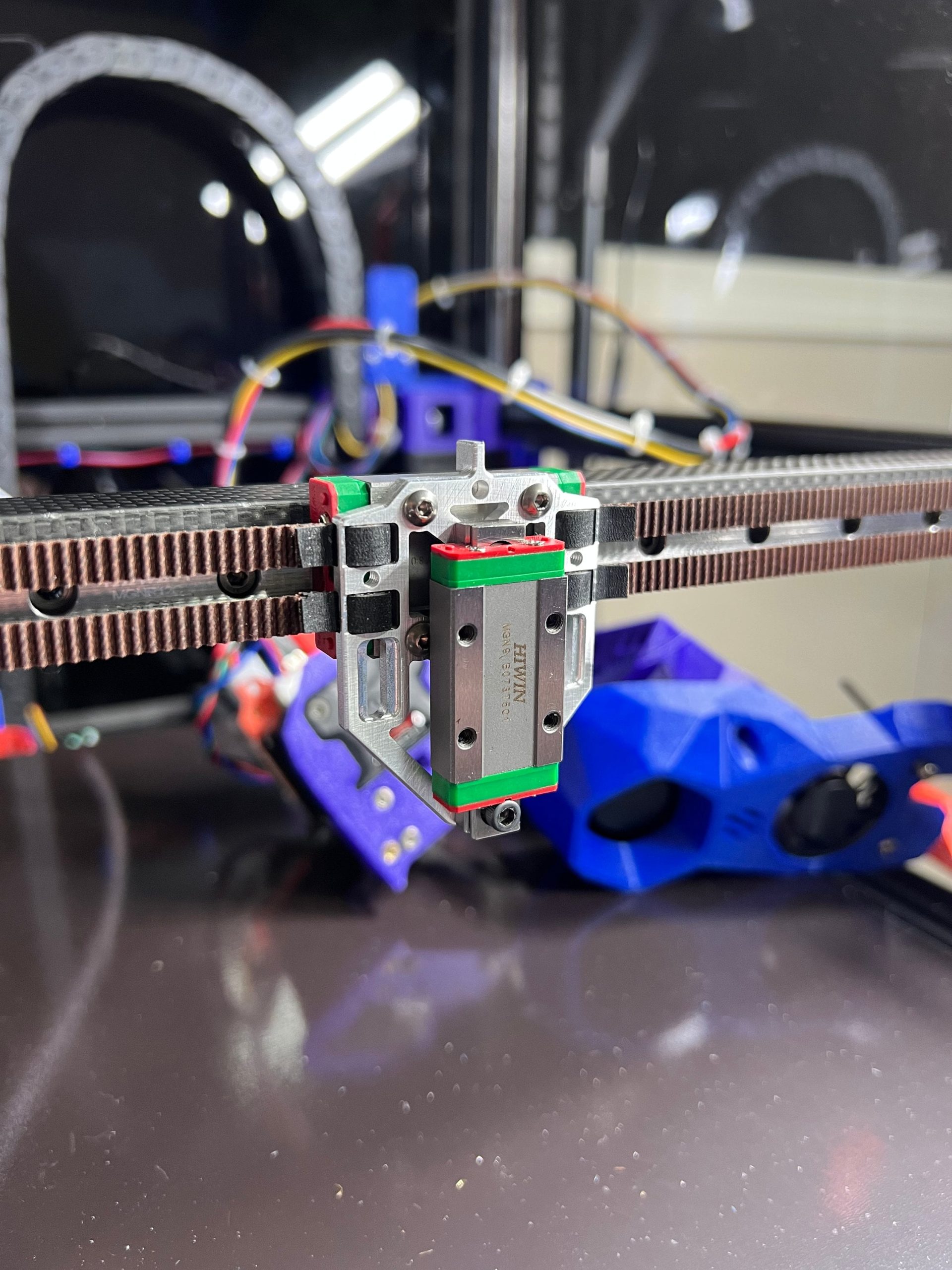
De tool pickup (het karretje) zit wel erg stabiel vast aan de X-as. Het mooiste zou zijn om dit geheel te laten bewegen in de hoogte om de TAP functie mogelijk te maken. Dat is nog een uitdaging, ook omdat de a-en b riemen aan dit karretje zijn bevestigd. Dit lijkt alleen mogelijk met een nieuw karretje waar de riemen aan zitten en een losse toolchanger pickup er naast of er voor. Tussen beide delen moet ik dan nog de TAP functie maken.. En- als de toolchanger er voor komt moet de X- as even ver naar achter op de Y-assen worden geplaatst. Weet niet hoe dat moet gaan passen…
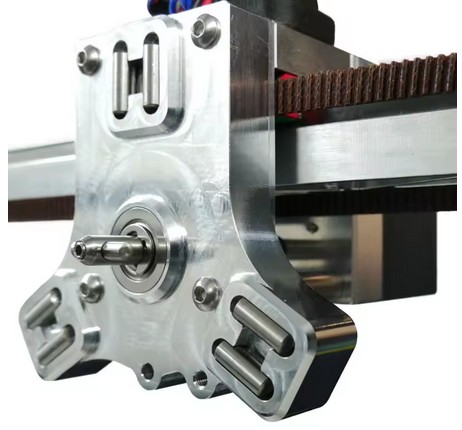
Na het verkennen van allerlei mogelijkheden is deze overgebleven: De tool pickup op dezelfde plaats houden en met bestaande middelen werken. Het montageblok op de X-as slider in 3 delen zagen en daarna het middenstuk aan beide montagekanten 1 mm affrezen. De zijplaten waar de riemen aan zijn gemonteerd aanpassen zodat deze platen weer aan het middendeel van het sliderblok kunnen worden gemonteerd met nieuwe verzonken schroeven. De doorgaande bussen aan de onderkant gaan niet meer door de plaat heen en de plaat moet net zoals aan de bovenkant op de hoeken worden weggefreesd. zodat ca. 5 mm verticale speelruimte ontstaat. De 2 onderste verbindingspunten van beide zijdelen elk met 2 x 1 mm opvulringen monteren zodat het karretje op en neer kan bewegen en de zijkanten op de originele afstand van elkaar blijven in verband met de stevigheid van de bewegende constructie. Op het middendeel montageblok van de X-as slider komt een extra montageblok voor de verticale lineair rail van de TAP-slider. Op de voor en/of achterkant van de tool pickup komen verlengstukken waarop de TAP-slider met het bewegende deel wordt vastgemaakt zodat alles ca 3-4mm op en neer kan.
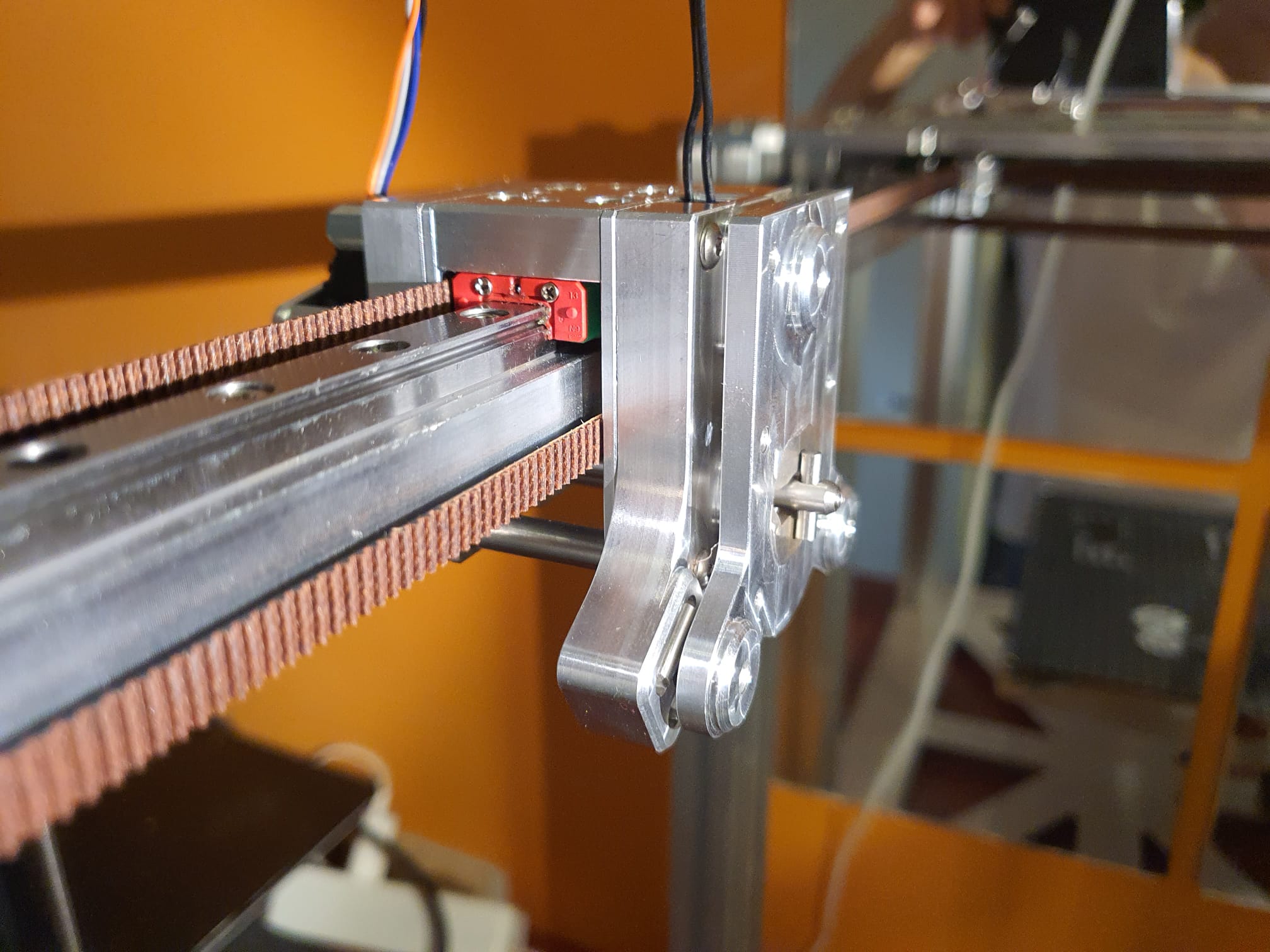
De manier waarop bij een Voron2.4 3d printer de TAP functie werkt
EXTRA WENS: Zelfzoekende toolchanger
En als ik toch bezig ben: Gelijk maar een zelfzoekende toolchangermaken? Grof instellen met de XYZ coördinaten per tool, het laatste stuk elektronisch met een geleidesysteem tussen het pick-up wagentje en de tool en de finale passing met de bestaaande mechanische passing.
In plaats van precies te bepalen met passen en meten waar elke tool moet worden opgepikt en weggezet zou je via een elektronisch gidssysteem precies kunnen richten -en- wanneer er gewisseld moet worden van tool- gelijk uitkomen bij de juiste tool. Geen X-Y instellingen gedoe met assen homen meer. Want als er ook maar iets verandert als gevolg van mechanische stress in het frame of door kleine afwijkingen van de X en Y homing, gaat het oppikken en wegbrengen van tools regelmatig fout.
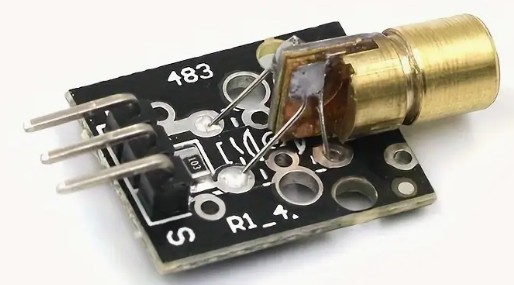
Een mogelijke manier om dit te doen kan een passage LED/LASER systeem zijn, zoals gebruikt bij entrees van winkels.
mini focusseerbare laser module
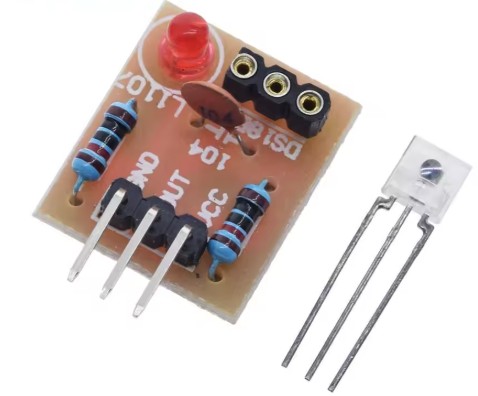
mini laser receiver module
Of gewoon infrarood gebruiken, dat zie je niet maar is ook veel minder gevaarlijk
Hierbij gebruik je een richtlaser zoals in een levelling systeem of een infrarode laser met -ontvanger .
Deze komt dan boven op de X-as aan de bewegende toolhead en is gericht naar de tools, 90 graden ten opzichte van de X-as.
Vervolgens activeer je als ontvanger de juiste tool waar je naar toe wilt voor het wegbrengen of oppikken.
Met een X-sweep beweging kun je contact zoeken met de ontvangende tool en daarna in 1 rechte lijn naar de tool bewegen tot aan het pick-up punt dat in absolute Y-waarde vastligt in de config file. Lijkt me mooi om te ontwikkelen!
EXTRA WENS: Nauwkeurige XYZ homing van de tools
En ik zou graag een manier hebben om X, Y en Z van elke tool nozzle in detail ten opzichte van de andere tool nozzles te centreren, net zoals bij mijn CNC machines:
Met zo’n head alignment block kun je bij een CNC machine van alle assen een nauwkeurige positiebepaling doen. Vooraf moet je wel vaststellen waar dit block ongeveer staat, binnen een nauwkeurigheid op X en Y van ca. 1 mm.
Dat alignment block is elektrisch geïsoleerd opgesteld en deze opzet werkt op basis van contact maken tussen de gebruikte tool tip en het block.
Hoe werkt het homen met een alignment block
Je programmeert in gcode een centreermacro.
Eerst zet je tijdelijk de motorvermogens op een zo laag mogelijke waarde, om niets te beschadigen wanneer er iets in de weg staat van de af te leggen moves.
Net zoals wanneer ik regulier een home-all doe, zet je ook bij deze nieuwe methode het bed en de betreffende tool-nozzle in de gebruiks modus (bijvoorbeeld bed op 70 graden en nozzle op 180 graden).
Vervolgens doe je een normale XY homing, die in mijn geval met eindschakelaars (of optische schakelaars) aan het begin van de X en Y assen werkt.
En een Z-homing actie is ook nodig tenzij je de Z-moves blokkering die optreedt wanneer je Z niet eerst hebt gehomed niet wilt opheffen.
Daarna ga je met de Z-as voldoende omhoog om het block niet te raken.
Vervolgens ga je naar de absolute XY positie van het block.
Wanneer je boven het block bent met je tool home je Z.
Daarna home je op Z+0.3 zowel -X als +X, en in het midden van -X en +X home je -Y en +Y.
Het resultaat daarvan is de exacte positie van het center op het platte Z-vlak van het alignment block.
Omdat je exact weet wat de positie hiervan is ten opzichte van het bed-center en vanaf X0, Y0 en Z0 kun je dit gelijk in de macro vertalen en de Z0, X0 en Y0 waarden meegeven als absolute waarden.
Het zou mogelijk moeten zijn om de tools van de E3D toolchanger ook op deze manier te homen, waarbij Z met de TAP functie kan en X en Y de elektrische detectie kunnen gebruiken zoals hierboven voor de CNC freesmachines is beschreven. We zullen zien of en hoe dit gaat werken als aanvulling op de TAP-Z homing met de huidige X- en Y- microschakelaars homing op de X en Y assen
NAWOORD
Het credo lijkt nu nog te zijn: Als de E3D toolchanger het doet, moet je er verder vooral van afblijven. Dat komt mij helemaal niet zo uit omdat ik mijn printers nogal eens van plek verwissel. En dat blijkt niet altijd goed te gaan.
Dus die zaken ga ik uitzoeken en als het kan, ook bouwen!
Update 18-09-2025: Voron 2.4 toolchanger MODS
In mijn zoektocht naar ervaringen van anderen met toolchangers en de TAP invulling kwam ik een MOD tegen voor de voron2.4 die mij heel goed past:
De Voron 2.4 multi-toolchanger:
Deze Voron 2.4 TOOLCHANGER MOD is in het publieke domein geplaatst en bestaat uit allerlei verschillende MOD’s, waarbij één persoon steeds één element van de benodigde veranderingen heeft ontwikkeld en/of herontwikkeld.
Denk aan o.a. de pick-up platen inclusief het passieve TAP-deel dat op de carriage komt en het actieve TAP-deel dat aan de Tool komt.
Die Voron 2.4 ombouw naar toolchanger komt in een volgende post!
Zoals altijd wanneer ik iets echt goed wil doen, kost het even tijd…
De overgang naar warmtepomp zodat we geen gas meer nodig hebben is aardig gelukt met de installatie van een lucht-lucht warmtepomp installatie voor de begane grond.
We hebben de binnen-unit in de woonkamer, net naast de trap naar boven geplaatst zodat we later ook gemakkelijk een tweede binnen-unit kunnen maken op de eerste verdieping.
KOELEN EN VERWARMEN MET LUCHT MOGELIJK?
Maar misschien is er ook een andere manier om boven te koelen en vooral: te verwarmen. Want de binnen-unit in de woonkamer is ruim bemeten en draait vrijwel altijd op de silent modus. Dat geldt zowel voor verwarmen als koelen. Dus heb ik het plan opgevat om een deel van de output van de binnen-unit met een luchtsysteem naar de eerste verdieping te brengen en ook de retourstroom terug naar de circulatie-inlaat van de lucht bovenaan de binnen-unit te voeren.
LUCHT PICK-UP VOOR AIRCO-BINNENUNIT
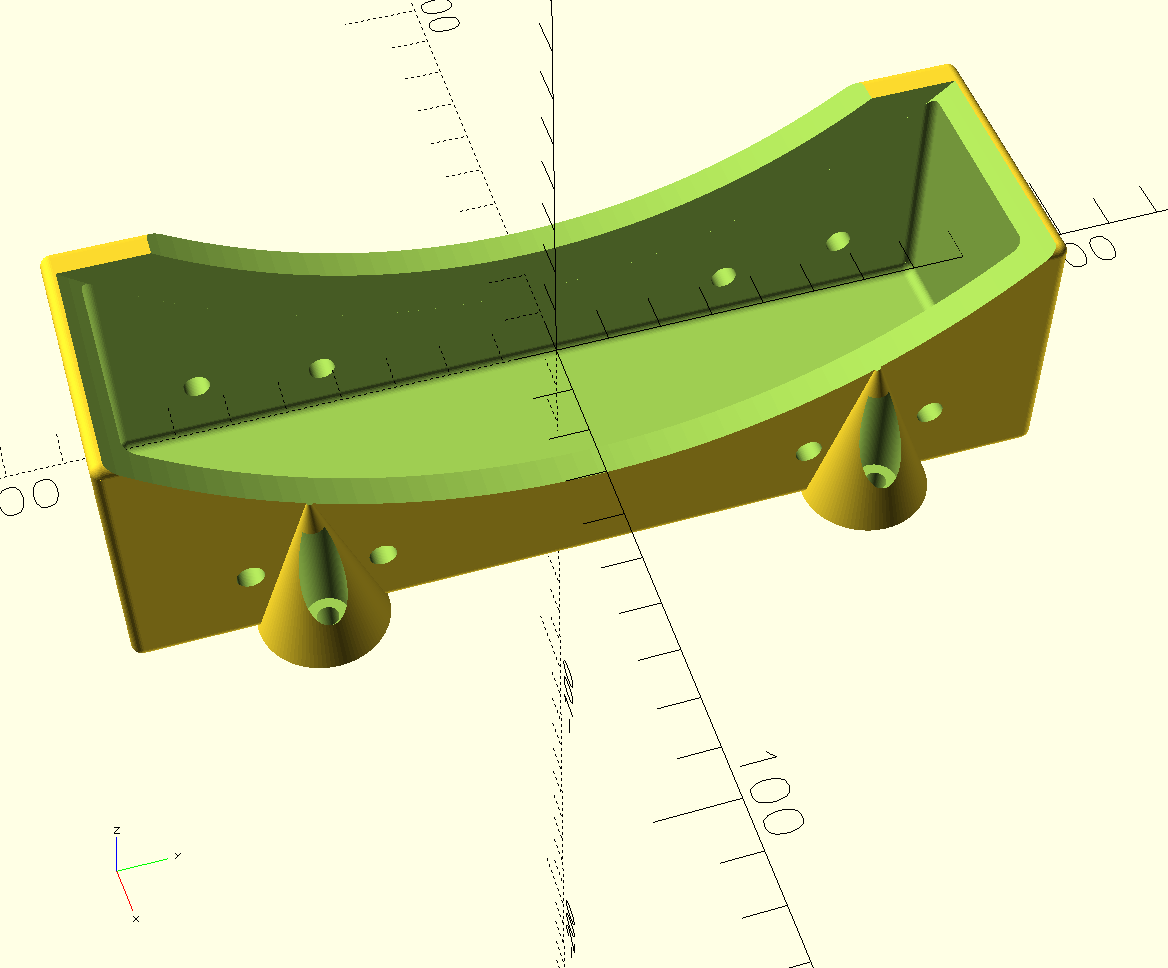
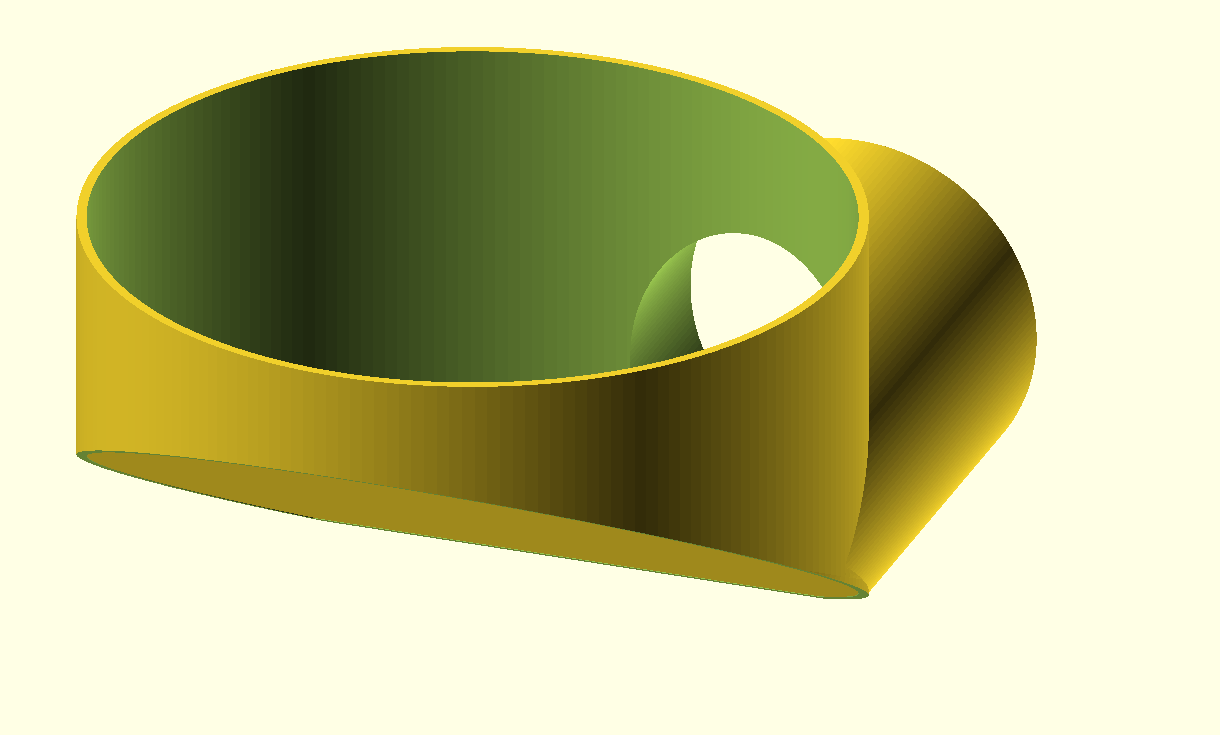
Eerst heb ik de adapter voor de lucht pickup van de airco’s binnen-unit ontworpen. Dit is voor zover ik heb kunnen ontdekken, niet standaard te koop. Omdat de luchtflap van de binnen-unit moet kunnen bewegen heb ik de lucht pick-up met een circulaire cutout met de bewegingsradius van die luchtflap ontworpen.
Mijn eerste ontwerp van de lucht pick-up past over de helft van de lucht-uitstroom opening aan de voorkant, onderzijde van de airco binnen-unit. Dat is prima als je zowel in de woonkamer als boven wilt koelen of verarmen.
Wanneer je primair boven wilt koelen of verarmen en maar een klein deel beneden, heb ik een ontwerp gemaakt dat helemaal over de lucht uitstroom past. Aan de onderkant, onder de beweegbare flap, blijft dan altijd nog een strook over waardoor lucht de woonkamer in stroomt. Dat kan je zo laten maar dat kun je natuurlijk ook dichtmaken. Ik heb dat getest met een dunne strook plastic foam-schuim ertussen en dat werkt prima om geen lucht meer in de woonkamer te laten.
Zie onderstaand ontwerp van de lucht-pickup die over de gehele breedte van de luchtuitstroom gebruikt kan worden:
HOE GROTE DELEN IN ABS PRINTEN (MIJN MANIER)
Ik print dit soort grote delen met mijn grote Voron 2.4-600 en bovenstaande adapter heb ik diagonaal moeten printen vanwege de lengte. Deze Voron staat ingesteld voor ABS met een heated bed op 120 graden en de extruder staat ingesteld op 265 graden. De toolfan draait bij mij voor dit soort prints gewoon op 100%, ongeacht het feit dat ABS dat niet nodig schijnt te hebben. Het geeft me gewoon betere resultaten op deze manier. Ik gebruik support met 87% overhang instelling met ‘tree’-instelling. Alles wordt geprint met 100% infill maar lage wanddikte van 1.6mm en de nozzle die ik altijd gebruik voor deze prints is 0.8mm, layer height is 0.4mm en de printsnelheid 120mm/s, en wanneer ik met infill werk dus geen 100% infill, staat de snelheid van de infill op dezelfde snelheid als de gewone layersnelheid, dus 120mm/s. O ja, ik heb alleen maar een brim nodig bij deze printen en ABS wanneer ik lange objecten print. Alles onder 10cm breedte en/of lengte kan gewoon zonder brim. het hotbed is een 6mm alu plaat met daaronder een 750 Watt 600/600 230V silicon zelfklevende mat en erop een magneetplaat, ook zelfklevend, Bovenop zit een Tronxy steelsheet van 600x610mm met een bijzondere pei-laag: niet grof maar ook niet heel fijn. De pei is daarnaast dubbelzijdig en het werkt perfect met ABS maar helemaal niet met PETG (blijft vastzitten, ook NA afkoelen) , EASY ABS en gemiddeld OK met PLA (niet veel hechting).
Het heeft heel wat tijd geduurd voordat ik voor deze printer (met Canbus head) de optimale instellingen voor dit type ABS heb gevonden. Ik draai nu met deze instellingen bijna alle soorten ABS, mits het echt normale ABS is. Ik heb wel eens zogenaamd EASY ABS geprobeerd maar door de lage vloeitemperatuur daarvan loopt dat niet lekker op deze Voron. Maar op mijn iBear, gewoon open in de omgevingslucht, draait dat EASY ABS perfect, op PETG instellingen. Wonderlijk maar ook wel prima!
LUCHTKANALEN INSTALLEREN
Het werk aan de luchtkanalen was allemaal toch wat meer puzzelen dan ik had gedacht: Natuurlijk eerst de gaten in de muur tussen woonkamer en trap maken.
Daarin heb ik doorvoerpassingen gemaakt met een kraag op de wand, zie bovenstaande foto. De luchtbuizen die ik gebruik zijn 110x55mm buitendiameter en deze schuiven door de muurkragen heen. Dat past heel netjes.
IN-LINE FANS: WELKE WERKT HET BEST?
Om de lucht naar boven te krijgen heb ik verschillende opties geprobeerd want de luchtstroom die vanuit de binnen-unit komt bleek onvoldoende druk te geven om nog een beetje luchtstroom in de slaapkamer over te houden.
Daarom heb ik geëxperimenteerd met eerst een 120mm in-line ventilator op 12 V en daarna één op 230 Volt. De oplossing met 230 Volt ventilator in-line leek goed te werken maar de luchtstroom was toch nog onvoldoende om de koude lucht in de slaapkamer te brengen.
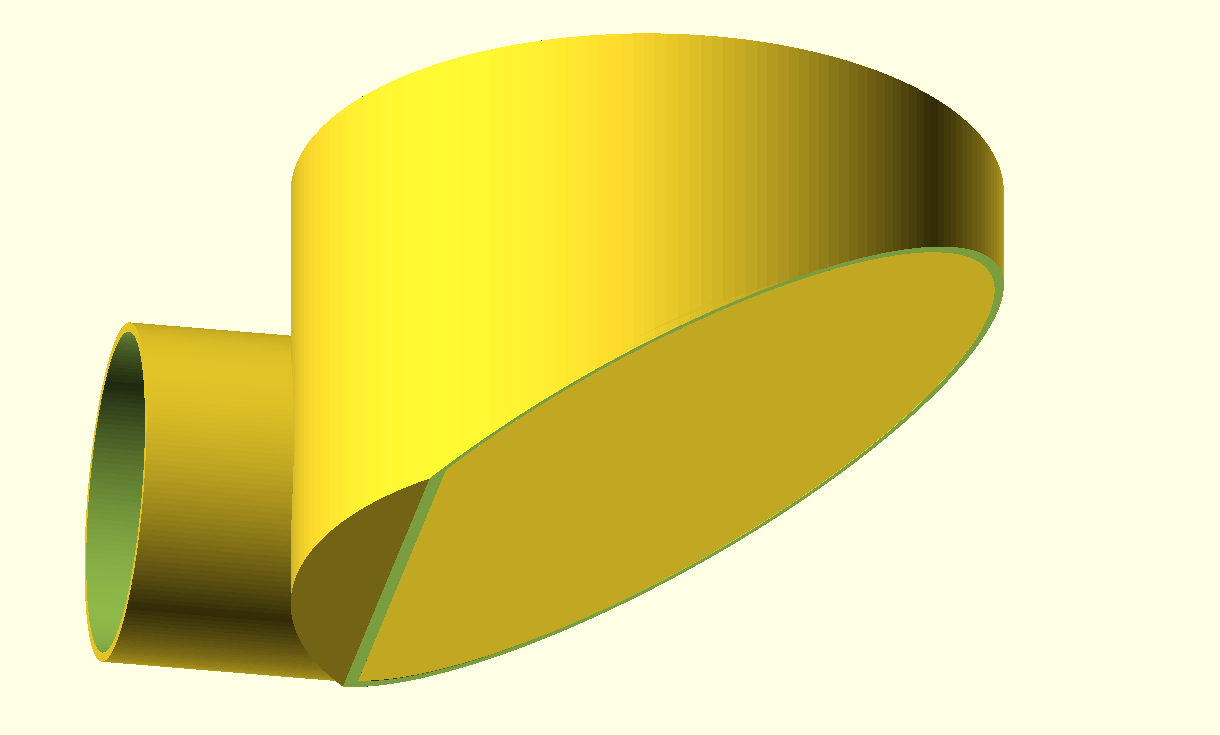
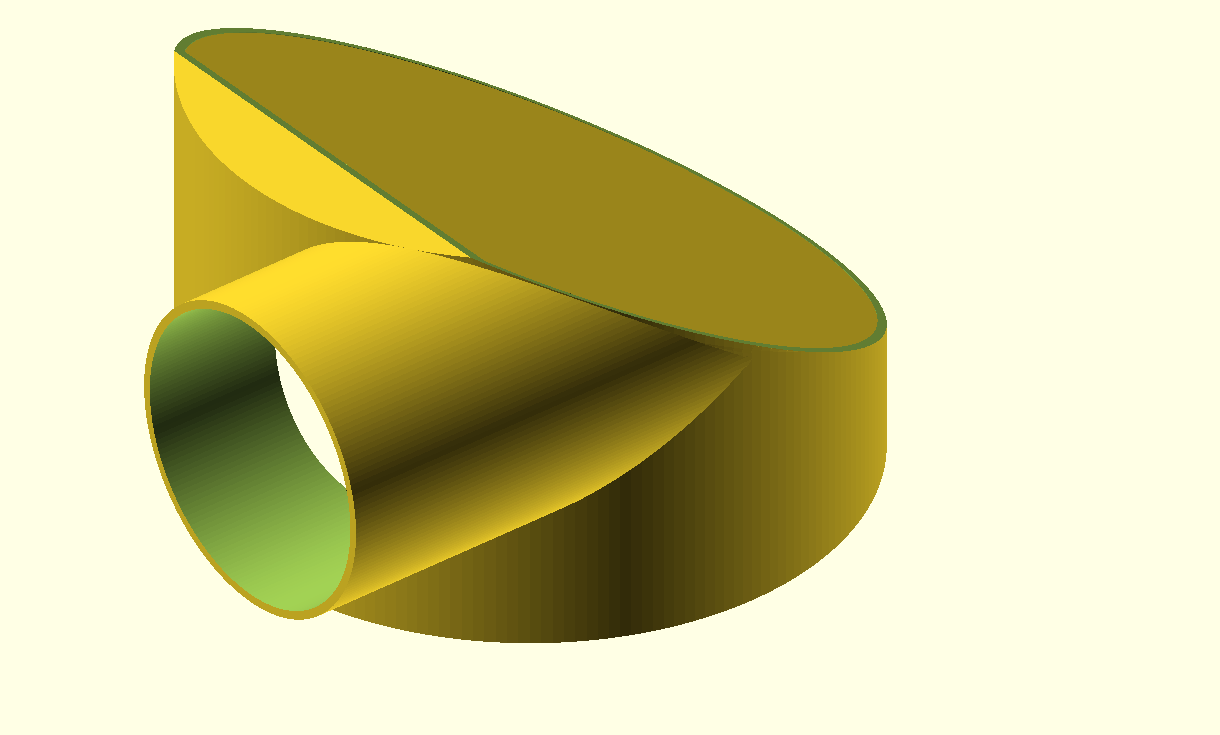
3D-ontworpen in-line fan adapter:
In wit ABS geprinte in-line adapter voor een 38mm dikke x120x120mm 230V AC fan unitDe in-line installatie van de 120mm 12V fan, dit werkte bijna helemaal niet. Met de 230V fan werkte het wel een beetje maar kwam de lucht door het afkoelen onderweg niet meer koud boven uit het einde van de ca. 7 meter lange luchtweg van de binnen-unit in de woonkamer naar slaapkamer.
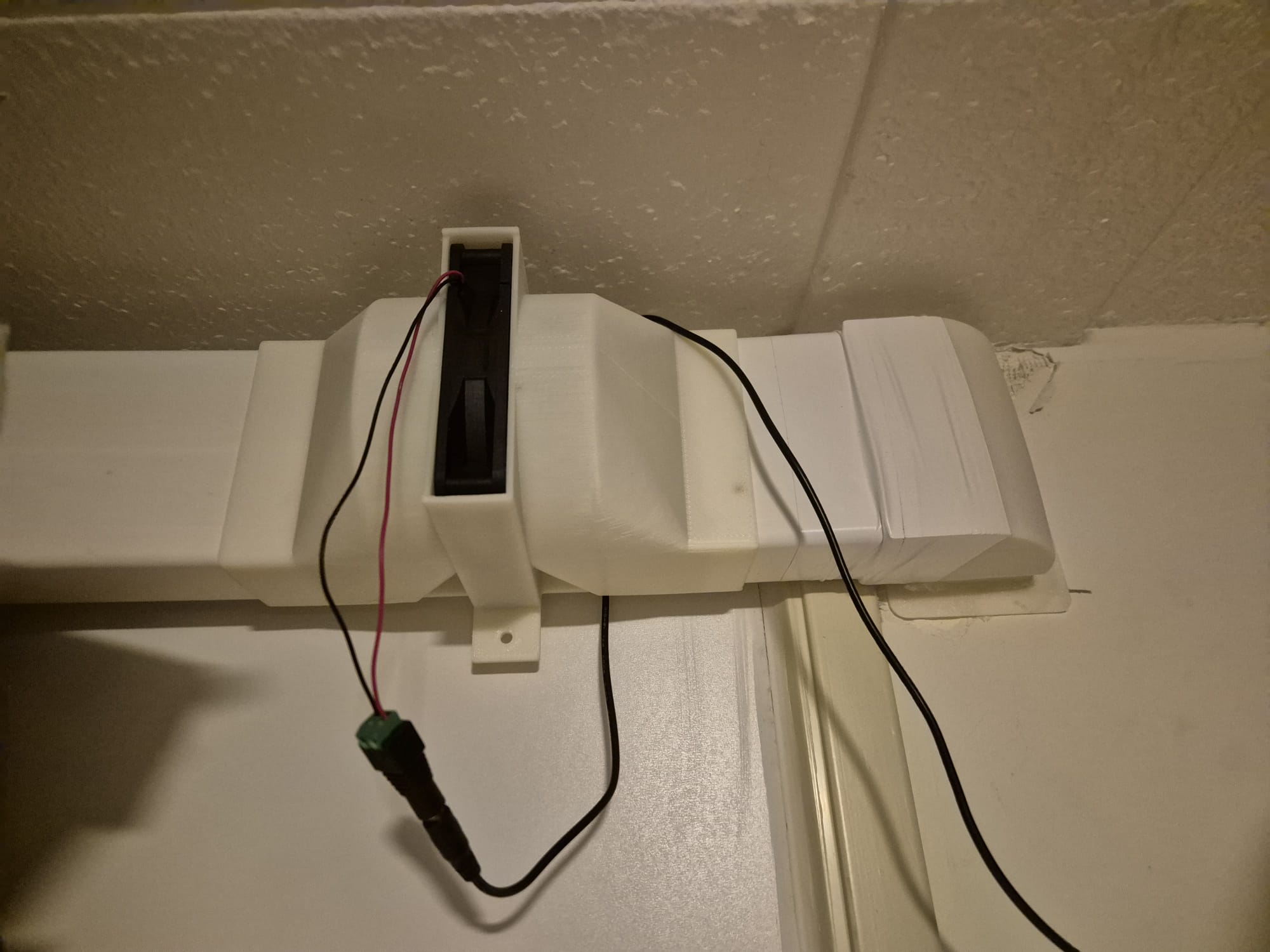
Uiteindelijk heb ik een 50Watt in-line ventilator getest en dit werkte heel goed!
testopstelling met een 50 Watt in-line fan unit. Dit werkt heel goed zo!
MONTAGE LUCHTKANALEN EN FAN
Nu nog even alles op de goede plek monteren.
Het blijkt best lastig te zijn om in een bestaande woning met luchtkanalen aan de gang te gaan. Je wilt eigenlijk een weg zonder krappe bochten en den liefst met een 100-150mm ronde buis werken.
Daarom experimenteer ik eerst met deze 110/55 mm rechthoekige pijpen. Als alles werkt ga ik de kortste weg van binnen-unit naar de eerste en tweede verdieping bepalen, door de vloeren.
Als dat niet kan of geen kortere luchtweg oplevert, ga ik kijken of die tweede binnen-unit op de eerste verdieping kan worden gemonteerd…
Tijdelijke montage van de 110/55 luchtbuizenTijdelijke montage van de 110/55 luchtbuizenTijdelijke montage van de 110/55 luchtuitlaat in de slaapkamer
MAKEN OPHANGBEUGEL
MAKEN OPHANGBEUGEL VOOR IN-LINE 50 WATT FAN
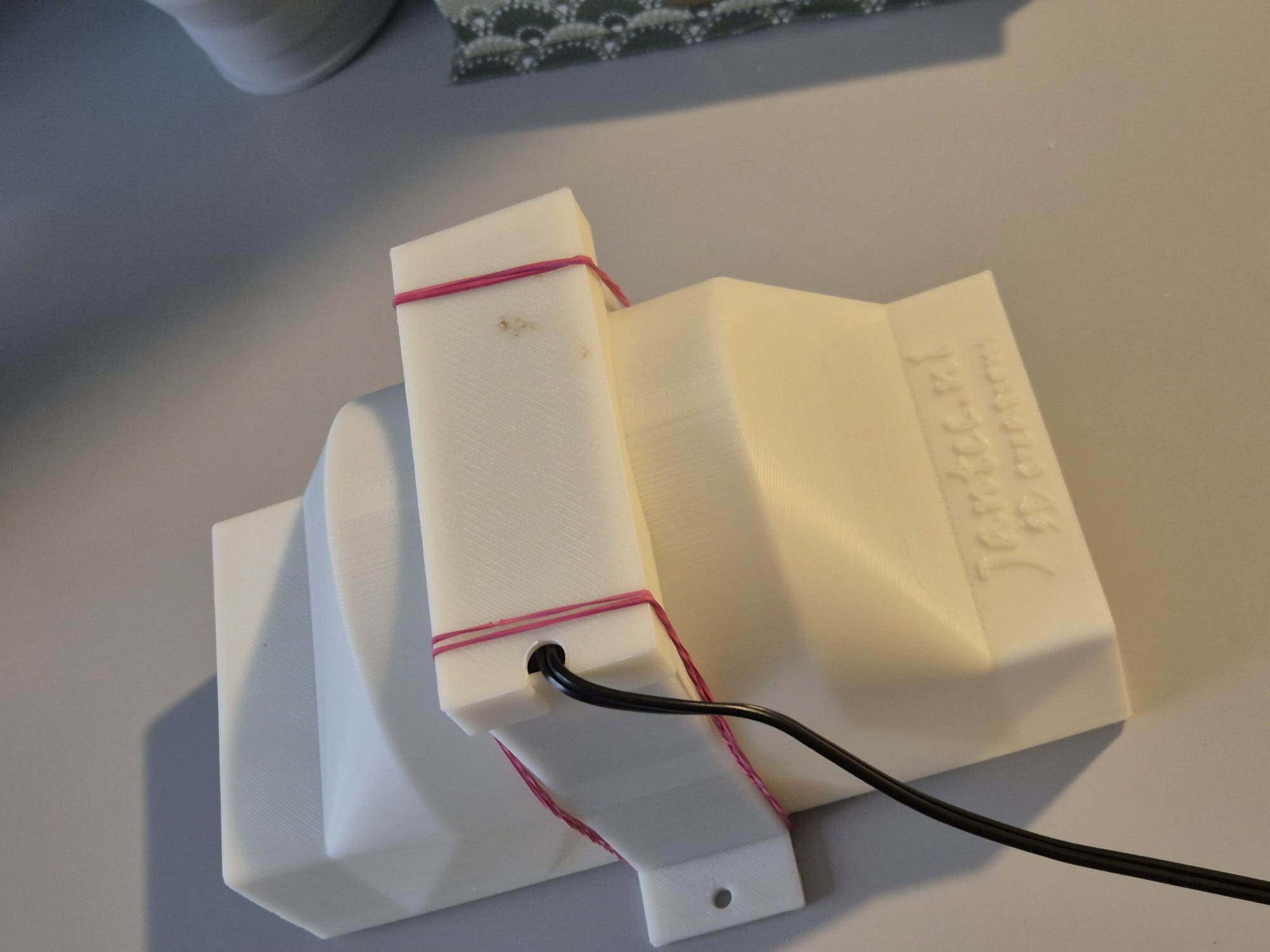
De in-line 50-Watt ventilator unit heeft nogal wat aanpassingen nodig om in mijn tijdelijke installatie op te nemen. De in- en uitgangen zijn 98mm rond buitendiameter en daarvoor moet ik aanpassingen maken naar de bestaande buizen op een plek waar dat niet in de weg zit. Dat wordt dus mijn 3d printhok, tegen het plafond.
De montagebeugel voor de 50Watt in-line ventilatorunit heb ik alvast ontworpen en geprint:
In mijn kleine tuin staat een muur van de aanbouw van mijn buurman naar mijn gevoel altijd nogal zichtbaar in de weg. Ik heb lang nagedacht over hoe ik deze muur wat aantrekkelijker kon maken terwijl ik in mijn tuin zit, en kwam tot het volgende idee:
Ik heb een opstelling gemaakt met geïmpregneerde houten tuinplanken, die ik in de lengte heb gezaagd met mijn kleine draagbare zaagmachine. Het hout draagt ongeveer 30 kleine 3D-geprinte bloempotten in allerlei kleuren en vormen.
In de bloempotten heb ik verschillende kleine plantjes gezet waarvan de meeste de Nederlandse winter kunnen doorstaan, zodat ik de planten volgend jaar niet allemaal hoef te vervangen.
Daarnaast heb ik een automatisch bewateringssysteem op zonne-energie geïnstalleerd dat gebruikmaakt van de 2 kleine regentonnen.
Ik ben erg blij met het resultaat!
Hieronder heb ik mijn bloempotontwerpen voor deze muur verzameld.
Als je op de link klikt, wordt het STL-bestand automatisch naar je apparaat gedownload.