DOWNLOAD THE HI_RES STL
DOWNLOAD THE HI_RES STL
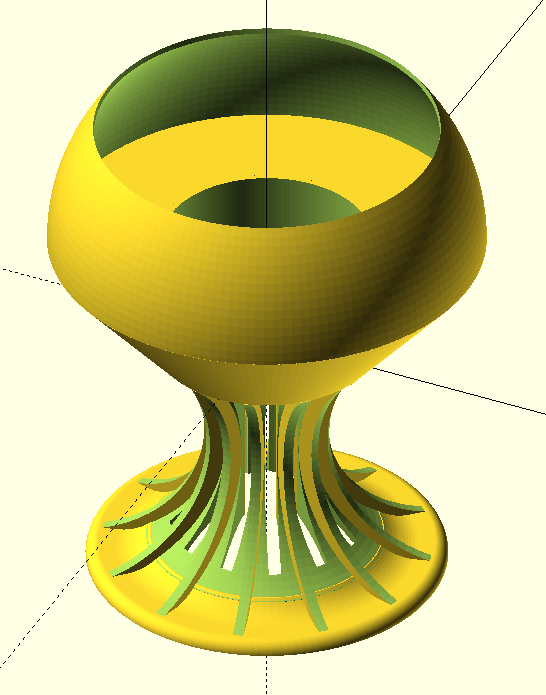
DHZ STL download lamp op voet voor 21mm hoog, 39mm diameter standaard waxinelicht



3D modeling, scanning and printing
Voron 2.4
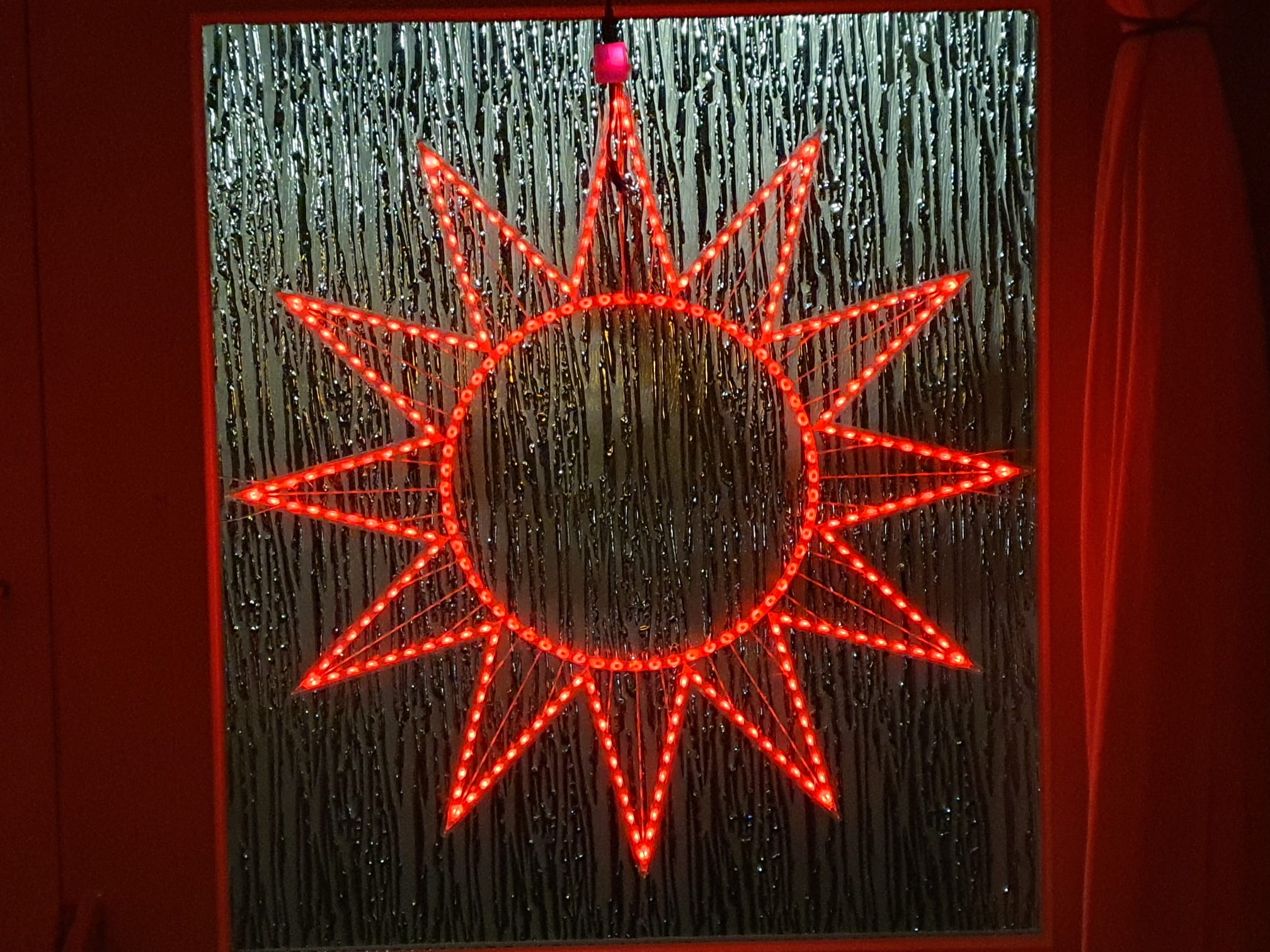
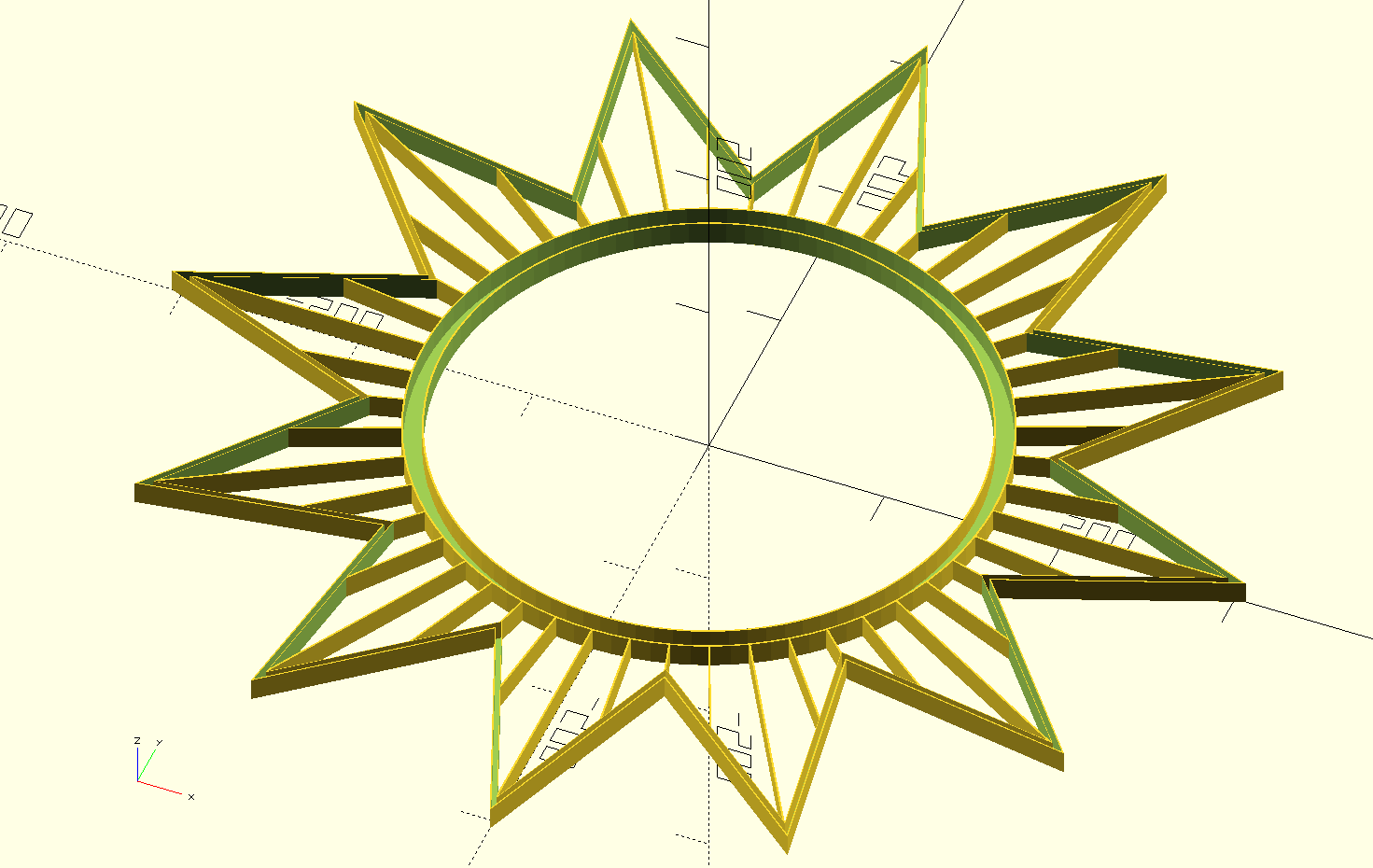
Deze week een nieuw ontwerp gemaakt voor onze kerstverlichting!


Versie 1: 60 cm kerst zonnebloem met 300 LEDS: Of deze natuurlijk, met een snoerstrip in zowel de binnenring als de bloembladen, samen met 300 stuks WS2811 ‘druppels’ elke 15 mm: (60 in de binnenring en 240 in de ster).


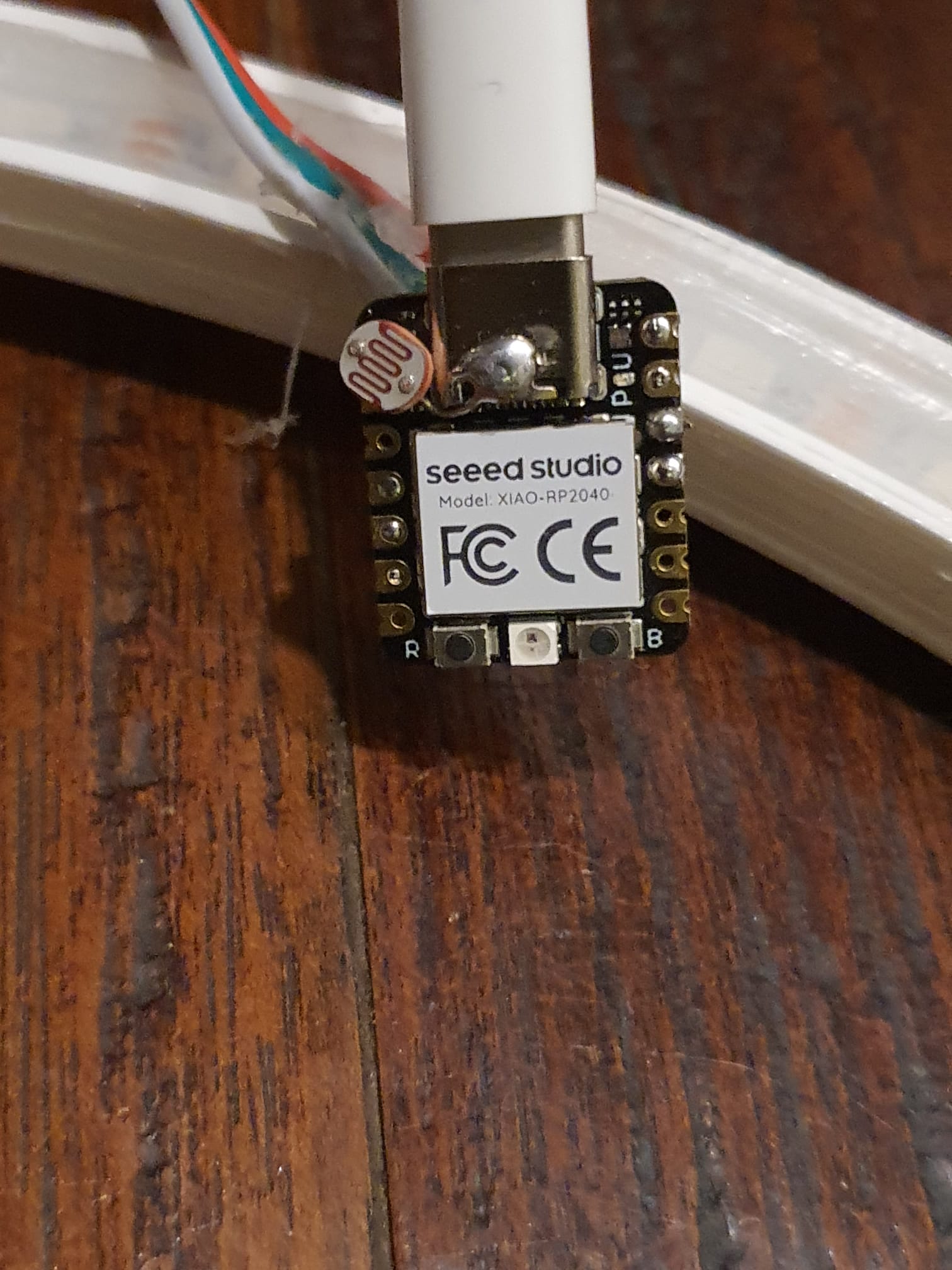
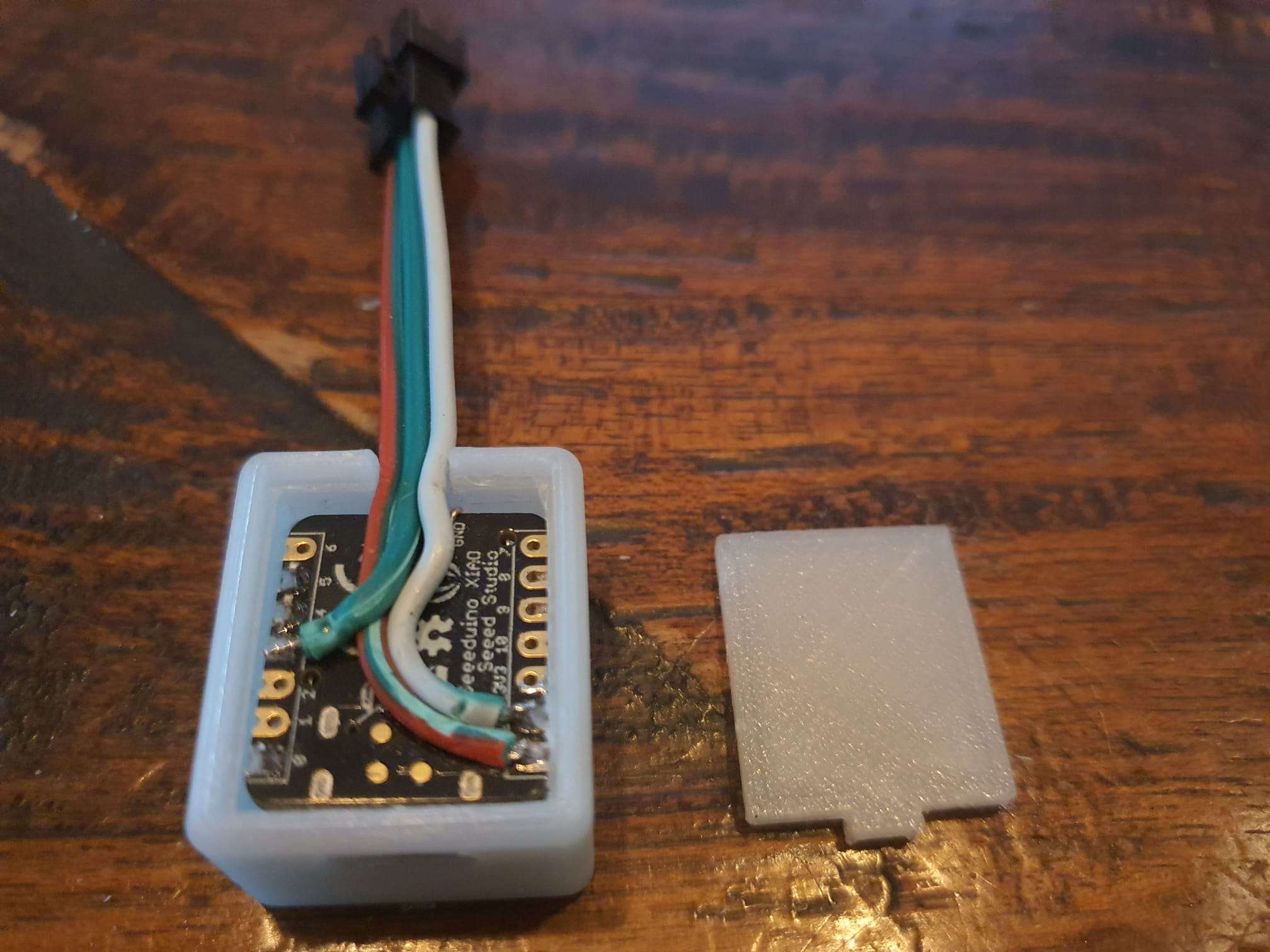
De besturing doen we voor alle versies met een Seeeduino XIAO RP2040 microcontroller en de voeding is een gewone USB-C 3 Ampère snellader. De LEDS worden geregeld op basis van het omgevingslicht zodat de LEDS overdag ook zichtbaar zijn.


Versie 2: 60 cm kerst zonnebloem met 240 LEDS: Er gaan bij deze versie van de kerst zonnebloem ‘gewone’ LEDSTRIPS in met veel LEDs met een repeteerafstand van 1,65 cm .

In deze tweede versie gaat er in de binnenring een strip plat met 60 RGB LEDs: (KLIK voor de downloads van ‘how to make’ en de programmatuur) . Het vergt wel wat uitzoeken om de klok en alle LED’s een beetje leuk aan te sturen. Succes!

In de bloembladen ven de tweede versie gaat een strip erin op z’n zijkant met 180 LED’s. Per bloemblad zitten er dan 15 LEDs (180/12) in.
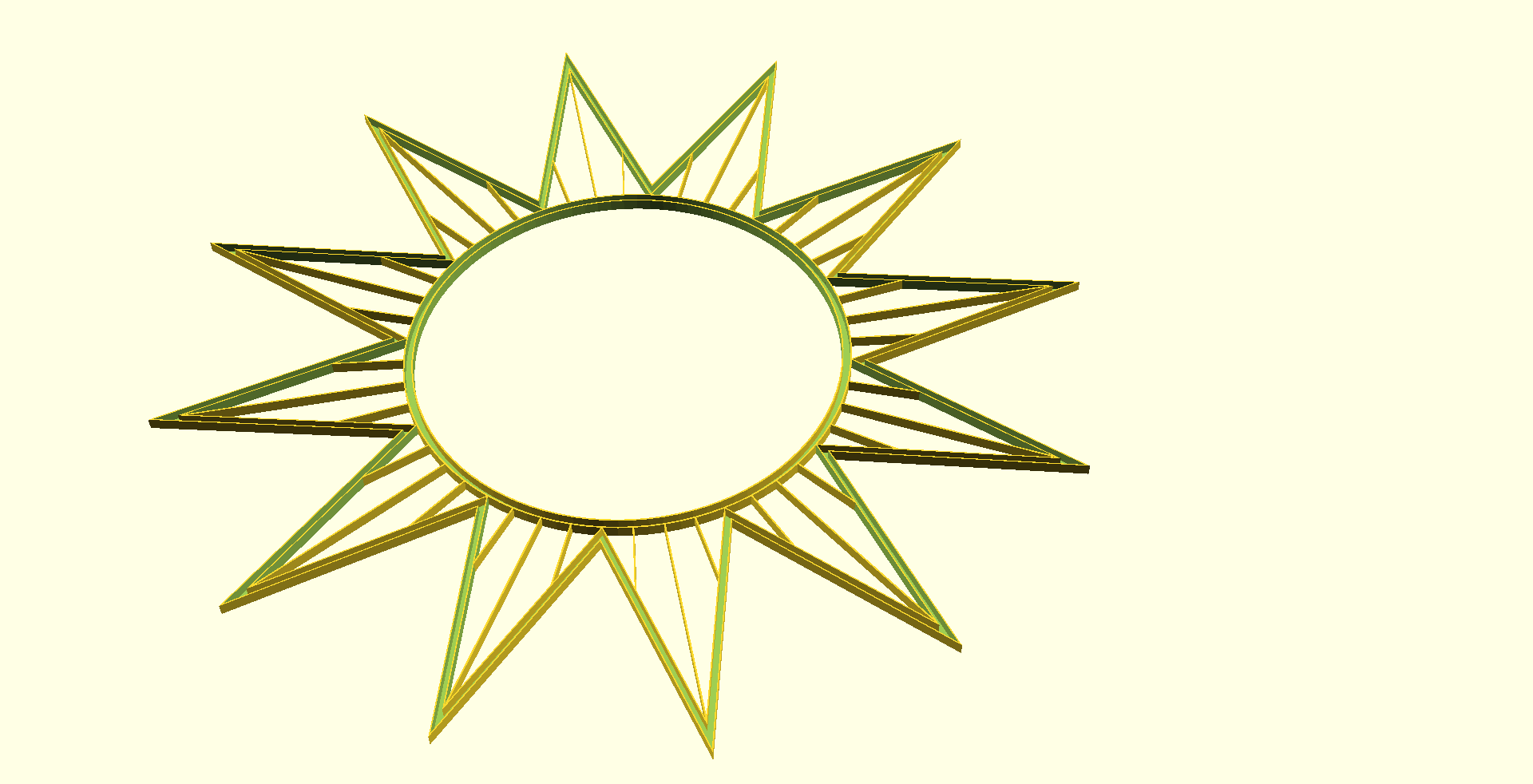
Om dit ontwerp te printen heb je een printbed nodig van minimaal 60×60 cm bruikbaar oppervlak. Ik print dit op mijn Voron600.
Dit is het STL-ontwerp: (click to download STL file)
Versie 3: 30 cm kerst zonnebloem met 180 LEDS: En er is ook een versie voor een printer met een 300x300mm printbed gemaakt, de binnenring is hier gemaakt met een setje van 4 kwart ronde delen van elk 15 leds die met z’n vieren een 60 LEDs ring met een diameter van ca 160mm maken. De bladen zijn hier weer gemaakt met een snoerlint van WS2812 LEDs om de 15mm, samen zijn dat er 120 in 12 bladen, dus 10 WS2812 LEDS per blad:
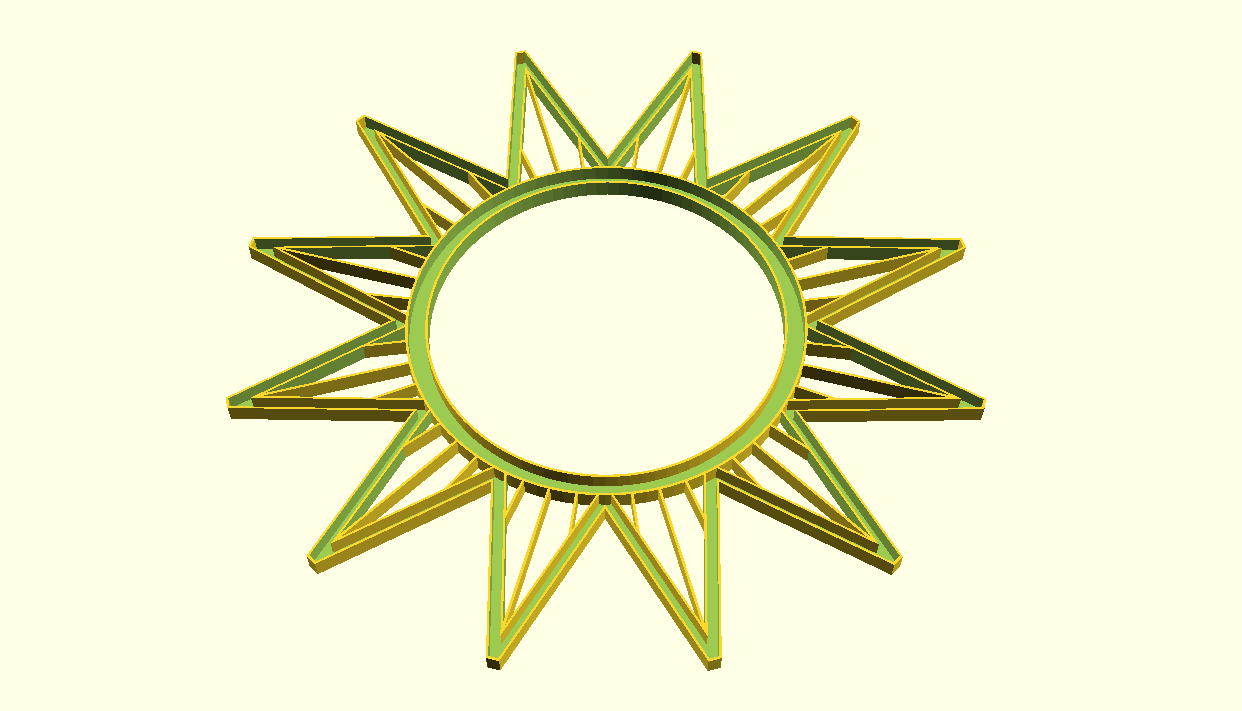
SMALL_CLOCK_12_points-star_and_mini_ring_60_LEDS_V15_FINALVERSION_20241127



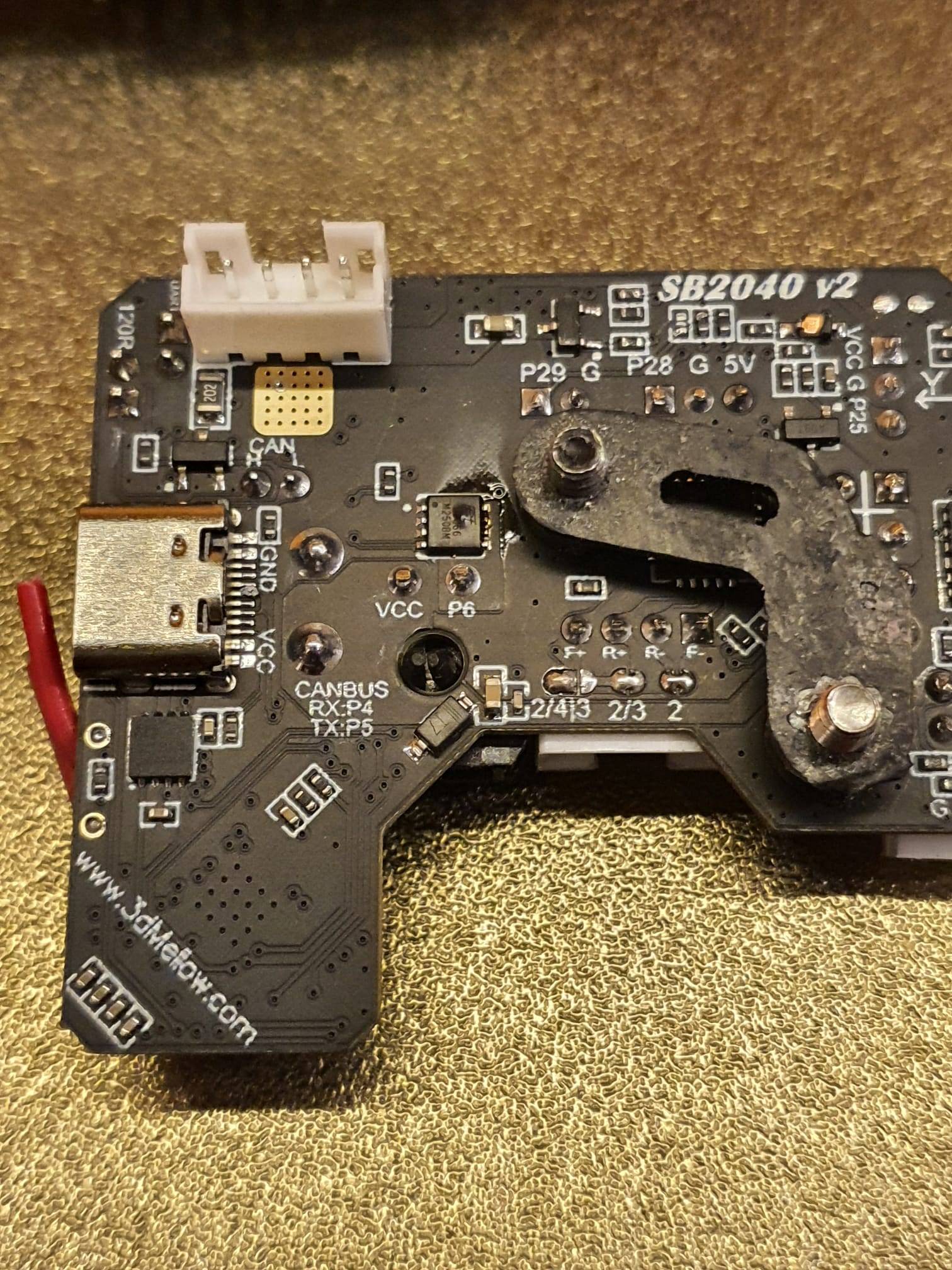
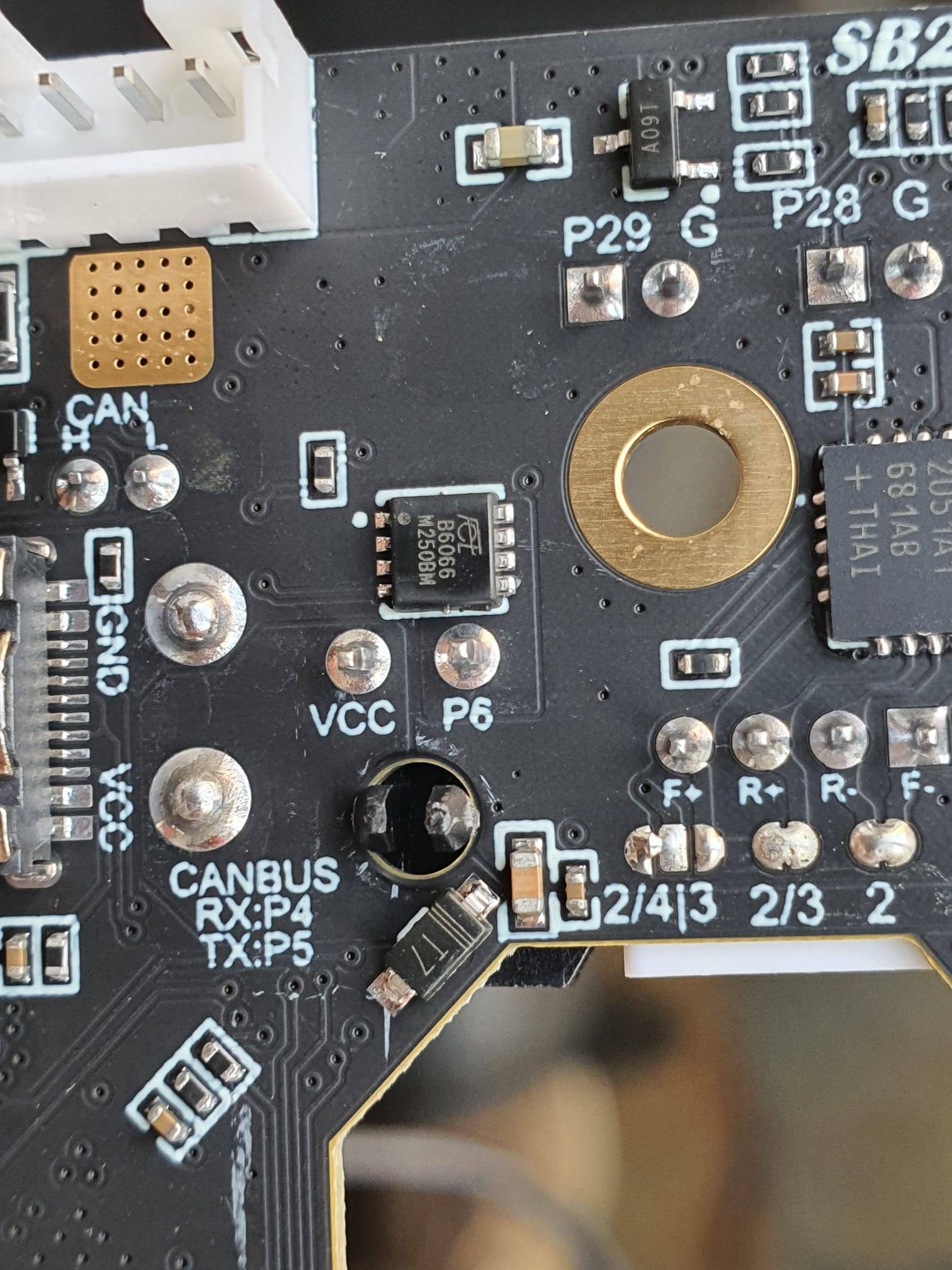
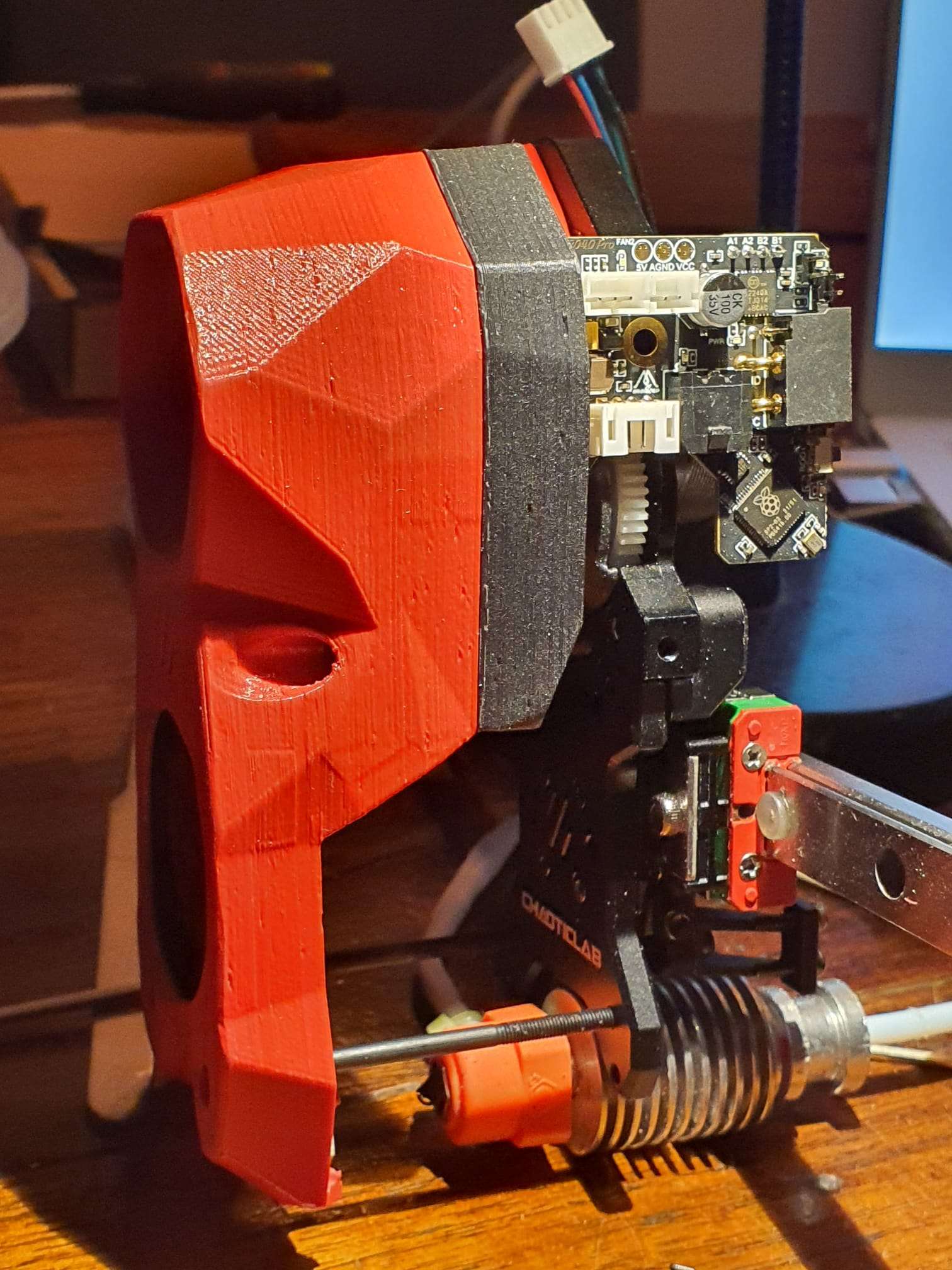
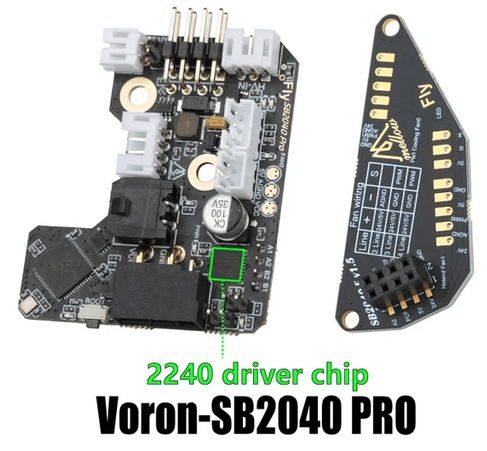
Door mijn onvoorzichtige gedrag heb ik de verwarmings Mosfet van mijn Voron 2.4’s Stealthburner toolhead PCB beschadigd.
Deze printplaat is een Mellow Fly SB2040 Pro plus. Hij heeft een versnellingsmeter, een 2240 TMC en werkt met PT100 voor de verwarming. Het werkt heel goed via Canbus en mijn geïnstalleerde PICAN USB-interface op de RPI.
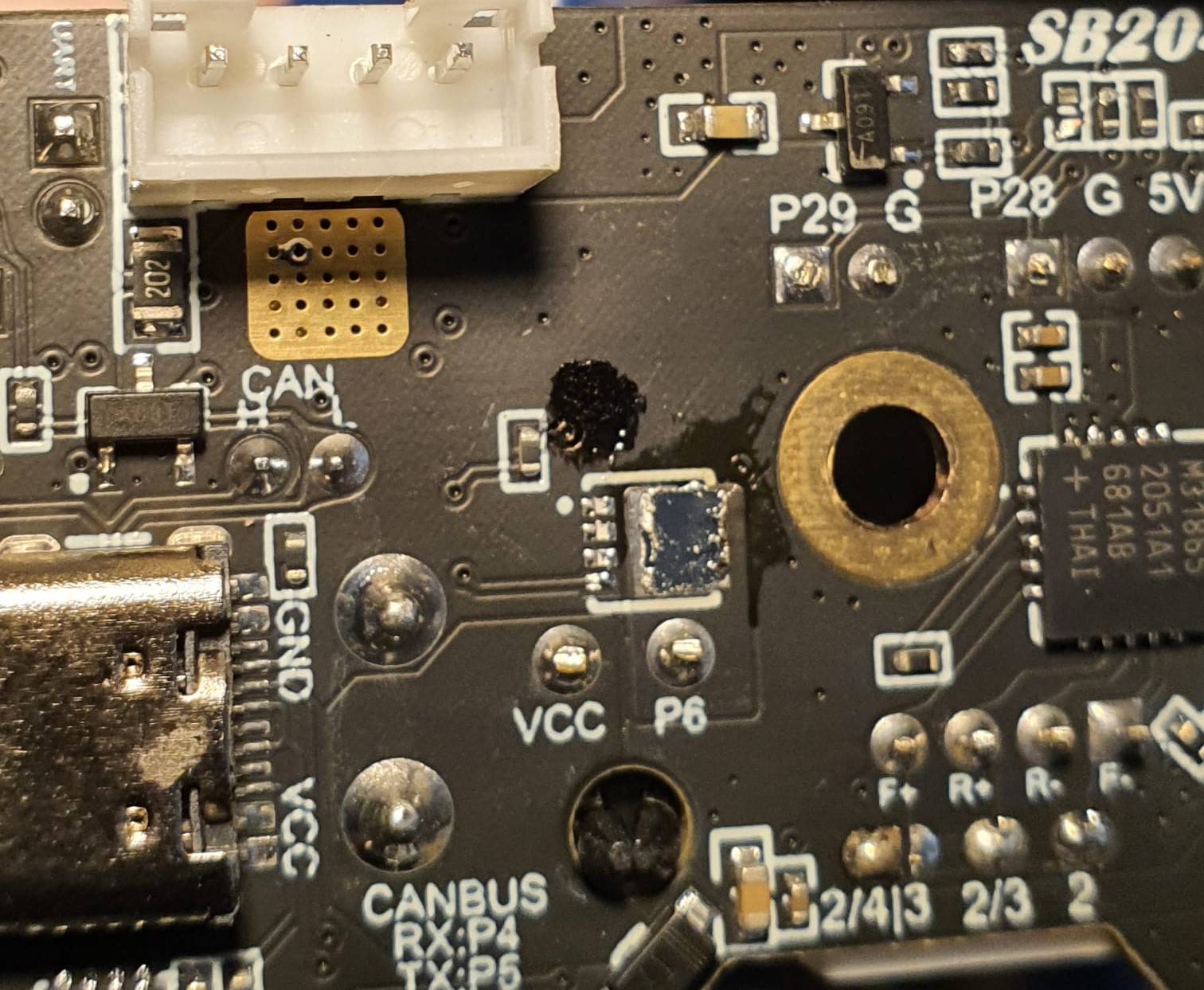
Maar toen ik een andere nozzle in de hotend monteerde, maakte ik kortsluiting in de keramische verwarmingscartridge en blies de verwarmingsmosfet op. Zie de volgende foto:
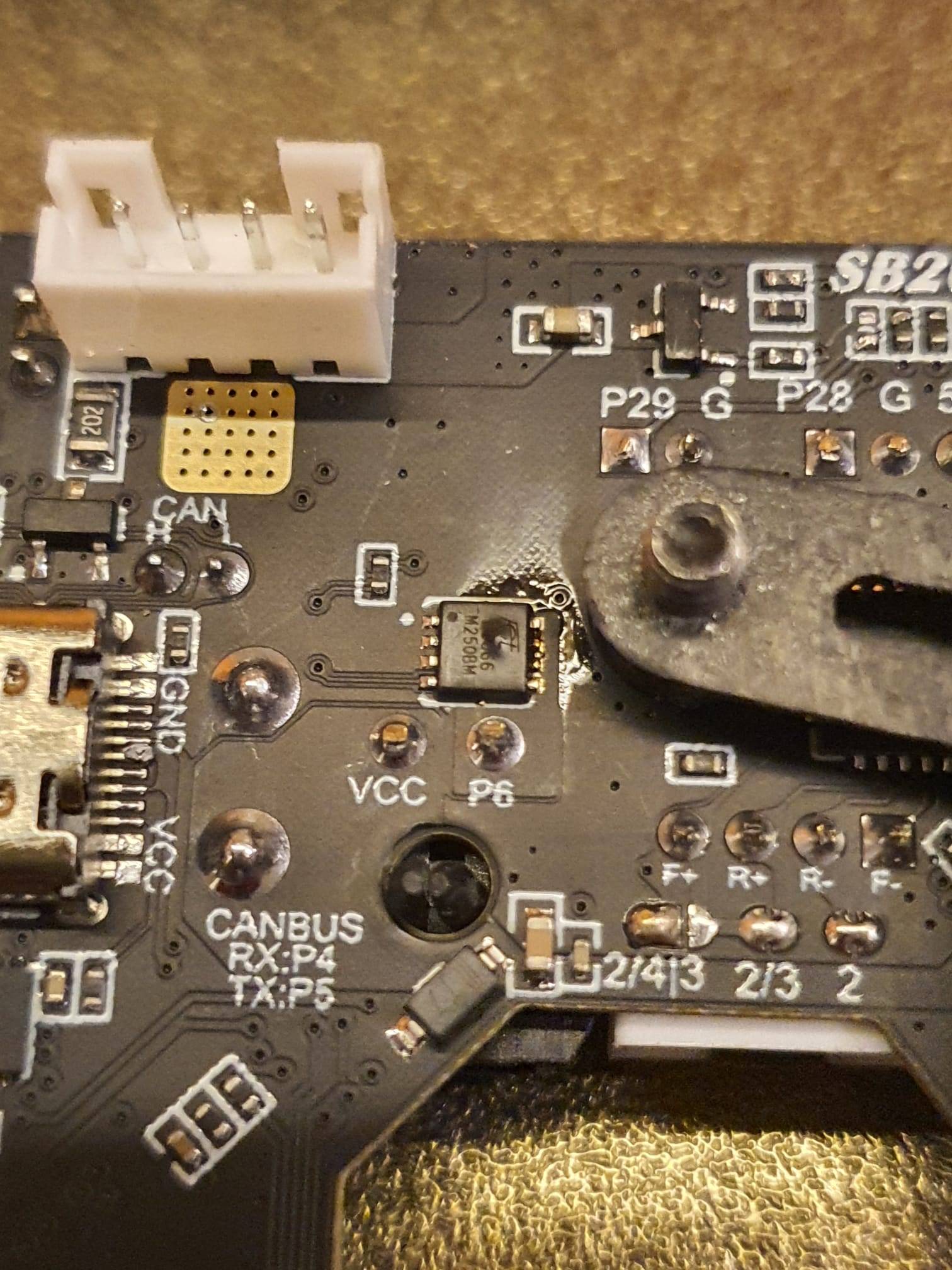
Ik heb een nieuwe print besteld en nu kon ik het onderdeelnummer achterhalen:
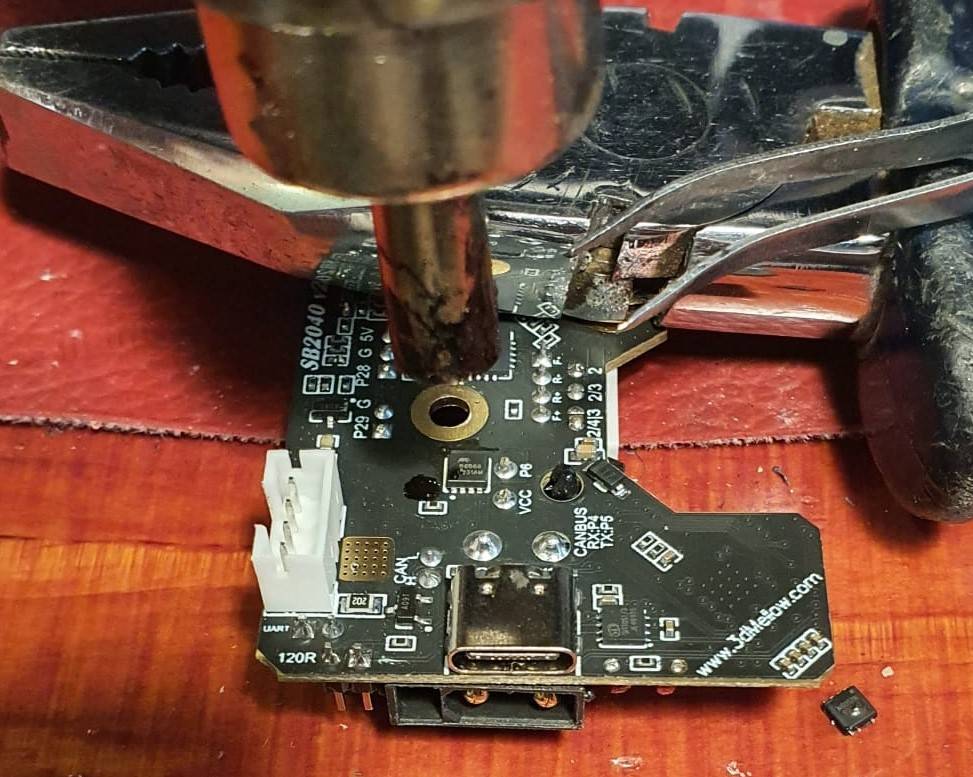
Ik heb uiteindelijk 5 stuks vervangende B6066 Mosfet modules besteld op Ali, en ze werden gisteren geleverd, binnen 2 weken.
Ik heb de defecte chip gedesoldeerd met mijn SMD-warmtepistool, en er een nieuwe in gedaan met datzelfde verwarmingspistool, werkt erg goed!!!

Wat is er mis met dit ABS-geprinte teststuk na mijn overstap van een standaard 0,5 mm spuitmond naar een 0,6 mm Chinese CHT high-flow spuitmond?
Ik heb niets anders veranderd dan de Curaslicer-instellingen van 0,5 mm naar 0,6 mm en ook in Klipper heb ik in de printer.cfg de instelling veranderd van 0,5 naar 0,6 mm nozzle diameter.
Uiteraard heb ik ook de gcode opnieuw (Cura) gesliced voordat ik de testblokjes printte.

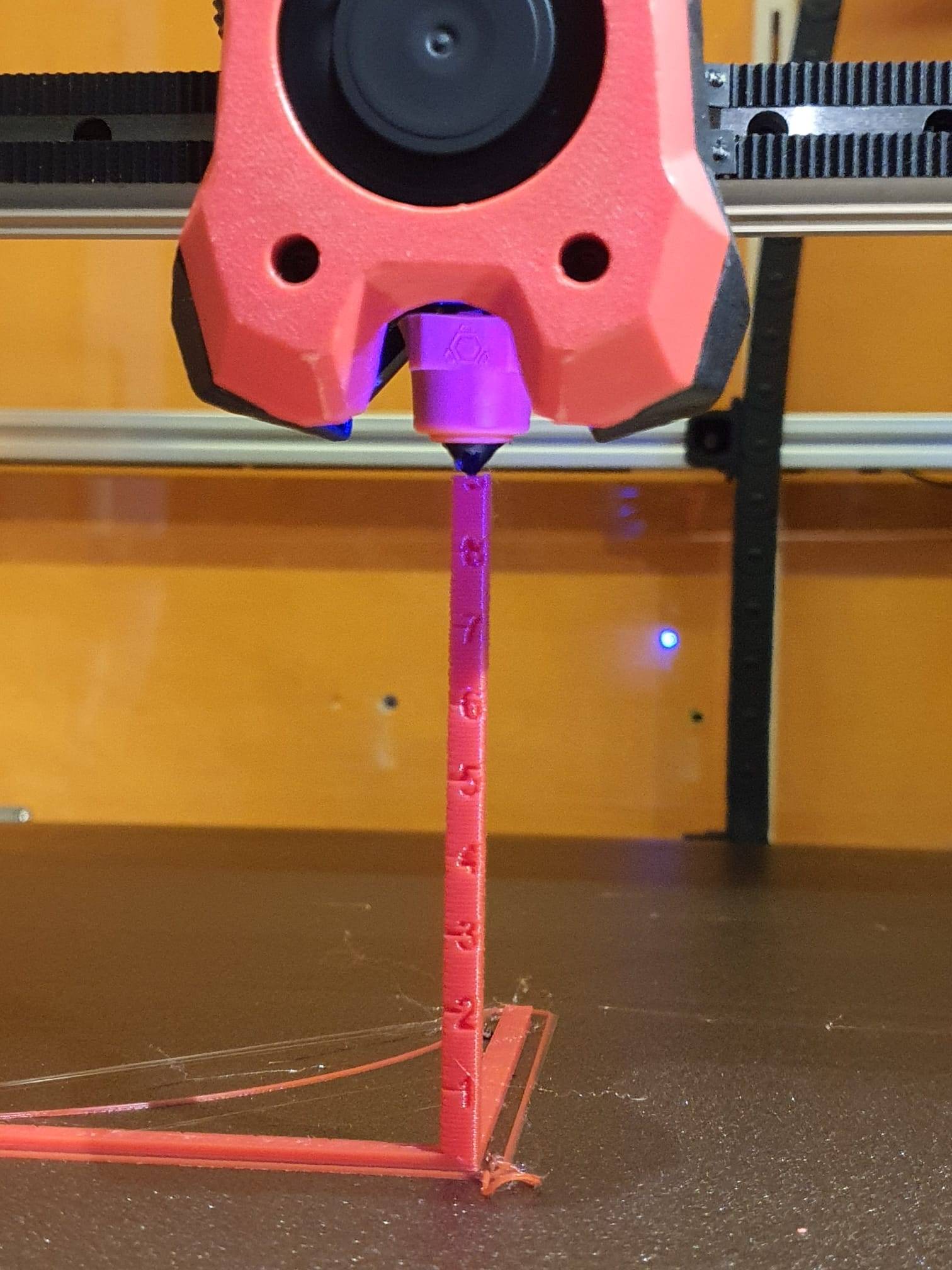
Het is geprint op mijn Voron 2.4R1- 300. met een nozzle zoals op de onderstaande foto:

Deze specifieke nozzles zouden meer flow moeten kunnen produceren omdat het invoerkanaal uit 3- in plaats van 1 gaatje bestaat. De punt is – uiteraard – slechts 1 gaatje.
Na de mislukte print heb ik het volgende gedaan:
Het ABS filament vervangen door een nieuwe verpakking. Geen verandering.
Ik heb de retractie-instellingen in Curaslicer gecontroleerd en die waren prima, tussen 0,5 en 1 mm.
Ik heb de gcode getest op mijn grote Voron die ook een 0,6 nozzle heeft en deze werkte prima.
Dus- ik controleerde de invoer van het filament op weerstand en dat ging heel moeilijk. Blijkbaar is er iets dat weerstand veroorzaakt in de weg van de ingesloten filament box naar de extruder.
Ik heb de filament sensor verwisseld omdat deze nogal wat weerstand veroorzaakte en dit maakte wel wat verschil in het printresultaat, maar niet zo veel.
De extruder gecontroleerd en opnieuw gekalibreerd, geen verandering nodig. 50 mm extrusie was inderdaad precies 50 mm filament dat erin ging.
Alles leek in orde, maar ik kreeg nog steeds dezelfde blobby buitenkant op het geprinte testblokje.
Uiteindelijk heb ik de nozzle losgeschroefd en raad eens: het is een 0,8 mm nozzle die in hetzelfde plastic zakje zat als al mijn bestelde 0,6 mm nozzles. Dit had ik natuurlijk van tevoren moeten controleren!
Ik heb er een nieuwe Chinese CHT 0,6 mm spuitmond uit de zak ingedaan en nu is alles weer goed! Althans – een stuk beter…. EN de afdrukken zijn redelijk goed bruikbaar,
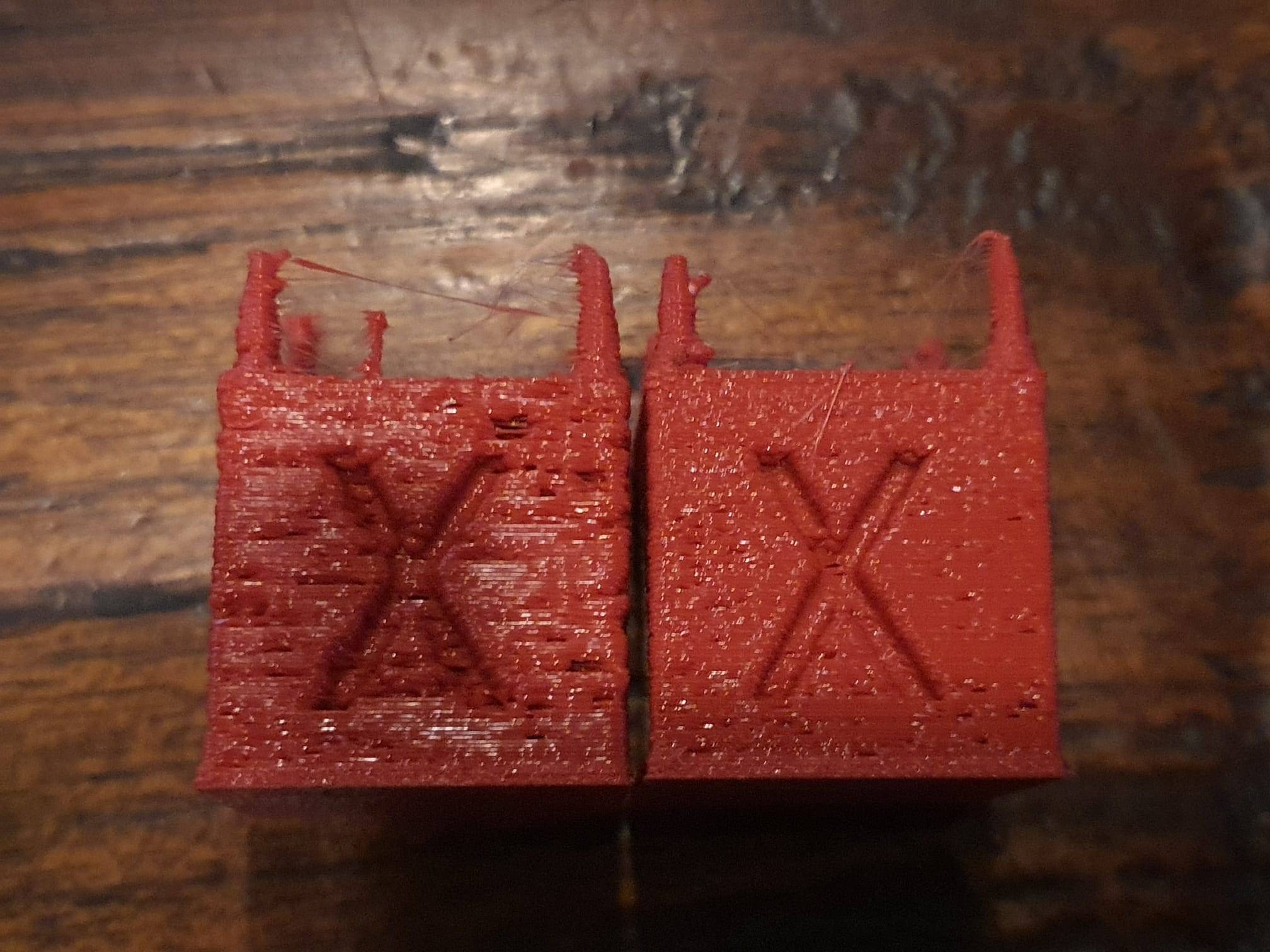
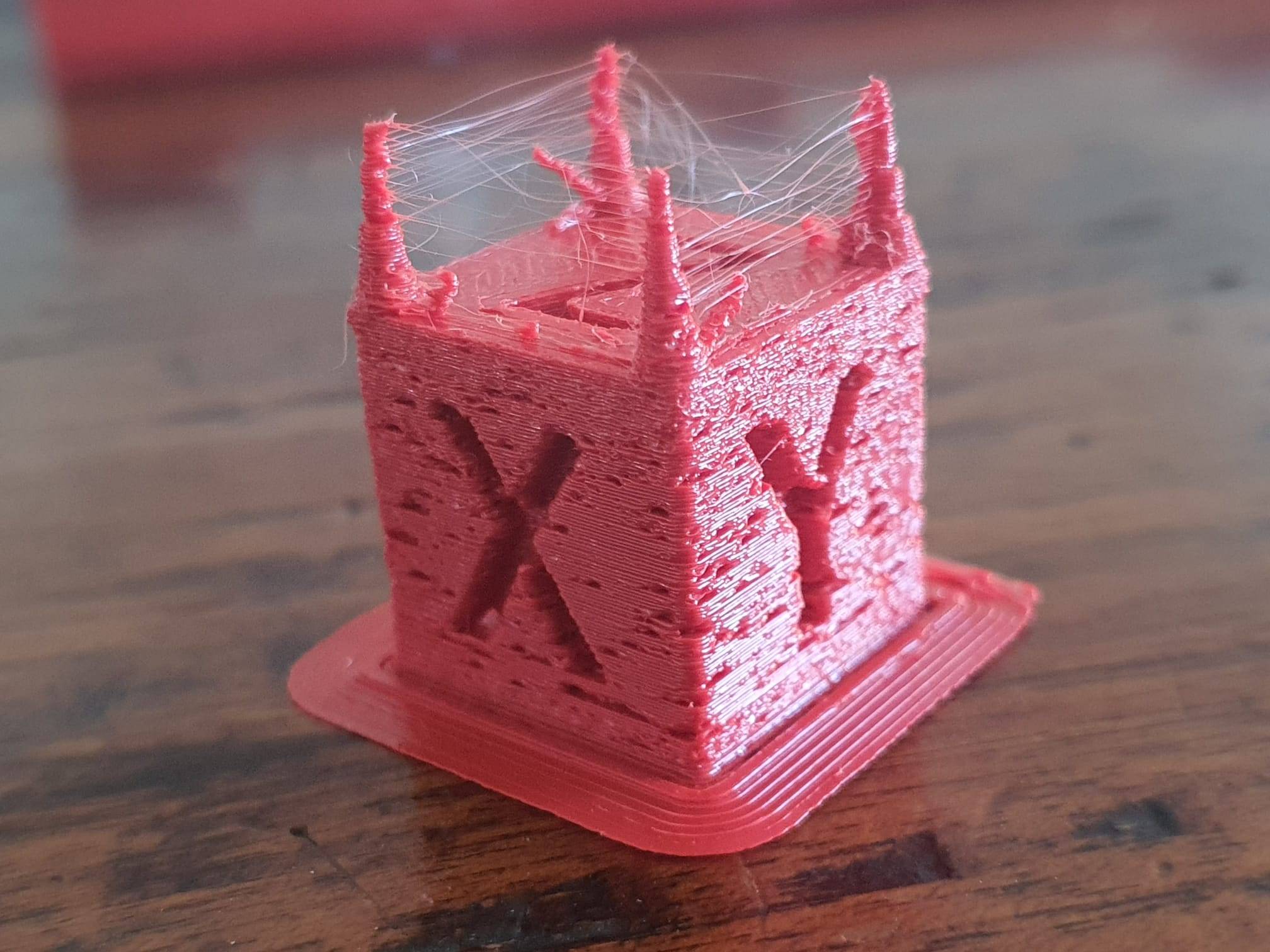
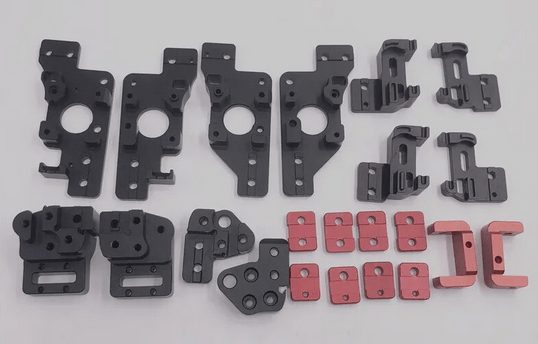
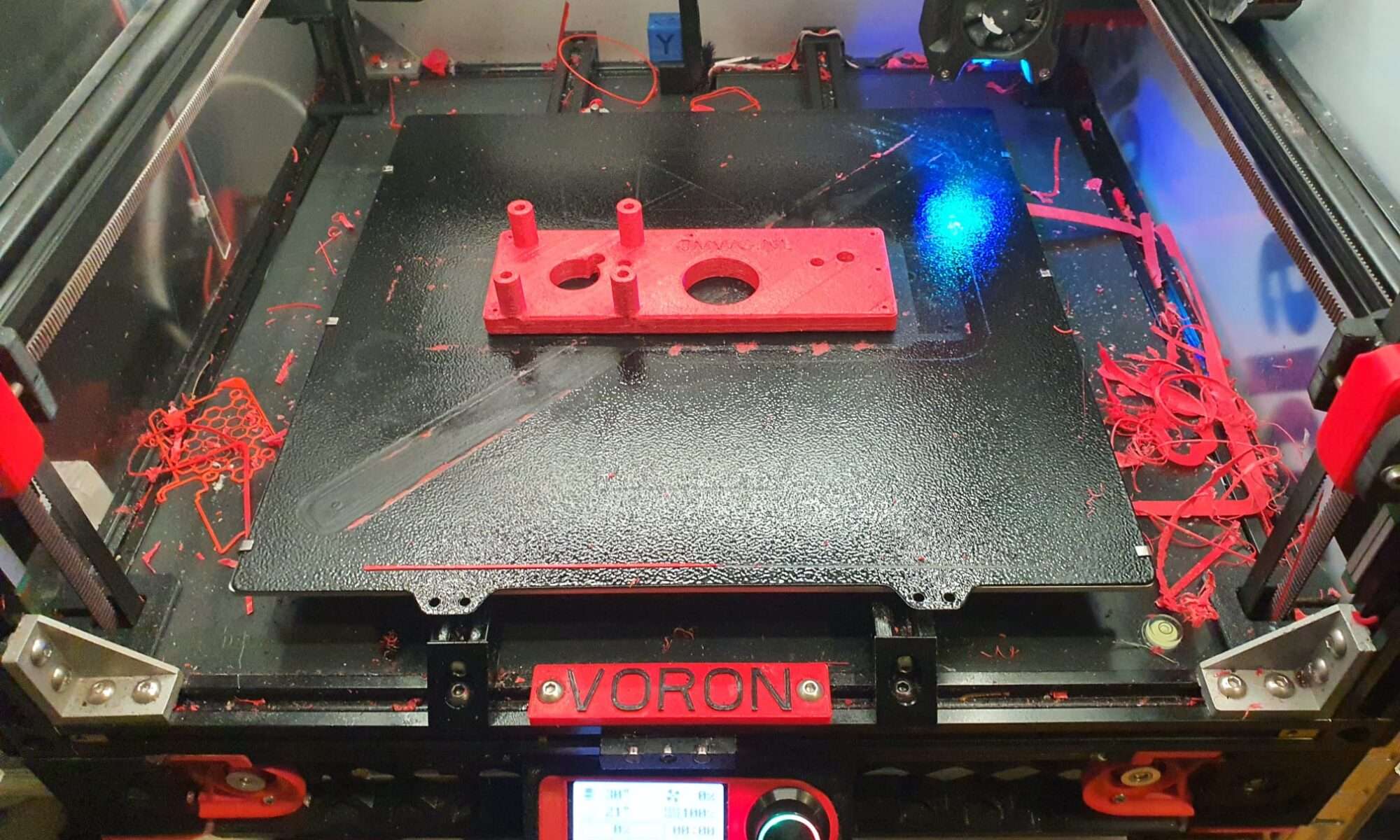
Beide foto’s: Voron 2.4 print ABS op 280 graden, Cura en Klipper instelling voor een 0.6mm nozzle. Links is een 0,8mm nozzle gemonteerd, rechts is een 0,6mm nozzle gemonteerd, Beide nozzles zijn de high-flow ‘CHT’ Chinese nozzle versies met 3 interne flowkanalen.Ik heb snel een paar rode ABS onderdelen geprint die ik nodig heb voor mijn grote Voron 2.4R2-600.
Ik ben nog steeds bezig met het blobby oppervlak, zoals te zien is in de bovenstaande foto, de rechts geplaatste testkubus. Ik zal het met een ander filament proberen! Het is trouwens niet de fuzzy skin optie. Het kan te maken hebben met de hoge temperatuur die ik gebruik met dit specifieke ABS filament, afhankelijk van de toepassing ga ik tot 280 graden. Het beste is om dit eerst te proberen met PLA op 180-190 graden, denk ik.
Ik kreeg net een zogenaamd slim idee – zou het kunnen dat ik de temp voor mijn extuder altijd veel te hoog had staan en dat zo’n hoge temp door de betere nozzle met meer flow niet meer nodig is?
Dat zou kunnen verklaren waarom de afdrukken nu perfect en glanzend zijn, maar de X- en Y-wanden zijn wat wazig.
Dat zou kunnen komen door de hoge temperatuurinstelling van de extruder.
Ik zou ook kunnen proberen om de printventilator aan te zetten, of in ieder geval hoger dan mijn gebruikelijke 25% voor ABS.
Dan kan ik zien wat het effect is, of gewoon de extrudertemperatuur verlagen van 285 naar 250 voor mijn rode ABS. Probeer het eens. Ik laat het je weten!
BTW, ik heb deze ABS nog nooit geprint met een glanzend XY-oppervlak. Het was altijd mat, ook op 285 graden. Mogelijk had de standaard nozzle gewoon een hogere temperatuur nodig? Ik heb eigenlijk nog nooit van zoiets gehoord, we zullen zien.
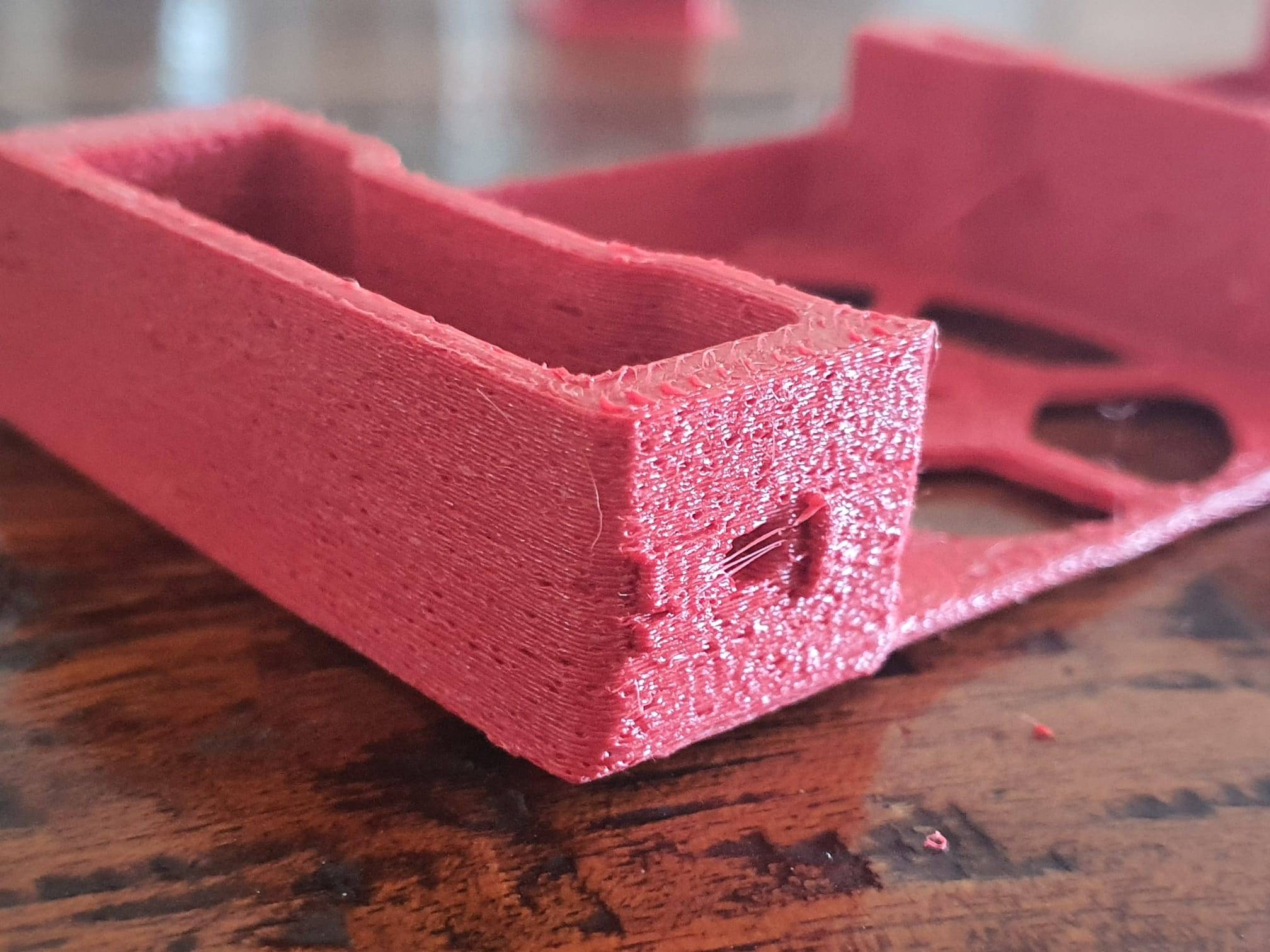
De volgende 2 foto’s laten zien wat het printresultaat was toen ik printte op 240 graden, 0,6mm nozzle en de rest was onveranderd…
De wanden printten best mooi, alleen de bovenkant is niet wat ik wil. Ik moet daar in de slicerinstellingen nog eens naar kijken
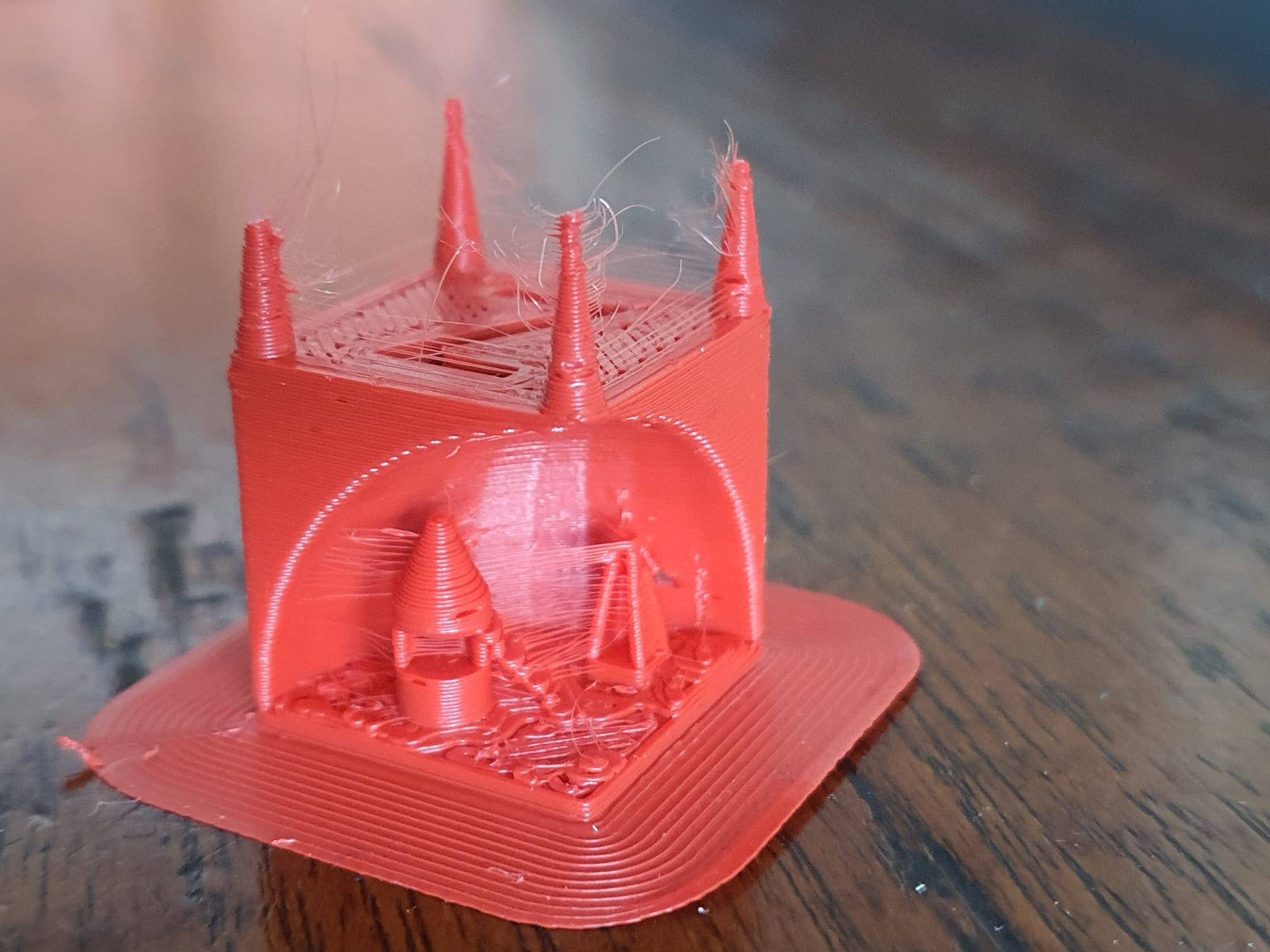
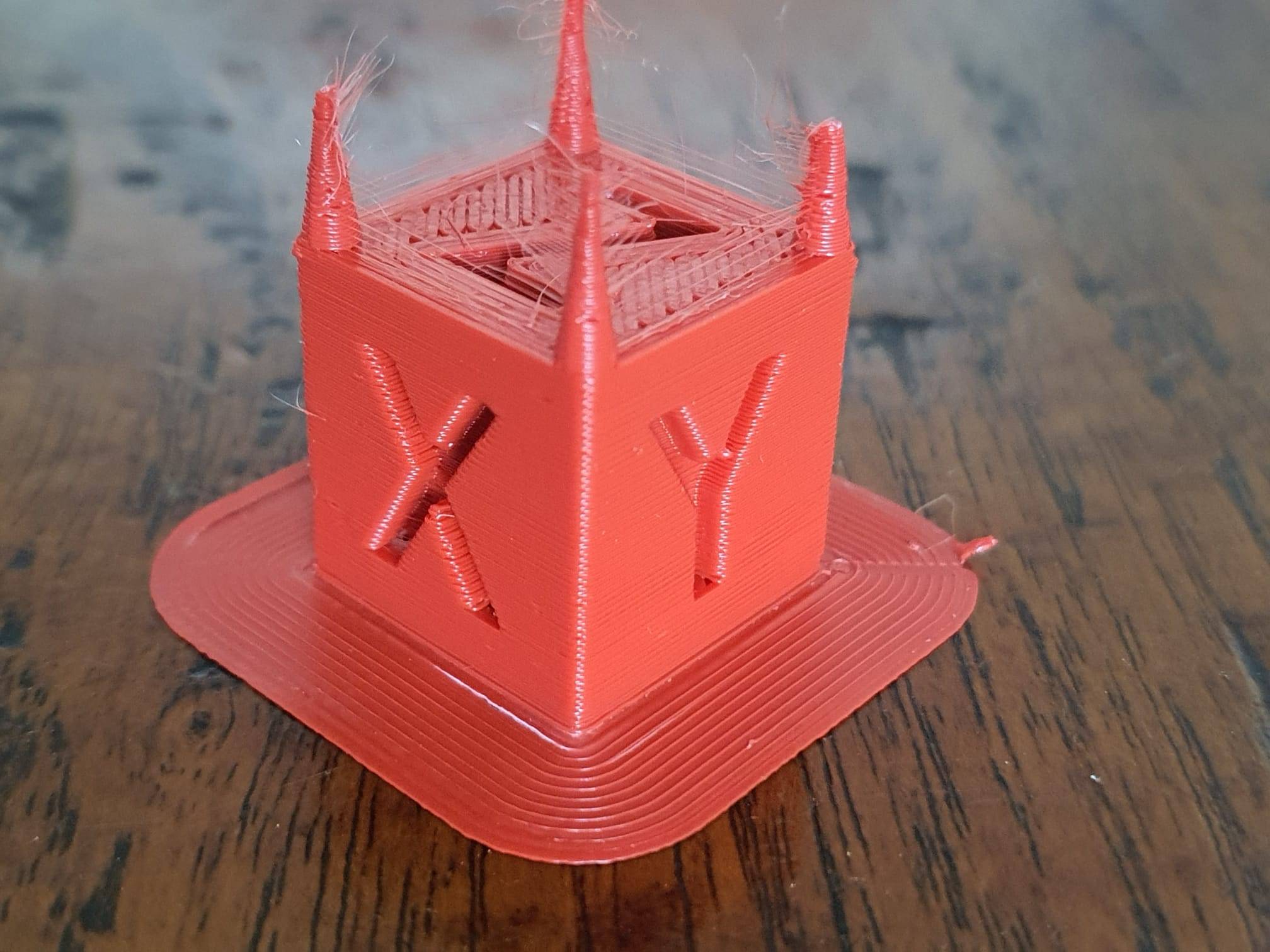
Voorheen had ik nooit last van stringing met het rode ABS filament. Dit was ook een stuk minder toen ik dit ABS testblokje op 240 graden printte in plaats van 285 graden.
Ik zal nog een laatste test doen met de optie om het Z-oppervlak beter glad te maken, dat zal ik hier ook laten zien! Het kan ook zijn dat de wandbreedte voor het bovenvlak verkeerd is ingesteld, we zullen zien. Of de temp voor final printing te laag, of de part-fan iets te veel op 30%?
Uiteindelijk heb ik de beste balans gevonden voor dit rode ABS filament, in combinatie met deze nozzle: 265 graden nozzle, 110 graden bed, 25% fan na 4 mm. printsnelheid 140mm. Dat produceert sterke prints, vrijwel geen stringing en geslogten opppervlakken aan onder- zij- en bovenkant!

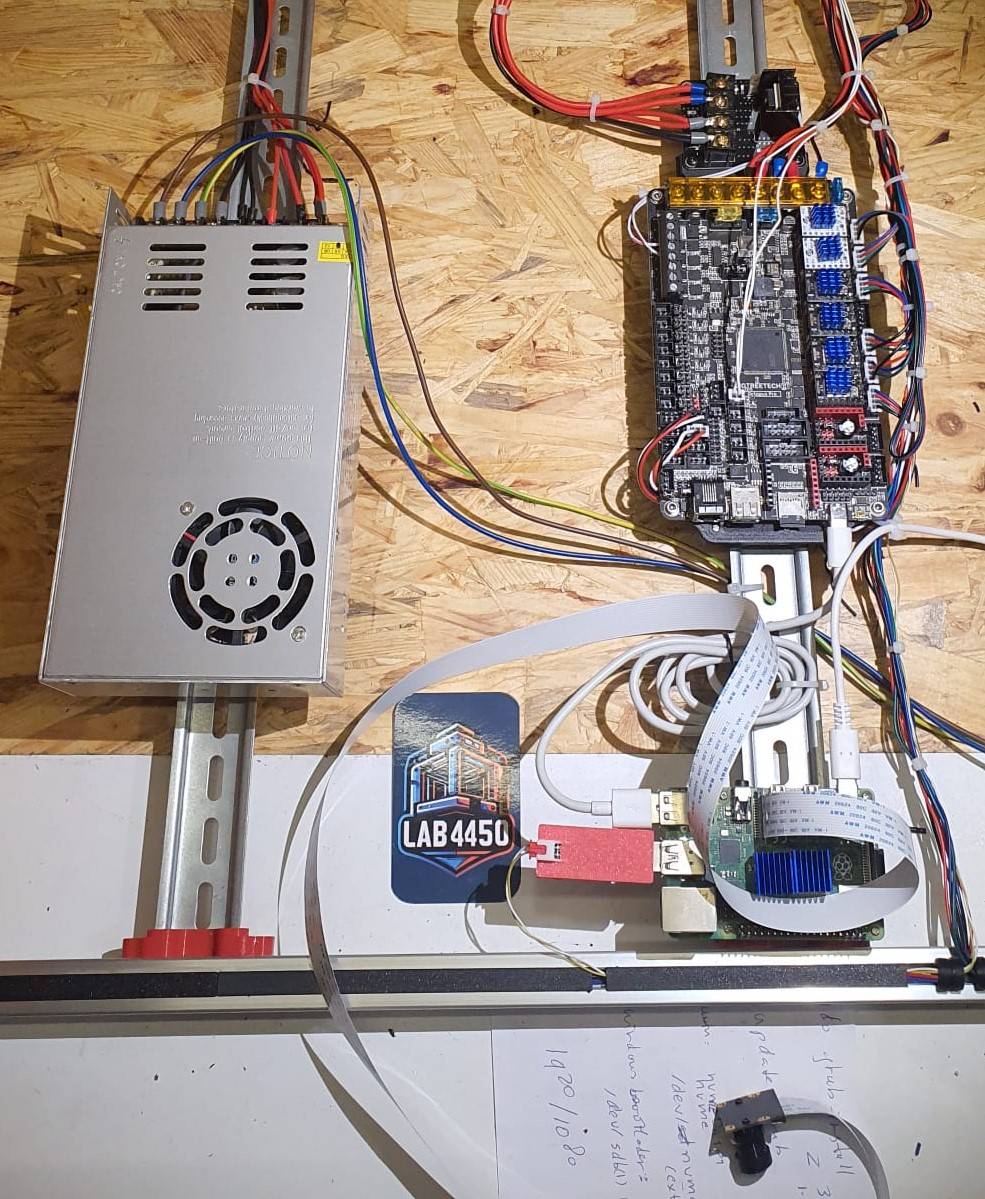
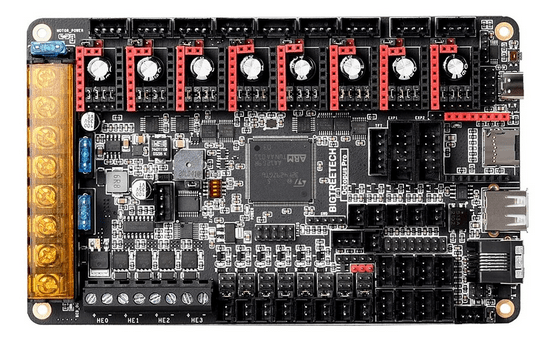
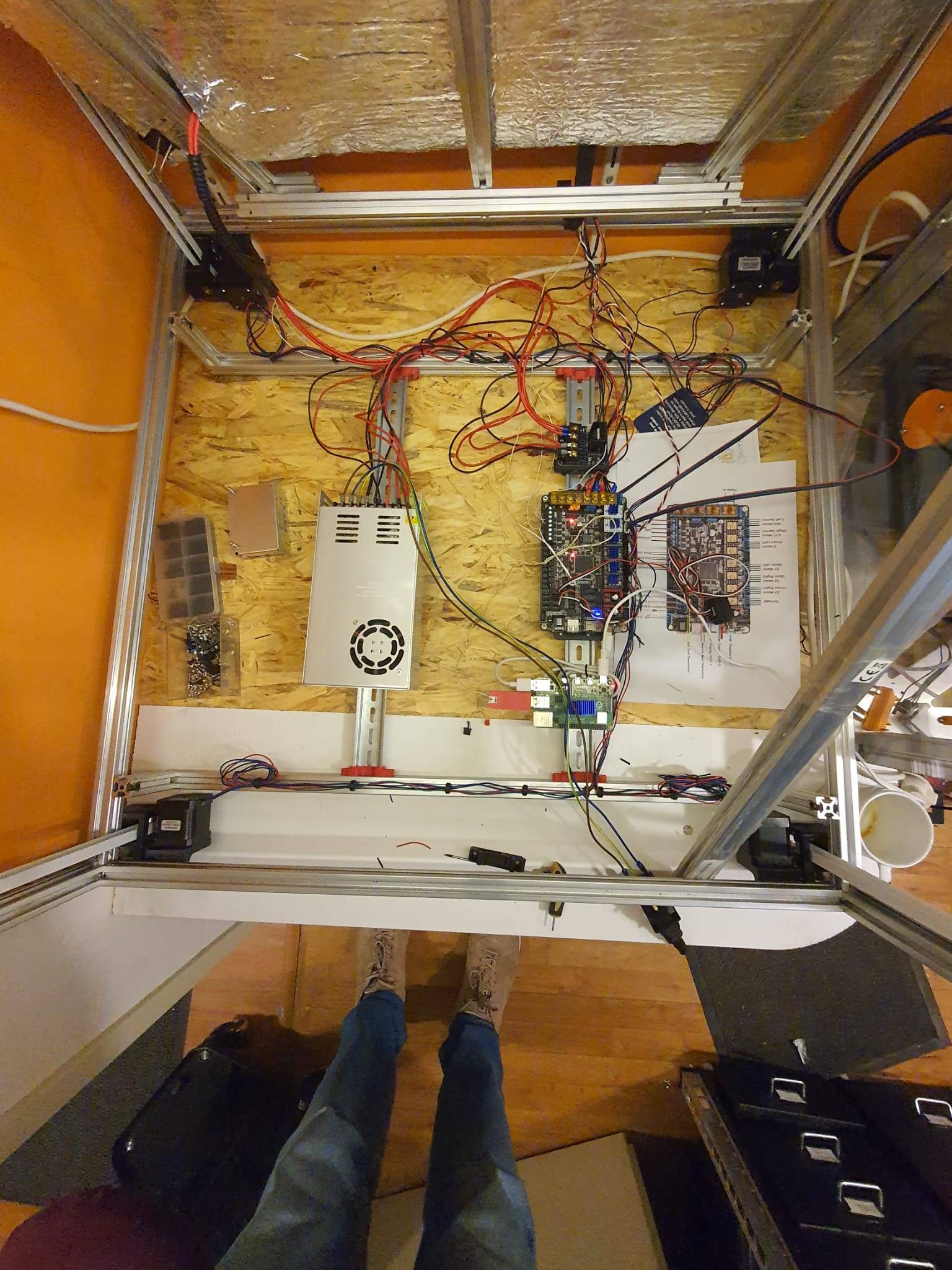
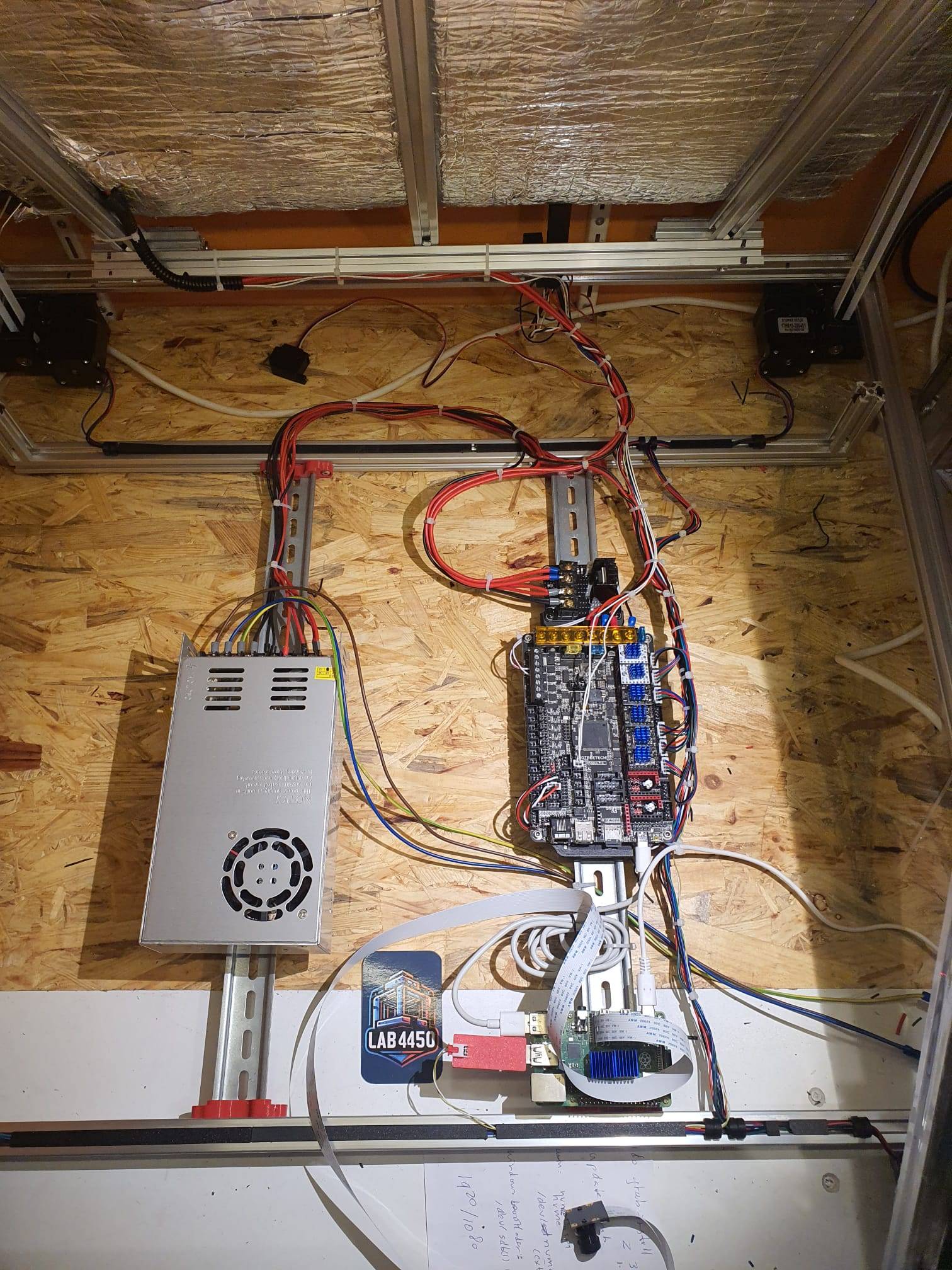
Voordat ik mijn 600x600x450 (XYZ) Voron 2.4 3d printer ging bouwen, heb ik besloten welke elektronica ik zou gaan gebruiken.
De keuze voor de hard- en firmware van de elektronica is als volgt:
git clone https://github.com/julianschill/klipper-led_effect.git
cd klipper-led_effect
./install-led_effect.sh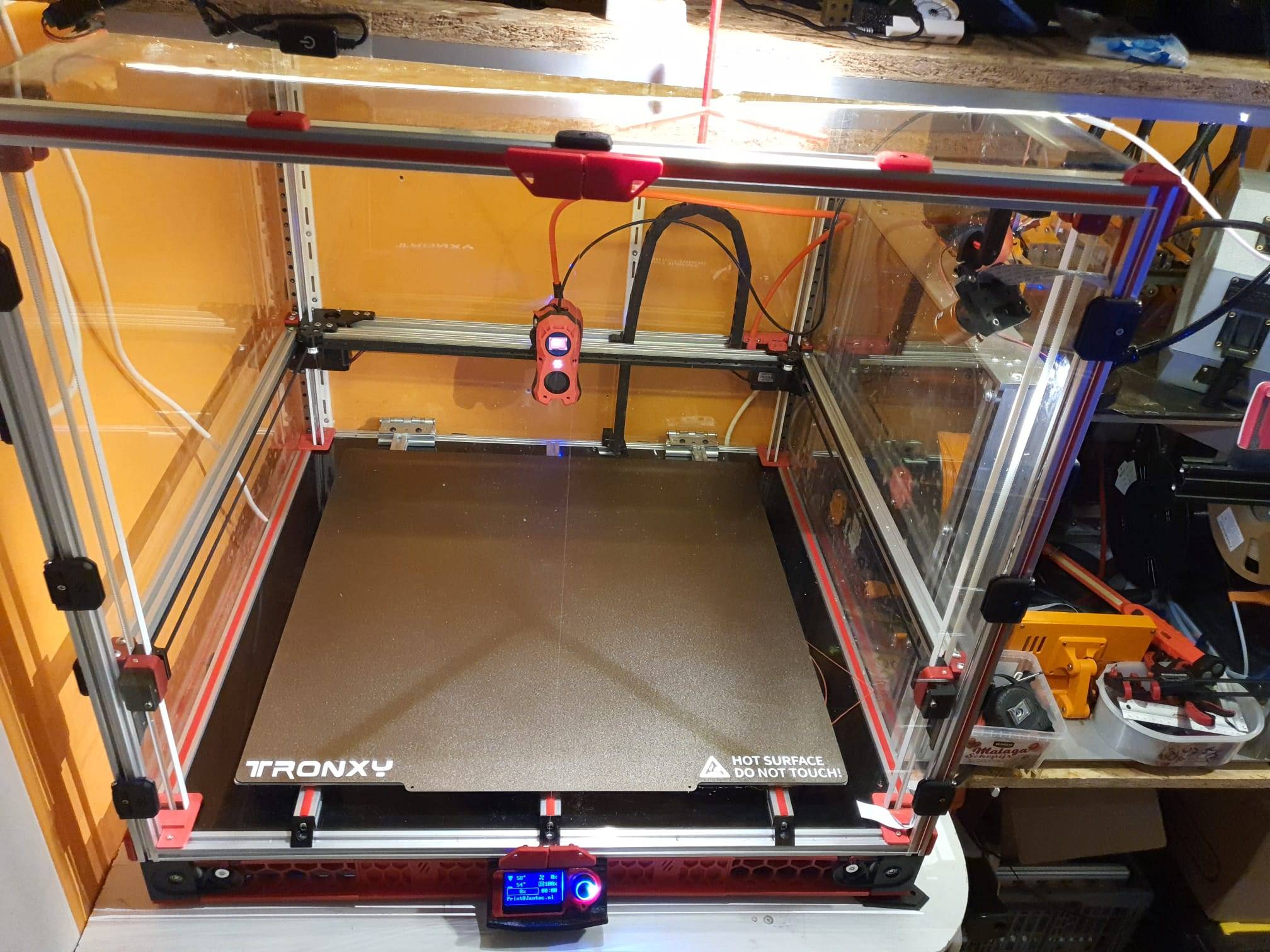
Voor een specifieke printopdracht heb ik echt een grote 3d printer nodig.
Het maximum dat ik voorheen in volume kon printen was 330x330x400 op mijn A30M.
Maar die printer kan alleen PLA printen omdat hij geen behuizing heeft en het glazen bed niet in staat is om boven de 70 graden Celsius te komen.
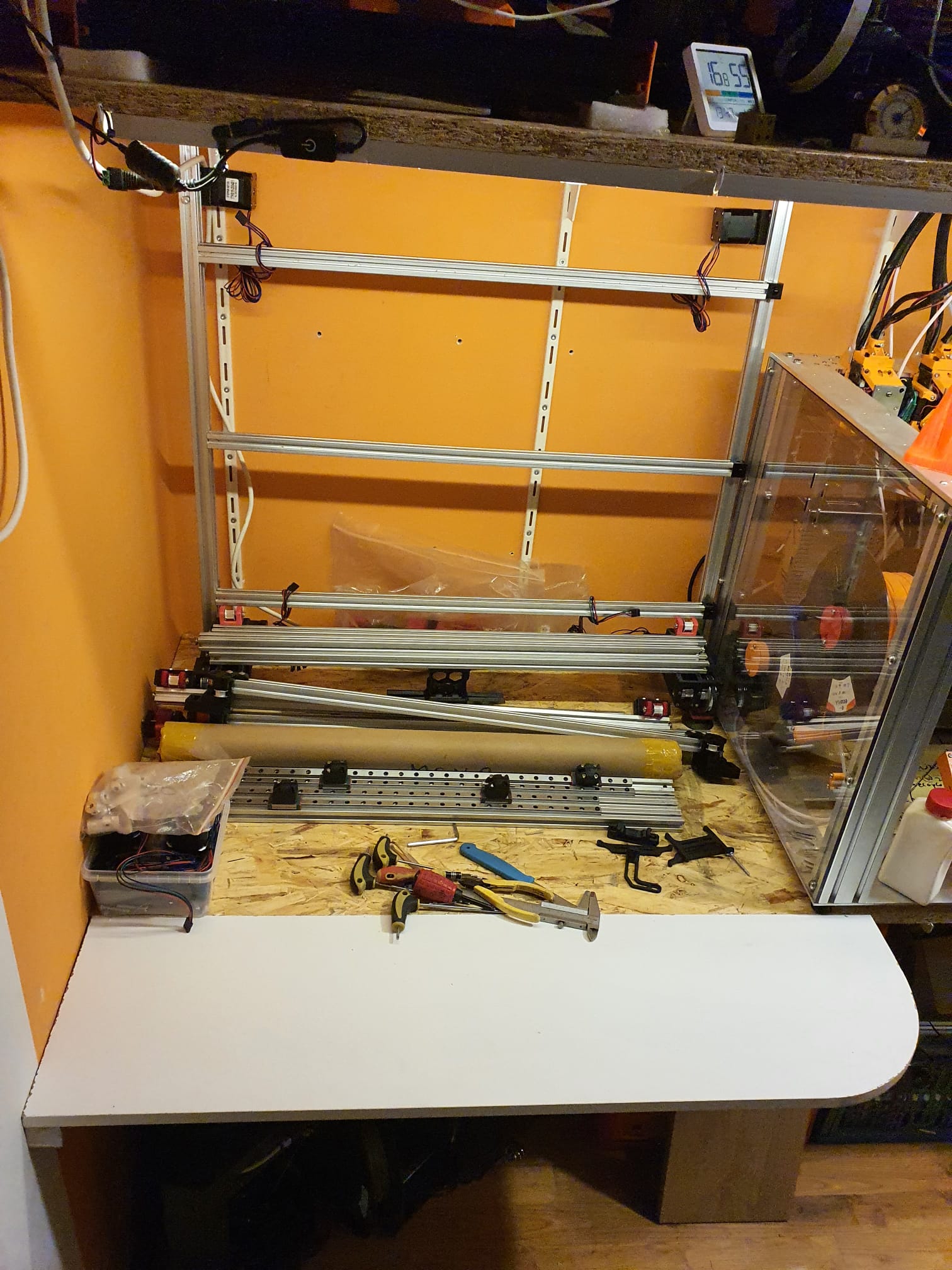
Na veel zoeken heb ik besloten om een nieuwe Voron 2.4 3d printer te bouwen met de afmetingen 600 x 600 x 480 mm. De belangrijkste reden voor deze bouw is dat ik graag iets bouw in plaats van iets te kopen dat ik achteraf toch weer wil veranderen.
De buitenmaat van de printer voor deze bouw is 760x760x750, wat precies past bij mijn beschikbare ruimte.
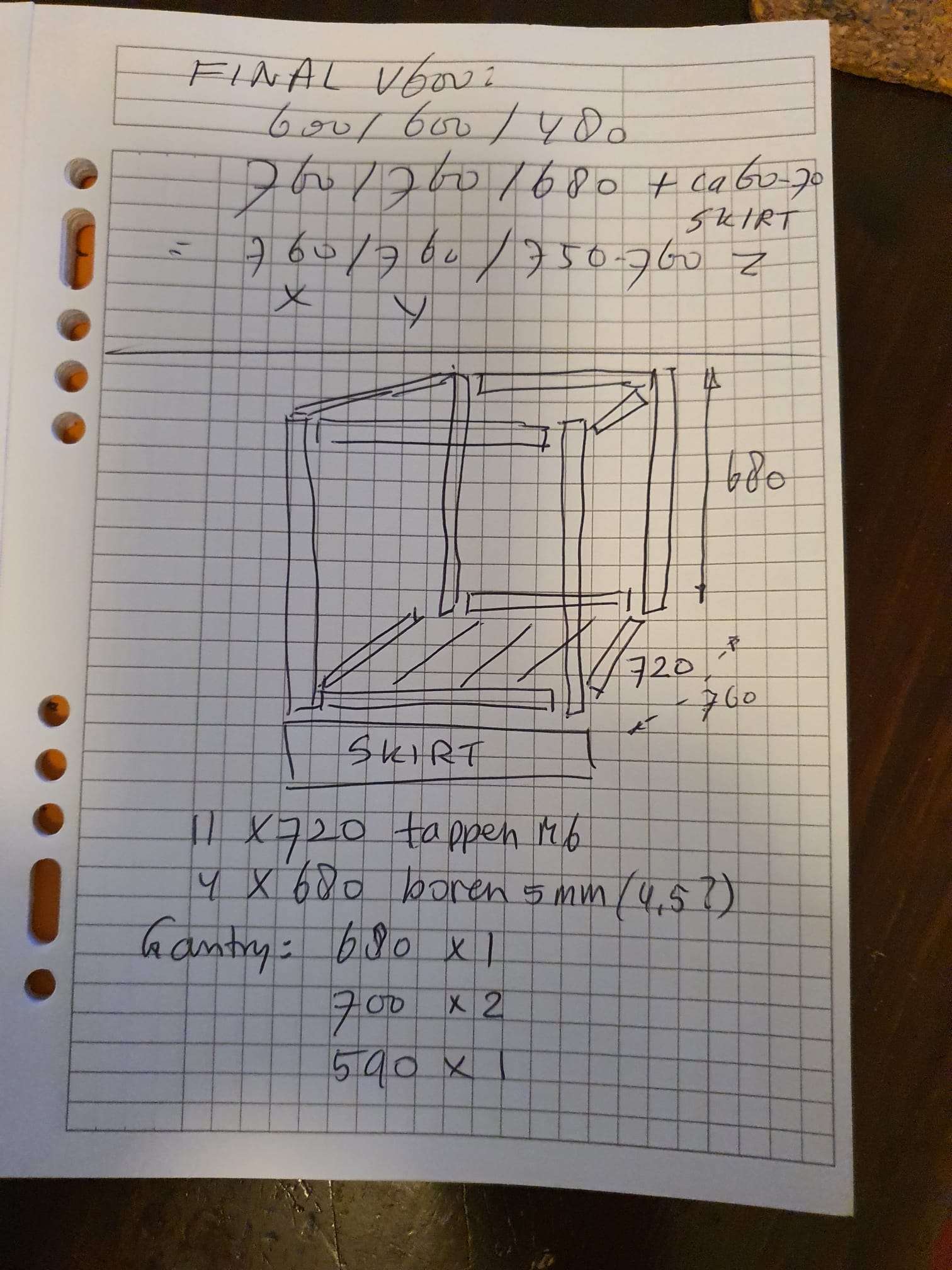
Omdat de deuropening van mijn printhok 700 mm in de breedte is, kan ik de Voron 2.4 niet groter bouwen dan dit, in ieder geval niet aan een van de zijkanten.
De printer moet natuurlijk wel de kamer uit kunnen als dat nodig is.
Daarom wordt de hoogte van de buitenkant 700.
Dit betekent dat de maximale Z-printhoogte ‘slechts’ 480 mm zal zijn.
Als de printer ooit naar buiten moet, wordt de kap verwijderd en moet hij 90 graden worden gekanteld voordat hij naar buiten kan.
Maar dat is prima, ik denk niet dat de printer snel weg zal gaan.
De bouw gaat vrij snel. Alle elektronica en geprinte onderdelen zijn beschikbaar.
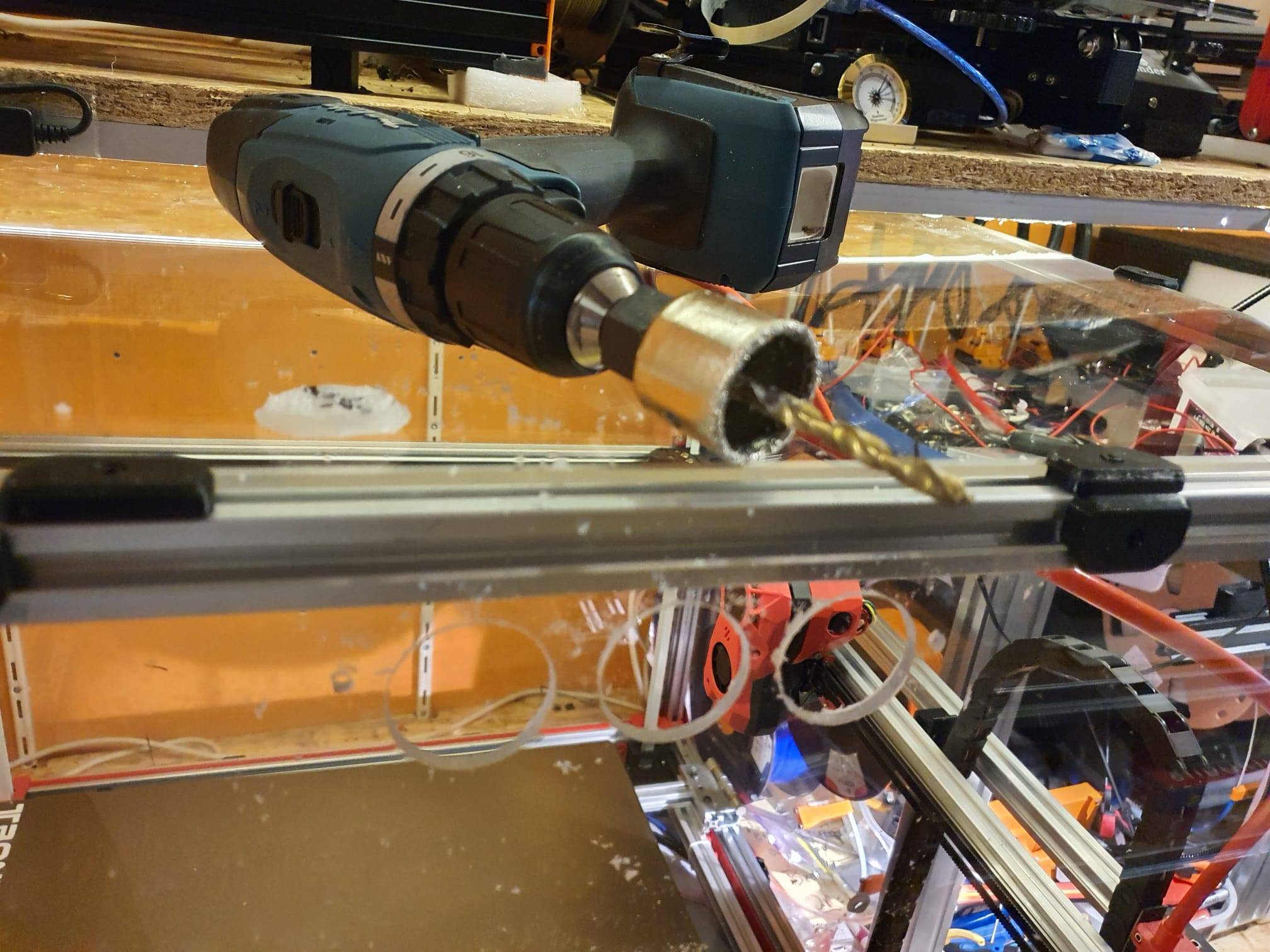
De 2020 extrusies zijn gisteren (26 januari 2024) geleverd, dus komende week week ga ik de extrusies snijden, boren en van schroefdraad voorzien en begin ik met de bouw van het frame.
Andere mogelijkheden om de printer te kunnen verplaatsen zijn ook overwogen.
Gdeeltelijk demonteren kan natuurlijk ook, maar is wel erg omslachtig.
Er hoeft maar één kant binnen de 700 mm te zijn en dat zou ook de diepte van de constructie kunnen zijn.
Als ik hiervoor zou kiezen, zou het printbare volume 600 mm breed x 540 mm diep x 600 mm hoog zijn.
Dat lijkt veel beter dan 600x600x480.
MAAR – in mijn ervaring met het printen van GROTE onderdelen, heb ik nooit de top van mijn grote printers bereikt.
Bij mijn grote prints was altijd alleen de X en Y zo groot mogelijk nodig.
Klinkt dat logisch? Uiteindelijk ben ik daarom bij de kleinere Z-hoogte gebleven omdat dit ook goed past \bij mijn beschikbare ruimte.

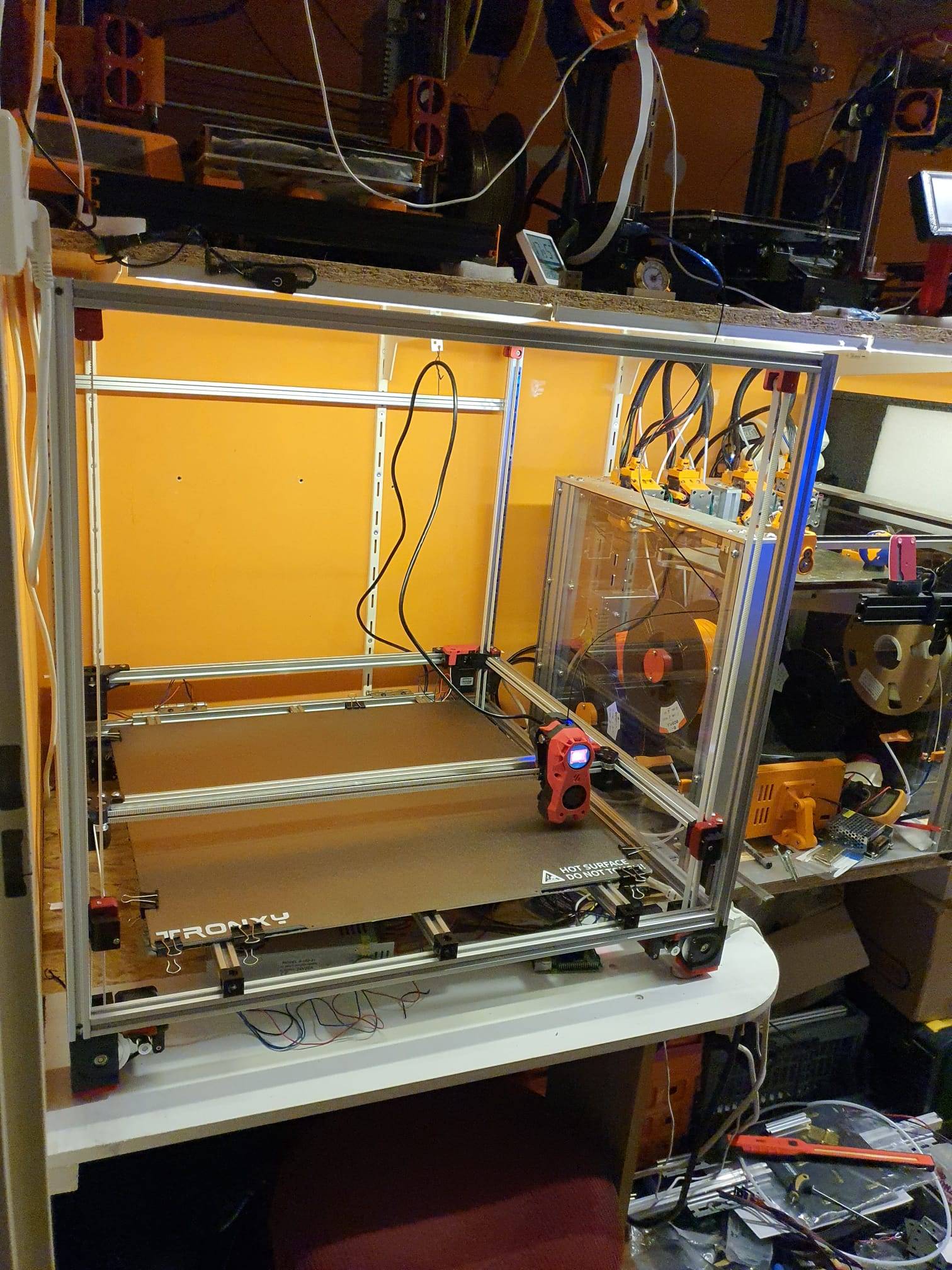
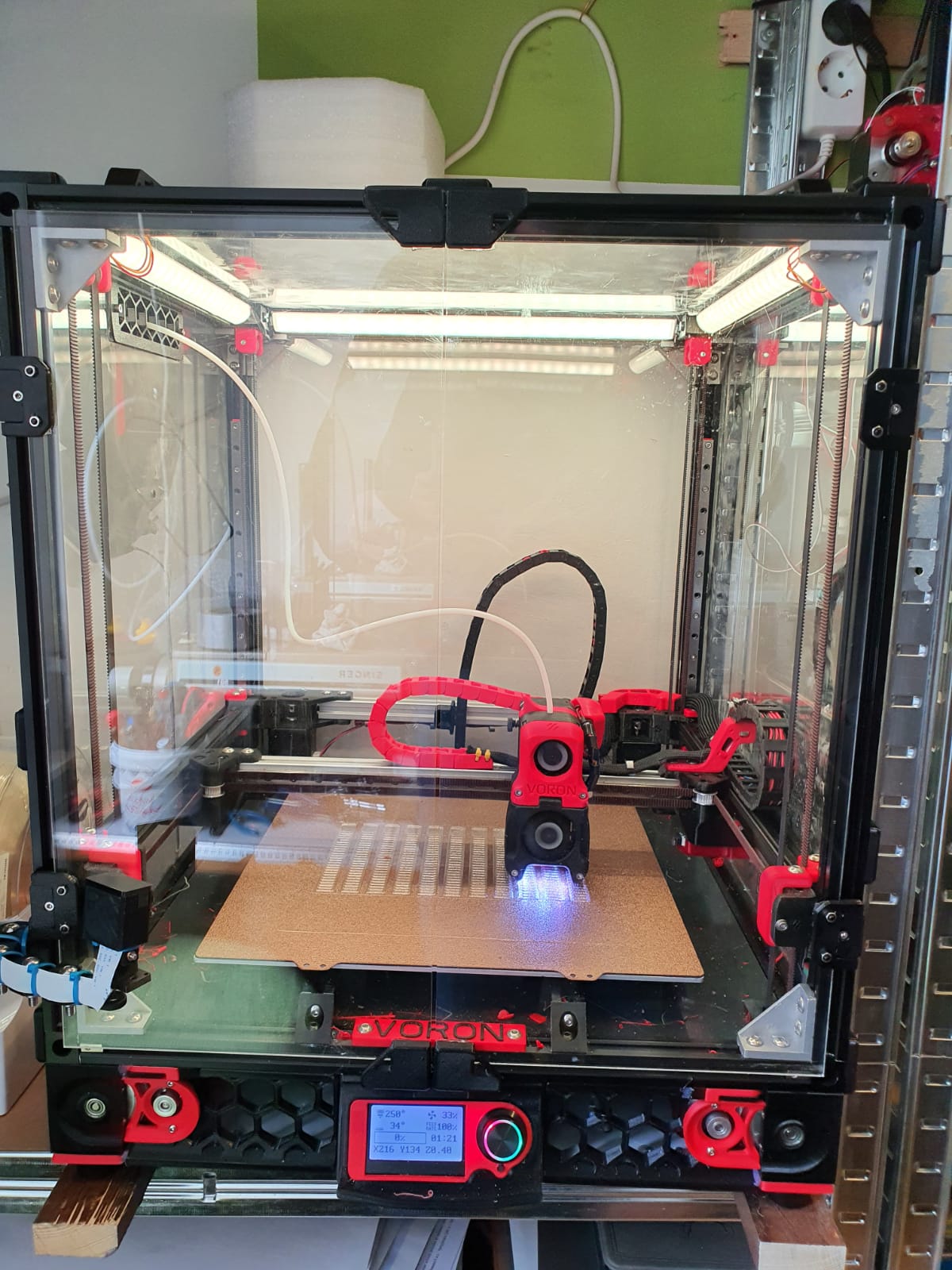
Zoals op de bovenstaande afbeelding te zien is, heb ik ook de CNC-bewerkte TAP-module van chaotic lab met de OMRON-sensor geïnstalleerd.
Omdat ik een bed ga gebruiken met een X-Y van 600×600 mm, verwacht ik dat ik een zeer goede Z-sensor nodig heb, zoals hopelijk de TAP zal blijken te zijn.
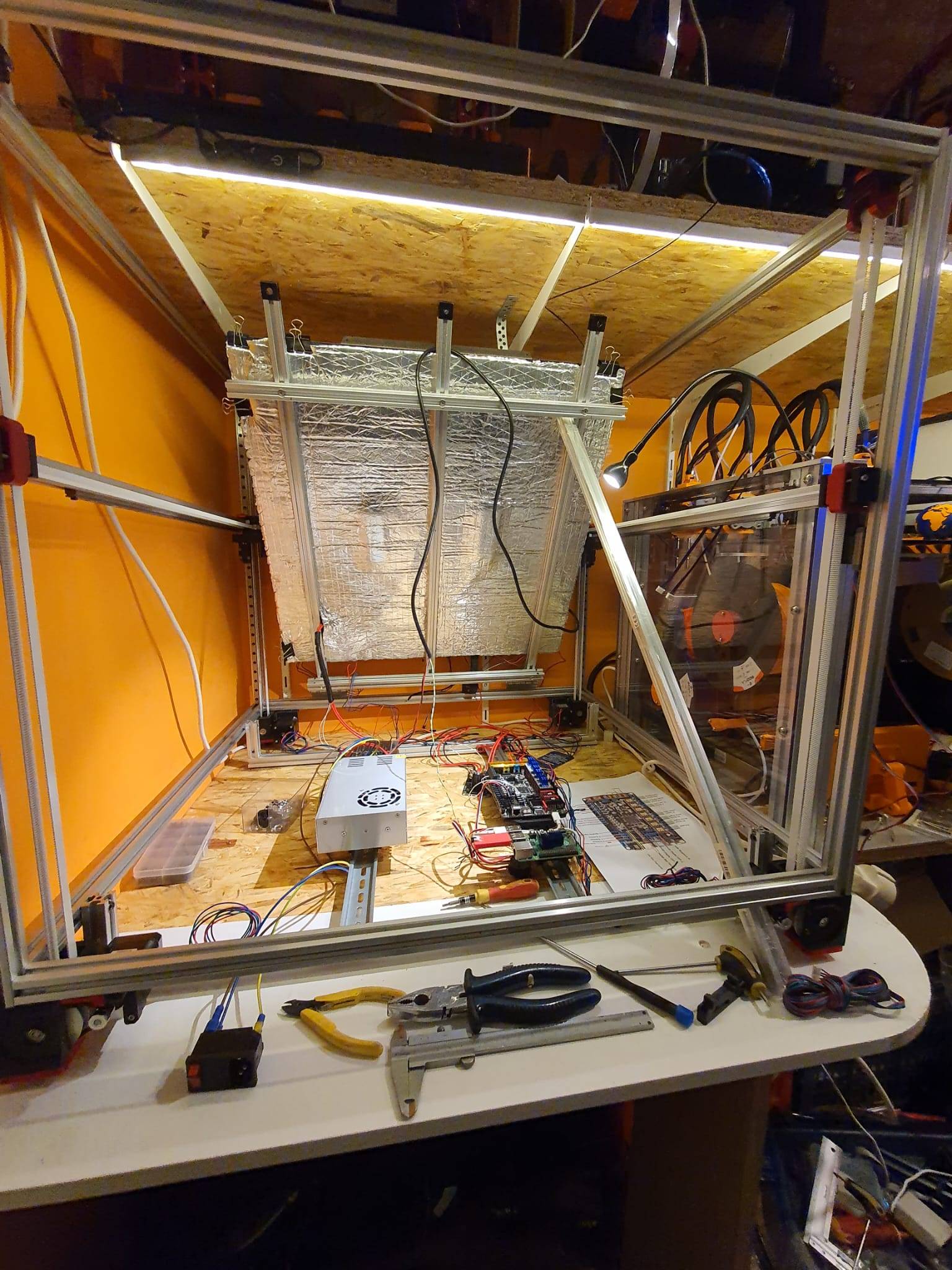
Eerst zijn de extruderonderdelen en alle bewegingsonderdelen geprint.
Gelukkig waren er al wat onderdelen voor de Z-assen over van een eerdere bouw. Voor het portaal kocht ik een complete set CNC-bewerkte aluminium onderdelen.

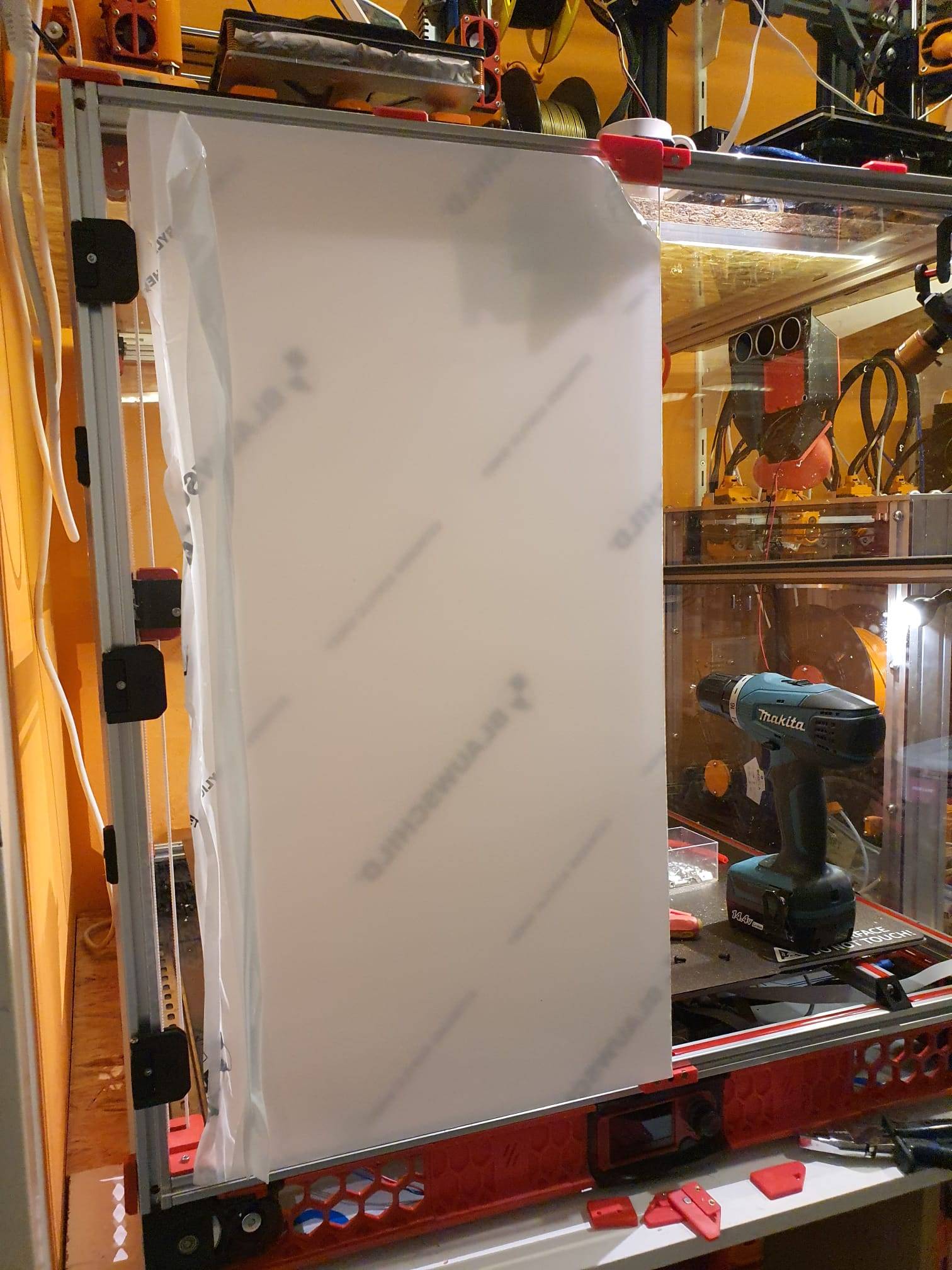
Voorlopig maak ik de buitenkappen van dun triplex hout.
Pas als alles goed is en ik weet dat de printer perfect werkt, zal ik beslissen hoe ik verder ga.
Mijn eerdere model Voron 2-300 heeft allemaal transparante acrylaatkappen en dat is mooi, maar altijd vies van de dampen.
Ik ga misschien aluminium dibond gebruiken aan alle zijden behalve de voorkant.
Als ik dibond gebruik, schroef ik het direct op de 2020 profielen om zoveel mogelijk stevigheid te krijgen.
Als hotbed is een Tronxy 24 Volt 500 Watt 600×600 verwarmd bed besteld en ontvangen, zoals wordt gebruikt in de grootvolume HEVO-printer van Tronxy. Bedankt Tronxy!
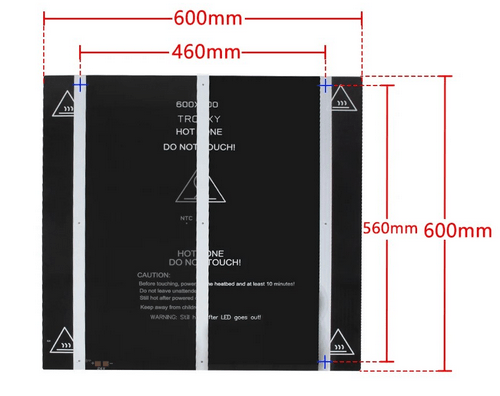
In deze bouw zal ik 3 extrusie 2020 onderdelen gebruiken om dit grote bed in het frame van de Voron te monteren.
Het bed zal inclusief extrusies kantelbaar en scharnierend aan de achterkant worden gemonteerd.
Ik denk niet dat ik de printer ooit zal omdraaien als hij eenmaal op zijn plaats staat in mijn printerwerkplaats.
Om bij de elektronica te kunnen is het maken van een kantelbaar bed echt de enige oplossing.






Een upgrade naar Python 3 is noodzakelijk omdat Octoprint bij het opstarten blijft vermelden dat toekomstige updates na 1.72 niet langer worden ondersteund wanneer een Python2-omgeving wordt uitgevoerd.
Aangezien ik mijn Voron2.4 printer in 2018 heb gemaakt, is deze nog steeds gebaseerd op Python2.
Ik heb eerst het advies op de website van Octoprint opgevolgd: Maak een volledige backup van de RPI met de backup/restore plugin van Octoprint, sla deze op op je lokale HDD.
Maak vervolgens een nieuwe image van de Raspberry PI imager, door de meest recente Octopi image te selecteren in het menu van de RPI imager. Brand het dan op een micro SD kaart, haal de SD eruit en er weer in, verander de wifi instellingen naar wat je thuis hebt. En, stop het in je Raspberry PI. Zet de stroom aan en wacht enkele minuten. Zoek naar je RPI met bonjour of gebruik gewoon de kwade IP Scanner en zoek het lokale IP adres. Start PuTTY en log in op de RPI met ‘pi’ gebruikersnaam en ‘raspberry’ wachtwoord. Type ‘ ‘ en Enter. In het menu: Verander het login wachtwoord van de RPI in het wachtwoord dat je eerder gebruikte en sla het op. Log uit bij PuTTY.
Log nu in op octoprint met je browser op het geïdentificeerde lokale IP-adres en zet de lokaal opgeslagen backup terug. Dit zou een lange tijd moeten duren om te installeren. Hierna reboot je en het zou allemaal weer moeten werken.
MAAR- het werkte helemaal niet. Op de een of andere manier zijn niet alle bestanden gebackupped en hersteld of mis ik enkele configuratie-instellingen. Octoprint kon geen verbinding maken met de SKR4 printen, dus het LCD display werkte niet en zonder communicatie met de printen, kon er niets worden gedaan. Ik heb geprobeerd het probleem te verhelpen, maar na een uur of zo heb ik besloten om een nieuwe installatie te doen.
Ik heb het configuratiebestand eerder opgeslagen, dus met dit en een nieuwe installatie zou het goed moeten gaan.
De rest van dit bericht beschrijft mijn zoektocht- en vondst- en is een HOW TO om je te helpen het goed te doen zonder enig zoeken. Het meeste is verzameld van al deze goede sites waar delen van de oplossing voor deze specifieke configuratie te vinden zijn en ik heb ze gewoon aan elkaar geknoopt voor de Voron2.4 met een Raspbery PI 4B en 4GB geheugen, met 2 x BTT SKR1.4T en een standaard RGB LCD display aangesloten met 2 blok bekabelde draad connectoren , de LCD heeft ook een verlichte draaiknop (zie de foto’s aan het eind van deze post):
Installatie¶
Deze instructies gaan ervan uit dat de software zal draaien op een Raspberry Pi computer in combinatie met OctoPrint. Het is aanbevolen dat een Raspberry Pi 2, 3, of 4 computer wordt gebruikt als de host machine (zie de FAQ voor andere machines).
Klipper ondersteunt momenteel een aantal Atmel ATmega gebaseerde micro-controllers, ARM gebaseerde micro-controllers, en Beaglebone PRU gebaseerde printers.
Voorbereiden van een OS image¶
Begin met het installeren van OctoPi op de Raspberry Pi computer. Gebruik OctoPi v0.17.0 of later – zie de OctoPi releases voor release informatie. Men dient te verifiëren dat OctoPi opstart en dat de OctoPrint webserver werkt. Na verbinding te hebben gemaakt met de OctoPrint web pagina, volg de prompt om OctoPrint te upgraden naar v1.4.2 of hoger.
Na het installeren van OctoPi en het upgraden van OctoPrint, is het nodig om te ssh-en op de doelmachine om een handvol systeemcommando’s uit te voeren. Als u een Linux of MacOS desktop gebruikt, dan zou de “ssh” software al op de desktop geïnstalleerd moeten zijn. Er zijn gratis ssh clients beschikbaar voor andere desktops (bv. PuTTY). Gebruik het ssh-hulpprogramma om verbinding te maken met de Raspberry Pi (ssh pi@octopi — wachtwoord is “raspberry”) en voer de volgende commando’s uit:
git clone https://github.com/Klipper3d/klipper
./klipper/scripts/install-octopi.sh
E: Repository ‘http://archive.raspberrypi.org/debian buster InRelease’ veranderde zijn ‘Suite’ waarde van ‘testing’ naar ‘oldstable’
N: Dit moet expliciet geaccepteerd worden voordat updates voor deze repository kunnen worden toegepast. Zie apt-secure(8) manpagina voor details.
Omdat de repository veranderd is van “testing” naar “stable” moet je eenmalig toestemming geven om deze verandering in de repository te accepteren. Dit doe je met het volgende commando,
sudo apt-get update –allow-releaseinfo-change
Hierna kan je gewoon weer updaten met,
sudo apt-get update
git clone https://github.com/Klipper3d/klipper
./klipper/scripts/install-octopi.sh
Het bovenstaande zal Klipper downloaden, enkele systeem afhankelijkheden installeren, Klipper instellen om te draaien bij het opstarten van het systeem, en de Klipper host software starten. Hiervoor is een internetverbinding nodig en het kan een paar minuten duren voordat het voltooid is.
Bouwen en flashen van de microcontroller¶
Om de microcontroller code te compileren, start met het uitvoeren van deze commando’s op de Raspberry Pi:
cd ~/klipper/
make menuconfig
Selecteer de juiste microcontroller en bekijk alle andere opties die voorzien zijn. Eenmaal geconfigureerd, voer uit:
make
Het is noodzakelijk om de seriële poort te bepalen die op de microcontroller is aangesloten. Voor micro-controllers die via USB worden aangesloten, voert u het volgende uit:
ls /dev/serial/by-id/*
Het zou iets moeten rapporteren dat lijkt op het volgende:
/dev/serial/by-id/usb-1a86_USB2.0-Serial-if00-port0
Het is gebruikelijk dat elke printer zijn eigen unieke seriële poortnaam heeft. Deze unieke naam zal worden gebruikt bij het flashen van de microcontroller. Het is
Deze unieke naam zal gebruikt worden bij het flashen van de microcontroller. Het is mogelijk dat er meerdere lijnen in de bovenstaande uitvoer staan – als dat zo is, kies dan de lijn die overeenkomt met de microcontroller (zie de FAQ voor meer informatie).
Voor gewone microcontrollers kan de code geflashed worden met iets als:
sudo service klipper stop
maak flash FLASH_DEVICE=/dev/serial/by-id/usb-1a86_USB2.0-Serial-if00-port0
sudo service klipper start
Zorg ervoor dat u FLASH_DEVICE aanpast met de unieke seriële poortnaam van de printer.
Wanneer voor de eerste keer wordt geflitst, zorg er dan voor dat OctoPrint niet direct met de printer is verbonden (op de OctoPrint webpagina, onder de “Verbinding” sectie, klik op “Verbinding verbreken”).
OctoPrint configureren om Klipper¶ te gebruiken
De OctoPrint web server moet worden geconfigureerd om te communiceren met de Klipper host software. Log met behulp van een webbrowser in op de OctoPrint webpagina en configureer vervolgens de volgende items:
Navigeer naar de Instellingen tab (het moersleutel icoon bovenaan de pagina). Onder “Seriële Verbinding” in “Extra seriële poorten” voeg “/tmp/printer” toe. Klik dan op “Opslaan”.
Ga opnieuw naar het tabblad Instellingen en wijzig onder “Seriële verbinding” de instelling “Seriële poort” in “/tmp/printer”.
Ga op het tabblad “Instellingen” naar het subtabblad “Gedrag” en selecteer de optie “Annuleer alle lopende afdrukken maar blijf verbonden met de printer”. Klik op “Opslaan”.
Controleer op de hoofdpagina in het gedeelte “Verbinding” (links bovenaan de pagina) of de “Seriële poort” is ingesteld op “/tmp/printer” en klik op “Verbinden”. (Als “/tmp/printer” niet beschikbaar is, probeer dan de pagina opnieuw te laden).
Eenmaal verbonden, navigeer naar het tabblad “Terminal” en typ “status” (zonder de aanhalingstekens) in het opdrachtinvoerveld en klik op “Send”. Het terminal venster zal waarschijnlijk melden dat er een fout is bij het openen van het configuratiebestand – dat betekent dat OctoPrint succesvol communiceert met Klipper. Ga verder naar de volgende sectie.
Klipper configureren¶
De Klipper configuratie is opgeslagen in een tekstbestand op de Raspberry Pi. Kijk eens naar de voorbeeld config bestanden in de config directory. De Config Reference bevat documentatie over config parameters.
De gemakkelijkste manier om het Klipper configuratiebestand te updaten is om een desktop editor te gebruiken die het bewerken van bestanden over de “scp” en/of “sftp” protocols ondersteunt. Er zijn vrij verkrijgbare gereedschappen die dit ondersteunen (bijv. Notepad++, WinSCP, en Cyberduck). Gebruik een van de voorbeeldconfiguraties als uitgangspunt en sla het op als een bestand met de naam “printer.cfg” in de homedirectory van de pi gebruiker (bijvoorbeeld /home/pi/printer.cfg).
Als alternatief kan men het bestand ook direct op de Raspberry Pi kopiëren en bewerken via ssh – bijvoorbeeld
cp ~/klipper/config/example-cartesian.cfg ~/printer.cfg
nano ~/printer.cfg
Zorg ervoor dat elke instelling die geschikt is voor de hardware wordt gecontroleerd en bijgewerkt.
Het is gebruikelijk dat elke printer zijn eigen unieke naam heeft voor de microcontroller. De naam kan veranderen na het flashen van Klipper, dus voer het ls /dev/serial/by-id/* commando opnieuw uit en update dan het configuratiebestand met de unieke naam. Bijvoorbeeld, update de [mcu] sectie zodat het er ongeveer zo uitziet
[mcu]
serial: /dev/serial/by-id/usb-1a86_USB2.0-Serial-if00-port0
Na het maken en bewerken van het bestand zal het nodig zijn om een “herstart” commando te geven in de OctoPrint web terminal om de configuratie te laden. Een “status” commando zal melden dat de printer klaar is als het Klipper config bestand succesvol is gelezen en de microcontroller succesvol is gevonden en geconfigureerd. Het is niet ongebruikelijk om configuratiefouten te hebben tijdens de eerste installatie – update het configuratiebestand van de printer en geef “restart” totdat “status” meldt dat de printer gereed is.
Klipper meldt foutmeldingen via het OctoPrint terminal tabblad. Het “status” commando kan worden gebruikt om foutmeldingen opnieuw te melden. Het standaard Klipper opstartscript plaatst ook een log in /tmp/klippy.log dat meer gedetailleerde informatie geeft.
Naast de gebruikelijke g-code commando’s, ondersteunt Klipper een paar uitgebreide commando’s – “status” en “restart” zijn voorbeelden van deze commando’s. Gebruik het “help”-commando om een lijst van andere uitgebreide commando’s te krijgen.
Nadat Klipper heeft gemeld dat de printer klaar is, gaat u naar het config check document om enkele basiscontroles uit te voeren op de pindefinities in het config bestand.
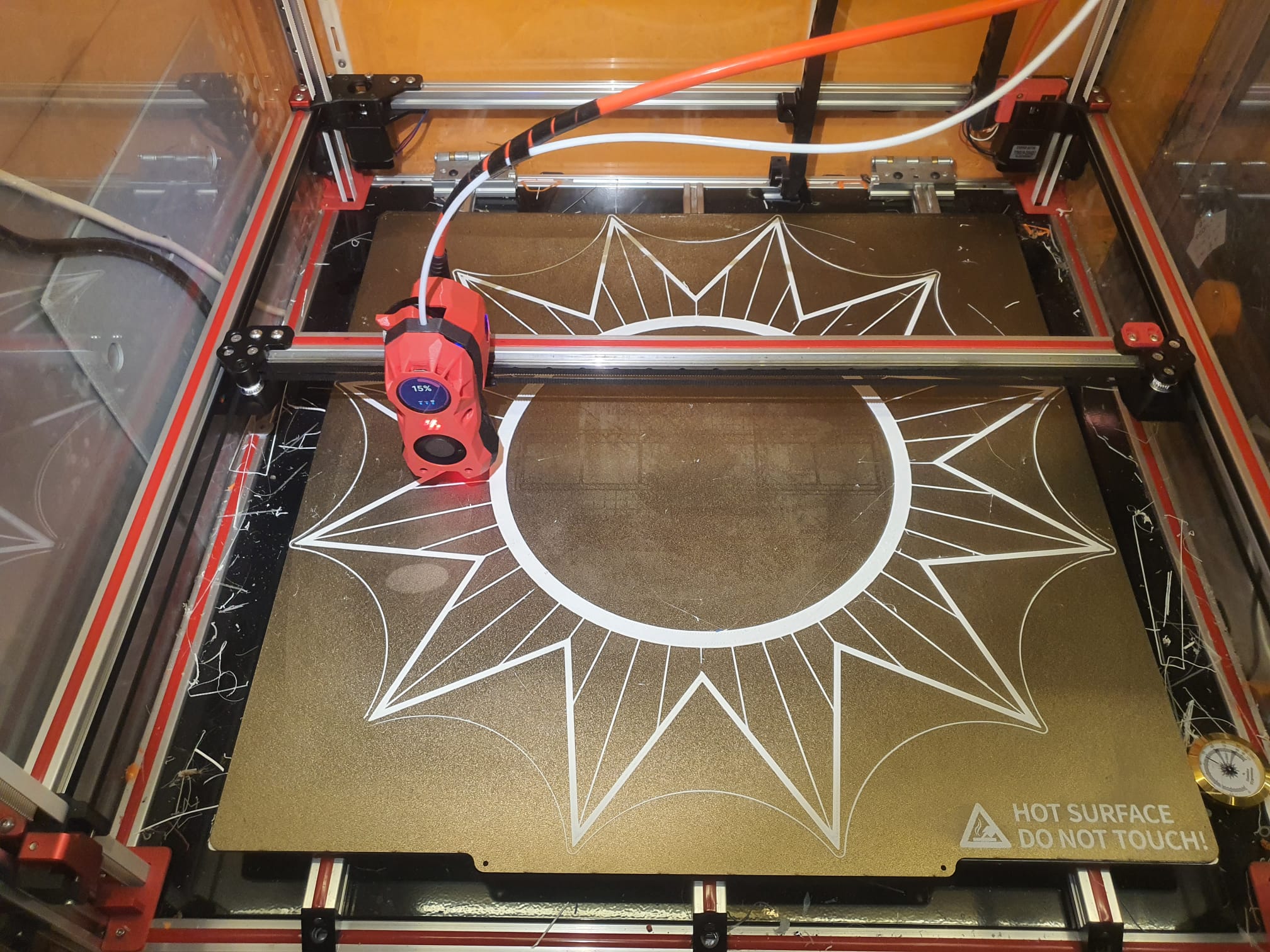
Maar als alles werkt ben je nu gewoon klaar!
Ja, die ster van bovenstaande foto is in één keer geprint op mijn Voron 2.4 die 60 cm breed en diep kan printen.
Dat is wel heel gemakkelijk, in plaats van allemaal stukken aan elkaar te lijmen zoals ik eerder deed.
LINK NAAR MIJN 600×600 VORON 2.4
Na mijn succesvolle bouwproject van een Voron 2.4 3d printer in de herfst van 2020, wilde ik nog steeds een echt grote 3d printer met een printoppervlak van meer dan 20x20x20 inch.
Uiteindelijk is die printer er gekomen en is het printoppervlak zelfs iets groter.
Tijdens het bouwen en het gebruiken van de Voron 2.4 printer, vond ik de documentatie over de hardware echt uitstekend. Maar, het elektronica gedeelte was verspreid over verschillende plaatsen, en hoewel de Klipper implementatie erg goed is heb ik ervaren dat de combinatie van 2 SKR 1.4 turbo moederborden met een Octopi controller mij niet genoeg operationele stabiliteit geeft. En- ik heb de behoefte om meer instellingen te controleren dan ik kan doen met de Klipper oplossing. Ik denk dat ik waarschijnlijk gewoon meer voor de Duet en de reprap oplossing kies dan voor de Klipper oplossing, vanwege eerdere positieve Duet – en MKS reprap ervaringen.
Krijg de documentatie, specs, config.g, macros en bouw docs
UPDATE: Ik gebruik nu Mainsail i.c.m. Moonraker en Klipper en dit geeft me alles dat ik nodig heb!
In 5 eerdere builds heb ik een reprap motherboard gebruikt, en ik heb ook de add-ons voor Duet2 ervaren zoals driver boards, PT100 boards en meer hardware en extension boards welke ook goed werken in de nieuwe RRF3+ firmware.
Redenen genoeg voor mij om te kiezen voor de Duet2 en het 5-poorts uitbreidingsboard, of eventueel een extra Duex board voor mijn nieuw te bouwen Voron 2.4 ‘grote 3d printer’.
Op deze pagina zal ik mijn vorderingen met betrekking tot deze bouw delen.
DIE VORDERINGEN ZIJN ER VOORLOPIG NIET. Ik ben voorlopig nog even bezig met alle spullen die ik nog heb liggen bezig met een grote Indymill- achtige CNC machine, ook leuk!
Ik heb alle benodigde hardware liggen en aangezien ik al een Voron 2.4 heb gebouwd, zal ik me eerst richten op de elektronica. Voor de hardware, heb ik nog steeds de plexiglas zijkanten, bovenkant en voordeuren nodig. Ik heb wel alle extrusie, bed, bedverwarming 230V, lineaire rails, alle geprinte onderdelen enzovoorts, netjes thuis opgeborgen.
Ik ben dus de elektronica aan het instellen om vooraf te weten dat alles goed werkt. Ik wil niet beginnen met het bouwen van de hardware en er achteraf achter komen dat mijn Duet2wifi niet doet wat ik wil dat hij doet.
Gisteren (4 oktober 2020) heb ik de elektronica en config.g in elkaar gezet. Ik heb gebruikt:
Duet2wifi bord met 24V PSU en 4,3 inch TFT/LCD
5-poorts uitbreidingsbord met 4 plug-in 2209 drivers V3.0
Z-schakelaar mechanisch
X- en Y-eindschakelaars (hall-effect)
Hotend 24V met NTC aangesloten inclusief ventilator (ik mis de PT100 interfacekaart, heb er een besteld maar dit heb ik al eerder gedaan dus moet geen probleem zijn)
Hotbed gesimuleerd met een ander hotend inclusief NTC
Stappenmotoren aangesloten op X(0),Y(1) en 1 x stappenmotor op het uitbreidingsbord Z(5) (Driver5)
Het Duet2wifi bord is een Chinese MKS kloon met elektronica versie 1.02 die prima werkt. Het uitbreidingsbord is ook een Chinese, maar dit is een kale uitvoering van het 5-poorts driver add-on bord dat zonder drivers wordt geleverd. Het mooie van dit add-on bord is dat drivers direct kunnen worden ingeplugd.
De Duet2 werd geleverd met firmware 2.1 geïnstalleerd. Om naar FFR3.1 te gaan, moet je eerst 3.0 installeren en daarna kun je naar 3.1 gaan… let op!
Na het updaten van het paneldue en het Duet2wifi board, heb ik de wifi geactiveerd en de ssid en PW erin gezet. (Deze procedure gaat via USB tussen PC en Duet, met behulp van een terminal emulator zoals YAT) Dit is een beetje vermoeiend, maar gezien de veiligheid die je ervan krijgt, vind ik het OK.
De instellingen die nodig zijn om het Chinese expension board te laten werken zijn niet al te moeilijk. Voeg de Z-drives toe, en verander wat andere instellingen. Bovenaan deze pagina kan je de laatste doc downloaden met alle info die ik heb, en een directe download naar de aangepaste config en macro’s is beschikbaar in de documentatie.
Update 3-2021: Ik heb onlangs 2 andere 3d printers gebouwd met Duet2wifi boards: een cartesian I3 met onafhankelijke extruders en sensorless homing en een Delta 2GS. Niet veel tijd om aan de grote Voron te werken. Ik heb ook net mijn Geetech A30M (330x330x400mm build size) omgebouwd van het smartto board naar Duet2wifi, Check het op deze site!
Ik ga waarschijnlijk toch niet de grote Voron 3d printer bouwen, en als ik dat niet doe, dan ga ik mijn bestaande Voron 2.4 300×300 ombouwen van Klipper, octopi en 2x SKR1.4 naar Duet2wifi+Duex. Dat zal interessant en haalbaar zijn.
En die grote Voron draait met één Octopus motherboard, een CanBUS toolhead, en de firmware draait op webbased Mainsail/Moonraker, waarbij de configs gewoon in Klipper zijn gemaakt enzovoorts.
Was even wennen maar samen met de grote touchscreen oplossing voor de lokale bediening helemaal geweldig, veel professioneler naar mijn mening dan de Duet oplossing.
Terwijl ik de Duet 2(wifi) en 3 graag gebruik voor mijn andere 3d printers vanwege de eenvoud van gebruik, en ik daarbij wel weer altijd Octoprint gebruik om web-based de config te kunnen managen.
Nou ja, uiteindelijk is het ook gewoon leuk om allerlei verschillende systemen naast elkaar te hebben draaien.. Houdt je scherp!
Aangezien ik momenteel 10 verschillende 3d printers draai, wordt mijn ruimte in huis krap. Ik wil niet uitbreiden naar nog een kamer. Eén moet genoeg zijn. Door meer printers te hebben, kan ik het beste een bepaald type filament per printer gebruiken.
De Voron wordt vanwege zijn perfecte prints met ABS eigenlijk alleen gebruikt voor/met ABS of nylon.
De I3Bear dual carriage werkt het beste met dual PLA of PLA&PVA.
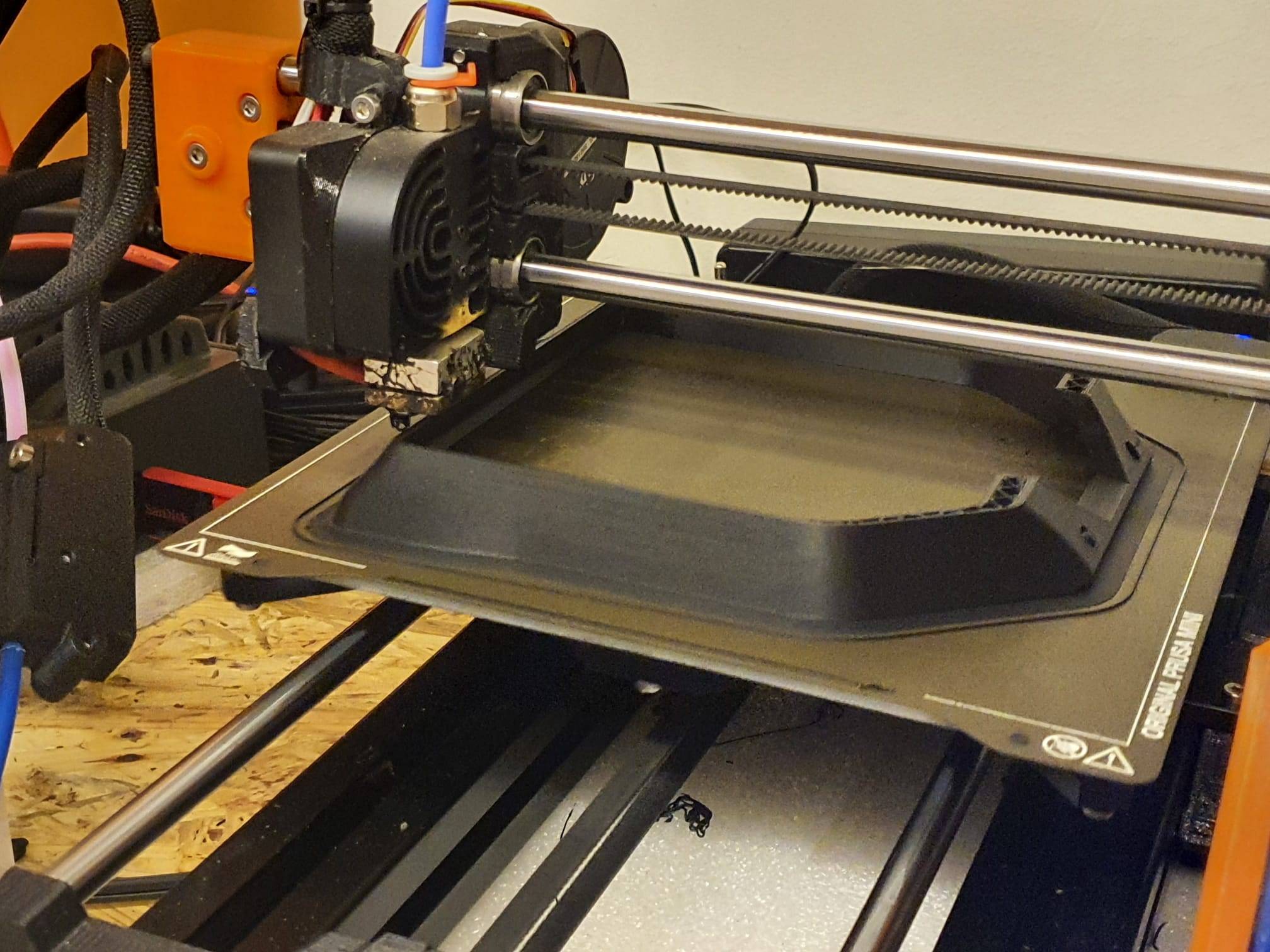
De Prusa mini werkt perfect met PETG
De I3Bear solo gaat perfect met PETG of PLA.
De A30M & zijn mengextruder gaat perfect met PLA en/of PETG
En zo verder….