
Wat is er mis met dit ABS-geprinte teststuk na mijn overstap van een standaard 0,5 mm spuitmond naar een 0,6 mm Chinese CHT high-flow spuitmond?
Ik heb niets anders veranderd dan de Curaslicer-instellingen van 0,5 mm naar 0,6 mm en ook in Klipper heb ik in de printer.cfg de instelling veranderd van 0,5 naar 0,6 mm nozzle diameter.
Uiteraard heb ik ook de gcode opnieuw (Cura) gesliced voordat ik de testblokjes printte.

Het is geprint op mijn Voron 2.4R1- 300. met een nozzle zoals op de onderstaande foto:

Deze specifieke nozzles zouden meer flow moeten kunnen produceren omdat het invoerkanaal uit 3- in plaats van 1 gaatje bestaat. De punt is – uiteraard – slechts 1 gaatje.
Remedies:
Na de mislukte print heb ik het volgende gedaan:
Het ABS filament vervangen door een nieuwe verpakking. Geen verandering.
Ik heb de retractie-instellingen in Curaslicer gecontroleerd en die waren prima, tussen 0,5 en 1 mm.
Ik heb de gcode getest op mijn grote Voron die ook een 0,6 nozzle heeft en deze werkte prima.
Dus- ik controleerde de invoer van het filament op weerstand en dat ging heel moeilijk. Blijkbaar is er iets dat weerstand veroorzaakt in de weg van de ingesloten filament box naar de extruder.
Ik heb de filament sensor verwisseld omdat deze nogal wat weerstand veroorzaakte en dit maakte wel wat verschil in het printresultaat, maar niet zo veel.
De extruder gecontroleerd en opnieuw gekalibreerd, geen verandering nodig. 50 mm extrusie was inderdaad precies 50 mm filament dat erin ging.
Alles leek in orde, maar ik kreeg nog steeds dezelfde blobby buitenkant op het geprinte testblokje.
Uiteindelijk heb ik de nozzle losgeschroefd en raad eens: het is een 0,8 mm nozzle die in hetzelfde plastic zakje zat als al mijn bestelde 0,6 mm nozzles. Dit had ik natuurlijk van tevoren moeten controleren!
Ik heb er een nieuwe Chinese CHT 0,6 mm spuitmond uit de zak ingedaan en nu is alles weer goed! Althans – een stuk beter…. EN de afdrukken zijn redelijk goed bruikbaar,
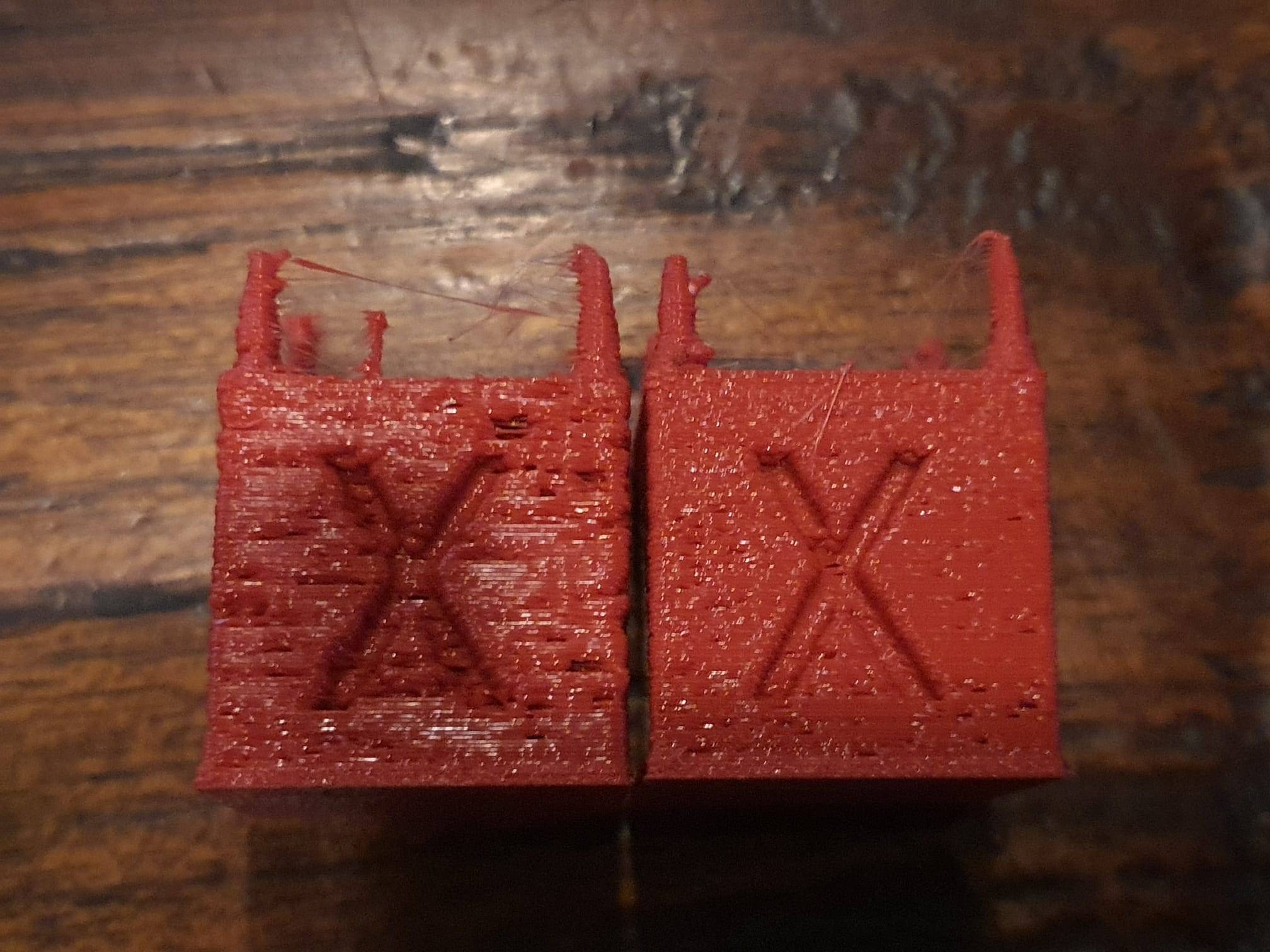
Beide foto’s: Voron 2.4 print ABS op 280 graden, Cura en Klipper instelling voor een 0.6mm nozzle. Links is een 0,8mm nozzle gemonteerd, rechts is een 0,6mm nozzle gemonteerd, Beide nozzles zijn de high-flow ‘CHT’ Chinese nozzle versies met 3 interne flowkanalen.Ik heb snel een paar rode ABS onderdelen geprint die ik nodig heb voor mijn grote Voron 2.4R2-600.
Klein resterend overblijvend probleem: vage X- en Y-wanden
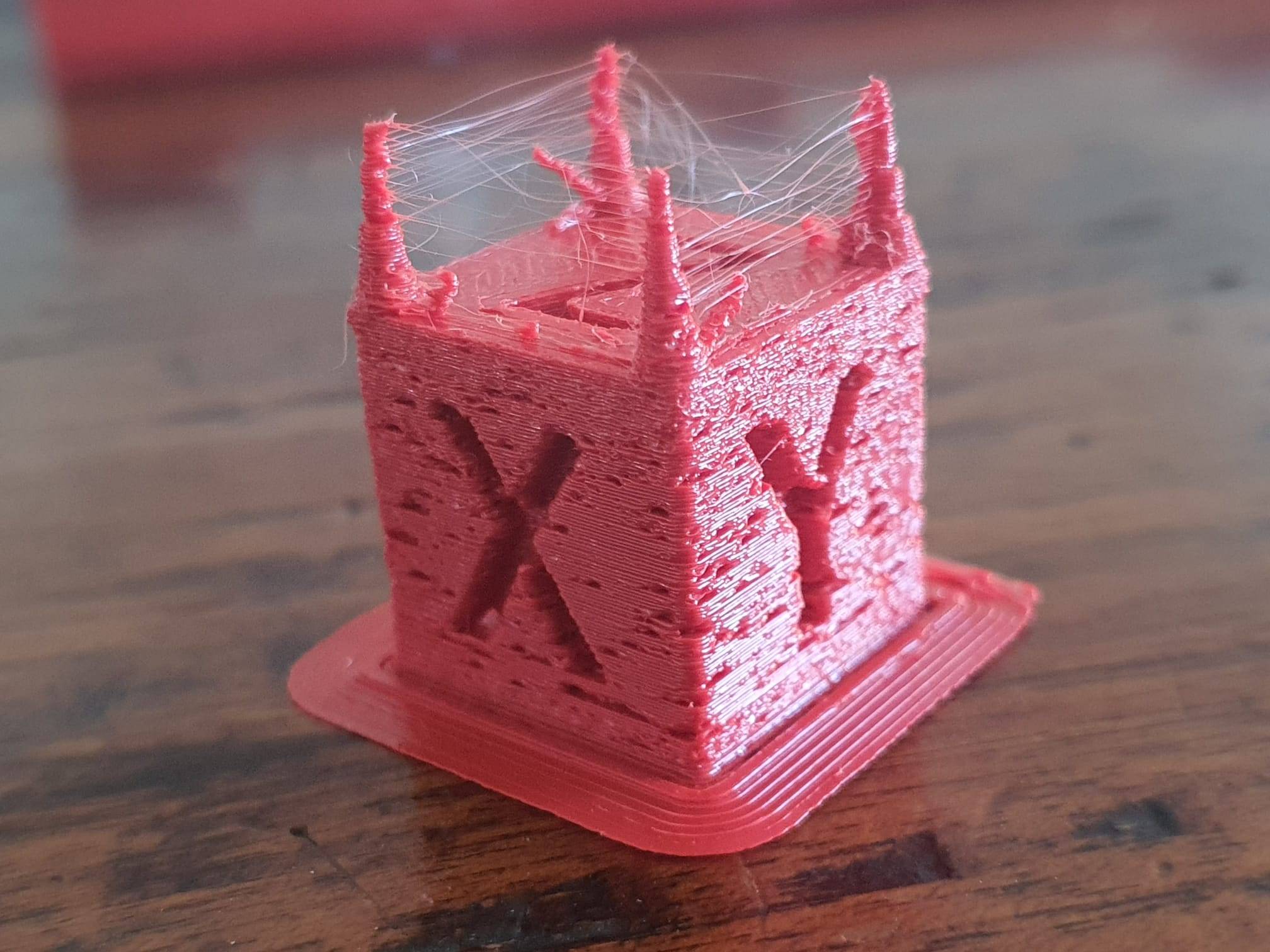
Ik ben nog steeds bezig met het blobby oppervlak, zoals te zien is in de bovenstaande foto, de rechts geplaatste testkubus. Ik zal het met een ander filament proberen! Het is trouwens niet de fuzzy skin optie. Het kan te maken hebben met de hoge temperatuur die ik gebruik met dit specifieke ABS filament, afhankelijk van de toepassing ga ik tot 280 graden. Het beste is om dit eerst te proberen met PLA op 180-190 graden, denk ik.
Ik kreeg net een zogenaamd slim idee – zou het kunnen dat ik de temp voor mijn extuder altijd veel te hoog had staan en dat zo’n hoge temp door de betere nozzle met meer flow niet meer nodig is?
Dat zou kunnen verklaren waarom de afdrukken nu perfect en glanzend zijn, maar de X- en Y-wanden zijn wat wazig.
Dat zou kunnen komen door de hoge temperatuurinstelling van de extruder.
Ik zou ook kunnen proberen om de printventilator aan te zetten, of in ieder geval hoger dan mijn gebruikelijke 25% voor ABS.
Dan kan ik zien wat het effect is, of gewoon de extrudertemperatuur verlagen van 285 naar 250 voor mijn rode ABS. Probeer het eens. Ik laat het je weten!
BTW, ik heb deze ABS nog nooit geprint met een glanzend XY-oppervlak. Het was altijd mat, ook op 285 graden. Mogelijk had de standaard nozzle gewoon een hogere temperatuur nodig? Ik heb eigenlijk nog nooit van zoiets gehoord, we zullen zien.
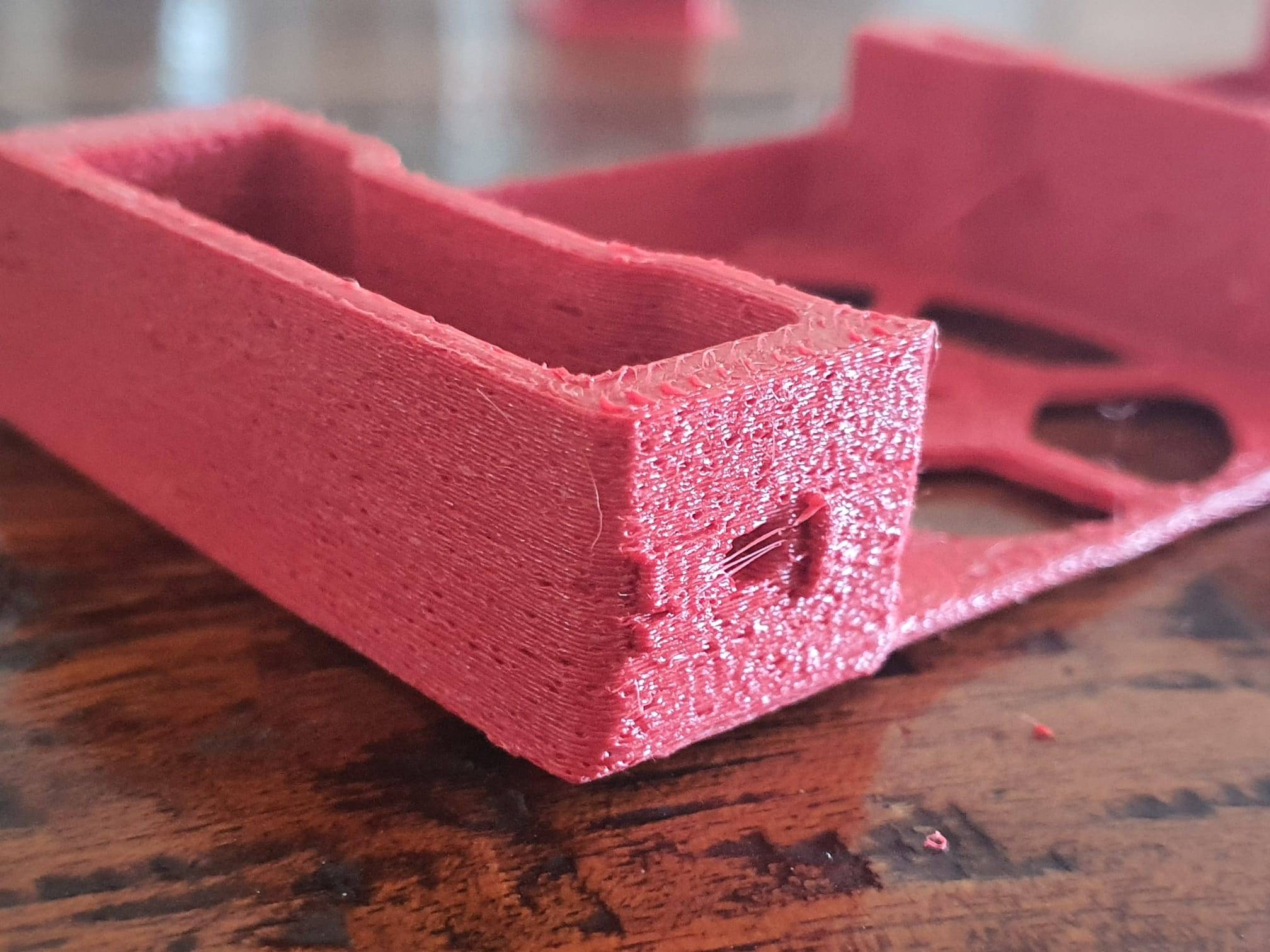
De volgende 2 foto’s laten zien wat het printresultaat was toen ik printte op 240 graden, 0,6mm nozzle en de rest was onveranderd…
De wanden printten best mooi, alleen de bovenkant is niet wat ik wil. Ik moet daar in de slicerinstellingen nog eens naar kijken
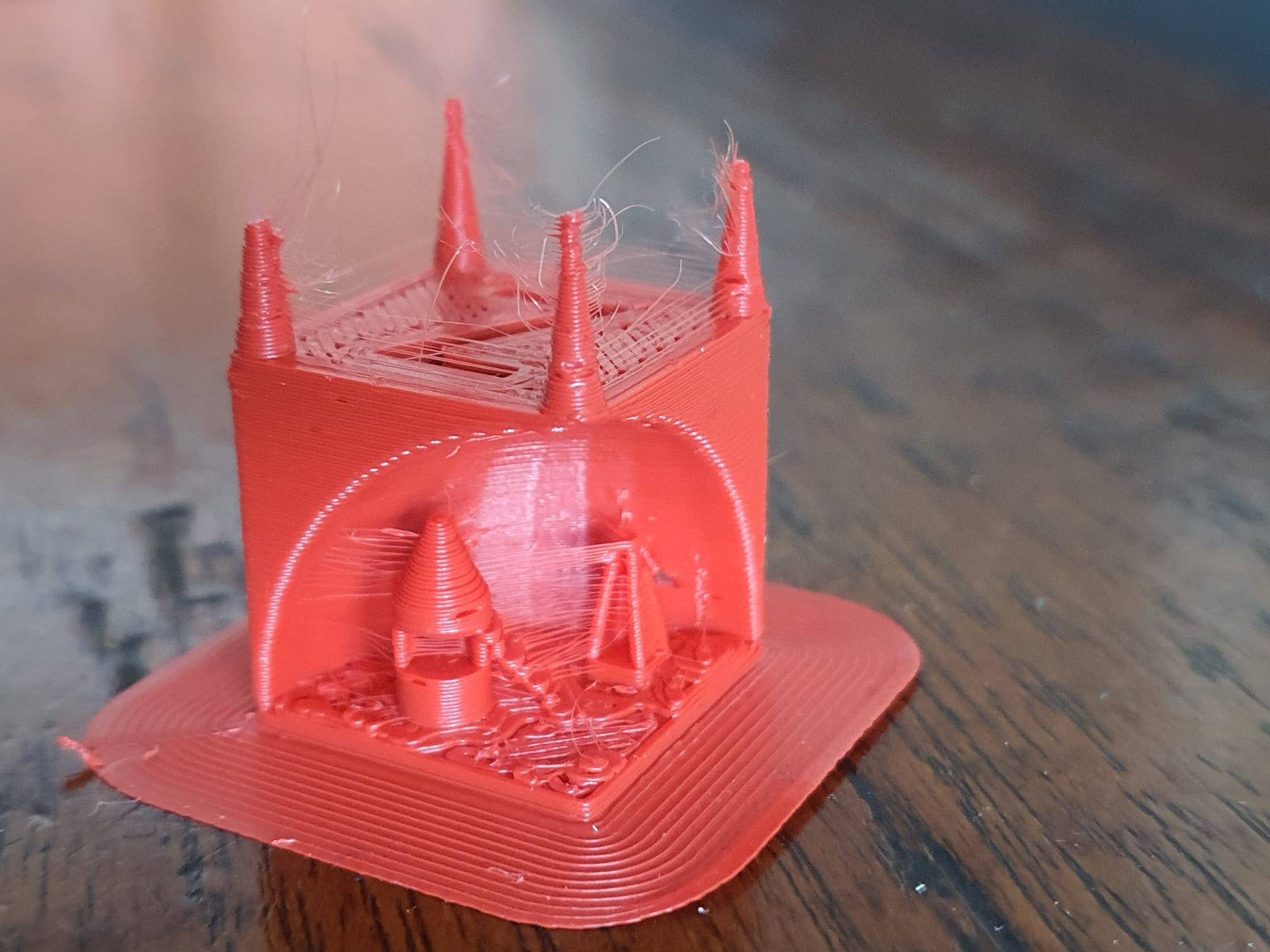
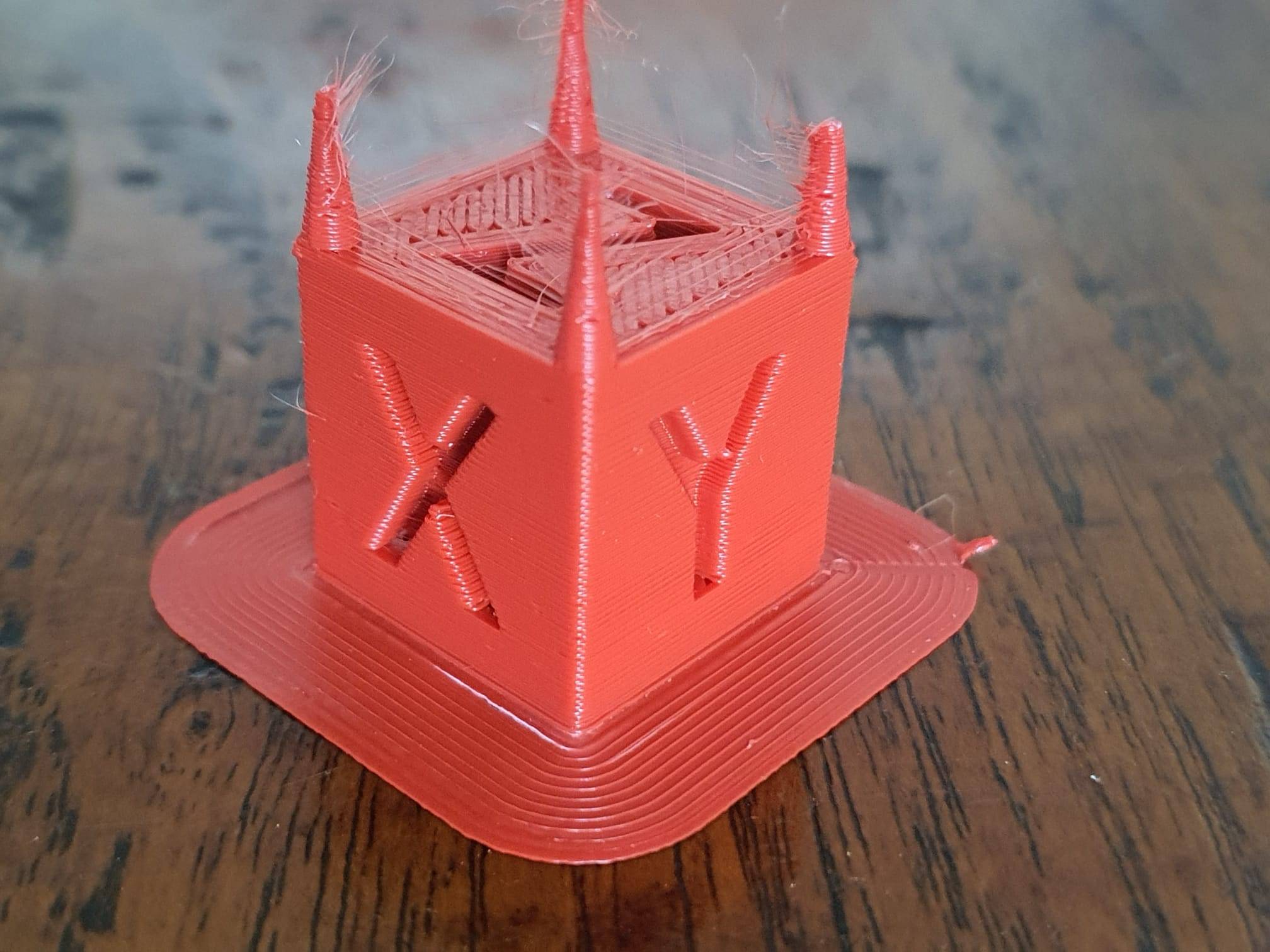
Voorheen had ik nooit last van stringing met het rode ABS filament. Dit was ook een stuk minder toen ik dit ABS testblokje op 240 graden printte in plaats van 285 graden.
Ik zal nog een laatste test doen met de optie om het Z-oppervlak beter glad te maken, dat zal ik hier ook laten zien! Het kan ook zijn dat de wandbreedte voor het bovenvlak verkeerd is ingesteld, we zullen zien. Of de temp voor final printing te laag, of de part-fan iets te veel op 30%?
Uiteindelijk heb ik de beste balans gevonden voor dit rode ABS filament, in combinatie met deze nozzle: 265 graden nozzle, 110 graden bed, 25% fan na 4 mm. printsnelheid 140mm. Dat produceert sterke prints, vrijwel geen stringing en geslogten opppervlakken aan onder- zij- en bovenkant!