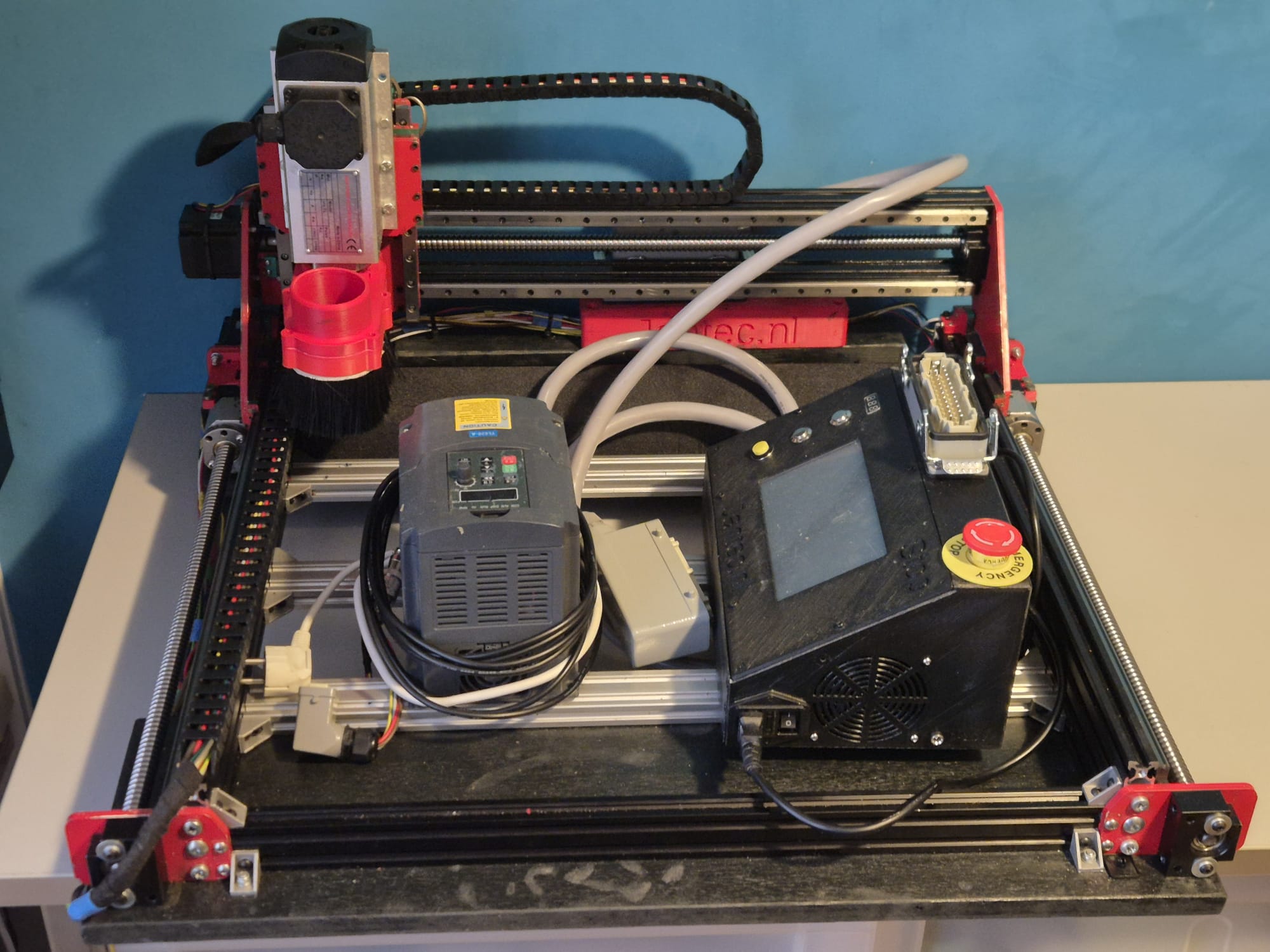

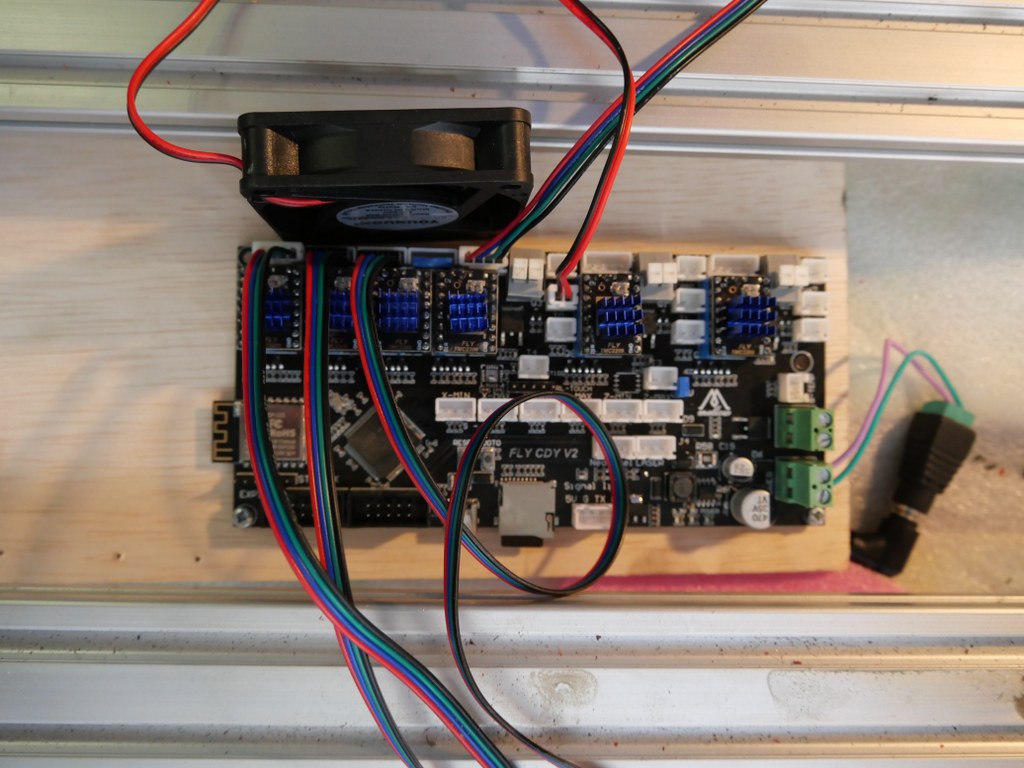
After configuring the reprap Mellow FLY-CDY-V2 motherboard for CNC including the webinterface and installing Mellow’s TMC2209 driver units I got sensorless homing setup for the Indymill.
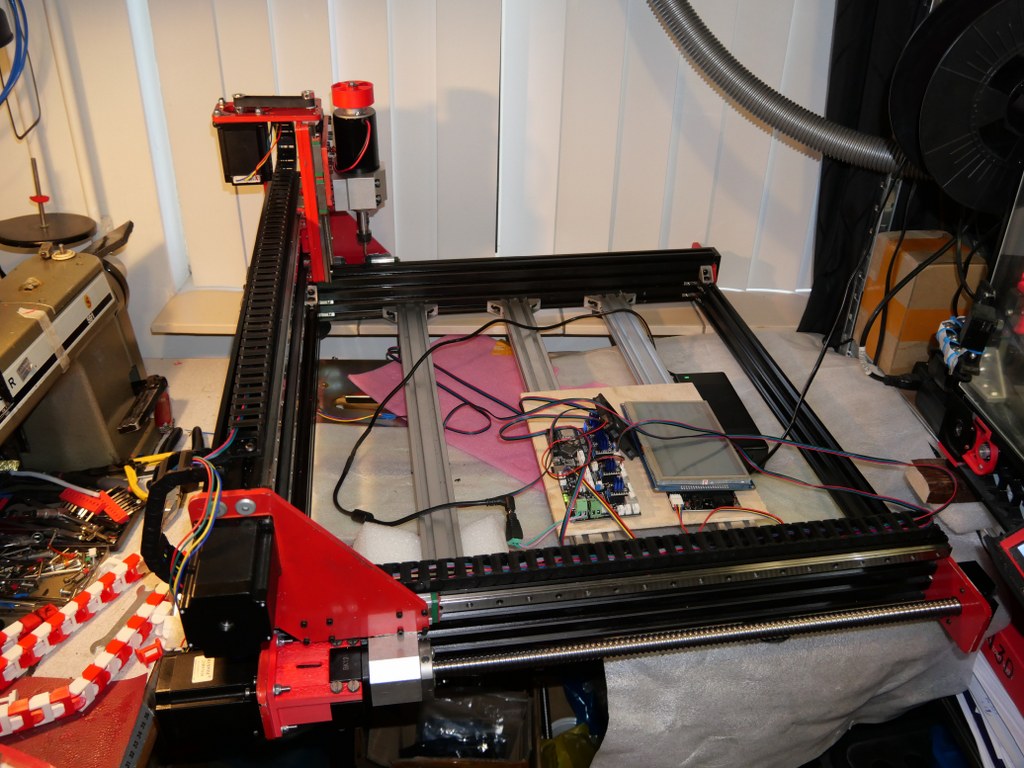
It took a lot of time to get it all tuned, as the 3 axes act entirely different due to their different inertia. The weight that is carried is obviously higher for the Y- than for the X axis. And the 4 kilogram weighing spindle engine made it pretty difficult to get the Z axis tuned.
The resulting config file is provided in this post. Use this with caution, since every machine is different, and the used stepper motors, cabling, steppers and PSU all have influence on the CNC’s behaviour and thus on the config settings.
To have the original Mellow FLY TMC2209 drivers work with sensorless homing, set the underneath dip switch to ON

(Diag pin will then be connected). It took me some time to find out that this is different than other TMC2209 drivers, where the Diag pin is activated by jumper settings on the motherboard. No idea what happens when you use non-Fly TMC2209’s on the Fly board, but I expect this will not work for sensorless homing.
What I experience on the Y axis is that if you have real problems with homing or skipping steps, the steel Y carriage plates may bend and cause a non-square Y carriage that will never align any more. I repaired this but preventing is better.

GO TO THE INDYMILL & Reprap Driver POST
Since this setup with sensorless homing never gave me good speed ratings, I disassembled this setup and continued with endstop setup. If you want to know how to setup sensorless homing with reprap, please look at my sensorless homing setup on my dual carriage 3d printer, where this works perfect!