

3D modeling, scanning and printing

Please donate $1 to my paypal account if you use (parts of) my designs so I can continue to share nice stuff for you to download

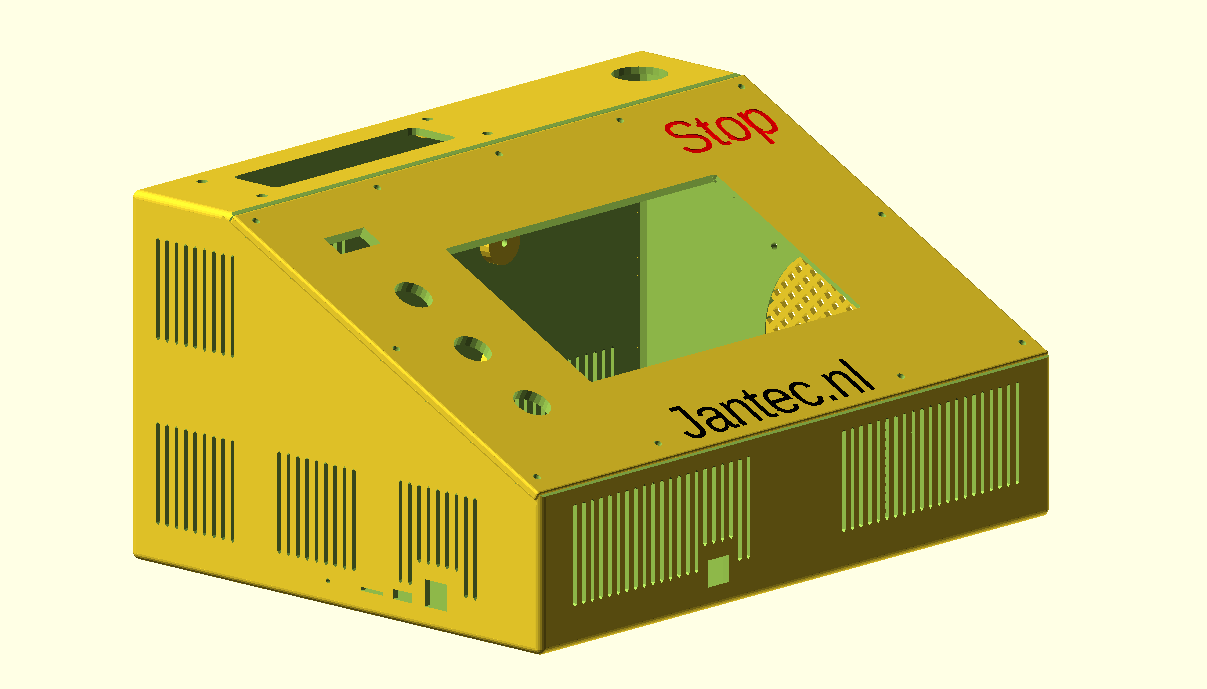
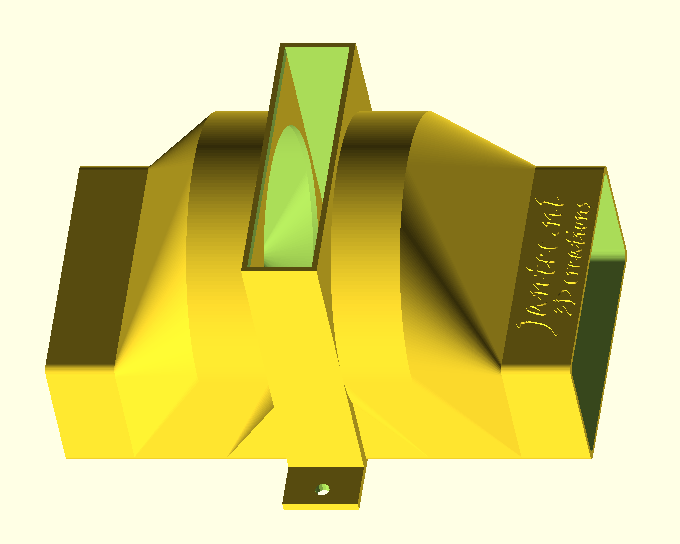
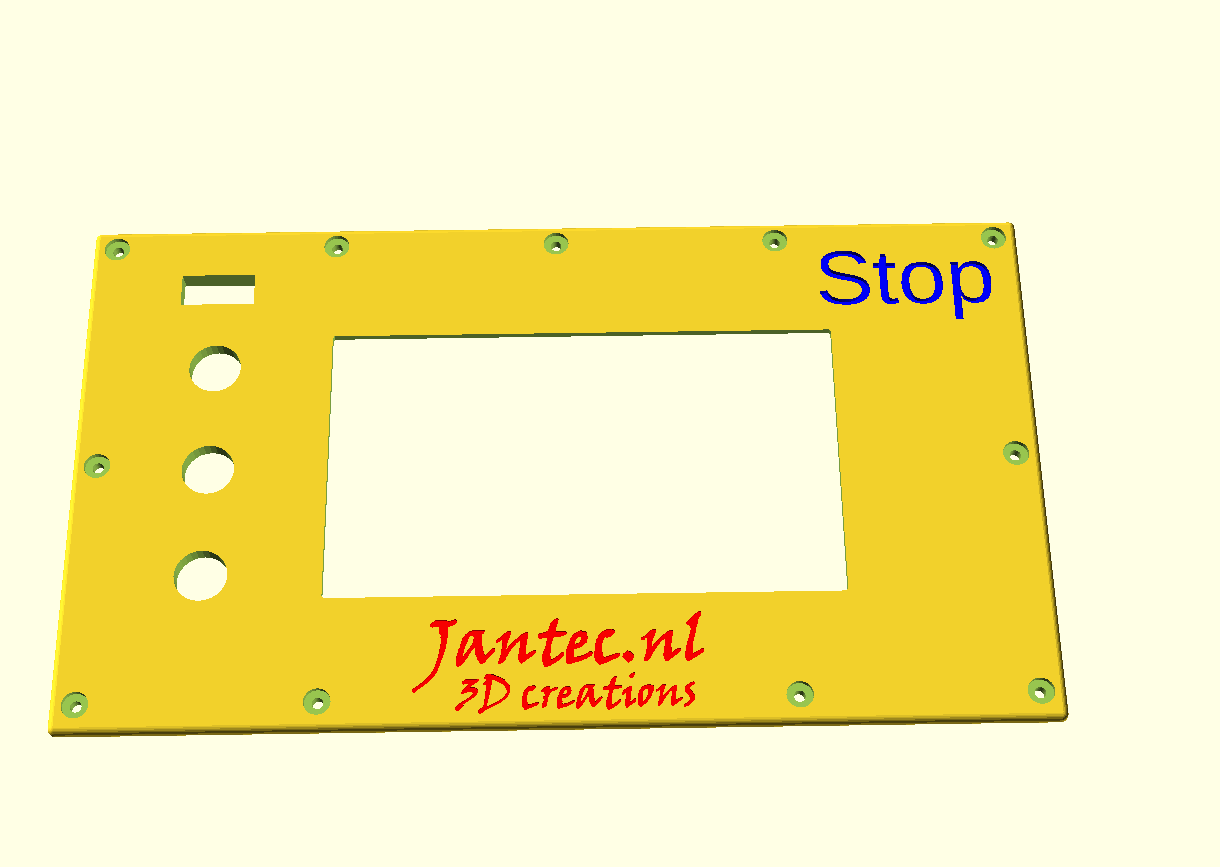
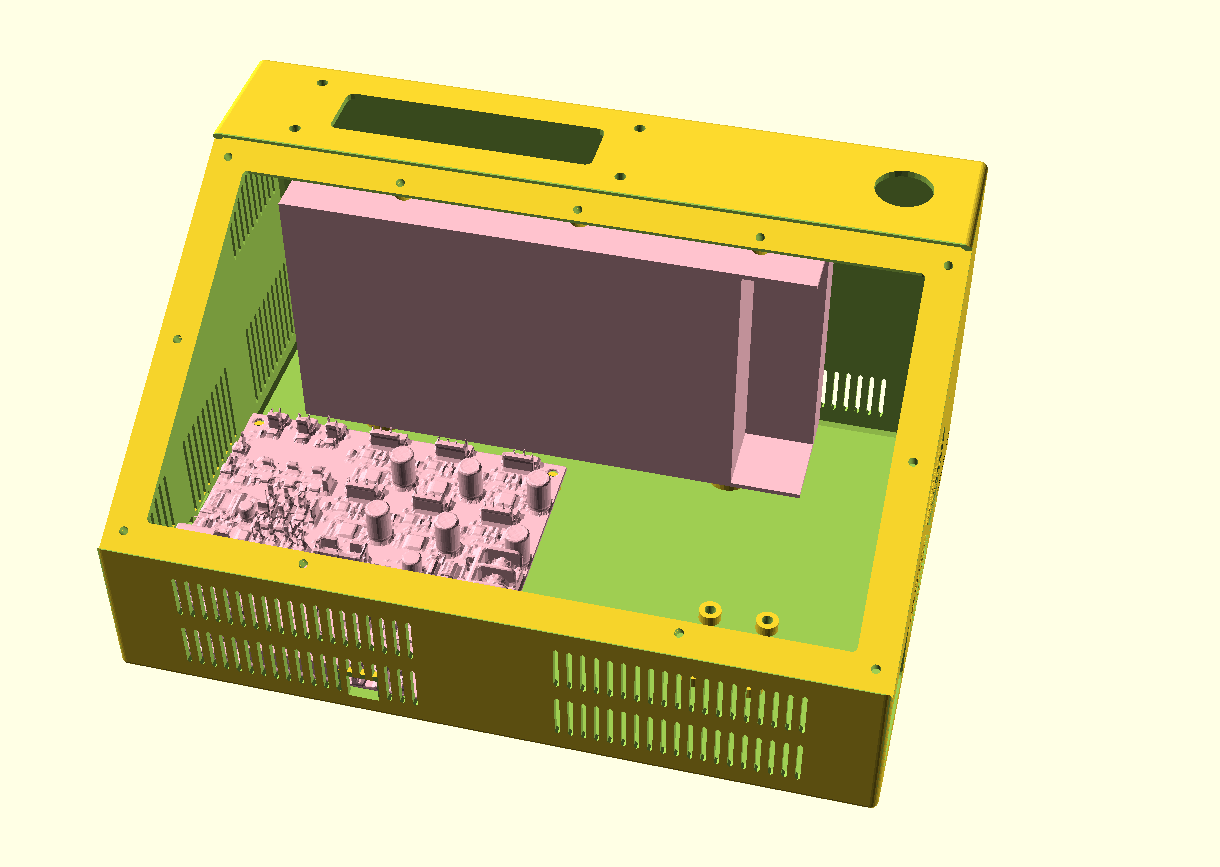
Due to the DUET3 control board’s size, it does not fit into the previously developed CNC housing for a FLY_CDY board, so a lot of modifications had to be made. This resulted in the preliminary (V13) OBJ design which can be downloaded HERE (20250604)
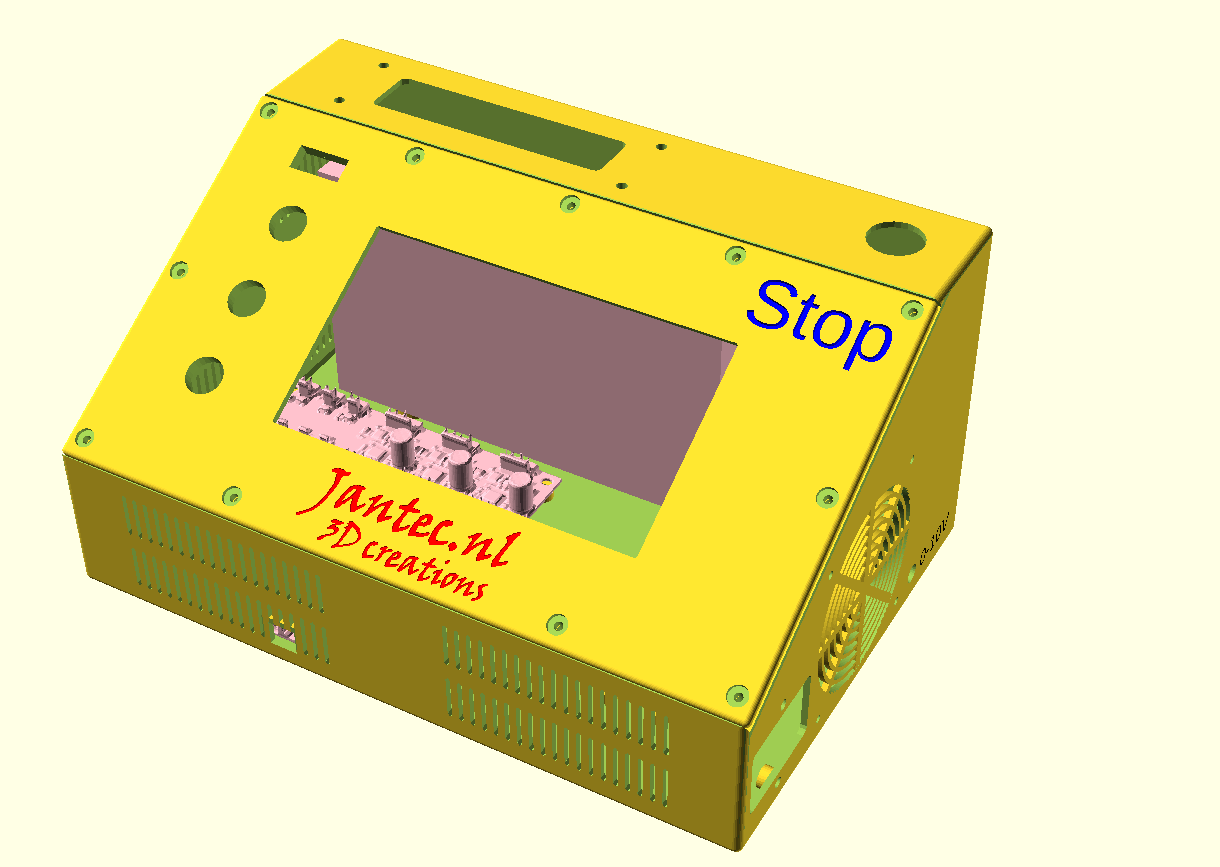
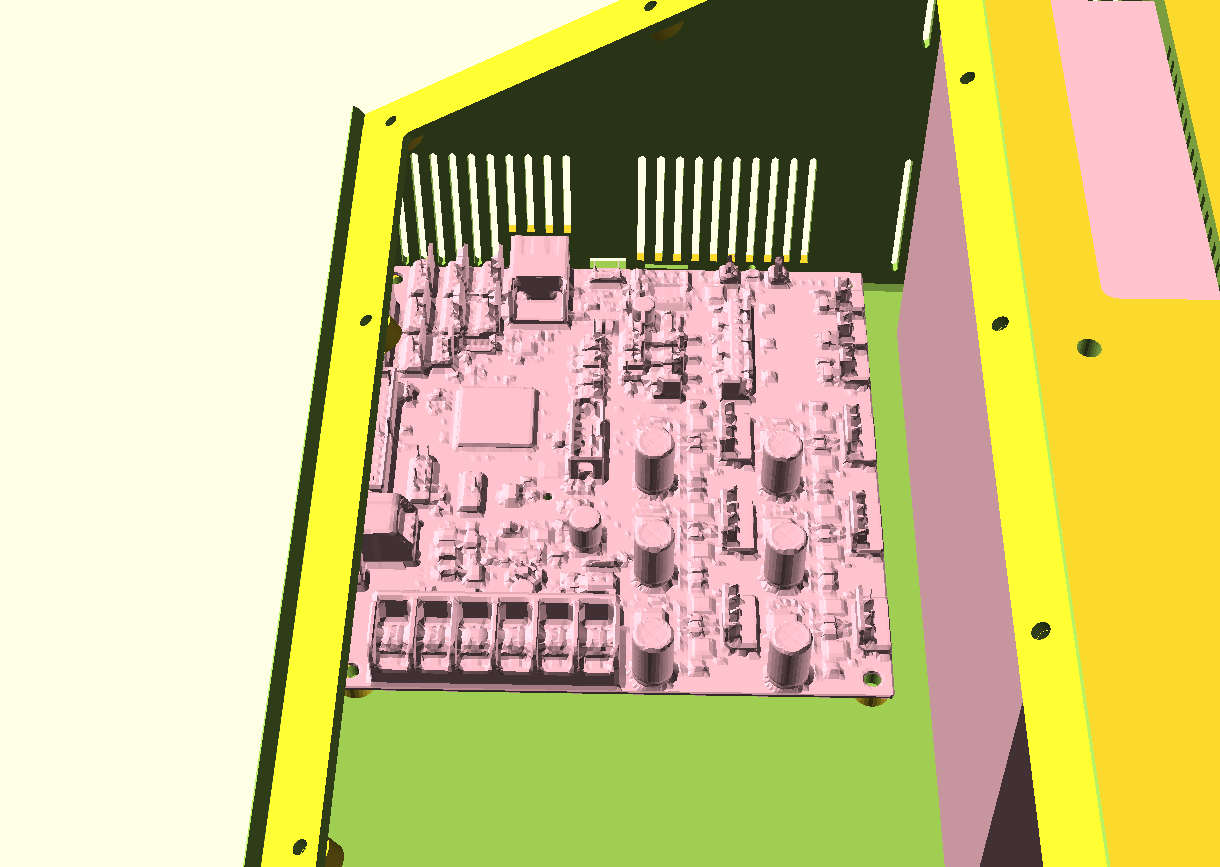
This post has the published last version with tight fits for the DUET3 6HC motherboard, the 24V PSU and so on.
The dimensions of the newer DUET version are smaller than the peliminary DUET3 version. Now, the dimensions are made the same as the CNC controller box that I made earlier for the Mellow FLY CDY2 or -3 motherboard and DUET Workbee, DWC LCD controller from FysetC and so on.
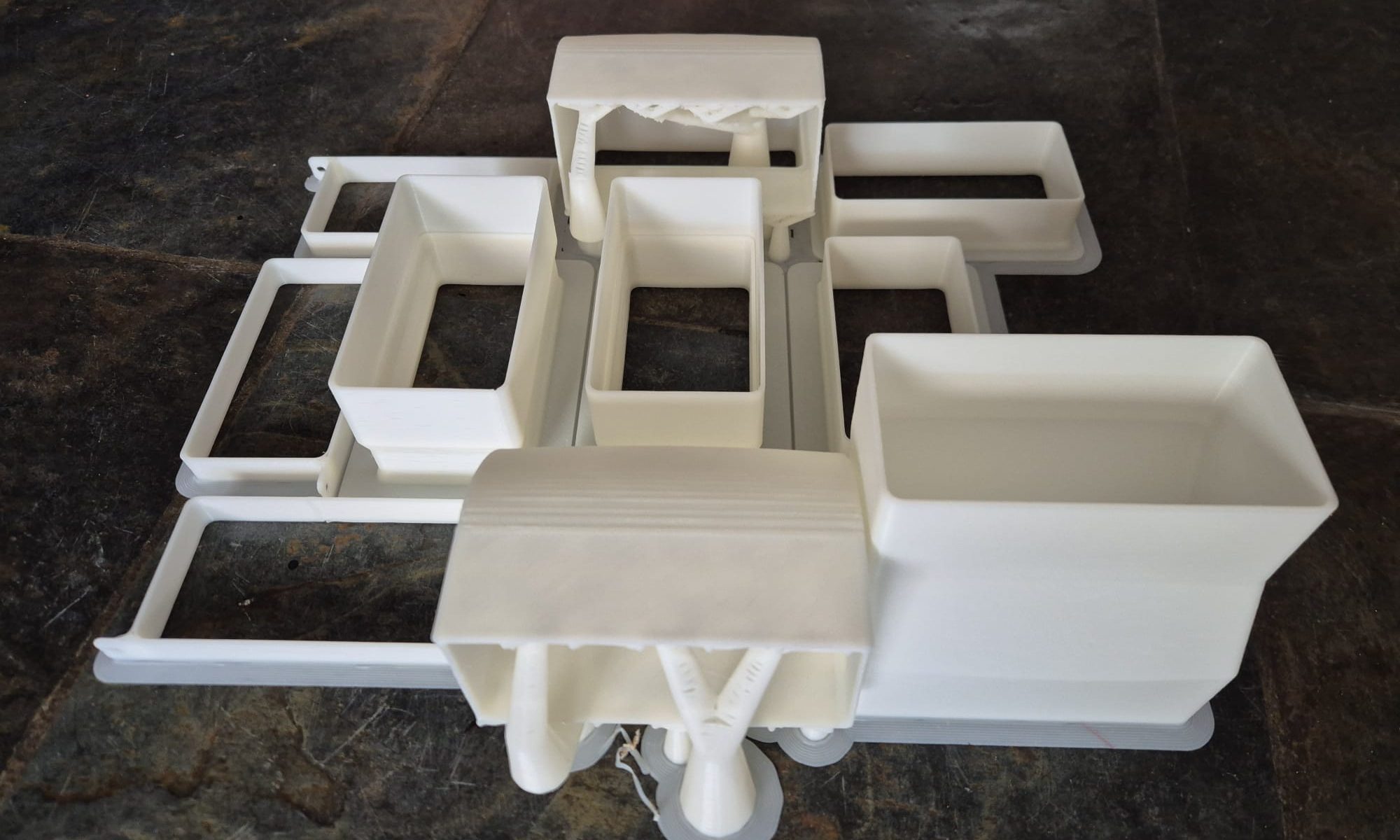
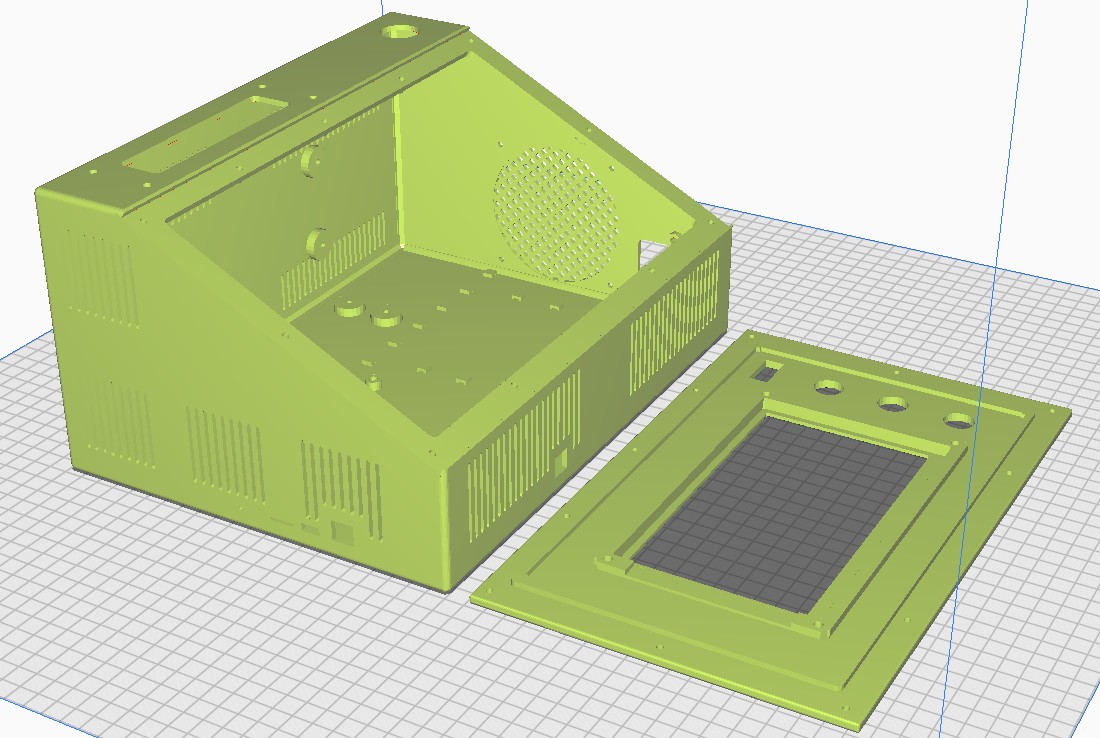
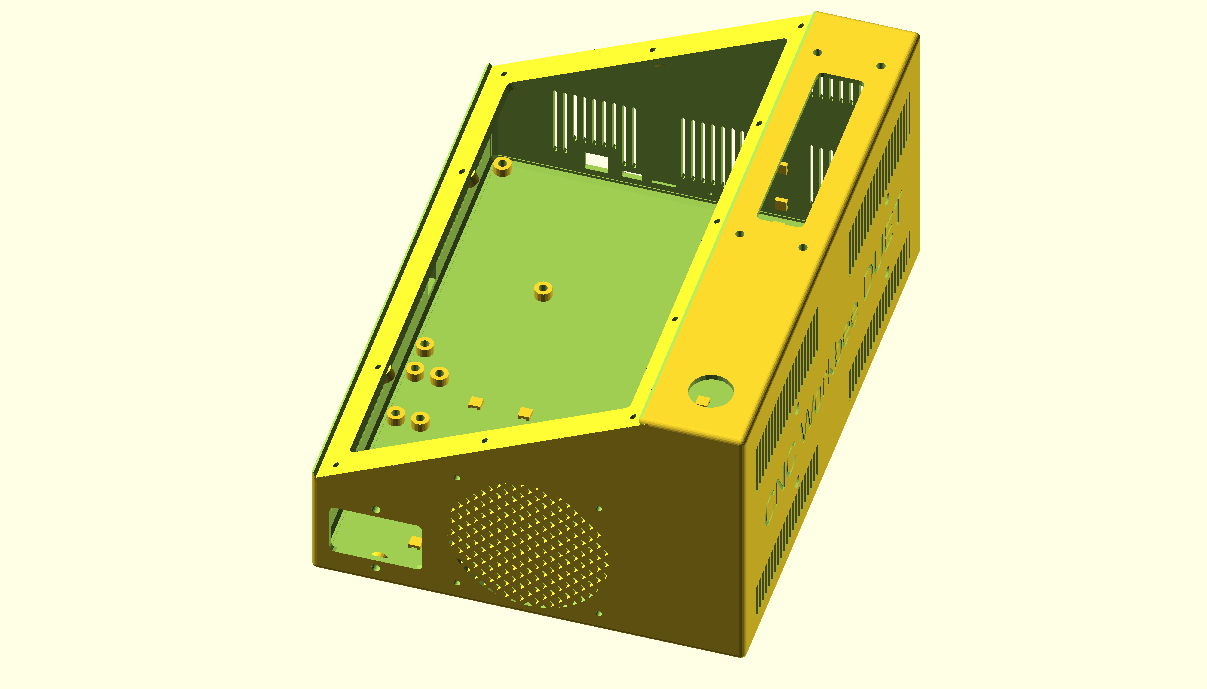
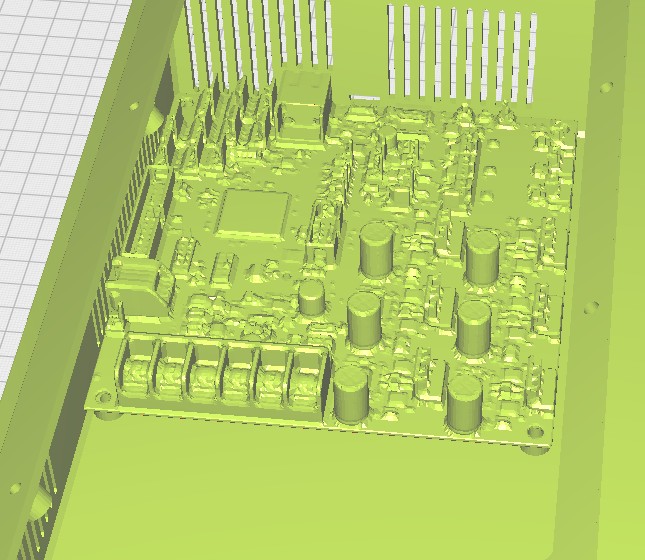
By now, I also have a workable 7-part release for this DUET3 6HC CNC controller box.
To print this 7-part version, you will need a 3D printer that has a minimum 300 mm span width of it’s printbed.
I found it a lot easier to print the controller box in 7 separate parts than in one big print-run for just the box of around 1 1/2 day which uses 940 grams of filament.

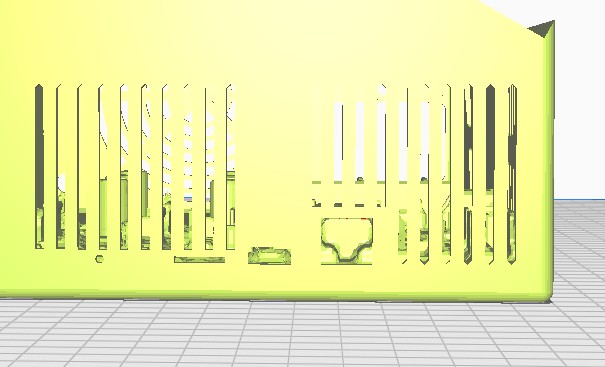
The box and faceplate for DUET3 6HC is available as:

CNC_controller_box_simplified_1_part_V20_FINAL_MOTHER_DUET3_6HC_BOX_ONLY_C)JANTEC.NL_20251108
3. The last available STL for the FYSETC 7 inch DWC font panel is below:
Please donate $1 to my paypal account if you use my original designs -)

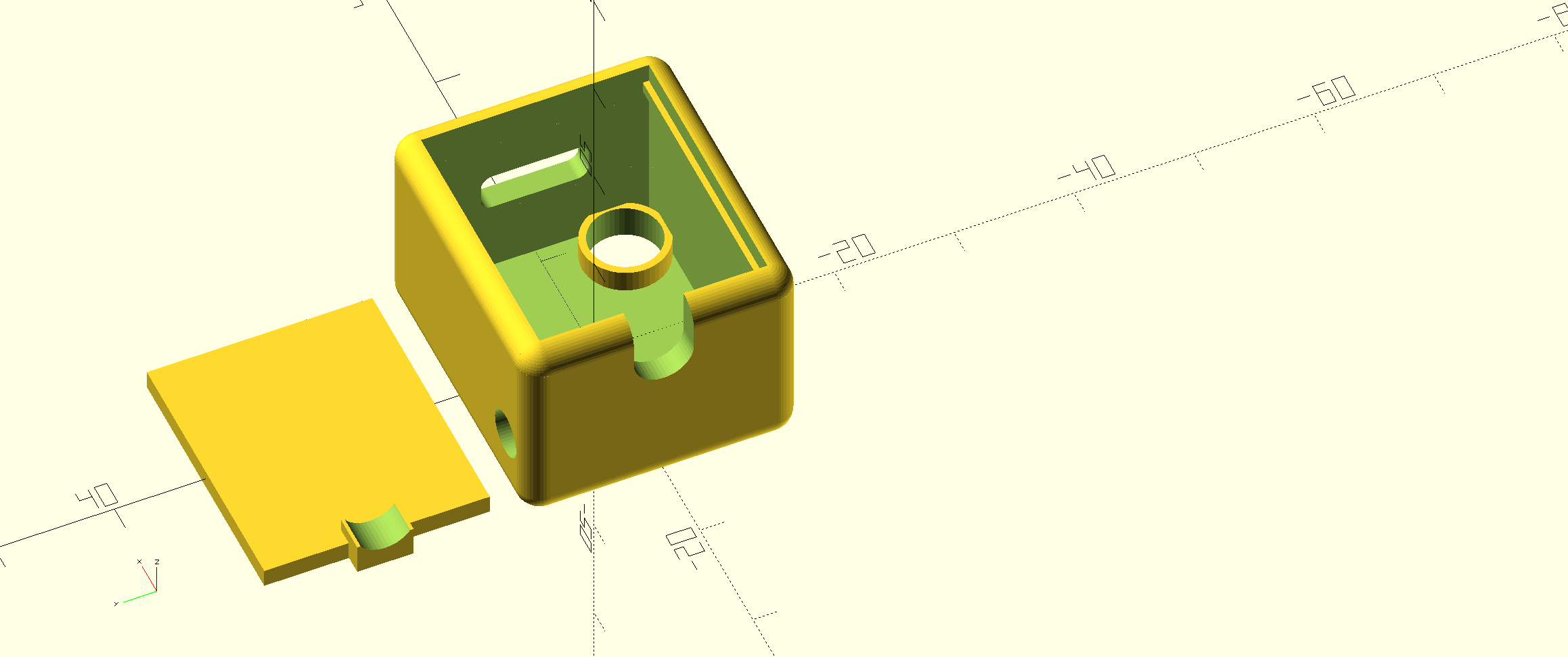
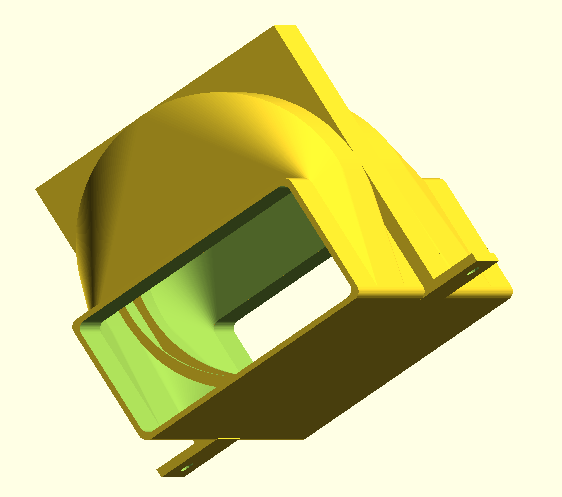
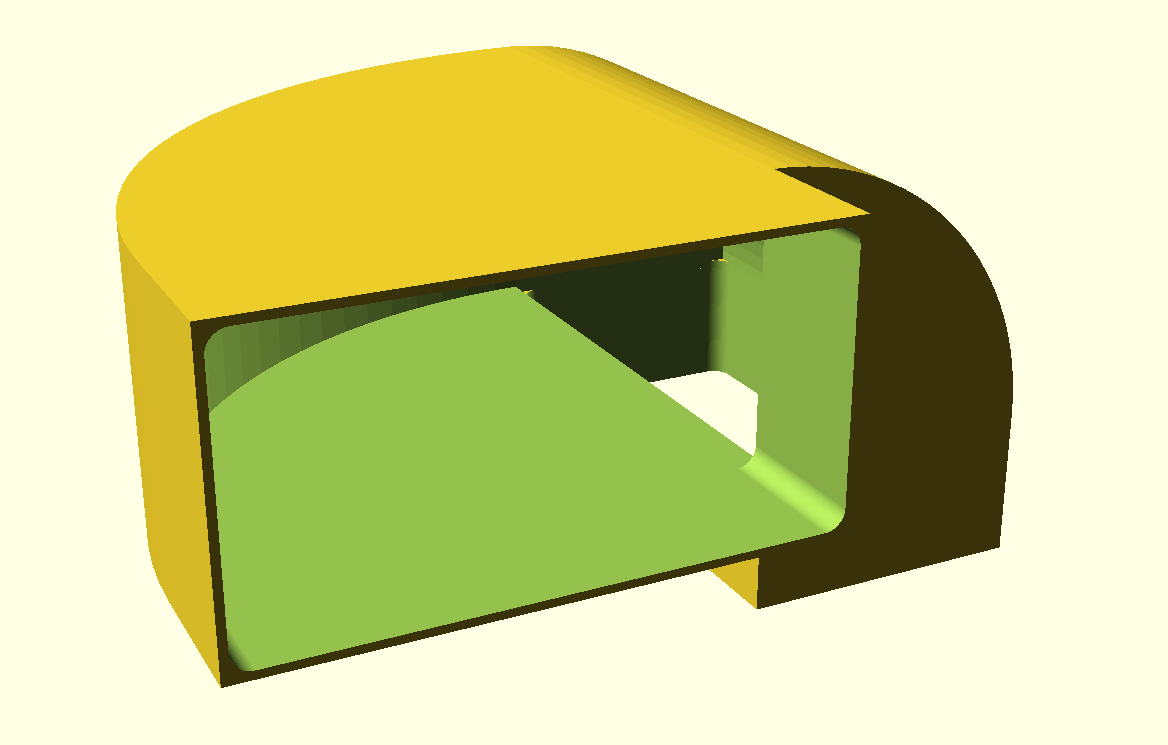
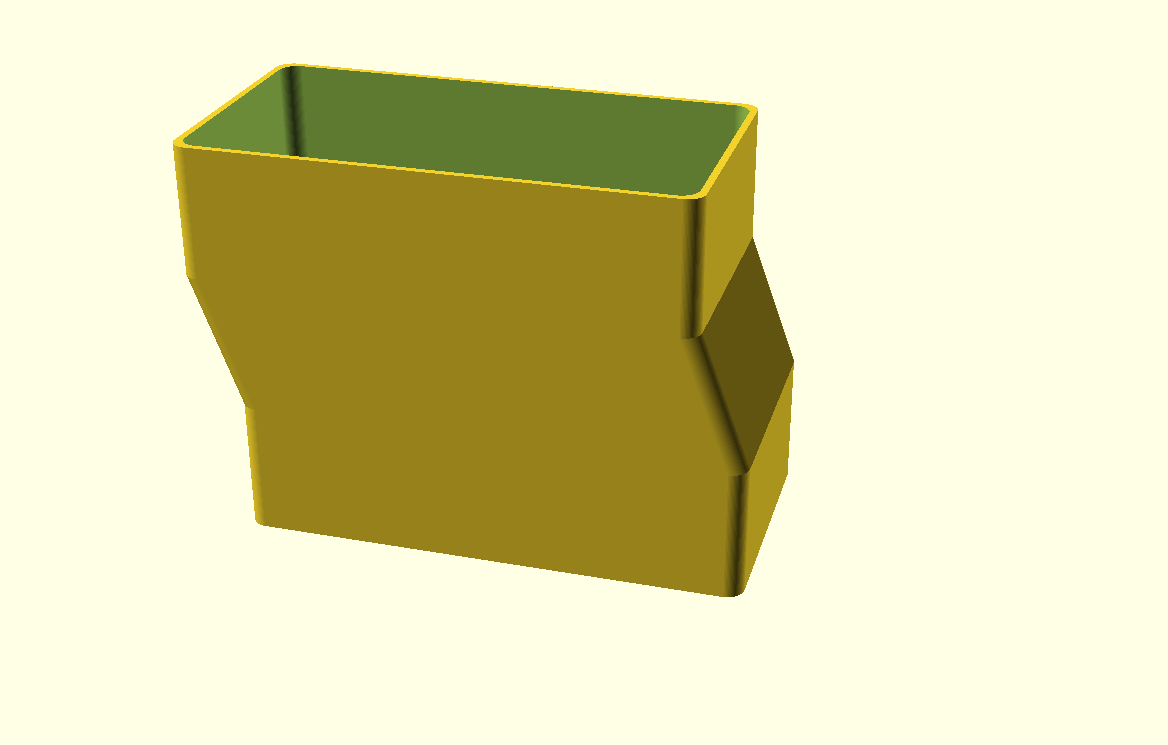
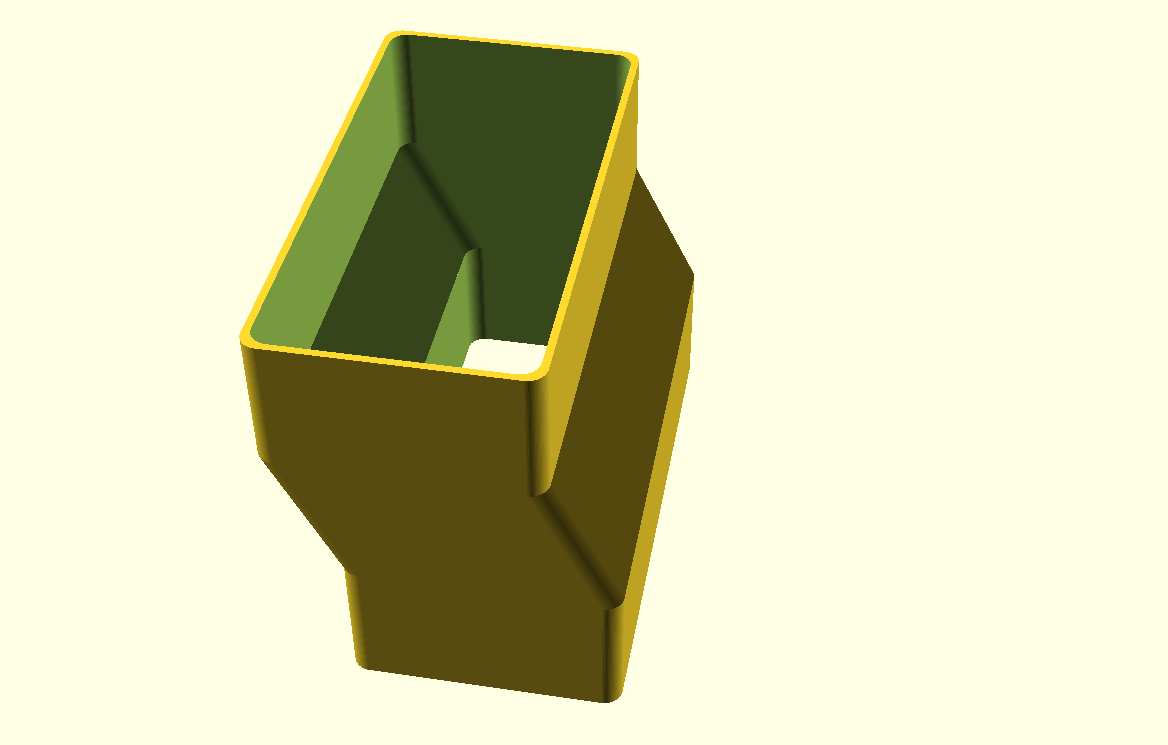
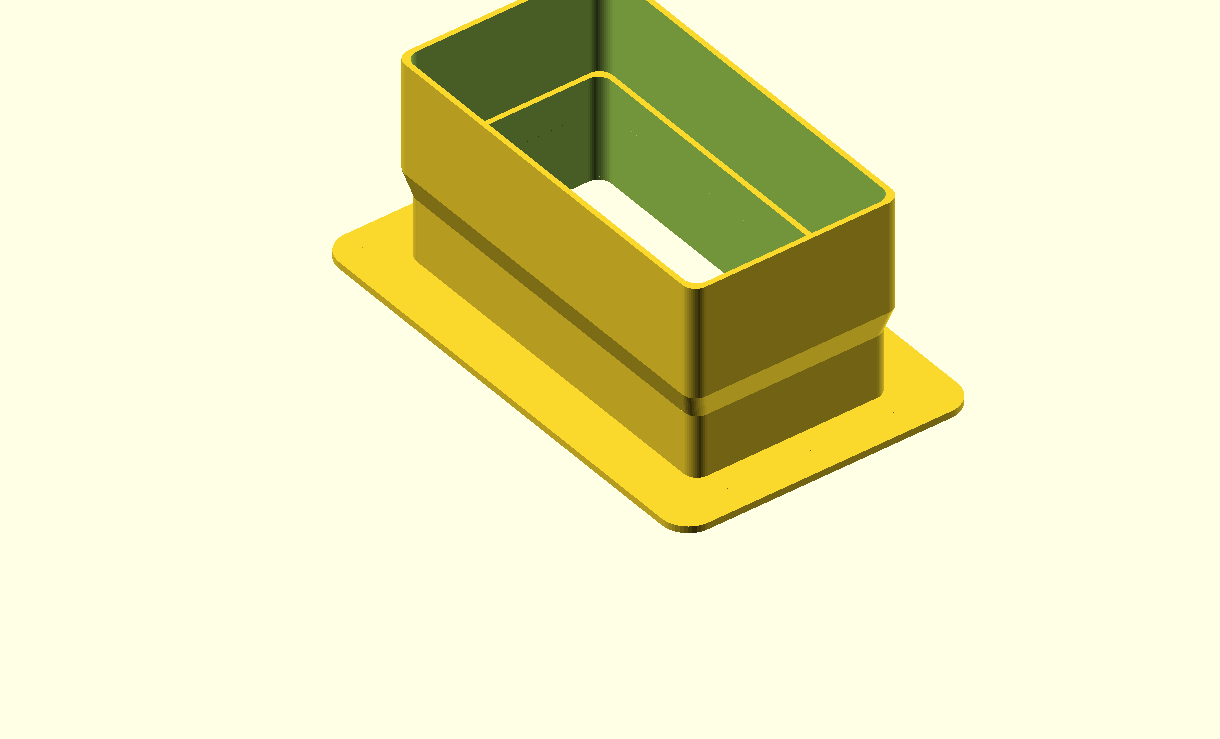
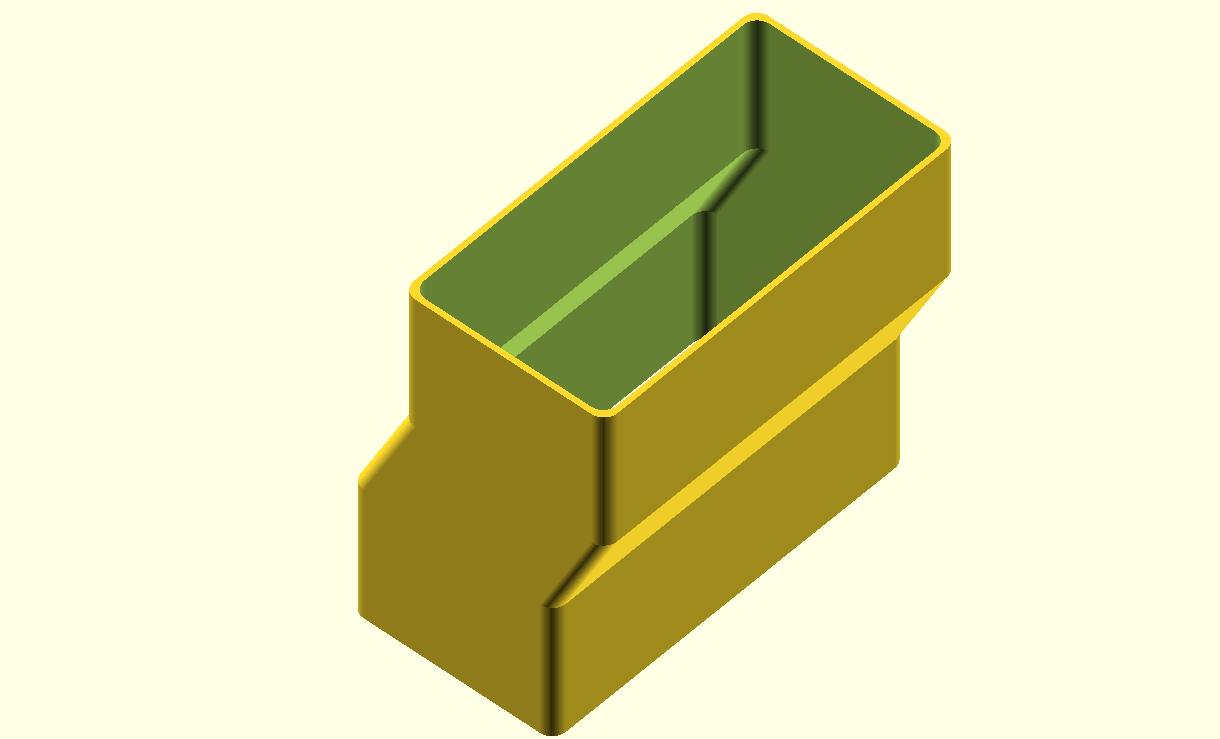
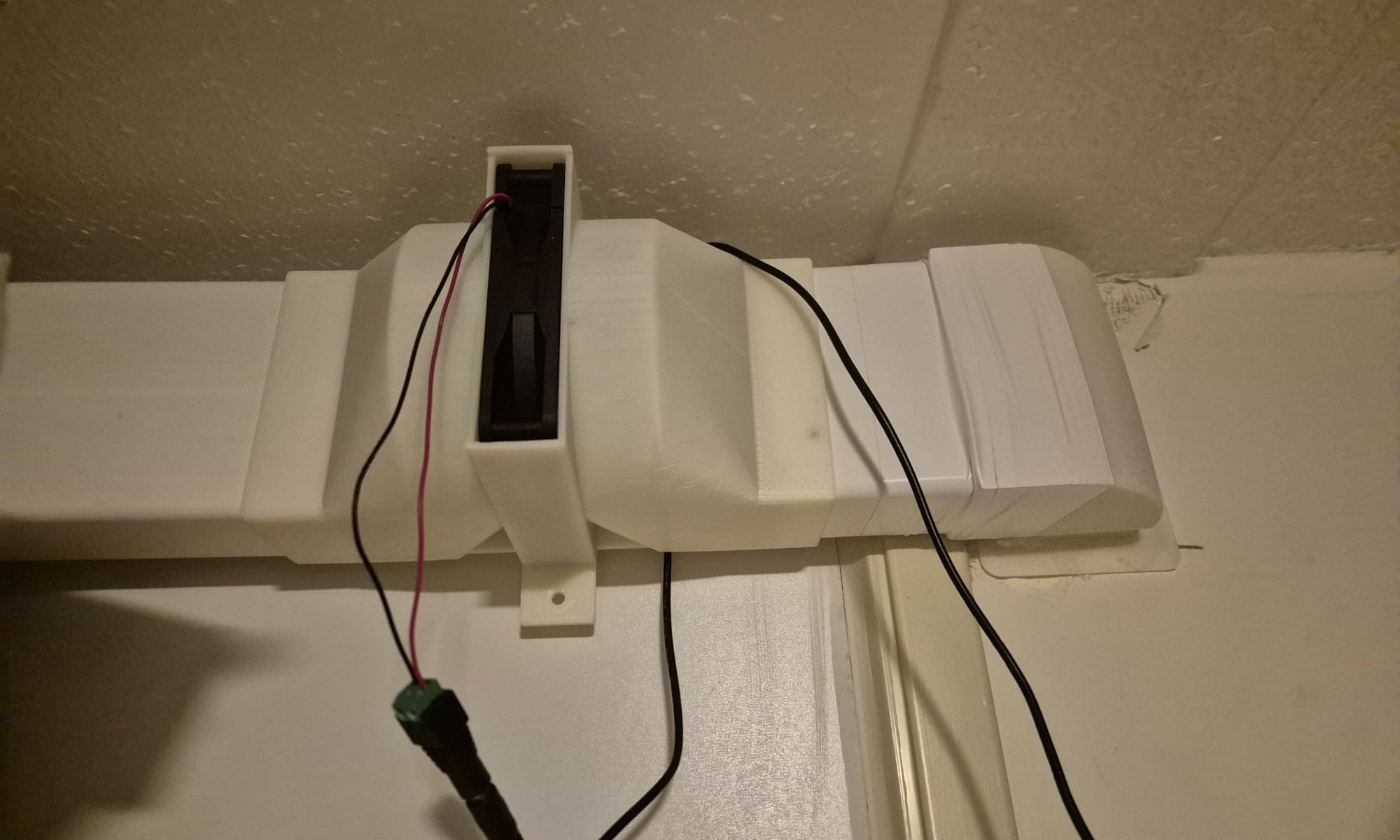
This is a tiny case for my XMAS LED projects, with RGB leds WS2811 or 2812B.
Please donate $1 to my paypal account if you use (parts of) my designs so I can continue to share nice stuff for you to download
download STL file small case Xiao nano&LDR&DS3231 with LDR hole 20241127 V14
Please donate $1 to my paypal account if you use (parts of) my designs so I can continue to share nice stuff for you to download
I also added a mini board with a clock chip, DS3231 to the XIAO USB-C board, and an LDR to make the RGB’s brighter when they are used during daylight conditions. An example Arduino code with clock function is HERE.


The LDR is mounted on the XIAO board’s top on A0 and GND, so it can be flush to the outer skin of the case through the dedicated LDR hole. Be aware to also add a 10K resistor between A0 and 3v3 since this board does not have programmable PULL-UP resistors.
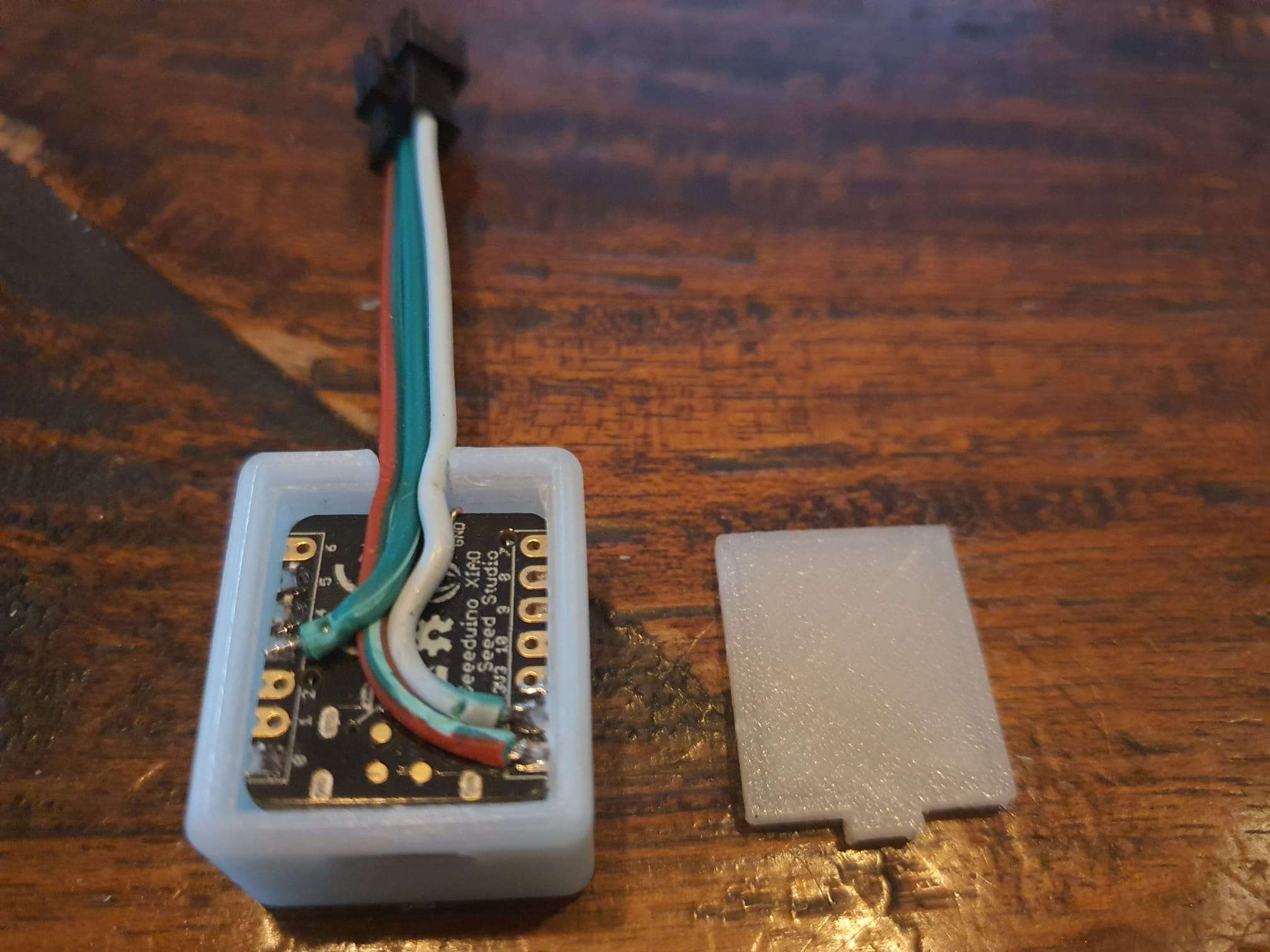

The mini DS3231 clock board is connected to the XIAO’s pins A4 and A5, 3V3 and GND. There is also a small battery on the little clock board., so the time will always be available. I mounted the clock board so that the DS3231 chip is flat against the RP2040 chip. Then, the Data in and out of the clock board are then facing D4 and D5 of the RP2040. I used 2 Arduino pin headers to connect these data lines together. 3V3 aand GND are connected between the boards using thin wires.
Output to the LED’s is on pin 3 (D3). For the LEDS, also VCC and GND are required, either from the XIAO board’s VCC and GND pins or from the board’s 5V power supply +5V and GND connections. The LDR is mounted making use of a little stud, cut off from the tiny clock board since they have to be removed from the clock board anyway. This makes the LDR fit the box’s LDR hole perfectly.
For resetting an DR2040, a small hole is made to reach the little BOOT switch. This is sometimes required since the RP2040 can get bricked when a non-working void is uploaded. Push the boot butten when powering up, release the button and the RP2040 is in recovery status. Up[load a simple program and the RP2040 will resume normal functioning. Then, the normal COM port will work again an normal flashing is again possible.
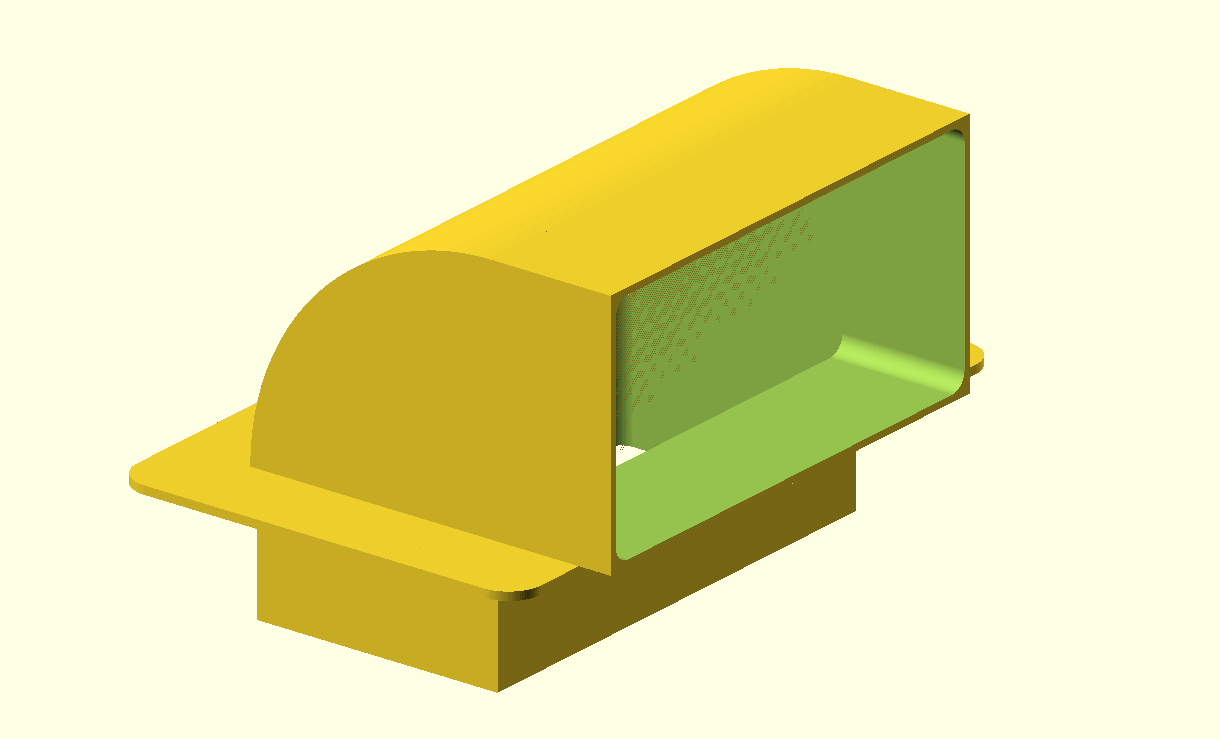
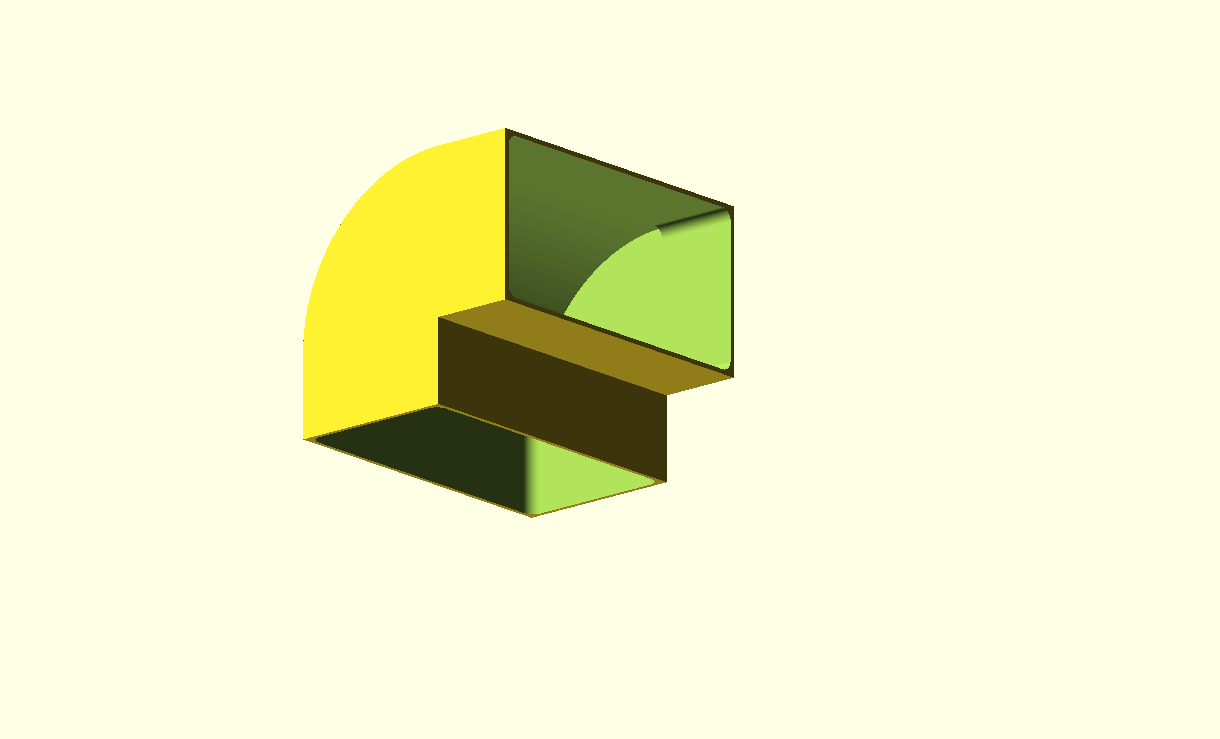
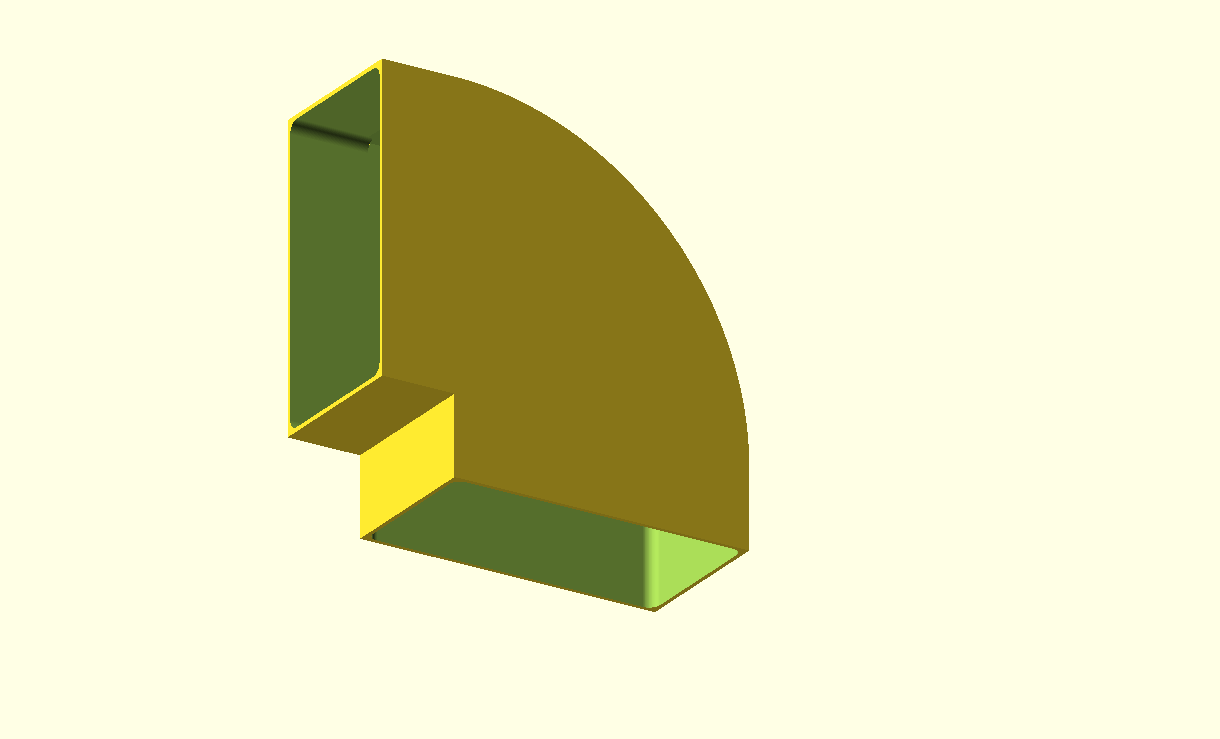
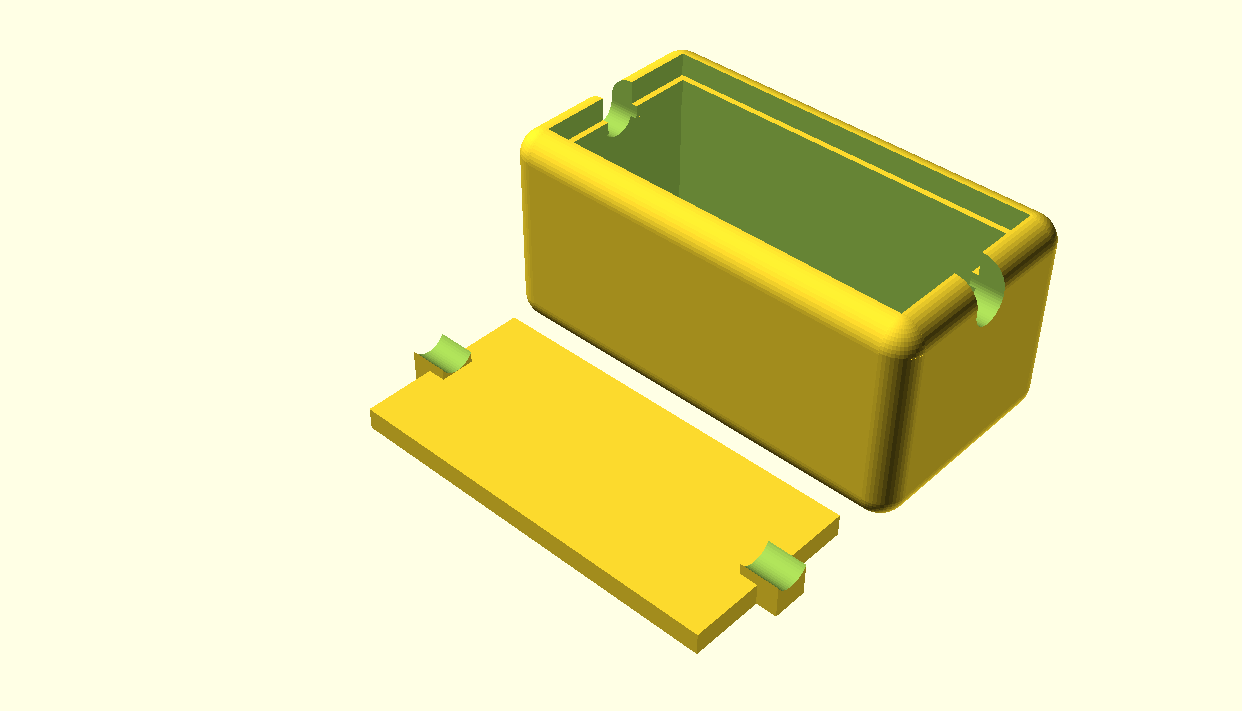
The case has a snap-on lid that will also fixate the outlet cable for the RGB LED’s.

Please donate $1 to my paypal account if you use (parts of) my designs so I can continue to share nice stuff for you to download
Please donate $1 to my paypal account if you use (parts of) my designs so I can continue to do this
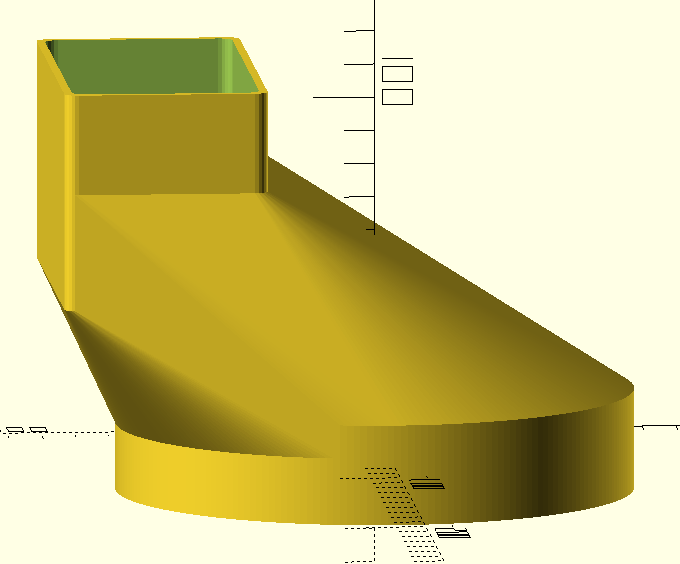
download STL file cableconnectorbox_30x14x14mmbox_3mmcable_V3_20241129


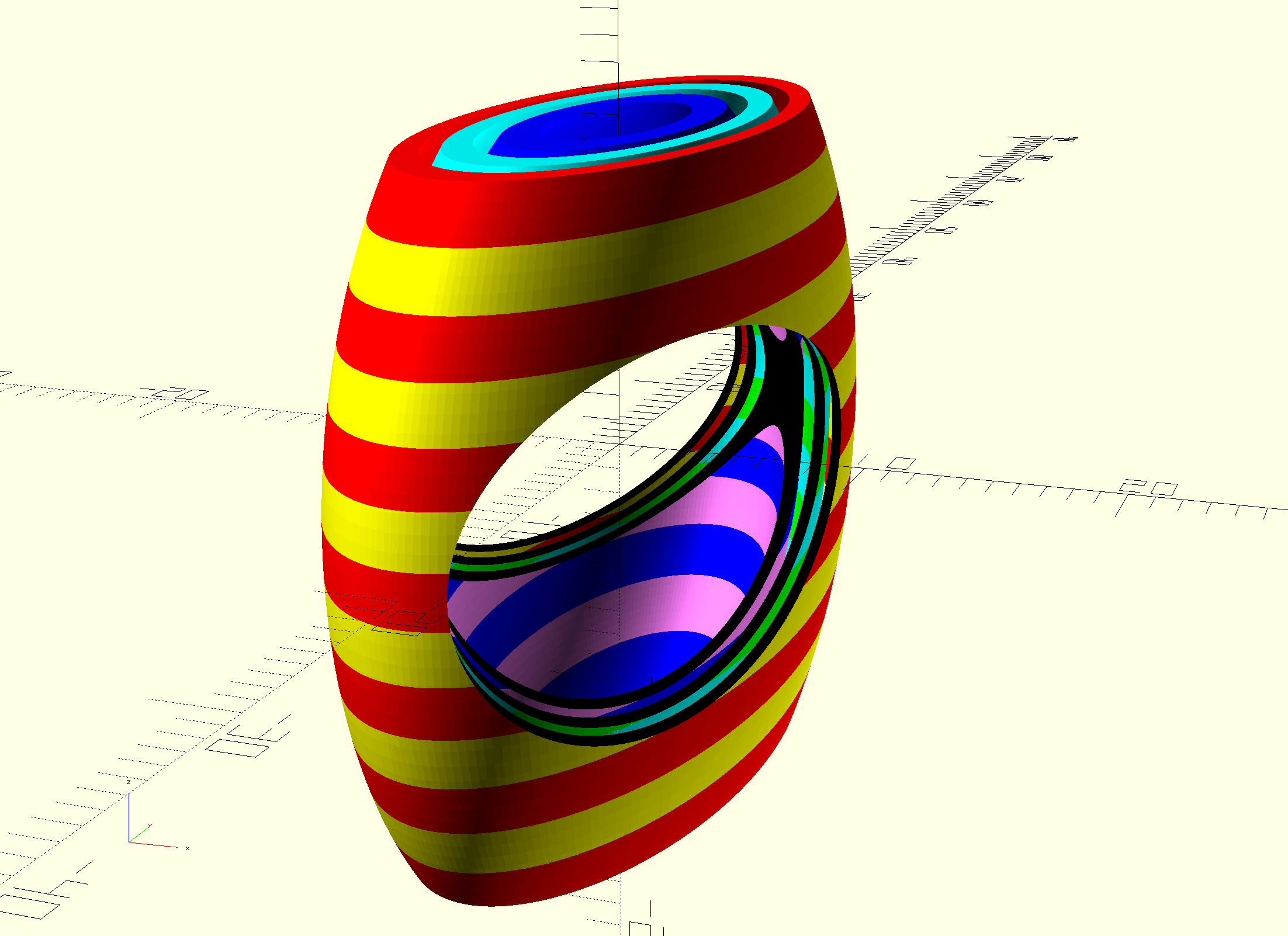
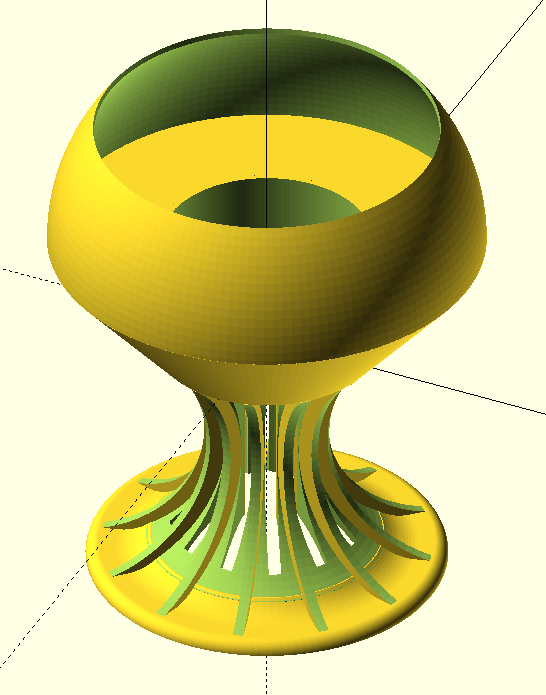
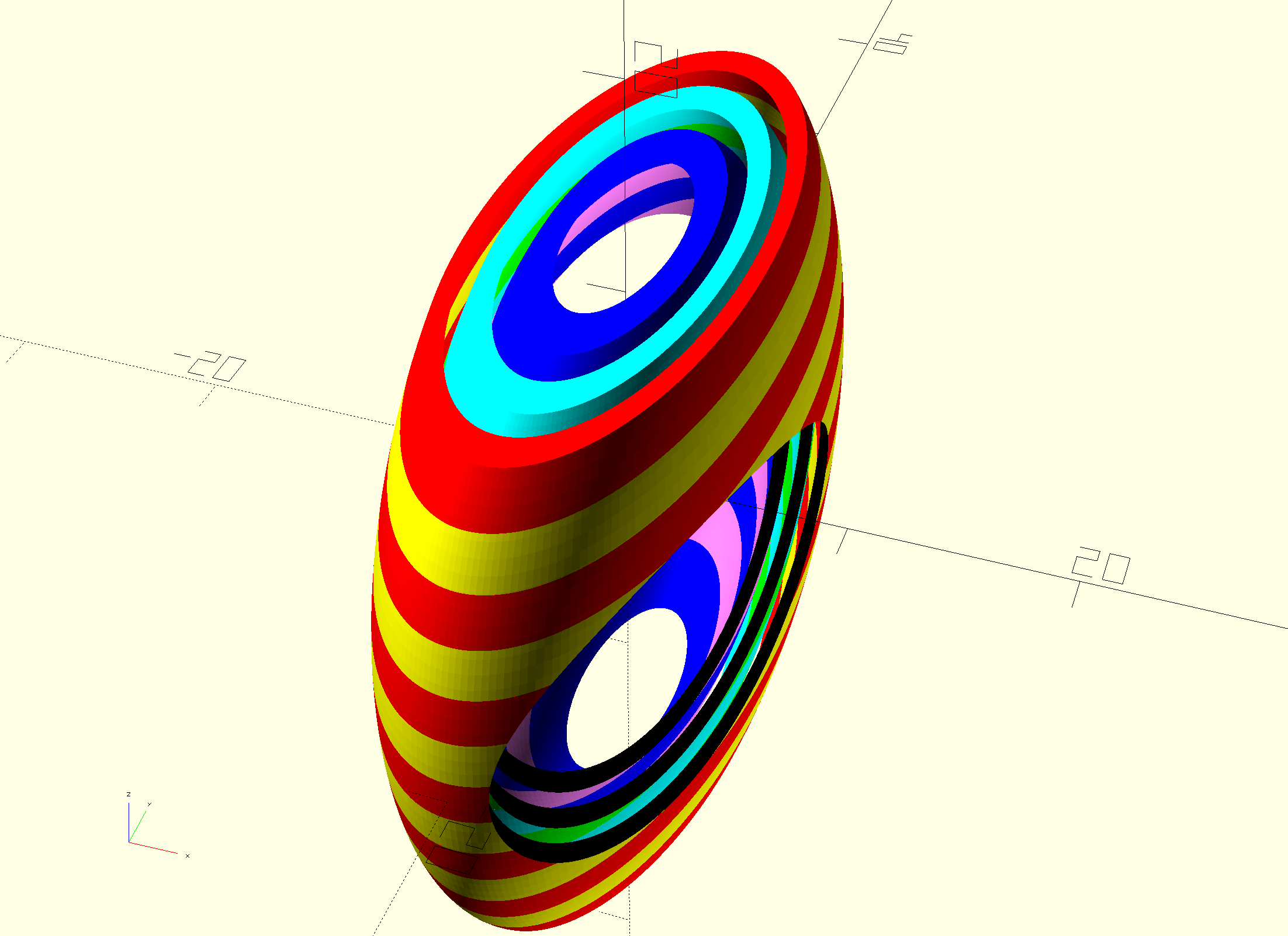
multicolor_open_elliptic_sheres_inner_hull_main_Jantec.nl_V5_20240731.STL multicolor_open_elliptic_sheres_inner_hull_sub_Jantec.nl_V5_20240731.STL multicolor_open_elliptic_sheres_mid_hull_main_Jantec.nl_V5_20240731.STL multicolor_open_elliptic_sheres_mid_hull_sub_Jantec.nl_V5_20240731.STL multicolor_open_elliptic_sheres_outer_hull_main_Jantec.nl_V5_20240731.STL multicolor_open_elliptic_sheres_outer_hull_sub_Jantec.nl_V5_20240731.STL
CFFFP_multicolor_open_elliptic_sheres_mid_hull_sub_Jantec.nl_V5_20240731 .3MF
(file voor (E3D) toolchanger met 4 x PLA en direct drive extruders)
Please donate $1 to my paypal account for using any of my designs so I can continue to do this
Import all 6 STL files into a slicer that is set for use with a 3d multicolor printer. Then, assign each ring to a specific color, merge and export the gcode file to printer or flie.
Example of the outer ring STL file:

New posts and articles will first be made available on our Dutch site https/jantec.nl as of July 1st, 2024.
We do try to translate as many posts as we can to English, but this is pretty time consuming, so some articles will likely be only available in Dutch.
BUT we do have a translator module running within the Dutch website.
You can jump to our Dutch site from the main menu, everywhere within the English site.
Our Dutch site has fairly good automatic translation to virtually all commonly used languages and this Dutch site ishould work automatically in the language that your browser uses.
Cheers, Jan Griffioen Amsterdam, Europe.

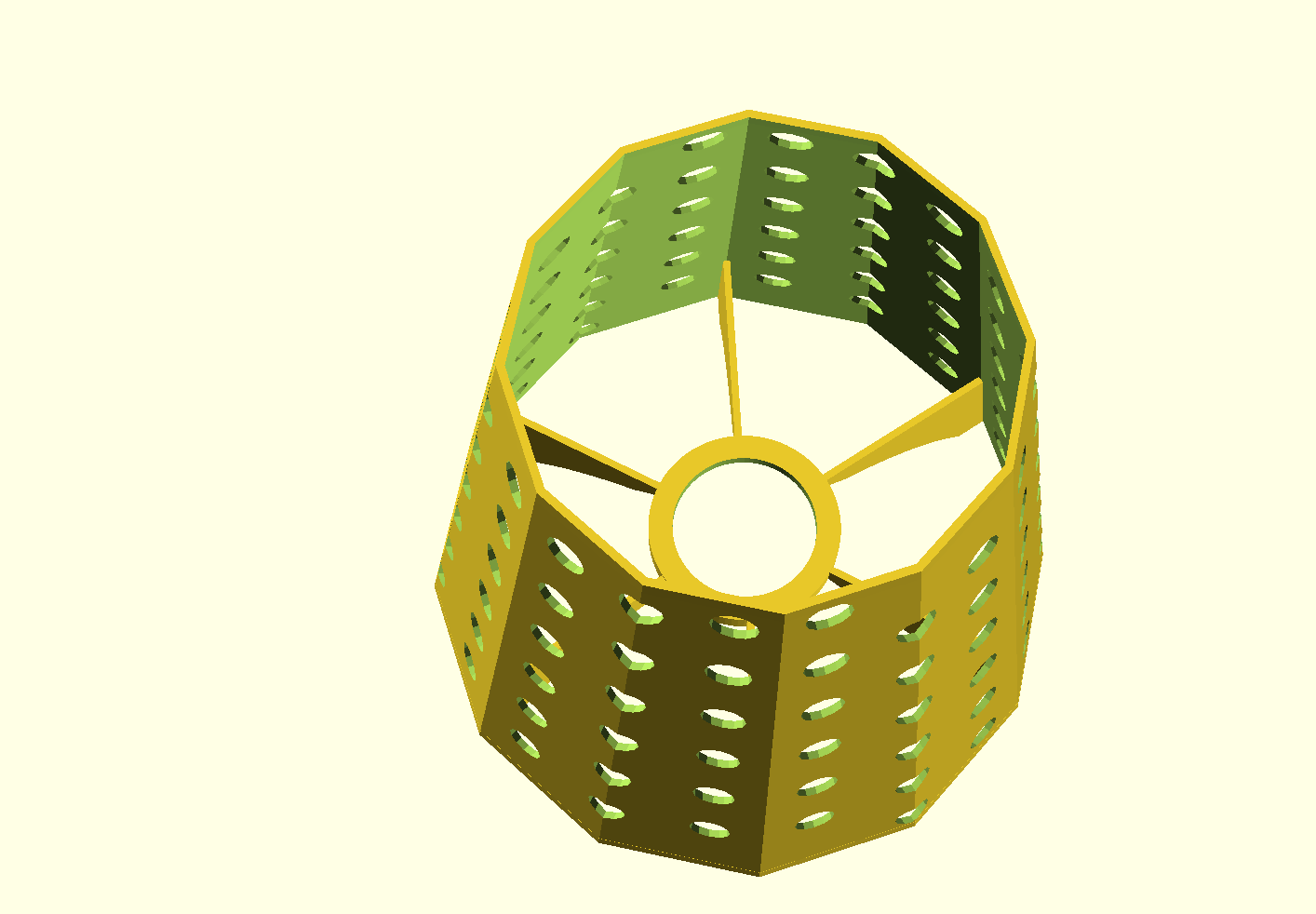
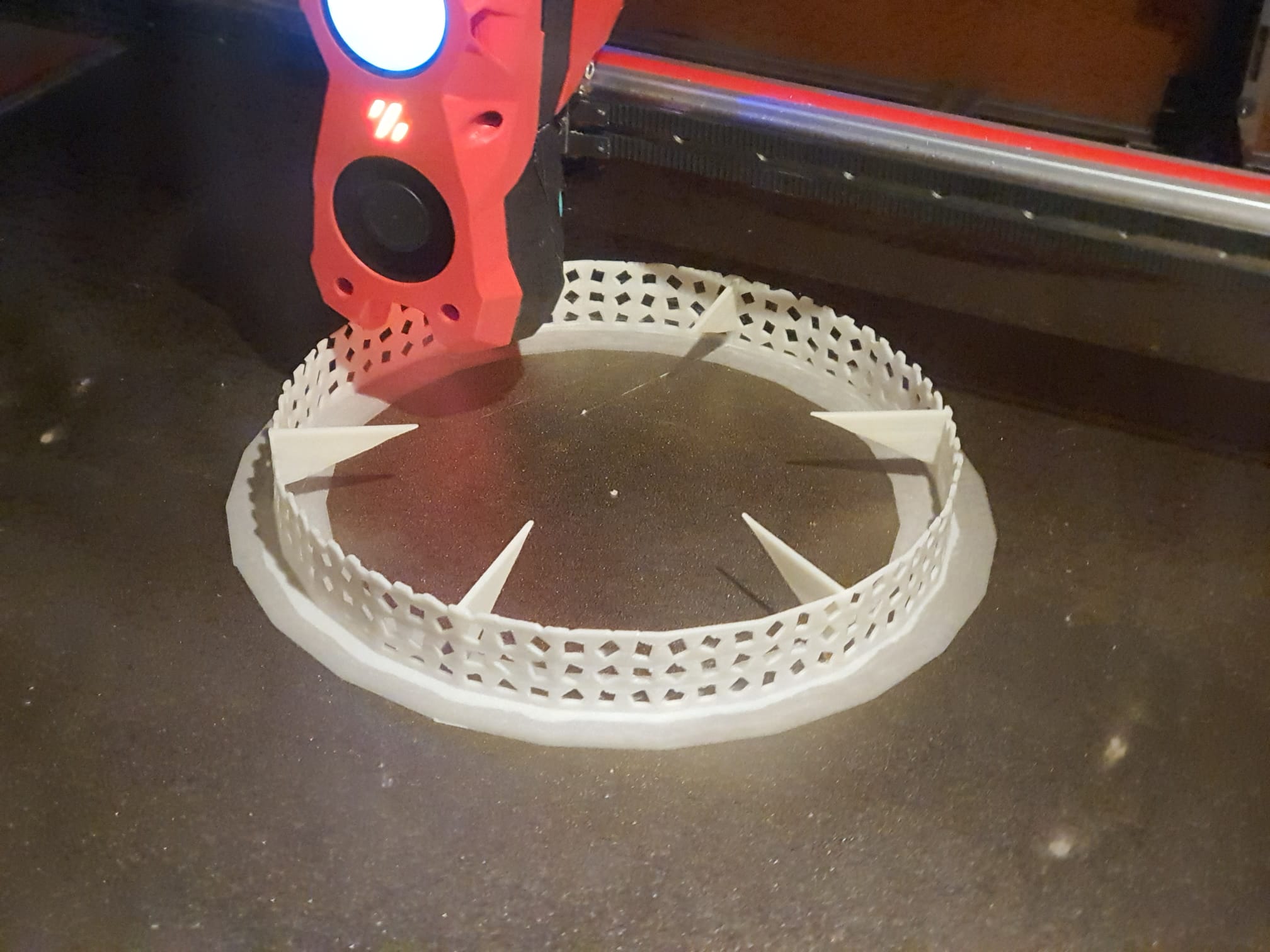
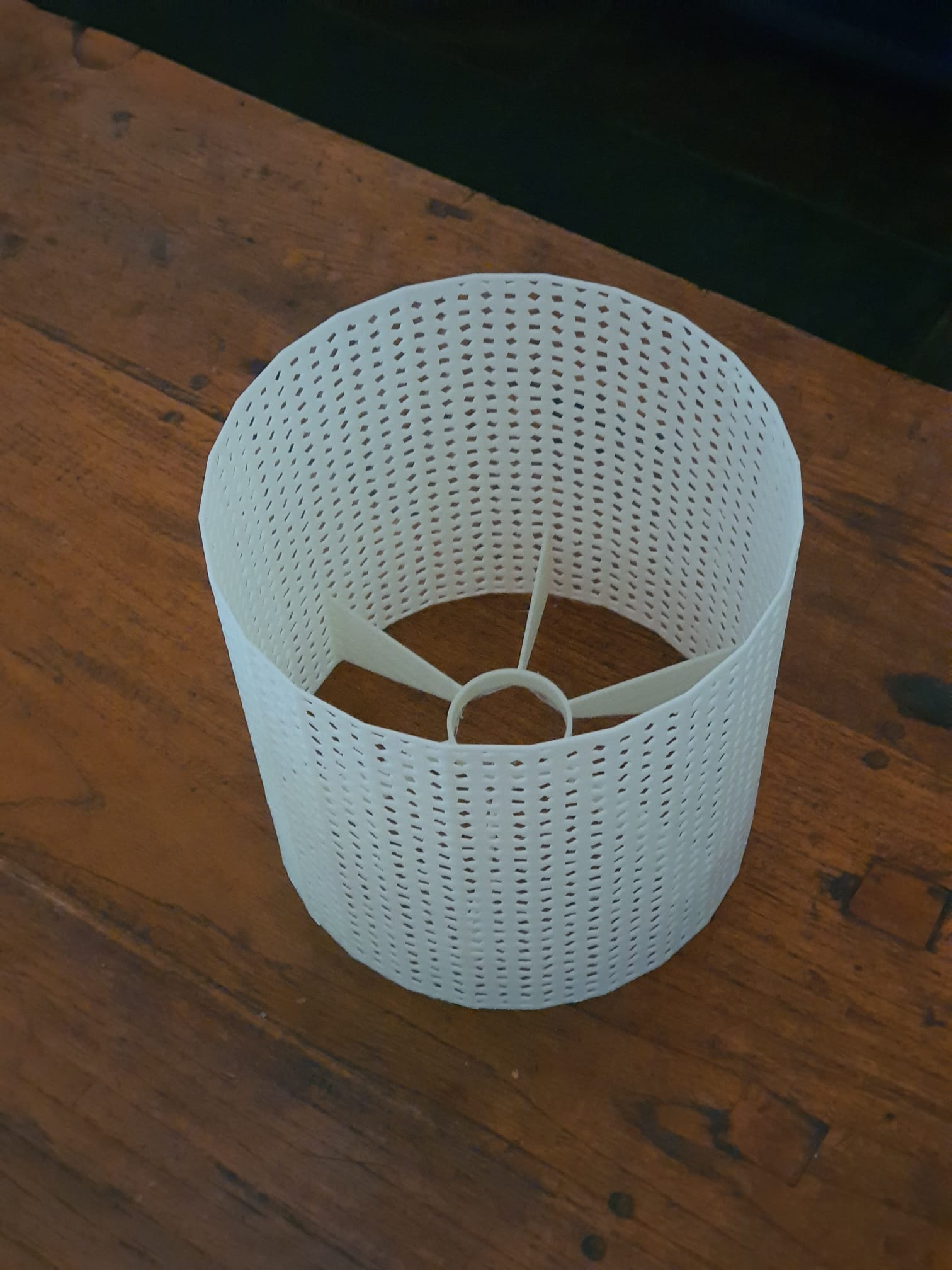
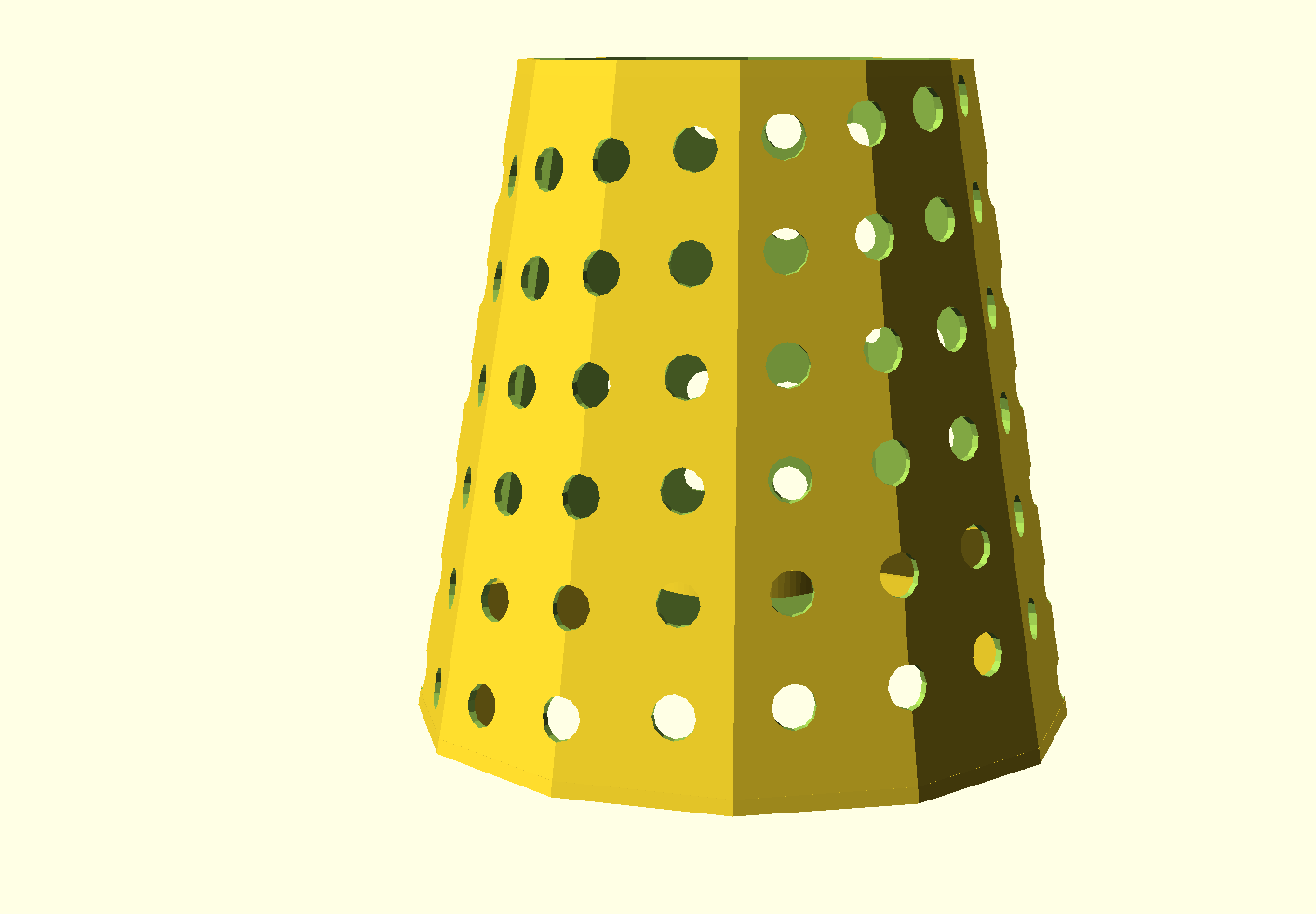
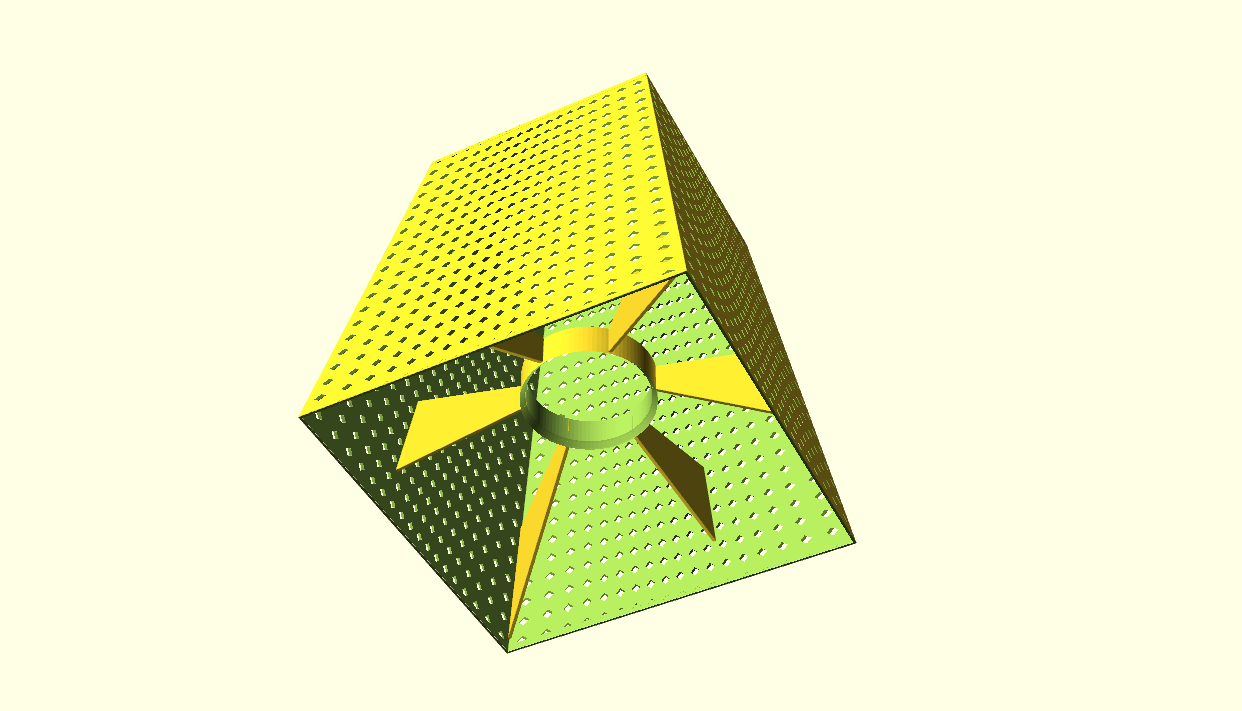
STL Download lamp_hood_12facets_whole_mini_dots_E27_20240621V13_PRUSA_MINI
Please donate $1 to my paypal account if you use (parts of) my designs so I can continue to do this

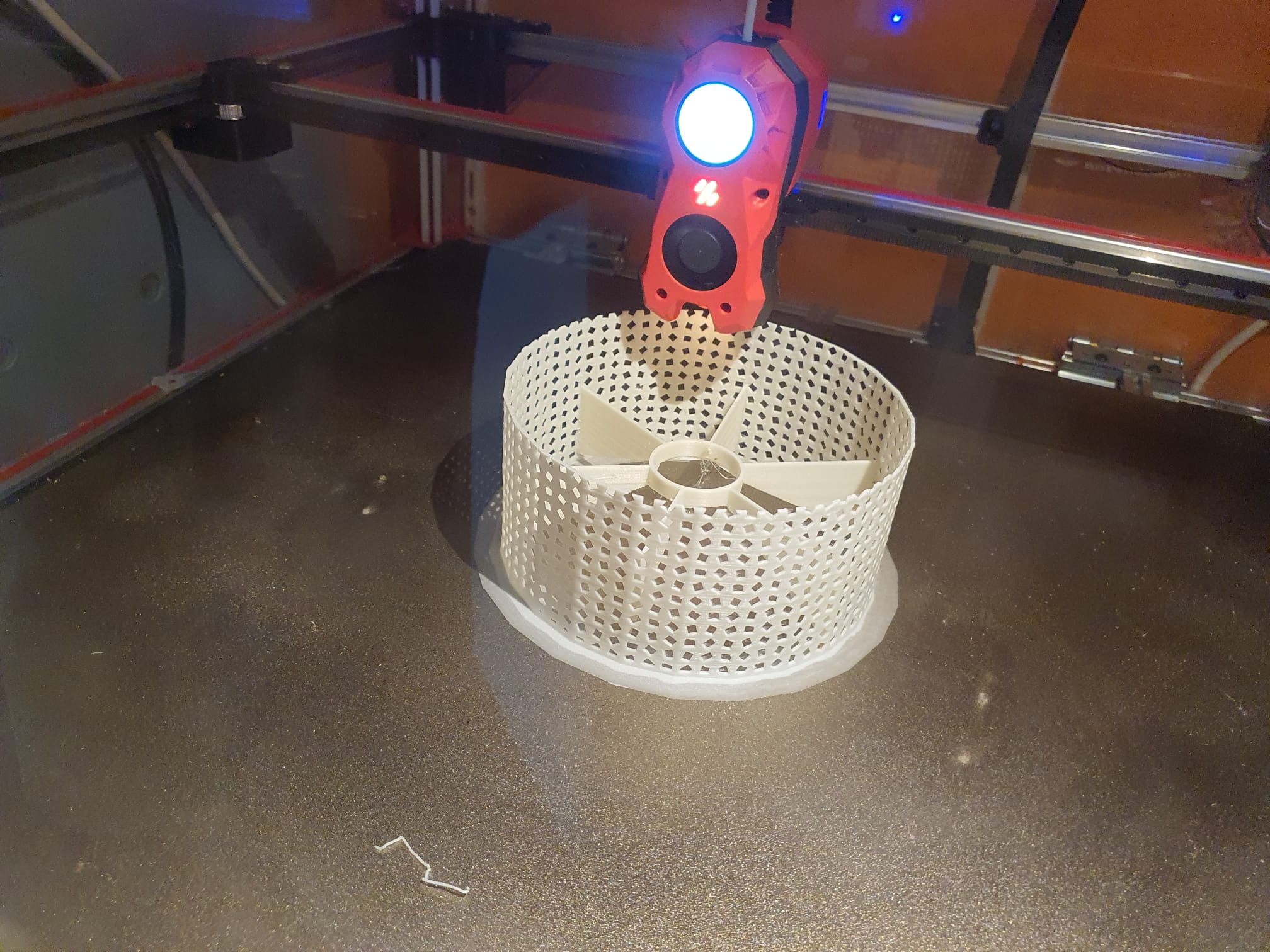
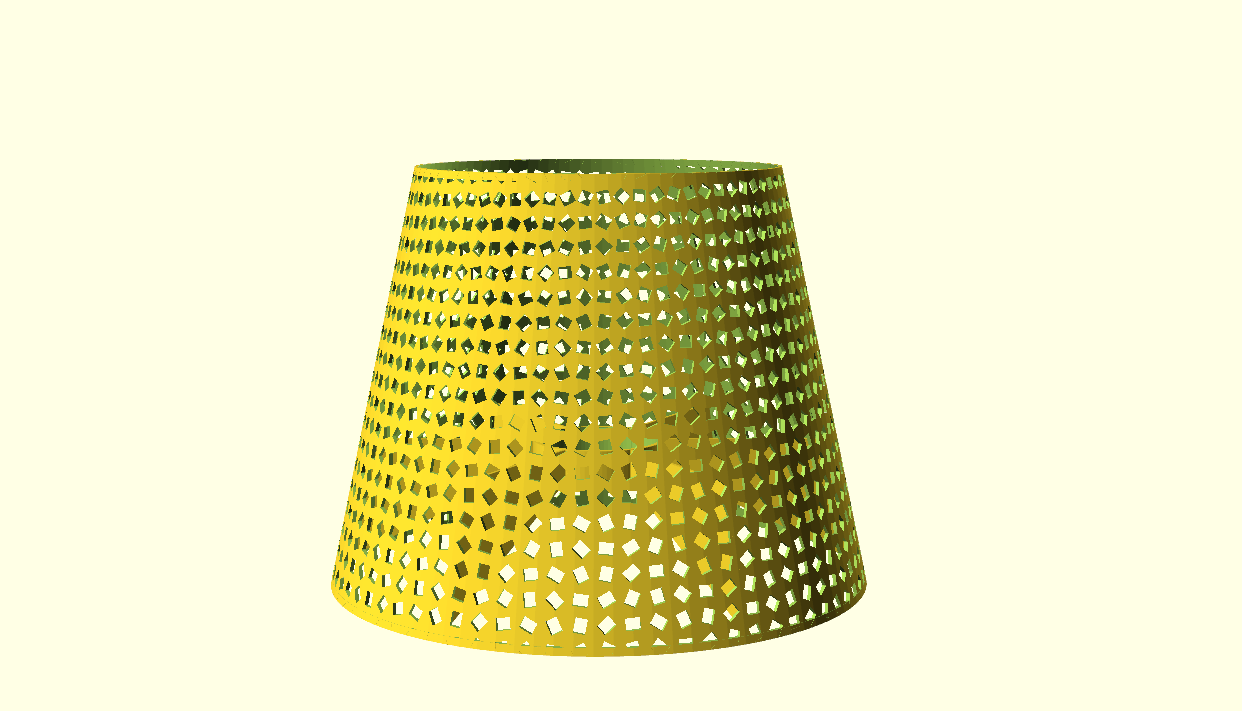
DOWNLOAD STL lamp_hood_all_versions_SMALL_shape96_round_pattern8_E27_20240622V15b2_PRUSA_MINI
Please donate $1 to my paypal account if you use (parts of) my designs so I can continue to do this
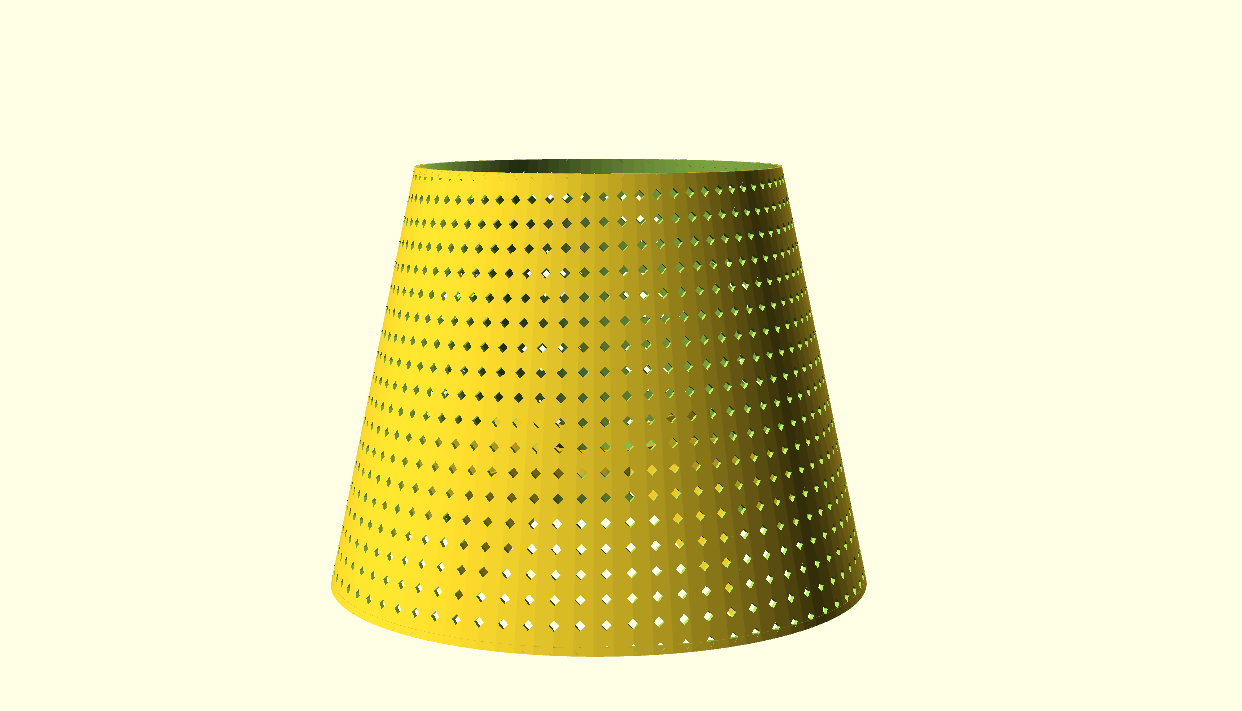
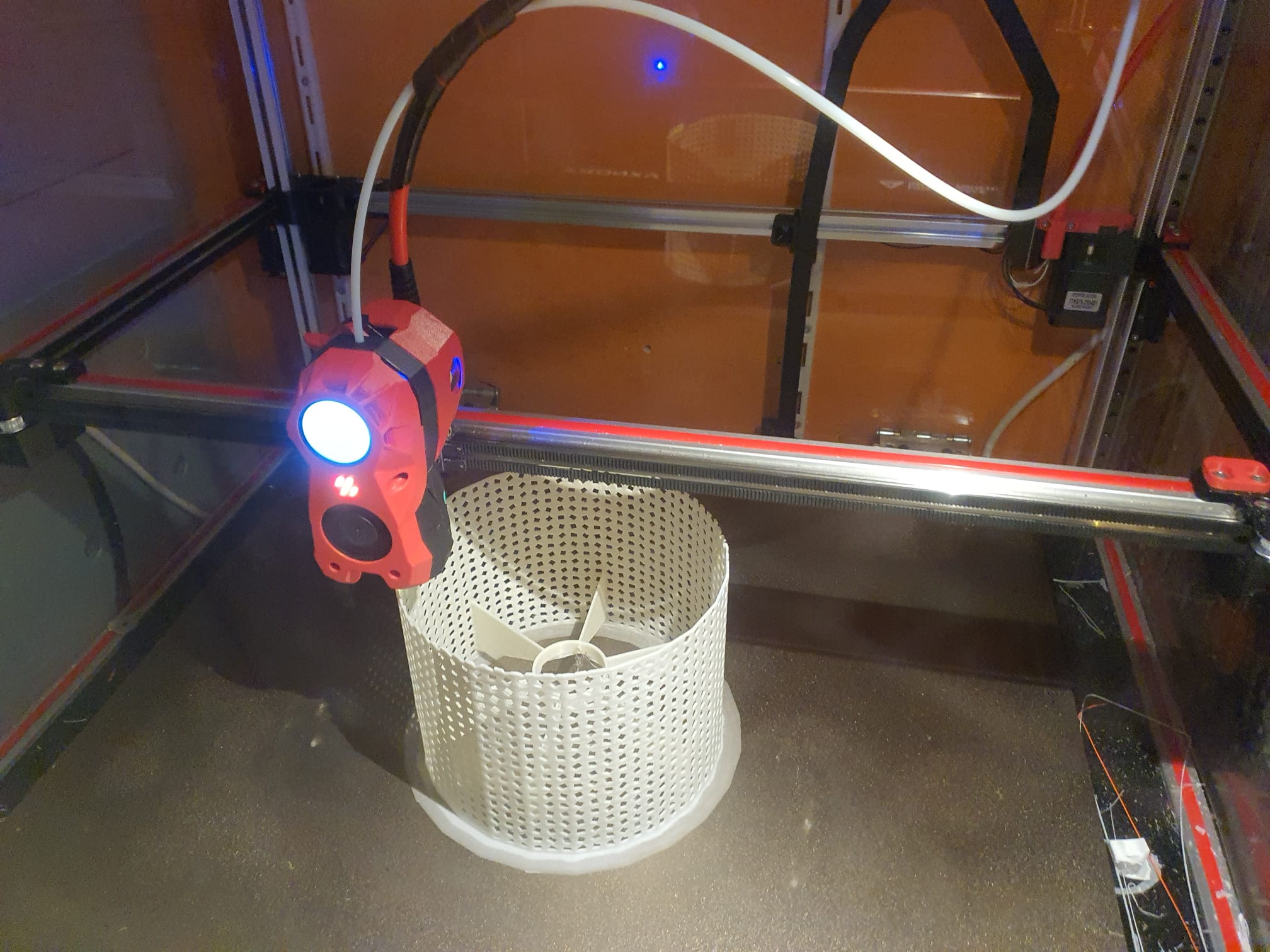
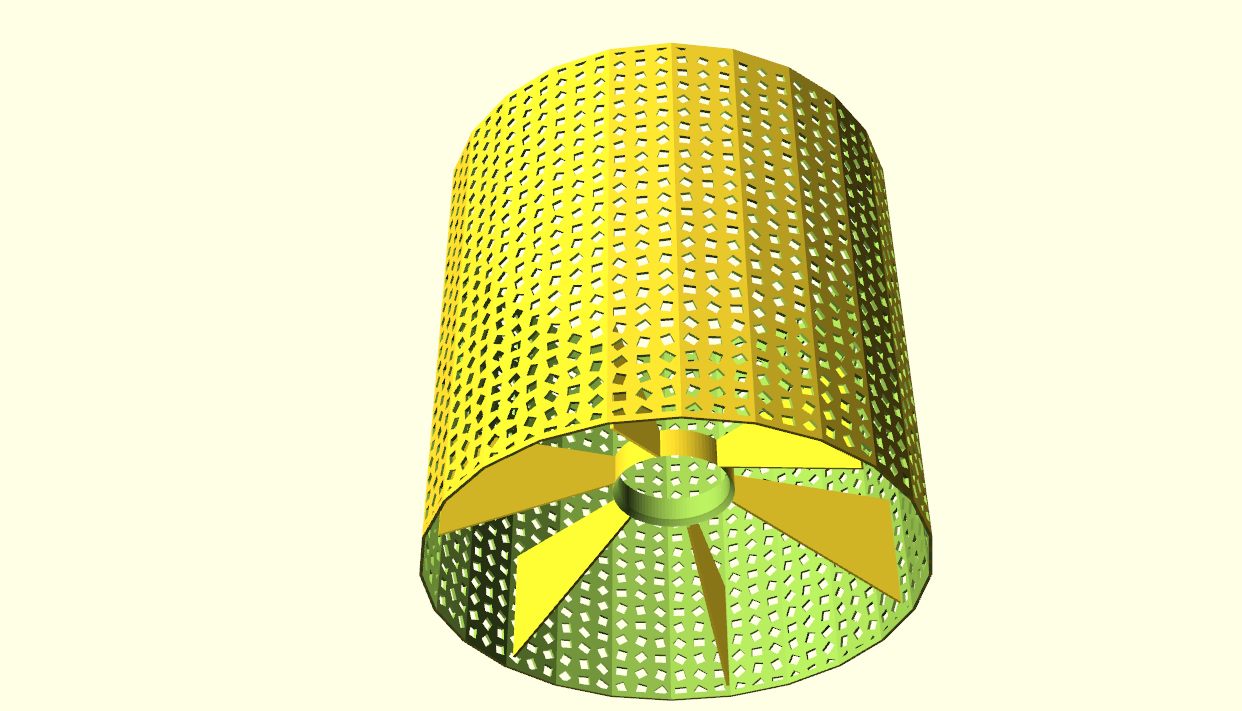
STL DOWNLOAD lamp_hood_all_versions_SMALL_round_E27_20240622V15b2_PRUSA_MINI
Please donate $1 to my paypal account if you use (parts of) my designs so I can continue to do this
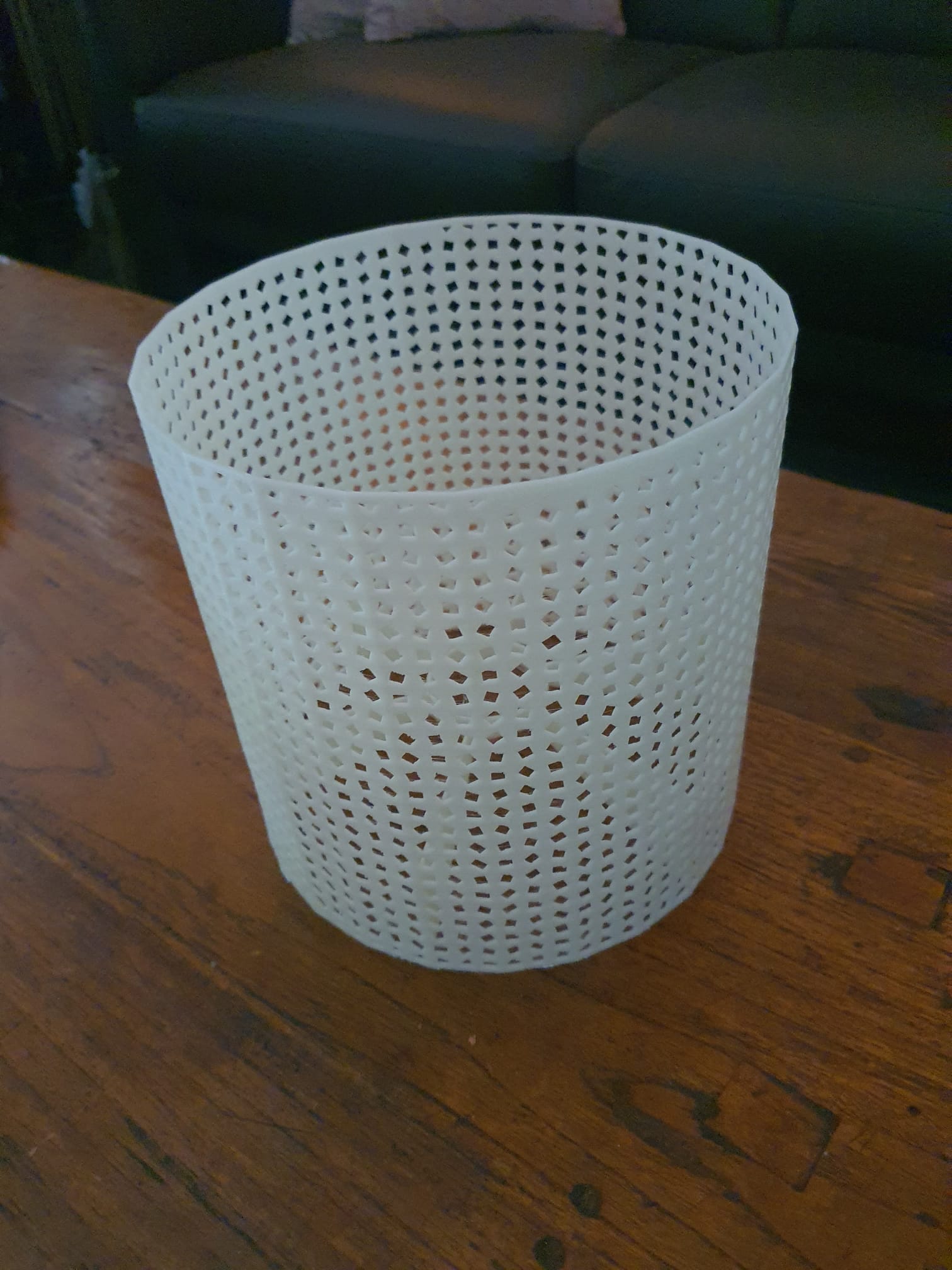
STL DOWNLOAD lamp_hood_all_versions_SMALL_square_E27_20240622V15b2_PRUSA_MINI
Please donate $1 to my paypal account if you use (parts of) my designs so I can continue to do this
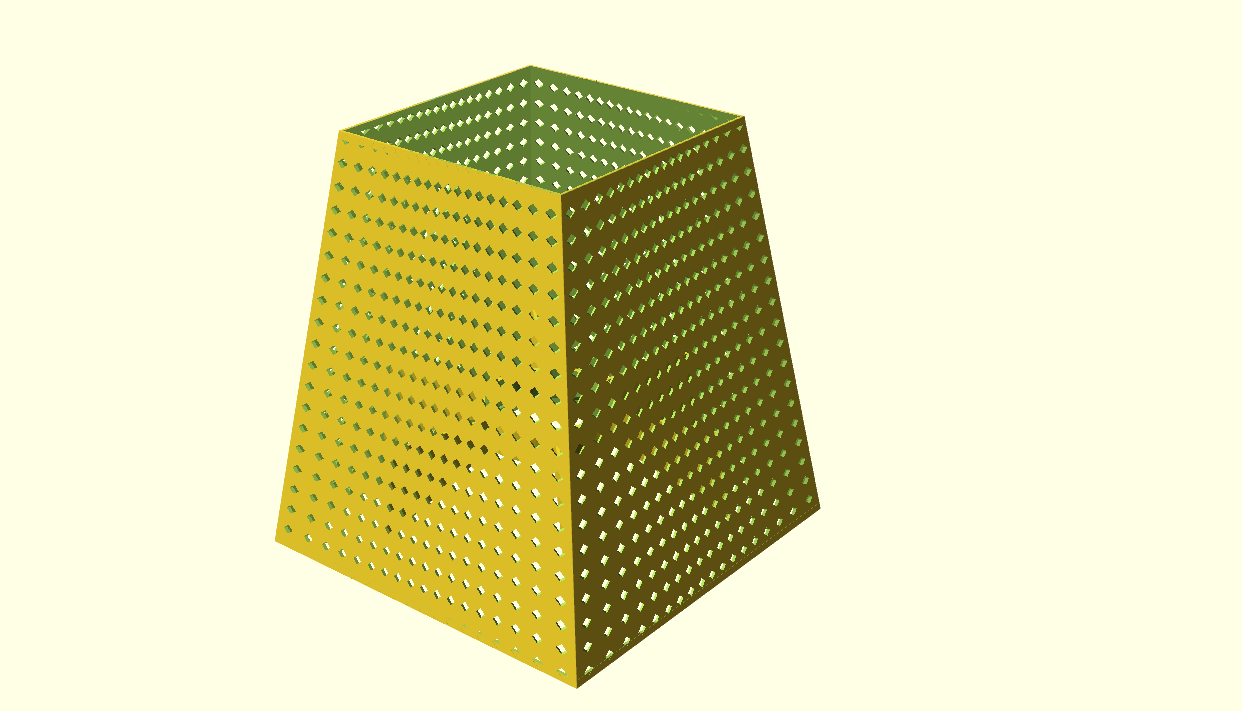
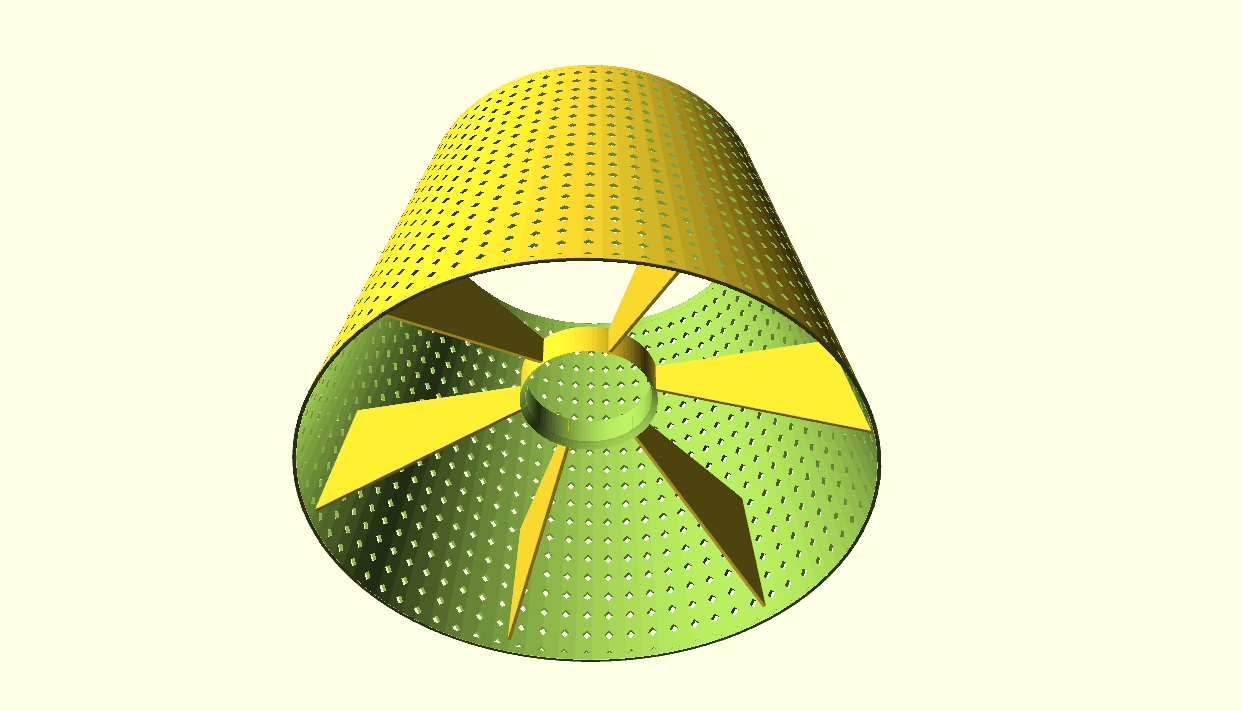
DOWNLOAD STL lamp_hood_all_versions_SMALL_PILLAR_24facets_pattern8_E27_20240623V15b3_PRUSA_MINI
Please donate $1 to my paypal account if you use (parts of) my designs so I can continue to do this